CN1040955C - 在钻石上加工标记的方法 - Google Patents
在钻石上加工标记的方法 Download PDFInfo
- Publication number
- CN1040955C CN1040955C CN91110842A CN91110842A CN1040955C CN 1040955 C CN1040955 C CN 1040955C CN 91110842 A CN91110842 A CN 91110842A CN 91110842 A CN91110842 A CN 91110842A CN 1040955 C CN1040955 C CN 1040955C
- Authority
- CN
- China
- Prior art keywords
- diamond
- mark
- jewel
- baffle plate
- laser
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 239000010432 diamond Substances 0.000 title claims abstract description 134
- 238000000034 method Methods 0.000 title claims abstract description 88
- 229910003460 diamond Inorganic materials 0.000 claims abstract description 132
- 239000010437 gem Substances 0.000 claims abstract description 77
- 229910001751 gemstone Inorganic materials 0.000 claims abstract description 77
- 239000000463 material Substances 0.000 claims abstract description 58
- 230000008569 process Effects 0.000 claims abstract description 22
- 238000001125 extrusion Methods 0.000 claims abstract description 9
- 238000012545 processing Methods 0.000 claims description 45
- 238000000576 coating method Methods 0.000 claims description 13
- 239000011248 coating agent Substances 0.000 claims description 12
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 10
- 239000011521 glass Substances 0.000 claims description 8
- 239000000835 fiber Substances 0.000 claims description 7
- 230000003287 optical effect Effects 0.000 claims description 7
- 229910052594 sapphire Inorganic materials 0.000 claims description 6
- 239000010980 sapphire Substances 0.000 claims description 6
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 5
- 229910052799 carbon Inorganic materials 0.000 claims description 5
- 230000005291 magnetic effect Effects 0.000 claims description 5
- 230000005855 radiation Effects 0.000 claims description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 4
- 239000005350 fused silica glass Substances 0.000 claims description 4
- 238000005087 graphitization Methods 0.000 claims description 4
- 238000005286 illumination Methods 0.000 claims description 4
- 230000015572 biosynthetic process Effects 0.000 claims description 3
- QIJNJJZPYXGIQM-UHFFFAOYSA-N 1lambda4,2lambda4-dimolybdacyclopropa-1,2,3-triene Chemical compound [Mo]=C=[Mo] QIJNJJZPYXGIQM-UHFFFAOYSA-N 0.000 claims description 2
- 229910039444 MoC Inorganic materials 0.000 claims description 2
- 230000005611 electricity Effects 0.000 claims description 2
- 229910052759 nickel Inorganic materials 0.000 claims description 2
- 230000001105 regulatory effect Effects 0.000 claims description 2
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical compound C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 claims description 2
- 241000931526 Acer campestre Species 0.000 claims 1
- 238000003763 carbonization Methods 0.000 claims 1
- 229910001567 cementite Inorganic materials 0.000 claims 1
- 238000007596 consolidation process Methods 0.000 claims 1
- 230000003760 hair shine Effects 0.000 claims 1
- 238000003384 imaging method Methods 0.000 claims 1
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 claims 1
- 230000001678 irradiating effect Effects 0.000 claims 1
- 230000001788 irregular Effects 0.000 abstract 1
- 239000011049 pearl Substances 0.000 abstract 1
- 239000013078 crystal Substances 0.000 description 10
- 238000005516 engineering process Methods 0.000 description 7
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 238000009834 vaporization Methods 0.000 description 6
- 230000008016 vaporization Effects 0.000 description 6
- 229910002804 graphite Inorganic materials 0.000 description 5
- 239000010439 graphite Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 230000008901 benefit Effects 0.000 description 4
- 230000005540 biological transmission Effects 0.000 description 4
- 230000008859 change Effects 0.000 description 4
- 239000010979 ruby Substances 0.000 description 4
- 229910001750 ruby Inorganic materials 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 3
- MARDFMMXBWIRTK-UHFFFAOYSA-N [F].[Ar] Chemical compound [F].[Ar] MARDFMMXBWIRTK-UHFFFAOYSA-N 0.000 description 3
- 238000001514 detection method Methods 0.000 description 3
- 230000002349 favourable effect Effects 0.000 description 3
- 239000007850 fluorescent dye Substances 0.000 description 3
- 239000003365 glass fiber Substances 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 229910052757 nitrogen Inorganic materials 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- 241001270131 Agaricus moelleri Species 0.000 description 2
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- 241000579895 Chlorostilbon Species 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- ORILYTVJVMAKLC-UHFFFAOYSA-N adamantane Chemical compound C1C(C2)CC3CC1CC2C3 ORILYTVJVMAKLC-UHFFFAOYSA-N 0.000 description 2
- 229910001573 adamantine Inorganic materials 0.000 description 2
- 238000005229 chemical vapour deposition Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229910052876 emerald Inorganic materials 0.000 description 2
- 239000010976 emerald Substances 0.000 description 2
- 238000001215 fluorescent labelling Methods 0.000 description 2
- 239000012634 fragment Substances 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000012209 synthetic fiber Substances 0.000 description 2
- 229920002994 synthetic fiber Polymers 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- PXGOKWXKJXAPGV-UHFFFAOYSA-N Fluorine Chemical compound FF PXGOKWXKJXAPGV-UHFFFAOYSA-N 0.000 description 1
- 241000406668 Loxodonta cyclotis Species 0.000 description 1
- XYFCBTPGUUZFHI-UHFFFAOYSA-N Phosphine Chemical compound P XYFCBTPGUUZFHI-UHFFFAOYSA-N 0.000 description 1
- 206010034960 Photophobia Diseases 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 239000005083 Zinc sulfide Substances 0.000 description 1
- JGRGMDZIEXDEQT-UHFFFAOYSA-N [Cl].[Xe] Chemical compound [Cl].[Xe] JGRGMDZIEXDEQT-UHFFFAOYSA-N 0.000 description 1
- VFQHLZMKZVVGFQ-UHFFFAOYSA-N [F].[Kr] Chemical compound [F].[Kr] VFQHLZMKZVVGFQ-UHFFFAOYSA-N 0.000 description 1
- JWFFDNVGFHXGIB-UHFFFAOYSA-N [F].[Xe] Chemical compound [F].[Xe] JWFFDNVGFHXGIB-UHFFFAOYSA-N 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000003321 amplification Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- RBFQJDQYXXHULB-UHFFFAOYSA-N arsane Chemical compound [AsH3] RBFQJDQYXXHULB-UHFFFAOYSA-N 0.000 description 1
- 229910000070 arsenic hydride Inorganic materials 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 235000019241 carbon black Nutrition 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 238000003486 chemical etching Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- IDLFZVILOHSSID-OVLDLUHVSA-N corticotropin Chemical compound C([C@@H](C(=O)N[C@@H](CO)C(=O)N[C@@H](CCSC)C(=O)N[C@@H](CCC(O)=O)C(=O)N[C@@H](CC=1NC=NC=1)C(=O)N[C@@H](CC=1C=CC=CC=1)C(=O)N[C@@H](CCCNC(N)=N)C(=O)N[C@@H](CC=1C2=CC=CC=C2NC=1)C(=O)NCC(=O)N[C@@H](CCCCN)C(=O)N1[C@@H](CCC1)C(=O)N[C@@H](C(C)C)C(=O)NCC(=O)N[C@@H](CCCCN)C(=O)N[C@@H](CCCCN)C(=O)N[C@@H](CCCNC(N)=N)C(=O)N[C@@H](CCCNC(N)=N)C(=O)N1[C@@H](CCC1)C(=O)N[C@@H](C(C)C)C(=O)N[C@@H](CCCCN)C(=O)N[C@@H](C(C)C)C(=O)N[C@@H](CC=1C=CC(O)=CC=1)C(=O)N1[C@@H](CCC1)C(=O)N[C@@H](CC(N)=O)C(=O)NCC(=O)N[C@@H](C)C(=O)N[C@@H](CCC(O)=O)C(=O)N[C@@H](CC(O)=O)C(=O)N[C@@H](CCC(O)=O)C(=O)N[C@@H](CO)C(=O)N[C@@H](C)C(=O)N[C@@H](CCC(O)=O)C(=O)N[C@@H](C)C(=O)N[C@@H](CC=1C=CC=CC=1)C(=O)N1[C@@H](CCC1)C(=O)N[C@@H](CC(C)C)C(=O)N[C@@H](CCC(O)=O)C(=O)N[C@@H](CC=1C=CC=CC=1)C(O)=O)NC(=O)[C@@H](N)CO)C1=CC=C(O)C=C1 IDLFZVILOHSSID-OVLDLUHVSA-N 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- HQWPLXHWEZZGKY-UHFFFAOYSA-N diethylzinc Chemical compound CC[Zn]CC HQWPLXHWEZZGKY-UHFFFAOYSA-N 0.000 description 1
- 238000012850 discrimination method Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 238000013467 fragmentation Methods 0.000 description 1
- 238000006062 fragmentation reaction Methods 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 150000002484 inorganic compounds Chemical class 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 208000013469 light sensitivity Diseases 0.000 description 1
- 230000004807 localization Effects 0.000 description 1
- 239000003550 marker Substances 0.000 description 1
- 238000003913 materials processing Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 150000001247 metal acetylides Chemical class 0.000 description 1
- 125000004433 nitrogen atom Chemical group N* 0.000 description 1
- 238000003199 nucleic acid amplification method Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000001259 photo etching Methods 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 238000004321 preservation Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000003908 quality control method Methods 0.000 description 1
- 238000002310 reflectometry Methods 0.000 description 1
- 238000007634 remodeling Methods 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 238000002211 ultraviolet spectrum Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
- DRDVZXDWVBGGMH-UHFFFAOYSA-N zinc;sulfide Chemical compound [S-2].[Zn+2] DRDVZXDWVBGGMH-UHFFFAOYSA-N 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44B—MACHINES, APPARATUS OR TOOLS FOR ARTISTIC WORK, e.g. FOR SCULPTURING, GUILLOCHING, CARVING, BRANDING, INLAYING
- B44B7/00—Machines, apparatus or hand tools for branding, e.g. using radiant energy such as laser beams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/02—Positioning or observing the workpiece, e.g. with respect to the point of impact; Aligning, aiming or focusing the laser beam
- B23K26/06—Shaping the laser beam, e.g. by masks or multi-focusing
- B23K26/064—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms
- B23K26/066—Shaping the laser beam, e.g. by masks or multi-focusing by means of optical elements, e.g. lenses, mirrors or prisms by using masks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/24—Ablative recording, e.g. by burning marks; Spark recording
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/30—Organic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/50—Inorganic material, e.g. metals, not provided for in B23K2103/02 – B23K2103/26
Abstract
一种在钻石、珍珠、贵重或半贵重宝石上加工标记的方法。为了加工标记,用ArF受激准分子激光照射到待加工的表面的区域上,激光的光束经过限定标记的挡板可以加工出鉴别用的或保密的标记,同样的工艺可以用于加工高强度和耐用的具有不规则横截面的挤压模具,且横截面可以随着深入到压模材料的深度而变化。
Description
本申请是1990年10月11日提出的申请号为07/595861申请的接续申请。
本发明涉及在钻石上产生可见的或不可见的(但是可以检测出的)标志记号的方法,其目的是为了满足质量控制、消费者的商标标志、安全或任何其它的需对宝石进行识别等需要。
本发明还涉及为了若干目的用受激准分子激光器或其它紫外激光能源加工高硬度材料组成的物体,特别是钻石材料的方法。本发明的一个目的是制造由钻石或其它类似的硬质材料组成的、且具有一个精确的挤压孔横截面的压模嵌入件例如用在喷丝嘴中的压模嵌入件,供挤压金属丝,玻璃纤维或合成纤维用的压模组件。
本发明的另一个目的是涉及产生一个电路图形,这个图形可以是一个刻在钻石或类似硬质材料上的微电路图形,而在钻石或类似硬材料上用化学蚀刻的方法加工微电路图形是困难的或者在实践上是不可能的。
本发明包括加工或处理不同类型的物体,即用在宝石生产中的钻石或其它硬材料,以及由钻石等制成的压模嵌入件,后者用在挤压模具中,与这两种类型物体有关的技术工艺和激光工艺将分开讨论。
对例如宝石和类似的消费奢侈品,往往需提供鉴别标记,以便根据这个记号来鉴别出这个商品的产地。这对于质量和价值仅由专门的熟练工人确定的产品来说是特别重要的,这样的鉴定标记必须能永久地保持在商品上。另一方面这个标志决不能有损商品的价值。
对于例如钻石这样的贵重宝石,长久以来就需要有一种能够唯一确定宝石的可靠的鉴别方法。这种方法将有助于寻找或恢复丢失的或被盗窃的宝石的各个特殊部分。此外,对于短期贷出的宝石,与通常情况一样,根据在该宝石上的永久性标记来确保还回的宝石就是原来贷出的那个宝石。
此外,这样的检测手段或标记可以用作指示定石质量以及刻面、切割和抛光工艺的等级。实际上,在宝石上的一个永久标记或可检测的标记在很多通常的场合可以作为一个纯度的表示或商标,即做为产地的标志。这样的标记可以用于消除通常的误解:对任何给定的重量、颜色、或透明度的钻石实际上是可互换的。事实上,宝石的质量明显地可以受加工宝石工人的细心程度和技艺,如在选择、锯、研磨、切割和抛光工艺过程中的细心与技艺的影响。
现已创造出一些在钻石上作标记的工艺,例如在美国专利4467172和4392476中公开的方法。这两份专利的完整说明书作为本申请的参考文件。在其中的每一个专利中,都公开了使激光能量在待加工标记的钻石上或其中形成聚焦斑点的激光器,其中利用这样的能量的聚焦斑点所产生的一系列斑点或一些斑点图形来构成所需的标记。
上述的激光加工标记系统采用工作在1.06μm波长的单独或同倍频器相结合使用的YAG或Nd:YAG激光器,于是所公开的入射到钻石上的激光辐射波长为1.06μm或0.532μm。正如美国专利4467172中所述的那样,0.532μm波长的激光除了作用于钻石的表面上外,还能穿过钻石表面并因加热而使在钻石表面下面的部分材料变成蒸汽。这种能量穿透是不希望有的,它会由于对宝石内部晶体结构的加热而带来宝石破碎的严重危险。为了防止对用这种方法加工标记的钻石造成损坏,在已有技术系统中要包括能精确控制输出的激光能量大小的装置。
此外,由于钻石对上述的波长基本上是透明的即能透射过的,所以这些先前钻石加工标记工艺通常包括有能量吸收涂层,这些涂层例如可以是涂到待加工标记表面的碳黑,这样又使加工程序进一步复杂化。
而且,因为标记是通过众多的重叠斑点形成的,所以为了使钻石相对于下一个到来的激光能量的聚焦斑点精确的定位,在上述先有技术中需要提供复杂而昂贵的计算机控制的X-Y移动台,为了形成单一标记而需要产生大量斑点,这又使先前加工标记工艺的操作相当地缓慢。
当在贵重和半贵重的宝石、珍珠和其它贵重奢侈品等商品上加工标记时,人们认为尽管可采用上述的先前工艺方法在钻石上加工标记并取得一些成功,但是Nd:YAG激光器聚焦斑点的能量强度被认为会在宝石、珍珠或其它被加工标记的材料上引起微裂纹。
在名称为“用于在柔性焦距透镜组上加工标记的方法”的美国4912298号专利中公开了一个在玻璃柔性焦距透镜组中加工标记或商标的方法,这篇专利的整个说明书作为本申请的参考文件。
用激光加工用在挤压模具组件中的压模嵌入件中的挤压孔也是公知的。利用激光加工挤压孔已在美国专利4703672和4534934中所公开。
本发明的目的是提供一种在钻石上加工鉴别标记的改进方法,本发明更具体的目的是提供一种不需昂贵的计算机控制的X-Y移动台就能相当迅速地在钻石上加工标记的方法。
本发明的进一步目的是提供一种在钻石上加工标记的方法,它能明显地减少损坏宝石的危险。
本发明的另一个目的是把光刻技术利用到钻石标记加工工艺上,以便获得灰度梯度变化的标记,而不同于只是黑与白的标记。
本发明的另一个目的是提供一种带有“优质”标记的钻石,该钻石的产地、加工质量可以根据检验很容易地确定。
本发明的另一个目的是在钻石上提供线反差比目前传统工艺可能得到的优良得多的鉴别标记。
本发明的目的还在于提供用于保密目的而在钻石上加工可见的或非可见标志的比较完善的装置。
另一个目的是提供一种在珍珠或贵重或半贵重宝石上加工标记地方法,这种方法能显著降低对这些被加工物品的损坏危险。
更进一步,本发明的目的是提供一种生产挤压孔带有复杂横截面的压模嵌入件的方法。
还有一个目的是提供一种生产压模嵌入件的方法,该方法能省去或显著地减少例如修整、抛光、去毛刺等处理挤压通道的繁锁操作。
本发明的一个方法包括用一个工作于紫外光谱区的脉冲激光能源在钻石上加工标记。比较可取的能源是一个受激准分子激光器。
受激准分子激光器是脉冲气体放电式激光器。在这些激光器中,使一种气体混合物(例如氩和氟的混合物)充电,由于足够地充电而产生脉冲激光能量的强发射,受激准分子激光器通常用来产生一个脉冲或多个脉冲,其波长范围从约193nm(即0.193μm)到约351nm,取决于所产生的具体的惰性气体一卤化物激发物。
氩氟激发物产生的波长为193nm激光能量,对纯钻石的穿透深度是很小的。虽然钻石在一个宽的波谱范围内的能量透射率很高,但是纯钻石对193nm左右波长的激光具有特别低的透射率,低反射率和高的吸水率,这个波长靠近晶体的截止频率。由于这个原因,受激准分子激光的能量被一特别薄的表面层吸收,该表面层的温度迅速升到很高,借助于每个脉冲使从几个埃到几个微米厚的薄层材料以这种方式从表面汽化,或者借助受激准分子激光的每个脉冲使这个薄层材料部分石墨化。材料的汽化避免了钻石由于供钻石中的碳升华的高能引起的宝石过热。
本专业人员都认为钻石很少是"纯净"的晶体而几乎每个宝石晶体都存在有以氮原子取代晶体结构形式的杂质。对于一给定的钻石,其截止频率随着氮杂质的含量的增加而增加,增加幅度可以高到300nm。因此,虽然较可取的实施例是通过采用ArF受激准分子激光器来说明的,但是其它的激光器也适合利用,这些激光器可以提供波长从200nm到约300nm的激光能量。这些激光器包括波长在紫外范围的氪氟受激准分子激光器(248nm)氙氯受激准分子激光器(308nm)和氙氟受激准分子激光器(351nm),对于一个给定的宝石来说最有效的激光波长最终取决于那种钻石的纯度。
不难理解,在这里的"约193nm"是意味着足以包括任何给定宝石的截止频率的一个范围即从约190nm到约350nm。
在对珍珠贵重或半贵重宝石加工标记的方法中,本专业人员不难理解有关截止频率的上述讨论是不能直接使用的。
通过一个档板照射钻石是具有显著优越性的,该档板包括一个商标形状或标记形状的作为一个挖空区域或者其它可使光高度透射过的区域。这些挡板可以安装在钻石的上面或前方。挡板和钻石表面的间隔不是关键因素,这是因为受激准分子激光器产生的是平行辐射。但是如果利用衰减光源时,则挡板的位量是重要的。挡板也可以根据在所希望波长的激光能量处各区域具有不同的透射率的要求来组装,以便得到按照所产生的灰度标准,各区域具有不同反差的标记。
本发明的另一个优点在于能够改进或改变在激光脉冲之间或脉冲群之间的挡板图形,以便赋予被照射材料上的一系列图样以活力。在照射钻石的情况下,由于激光能量借助每个脉冲或脉冲群使某一厚度材料汽化,而得到一个具有横截面轴向变化的孔的挤压模具。
例如已经加工出穿过钻石截面的角锥式孔,除了能加工数目不限的不同形状的孔以外,还能轻易地加工出螺旋形孔。采用适合的光学元件,还可以在钻石晶体上加工出其它的高度复杂的三锥形状的孔。
通过光学装置使挡板在钻石表面或象具有很多优点,这些光学装置能使紫外辐射通过蓝宝石,熔凝石英或熔凝硅石。如果所形成的象是显著缩小的,则可以在钻石表面上获得高能密度,因此需要减少激光器的输出激光脉冲数目或输出功率。
本发明的另一个实施例的方法,包括利用受激准分子激光将各种可检测的物质注入到钻石的表面。而将对一个钻石加工肉眼不可见的标记,即主要是为了保密的目的,显然后来为了识别验证的目的要寻找出这个标志是困难的。受激准分子激光能量可以"强迫"或把某些材料(例如在紫外范围内荧光的荧光染料和其它无机化合物)注入到钻石晶体结构表面中。在事先涂有这样染料或材料的钻石上产生的标记在适宜的光照射下将产生荧光,这样使得寻找出通常肉眼不可见的标记变得容易。
此外,也可以把例如导电或导磁的其它可检测的物质用这种方法沉积到钻石上或钻石里面,以供以后检测。
下面参考附图来进一步描述本发明
图1为一个用受激准分子激光在钻石上加工标记装置的局部示意图;
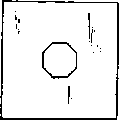
图2为一个朝向鉴别标记的钻石的平面图;
图3为一个朝向鉴别标记的钻石的侧视图;
图4为用于在由硬质材料制成的压模嵌入件中加工出一个复杂横截面形状挤压孔的装置的局部示意图;
图5a-5c为表明出挤压孔各个复杂横截面的硬质材料的压模嵌入件的平面图;
图6a-6c为用于生产图5a-5c中所示的挤压孔的挡板的平面图。
这里将对本发明的方法中用于在钻石和其它硬质材料上加工标志的方法,以及随后用于在压模嵌入件中形成挤压孔的方法分别进行描述。
图1示出了一个在钻石15上加工标记的装置10。在本发明的方法中使用一个通用的氩氟受激准分子激光器11产生脉冲激光能量,这样的受激准分子激光器可以从一些厂商购买到。Lambda Physik Inc就是其中的一个提供者,该公司是在马萨诸塞州的Acton有办事处的西德公司,销售型号为"LPX100"和"LPX200"系列的激光器。另一个这样的激光器提供者是马萨诸塞州Questek的Inc.of.Billerica,该公司销售"2000"系列的受激准分子激光器。
氩氟受激准分子激光器11产生一个波长为193nm的具有平顶束分布(在水平截面上)的激光输出口。当这种激光器装有适合的通用公知的谐振腔光学装置时,激光输出光束将沿着平行的束径传输。输出光束12直射通过挡板23,以便产生一个具有一定形状的光束而形成一个特殊的标记,这同普通的矩形截面的受激淮分子激光束的情况相反。一部分激光辐射被挡板23挡住,而只有在相应于要求有标记的那些区域才是允许通过挡板的激光辐射区域。
在光束通过挡板23后(比较详细的情况将在后面描述)射向缩小光学组件24,它可以是适合于用193nm波长激光能量的按10∶1缩小的透镜例如由熔凝硅石或蓝宝石制成的透镜。任何具有所要求的其它缩小倍数数值的例如30∶1的曲面透镜都可以采用。
缩小透镜24用作把光束聚焦成一个足够小的尺寸,以便使在钻石的边缘或与镶嵌底板接触的边缘17处产生的标记不明显地损害宝石的价值。按照本发明所产生的标记最好是小到肉眼基本上看不见的程度。聚焦的光束冲击在钻石15的表面上而按所要求标记的形状移去少量材料。低波长的激光输出能量可以使非常高的线分辨率的标记按所描述的方法形成。当然,分辨率是细到甚至可以使标记在宝石的碎片上形成的程度。在实际的产品上,已实现了1μm左右的分辨率的表面细节。
因为钻石对193nm波长的激光辐射基本上是不透明的。所以激光能量只被吸收在宝石的外表面区域。由于能量被迅速吸收使得只用一个或相当少量的(如几个或几个)能量脉冲就可以产生一个完整的象。需要输出的受激准分子激光束的输出能量(即能流)的范围可以从几个到几十个或更多毫焦尔/平方厘米,对于特定用途所必需用的精确能量取决于要产生的标记的尺寸,光束的光学缩小倍数和要产生标记的要求的深度(即汽化材料的数量)。
对于钻石所需的"损坏阈值"能量为在宝石的平面上的每平方厘米6-16焦尔的范围。对于任一给定的钻石,在这个范围内的具体的损坏阈值主要取决于宝石中的氮含量,并同氮含量成反比关系变化。
在整个加工标记工艺过程中,钻石可以保持在一个唯一的固定位置,因此在本发明的实施例中不需要复杂而昂贵的计算机控制的X-Y移动平台或者任何其它的昂贵的或复杂的定位装置,例如在美国专利4392476或4467172中所描述的那些装置。这些先有技术中的系统必须用单个脉冲对待标记的表面进行扫描,每个脉冲在任一给定时刻只产生象中的一个微小部分。
如已指出的那样,少量的材料可以通过汽化从钻石表面上移去。此外留下部分的钻石材料也可以被加热到产生石墨化的程度,即经历一个从元素碳的一种结构(即金刚石)转变为另一种结构(即石墨)。众所周知,在足够高的温度即约900℃下金刚石将转变或石墨,全部金刚石晶格将瓦解。然而,在这种瓦解发生之前,可能会出现材料转变或部分转变成石墨。而同时保持金刚石晶格特定结构强度和耐久性。
据认为金刚石的内部晶体结构或表面可能经历这样的转变,正如业已发现的那样,"变暗"即"石墨化"的区域不能用通常的酸洗方法除掉,这样的酸洗方法能除掉在正常情况下的金刚石上的石墨。这样就彻底形成了一个永久的标记。事实上,按照本发明的原理,钻石是作为一种光敏材料被加工的。
对于表面损伤与束能量密度的曲线,据认为这个曲线对于金刚石在理论上是一个阶跃函数,在某一下限阈值之下没有损伤发生,而在某一上限阈值之上损伤不会进一步严重,而与供给的能量无关。在实际上,业已观察到有一个很窄的转变区域,在这个区域上表面的损伤(即石墨化)可以通过仔细精确地调整受激准分子激光器能量输出来选择控制。通过这样控制激光器,可以产生具有不同暗度即"灰度"的标记。
另一个优点是193μm附近波长的激光能量不能穿透金刚石晶体结构中,这样就防止晶体出现内部加热,这种加热是先前采用激光能量在钻石上加工标记的方案引起钻石产生裂纹的重要原因。
至少有一种先有技术方法,在进行激光加工标记之前,需要在钻石表面施加一个吸收能量材料(例如石墨)涂层的步骤。这种先有技术的成功至少部分取决于金刚石表面上的吸收能量涂层的均匀性和致密度,而在本发明中这种依赖性完全被摆脱。实际上涂一个吸收能量涂层可以仅仅是为了引发在宝石表面上的汽化,一旦汽化开始,材料的移去就会继续进行,该涂层不再参与作用。
按照本发明的上述实施例,在钻石表面上加工出永久的标记。用1至10个ArF受激准分子激光脉冲可以加工出以英文字母、日本假名以及各种几何和非几何图形,其尺寸的宽和高分别为几百个μm数量级。
本发明者进一步发现,上述这种工艺适合应用于其它的精密的和半精密宝石等物品上,而与这些材料的物理性质无关,特别是可以在绿宝石、红宝石、蓝宝石乃至珍珠上加工标记而不会损伤这些材料,或者降低这些材料作为宝石的价值。
象红宝石和绿宝石这样的材料至少在一点上是与钻石有重要区别的。在用Nd:YAG或CO2激光进行局部剧烈加热时,这个热量不能迅速地从加热部分传导到材料的其它部分,其结果是在宝石的标记上或附近处引起微裂纹。这些微裂纹可能严重到对宝石来说不能允许的程度。
当把按照本发明的受激准分子激光加工标记工艺用在红宝石、蓝宝石乃至珍珠等类似物品上时,会令人惊奇地发现微裂纹基本上减少或没有出现。同在钻石上加工标记的情况下一样,材料被移掉,但对在这些其它材料中没有发现变暗的现象。某些碎片还留下来,而使标记用视觉发现比在钻石上更加困难。不过还是为在带颜色宝石及珍珠等物上加工鉴别标记提供了一个很有用的方法。
应该指出,下述的详细说明通常是切实可用的。
图2示出了按照本发明用于在钻石上形成具体象的挡板33。档板可由具有能够足以耐得住受激准分子激光能量的照射,而其本身不产生汽化的材料制成。档板33包括在所需要标记的图样中的挖空区域32。
在另一个实施例中,挡板是由一个熔凝石英板,熔凝硅石板或蓝宝石板制成,在该板上涂上一层适宜的不透明的和耐热的材料,例如一种光敏或刻蚀铬涂层。挡板可以按有一个不涂不透明材料的区域,或者仅仅是弥散式地涂一下的要求制成。通过控制在挡板上选择的区域上的涂层密实度,就可产生一个各区域透射率不同的标记。利用这样的挡板可以有效地产生具有不同对比度(即如上所释的不同灰度)的预先确定的区域。
图3示出了一个在边缘处42的一个特定圆形区43处已经加工标记的钻石40。边缘42通常包括为数众多的小平面(例如在边缘42中的放大图50所示的小平面44)。这些小平面中的任何一个都适于精心安排标记。不难理解本发明的方法同样适合抛光的和非抛光的(即粗加工的)钻石表面等。虽然标记可以在钻石的任何位置上加工出,但是从美学上看最好是只在宝石的不重要的表面上加工这些标记。利用本发明的方法甚至于可以有助于把一个标记安排在宝石40的底面48上。
如图3所示,激光加工出的标记包括一个字母"H"46和一钻石的一个小记号47。如上所述,就是在同时间用同样的受激准分子激光脉冲加工时,这些标记的深度和/或反差可以相同,也可以不同。
在本发明的另一个实施例中,除了使用相同的装置和重复上述的工艺步骤外,还首先用具有特殊性质(例如荧光或光敏性)的物质在待加工标记的位置涂一层涂层。当把一个标记,特别是一个小到肉眼看不到的标记加工到钻石上时,则以后要在最初的位置找到这个标记通常是困难的。这样会降低上述标记作为一种辅助的保密手段而必须相当迅速地对钻石进行鉴别时的价值。利用一个适合的光照条件(紫外光),可以很容易寻找到荧光标记并进行验证,这样荧光标记就成为标记钻石方法的一个可取优点。
当受激准分子激光能量射到宝石的被涂过的表面上时,涂层中的可观数目的分子仍然留在标记的区域中,并粘结到钻石的表面上或渗入到钻石的表面以下,并不发生汽化。目前尚不清楚这个作用的机理。不过,当象硫化锌或二乙基锌同气态硫化物组合使用即沉积为按照本发明所产生标记上的涂层时,这些材料只能在光照的条件下(用紫外光)才能被发现。这样使得该标记只能在预先选定的非常窄的频带内荧光,因而还可以防止未经许可的检验。
此外这个沉积层和使金属或易挥发的金属化合物(例如砷化氢、磷化氢、铁或羰基铁、镍或羰基镍)同钻石的碳在钻石的表面结合而成的合金或者二者之一可以形成在磁学上可检验的标记,也就是说,激光引发了金属和/或金属碳化物在标记区域扩散或分解,其它物质的这种沉积层(例如碳化钛或碳化钼沉积层)可以产生可通过电学手段检测的标记。与此类似,乙硼烷或任何其它的气态或固态化合物的成分可以使很多物质形成电子结,从而引起在电学性能的变化,即类似于在硅中掺杂而形成npn或pnp半导体。
这样可引起一系列光学,磁学或电学性质的变化。
在某些情况下,按照本发明的这个另外的实施例产生一系列有精确间隔圆环标记是有利的,其上面一个可用电子学检测的唯一的"签名"可以被确定用于鉴别宝石。例如,可以使该宝石以预先确定的速度旋转,利用一个固定的计数器或类似的装置借助于电子学检测出这个磁标记。计数器的输出将提供一鉴别信号图形,这个图形可以作为秘密为该金刚石持有者保存。即使采用现存的足够精确的测量系统,对于一个冒充者窃贼来说,在一个有差别的宝石上伪造正确的标志图形也是特别困难的。
这样的改进标记钻石的方法是全新的,对于这些标记的使用范围也不限于在这个简短说明书中所包括的范围,它只是作为一个说明。
通过薄膜化学气相沉积(CVD)技术可以"形成"金刚石是公知的,在某些情况下,为了增加保密性能,把鉴别标记夹在天然宝石和金刚石的表面CVD层之间是有利的。
不难理解,上述的描述是本发明可取实施例的说明,而在不违背本发明的权利要求所限定的内容的情况下,还可以作出各种变化或改型。例如在图1中的挡板23是在激光器11和缩小透镜24间,然而,虽然图1中所示的位置比较可取,挡板23也可以放在透镜24和待作标记的钻石15之间。如果不用缩小透镜24时,挡板23的位置范围可以从正好在激光器11的输出端到邻近宝石15处,这样对完成操作没有任何显著的影响。
此外,在挡板之前用一个光束均化器也可以获得另一个重要的改进。这也是本专业人员所熟知的。
如上所述,按照本发明,对某些钻石,利用KrF、XeCl或XeF激光器加工标记可能更有利。此外,任何能够在适宜的波长发射出足够能量的激光源都可满足需要。
如上面指出的那样,受激准分子激光器也可以用于在金刚石板上挤压模具生产中加工特别精细的复杂图样,例如用在挤压金属丝,玻璃纤维或合成纤维上的模具。使受激准分子激光器重复发射激光,再将光束缩小,借助于在挡板上形成的组合孔可以完善地在将薄金刚石板上"钻孔"。
这可以制造出质量尚未受到欣赏的新的纤维。例如可以生产具有特别高的起毛纤维,然后编织成用作过滤器、垫托物或绝热体等方面的材料。本发明一个特别有利的用途是生产纤维,例如挤压的玻璃纤维,其横截面具有很高的重量比强度。例如可以生产出高分辨率I型束横截面纤维。当该纤维被用吹铸或用其它方式加工成固体形状时,这些纤维将具有特别高的长度比强度和重量比强度特性。几乎可以把被挤压的材料加工成任意形状的横截面,其表面特征的分辨率特别高。
此外,可以在金刚石强度最大方向上对模具"钻孔"。强度特别高的和耐用的模具就可以这样按照本发明的基本方案来获得。
当然压模嵌入件可以用与金钢石不同的硬质材料制成,即例如用上述的红宝石等材料制成。
用于加工压模嵌入件的装置示在图4中,所示的这个装置大体上类似于图1中用于加工保密标记的装置。在图4中类似的元件和图1中的数字相同,但带有一个"′"。在图4中的装置10中,包括一个受激准分子激光器11′,它可以是和图1中所示的受激准分子激光器11相同,它的输出12′在射过具有一个相应于压模嵌入件的挤压孔的横截面的挡板23′。只有相应于挤压孔形状的一部分辐射才能通过挡板。
激光束通过挡板后,射向缩小光学器件24′,该缩小光学器件24′可以是一个保证获得一预定尺寸挤压孔的适合的缩小透镜。缩小透镜24′使光束聚焦在可以类似于作为参考文件的美国专利3114966中所示的压模嵌入件(5)的压模嵌入件51上,压模嵌入件51被固定在一个适宜的固定装置52上。
利用数目适当的能量脉冲在压模嵌入件51上加工出挤压孔,这个能量脉冲数目取决于选择的受激准分子激光器的输出能量和压模嵌入件本身的厚度。
图5a-5e示出了几个利用本发明的装置所可能加工的一些挤压孔的二维横截面的例子,图6a-6c示出了为获得在图5a-5c中示出形状的挤压孔而用在图4中示出的设备上的挡板。图6a-6c的挖空区域相应于在图5a-5c中示出压模嵌入件的挤压孔横截面。
虽然列举的是上述例子,但是挤压孔的形状不一定需要具有单一的几何形状,即有规则的圆形。任何可以在挡板上加工出的不规则形状都可以用于形成相应的平面挤压孔。
此外,按照本发明可以加工出复杂的三维挤压孔。通过用至少在一个方向上逐渐变小的连续挖空区域或作挡光区域加工出的一组将要定位在激光能源和工件之间的档板,可以生产出一个横截面沿挤压方向改变的孔。尽管由各种材料的实际挤压所可能获得的结果只受到加工一系列或一批标记的个人的创造力的限制,发明者期望利用在此描述的方法按这种方式制成任何数目不限的挤压压模。
Claims (28)
1.一种在钻石宝石上加工鉴别标记的方法,该方法包括:
在一个波长位于紫外范围的激光能源的输出和待鉴别的钻石宝石的表面部分之间固定一个挡板;
使该激光能源通过挡板直接照射钻石宝石的表面部分,以使该激光辐射本身产生一个由挡板所限定的图形的鉴别标记,以在钻石宝石上形成鉴别标记。
2.如权利要求1的方法,其特征在于,该激光能源以一个波长约193nm的至少一个能量脉冲照射该钻石宝石。
3.如权利要求1的方法,其特征在于,该照射步骤包括使激光辐射通过挡板上的挖空区域。
4.如权利要求1的方法,其特征在于,该辐射步骤包括使激光辐射通过在挡板上具有不同透射率的区域。
5.如权利要求1的方法,其特征在于,该挡板和钻石宝石表面相隔开放置。
6.如权利要求1的方法,其特征在于,挡板是直接置在或靠在钻石宝石的表面上。
7.如权利要求1的方法,该标记经把标记图样缩小的光学组件以缩小的尺寸成象在钻石宝石的表面。
8.如权利要求3的方法,进一步包括下列步骤:
把一个第二挡板固定在激光源的输出端和待加工标记钻石表面的第二部分之间,该第二部分是待加工标记钻石表面的第一部分的一部分;
使激光能源经第二挡板后直接照射钻石表面的第二部分,以便使激光辐射本身产生一个由第二挡板所限定图形的第二标记。
9.如权利要求4的方法,该挡板是由一组基本上可透射激光波长辐射的材料中的一个制成的,这组材料包括熔凝石英、熔凝硅石和熔凝蓝宝石。
10.如权利要求1的方法,其特征在于,激光源的能量可以调节,以便只从钻石宝石表面移去一个薄层。
11.如权利要求10的方法,其特征在于,从该表面移去的薄层厚度范围约从几个埃到几个微米之间。
12.如权利要求1的方法,其特征在于,在加工整个鉴别标记的过程中保持钻石宝石在一个唯一的固定位置。
13.如权利要求1的方法,包括:在钻石宝石上加工鉴别标记之前,把一种涂层材料涂到待加工标记的钻石宝石的表面上,这种材料只能在预先规定的光照条件下才能检测出来。
14.如权利要求13的方法,其特征在于,该材料是荧光材料。
15.如权利要求13的方法,其特征在于,该材料是光敏材料。
16.如权利要求1的方法,包括:在钻石宝石上加工鉴别标记之前,把一种涂层材料涂到待标记的钻石宝石的表面上,该材料可以用光学、电学、磁学检测出来。
17.如权利要求16的方法,其特征在于,该材料是碳化钼、碳化镍、碳化钛或碳化铁。
18.如权利要求1的方法,还包括:至少对钻石宝石的第二部分进行类似的直接照射,以便形成至少一个第二鉴别标记。
19.如权利要求1的方法,其特征在于,可以调节激光源的能量,以便使钻石宝石的一部分从元素碳的一种形式部分地转变到元素碳的另一种形式。
20.如权利要求1的方法,其特征在于,可以调节激光源的能量,以便使钻石宝石在被标记的部分发生部分石墨化。
21.如权利要求20的方法,其特征在于,使产生的标记暗度随着激光辐射引起的石墨化的程度改变。
22.一种鉴别钻石宝石的方法,包括:
提供一具有输出端的紫外激光器;
把一个具有对应在钻石宝石上面要形成的预定鉴别标记的挖空区域的挡板固定在该激光器输出端和钻石宝石之间;
把一个缩小透镜放在该挡板和钻石宝石之间;
使激光器输出端的光束经过该挡板后再经过该缩小透镜照射到钻石宝石上,以便在钻石宝石上面产生预定的鉴别标记。
23.一个用于挤压纤维、金属丝、灯丝等具有复杂横截面的模具,包括一个由钻石制成的压模嵌入件,该嵌入件具有一个相应于纤维、金属丝、灯丝等横截面形状的横截面的挤压孔,压模嵌入件是用紫外激光束经过一个具有一相应于挤压孔横截面形状的挖空区域的挡板照射到该压模嵌入件上制成的,该挡板固定在受激准分子激光器和该压模嵌入件之间。
24.一种在珍珠、贵重或半贵重宝石上加工鉴别标记的方法,该方法包括:
把一挡板固定在一个波长在紫外范围的激光能源的输出端和待加工鉴别标记的珍珠、贵重或半贵重宝石的一部分表面之间;
使激光能源经过挡板直接照射珍珠、贵重或半贵重宝石的表面上,以便使激光辐射本身形成一个由挡板所限定的图样的鉴别标记,而同时不会在珍珠、贵重或半贵重宝石上引起微裂纹,从而在珍珠、贵重或半贵重宝石上形成鉴别标记.
25.带有根据权利要求1的方法形成的鉴别标记的钻石宝石。
26.带有根据权利要求8的方法形成的鉴别标记的钻石宝石。
27.带有根据权利要求22的方法形成的鉴别标记的钻石宝石。
28.带有根据权利要求24的方法形成的鉴别标记的珍珠、贵重或半贵重宝石。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US07/595,861 | 1990-10-11 | ||
| US07/595,861 US5149938A (en) | 1990-10-11 | 1990-10-11 | Methods for producing indicia on diamonds |
| US07/770,446 | 1991-10-08 | ||
| US07/770,446 US5410125A (en) | 1990-10-11 | 1991-10-08 | Methods for producing indicia on diamonds |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1061929A CN1061929A (zh) | 1992-06-17 |
| CN1040955C true CN1040955C (zh) | 1998-12-02 |
Family
ID=27082389
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN91110842A Expired - Lifetime CN1040955C (zh) | 1990-10-11 | 1991-10-11 | 在钻石上加工标记的方法 |
Country Status (21)
| Country | Link |
|---|---|
| US (2) | US5410125A (zh) |
| EP (2) | EP0749799B1 (zh) |
| JP (1) | JP2587762B2 (zh) |
| KR (1) | KR970003632B1 (zh) |
| CN (1) | CN1040955C (zh) |
| AR (1) | AR246700A1 (zh) |
| AT (2) | ATE150681T1 (zh) |
| AU (1) | AU664837B2 (zh) |
| BR (1) | BR9106972A (zh) |
| CA (1) | CA2093216C (zh) |
| DE (2) | DE69125386T2 (zh) |
| DK (1) | DK0552321T3 (zh) |
| ES (1) | ES2100341T3 (zh) |
| FI (2) | FI107790B (zh) |
| GR (1) | GR3023904T3 (zh) |
| IL (3) | IL99704A (zh) |
| MX (1) | MX174029B (zh) |
| NO (1) | NO307131B1 (zh) |
| NZ (1) | NZ240197A (zh) |
| RU (1) | RU2102231C1 (zh) |
| WO (1) | WO1992009876A2 (zh) |
Families Citing this family (70)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0640797A (ja) * | 1992-04-23 | 1994-02-15 | Sumitomo Electric Ind Ltd | ダイヤモンドの加工方法 |
| US6489589B1 (en) * | 1994-02-07 | 2002-12-03 | Board Of Regents, University Of Nebraska-Lincoln | Femtosecond laser utilization methods and apparatus and method for producing nanoparticles |
| US6037015A (en) * | 1994-10-25 | 2000-03-14 | Dos Santo Simoes; Fernando Antonio | Method for coloring pieces of rocks by laser rays |
| US5632914A (en) * | 1995-05-24 | 1997-05-27 | Davidson Textron Inc. | Motor vehicle air bag cover having a skin with a virtually invisible tear seam formed by miniature holes |
| GB9514558D0 (en) * | 1995-07-17 | 1995-09-13 | Gersan Ets | Marking diamond |
| US5932119A (en) | 1996-01-05 | 1999-08-03 | Lazare Kaplan International, Inc. | Laser marking system |
| CN1063378C (zh) * | 1996-02-14 | 2001-03-21 | 浙江大学 | 一步法加工硅111晶锭参考面的方法及设备 |
| IL124592A (en) | 1997-05-23 | 2002-07-25 | Gersan Ets | Method of marking a gemstone or diamond |
| GB9710738D0 (en) * | 1997-05-23 | 1997-07-16 | Gersan Ets | Diamond marking |
| US5983238A (en) * | 1997-12-26 | 1999-11-09 | Diamond Id | Gemstons identification tracking and recovery system |
| DE19857828C2 (de) * | 1998-12-05 | 2003-06-26 | Auergesellschaft Gmbh | Elektrochemischer amperometrischer Festelektrolyt-Sensor zur Messung von Schwefelwasserstoff |
| US6308891B1 (en) | 1999-05-05 | 2001-10-30 | T.I.D. (The Identifying Diamond) Inc. | Jewelry identification |
| US6450402B1 (en) | 1999-05-05 | 2002-09-17 | T.I.D. (The Identifying Diamond) Inc. | Identification device |
| WO2001007197A1 (en) * | 1999-07-22 | 2001-02-01 | Robotic Vision Systems Inc. | Apparatuses and methods for applying an indelible and contrasting pattern onto a carrier |
| BE1013110A3 (fr) * | 1999-11-08 | 2001-09-04 | Hakoune Maurice Remi | Procede de traitement d'une pierre precieuse. |
| GB2357737A (en) * | 1999-12-27 | 2001-07-04 | Yasuhira Mori | Digitally marking a gemstone using a laser |
| US6483073B2 (en) * | 2000-02-18 | 2002-11-19 | David Benderly | Laser marking system and method |
| ATE429869T1 (de) | 2000-05-11 | 2009-05-15 | Nobel Biocare Ab | Pseudo-ätzung von einem mit diamantähnlichem kohlenstoff überzogenen dentalen osteotom |
| US6593543B2 (en) * | 2000-07-20 | 2003-07-15 | David Benderly | Gemstone marking system and method |
| US6884961B1 (en) | 2000-08-24 | 2005-04-26 | Uc Laser Ltd. | Intravolume diffractive optical elements |
| IL138347A (en) * | 2000-09-08 | 2003-09-17 | Sarin Technologies Ltd | Laser marking on diamonds |
| US6660964B1 (en) * | 2000-09-22 | 2003-12-09 | David Benderly | Optical modification of laser beam cross section in object marking systems |
| KR100400441B1 (ko) * | 2000-10-18 | 2003-10-01 | 엘지전자 주식회사 | 자외선 레이저 빔에 대한 유리의 마킹 장치 및 그 방법 |
| US6713715B2 (en) | 2001-01-16 | 2004-03-30 | Potomac Photonics, Inc. | Method and system for laser marking a gemstone |
| KR20020064548A (ko) * | 2001-02-02 | 2002-08-09 | 엘지전자주식회사 | 레이저빔을 이용한 대형유리의 마킹방법 |
| GB0103881D0 (en) * | 2001-02-16 | 2001-04-04 | Gersan Ets | E-beam marking |
| WO2002089041A1 (fr) * | 2001-04-26 | 2002-11-07 | Alexandr Mikhailovich Dykhne | Procede de formation et de visualisation d'une marque optiquement invisible |
| US20040112087A1 (en) * | 2001-07-28 | 2004-06-17 | Bishop John L. | Method and article of manufacture for identifying and tracking rough gemstones |
| GB0119327D0 (en) | 2001-08-08 | 2001-10-03 | Johnson Matthey Plc | Catalyst |
| KR20030017119A (ko) * | 2001-08-24 | 2003-03-03 | 송오성 | 자수정의 레이저 마킹 방법 |
| US20030071021A1 (en) * | 2001-10-17 | 2003-04-17 | Danog Properties & Investments Ltd. | Automatic marking of diamond girdles using a laser |
| GB0130540D0 (en) * | 2001-12-20 | 2002-02-06 | Boles Julian | Method for displaying information |
| US6624385B2 (en) * | 2001-12-21 | 2003-09-23 | Eastman Kodak Company | Method for marking gemstones with a unique micro discrete indicia |
| US20040089642A1 (en) * | 2002-01-15 | 2004-05-13 | Christensen C. Paul | Method and system for laser marking a gemstone |
| JP3559827B2 (ja) * | 2002-05-24 | 2004-09-02 | 独立行政法人理化学研究所 | 透明材料内部の処理方法およびその装置 |
| US20030120613A1 (en) * | 2003-01-28 | 2003-06-26 | Jayant Neogi | Customizing objects and materials with digital identifiers |
| DE10310293A1 (de) * | 2003-03-10 | 2004-09-23 | Robert Bosch Gmbh | Vorrichtung zum Laserbohren |
| FR2858750B1 (fr) | 2003-08-12 | 2005-10-14 | Jean Marie Tanaroa Colombani | Marquage des nucleus destines a la production de perles de culture |
| US20050274144A1 (en) * | 2004-06-09 | 2005-12-15 | Goughnour Roy R | Multiplet jewelry product and method of manufacture |
| US7284396B2 (en) | 2005-03-01 | 2007-10-23 | International Gemstone Registry Inc. | Method and system for laser marking in the volume of gemstones such as diamonds |
| US20060210820A1 (en) * | 2005-03-16 | 2006-09-21 | Rutstein Jeffrey S | Trophy and method of making same |
| AT501990B1 (de) * | 2005-06-09 | 2007-03-15 | Swarovski & Co | Markierter körper aus transparentem material |
| TWI410538B (zh) * | 2005-11-15 | 2013-10-01 | Carnegie Inst Of Washington | 建基於以快速生長速率製造之單晶cvd鑽石的新穎鑽石的用途/應用 |
| US20070209390A1 (en) * | 2006-03-06 | 2007-09-13 | Jack Malinowski | Multiplet gemstones with directly printed embedded translucent images |
| US8319145B2 (en) * | 2006-07-10 | 2012-11-27 | Lazare Kaplan International, Inc. | System and method for gemstone micro-inscription |
| US20080257871A1 (en) * | 2007-04-20 | 2008-10-23 | Leiser Judson M | Ablation device |
| US20100055022A1 (en) * | 2008-05-09 | 2010-03-04 | Apollo Diamond Gemstone Corporation | Diamond identifier |
| US9055792B2 (en) * | 2010-02-04 | 2015-06-16 | Lautrec Corporation | Sapphire coated gemstone |
| US9023461B2 (en) * | 2010-10-21 | 2015-05-05 | Electro Scientific Industries, Inc. | Apparatus for optically laser marking articles |
| GB2490143B (en) * | 2011-04-20 | 2013-03-13 | Rolls Royce Plc | Method of manufacturing a component |
| CN102357740A (zh) * | 2011-11-11 | 2012-02-22 | 广东海洋大学 | 激光处理珍珠表面的方法及其装置 |
| SG11201509479WA (en) * | 2013-05-30 | 2015-12-30 | Goldway Technology Ltd | Method of marking material and system therefore, and material marked according to same method |
| SG10201609555YA (en) * | 2013-08-12 | 2017-01-27 | Caratell Pte Ltd | Method and system for certification and verification of gemstones |
| CA2926587C (en) | 2013-10-11 | 2020-03-10 | Chow Tai Fook Jewellery Company Limited | Method of providing markings to precious stones including gemstones and diamonds, and markings and marked precious stones marked according to such a method |
| RU2556177C1 (ru) * | 2014-01-09 | 2015-07-10 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Сибирский государственный университет геосистем и технологий" (СГУГиТ) | Способ сублимационного лазерного профилирования или сверления прозрачных подложек |
| FR3016440B1 (fr) | 2014-01-10 | 2017-06-09 | Univ Claude Bernard Lyon | Procede de marquage de la nacre |
| RU2582181C1 (ru) * | 2015-02-11 | 2016-04-20 | федеральное государственное автономное образовательное учреждение высшего образования "Южный федеральный университет" (Южный федеральный университет) | Способ лазерного управляемого термораскалывания сапфировых пластин |
| DE102015206004A1 (de) * | 2015-04-02 | 2016-10-06 | Siemens Aktiengesellschaft | Vorrichtung und Verfahren zur Formung eines Langpulslasers und Verfahren zur Herstellung eines geformten Lochs |
| US10821549B2 (en) | 2017-04-28 | 2020-11-03 | Opulent Luxuries, LLC | Customized pieces and method of making customized pieces from semi-precious gemstones |
| US20200164469A1 (en) * | 2017-05-15 | 2020-05-28 | The Trustees Of The University Of Pennsylvania | Systems and methods for laser cleaving diamonds |
| EP3672756B1 (en) * | 2017-08-22 | 2023-06-14 | Diamtech Ltd. | System and method for creation of a predetermined structure from a diamond bulk |
| CN108098165A (zh) * | 2017-12-13 | 2018-06-01 | 深圳市晶特智造科技有限公司 | 激光打标方法 |
| GB2594553B (en) * | 2019-02-06 | 2022-05-18 | Opsydia Ltd | Diamond gemstone |
| GB2581172B (en) * | 2019-02-06 | 2022-01-05 | Opsydia Ltd | Laser machining inside materials |
| RU2720100C1 (ru) * | 2019-03-26 | 2020-04-24 | Акционерная Компания "АЛРОСА" (публичное акционерное общество) (АК "АЛРОСА" (ПАО)) | Способ создания и детектирования оптически проницаемого изображения внутри алмаза и системы для детектирования (варианты) |
| CN114258341A (zh) * | 2019-07-02 | 2022-03-29 | 动力专家有限公司 | 标记固态材料的方法、由该方法形成的标记以及根据该方法标记的固态材料 |
| DE102020202641A1 (de) * | 2020-03-02 | 2021-09-02 | Trumpf Gmbh + Co. Kg | Verfahren und System zum additiven Herstellen eines Diamanten sowie Diamant |
| CN111687601A (zh) * | 2020-06-12 | 2020-09-22 | 深圳鸳鸯金楼珠宝股份有限公司 | 一种同胚钻溯源加工工艺 |
| CN112289172B (zh) * | 2020-09-30 | 2022-08-16 | 北京德弦科技有限公司 | 宝石的数据标识加工方法 |
| TWI814173B (zh) * | 2020-12-14 | 2023-09-01 | 香港商金展科技有限公司 | 在多個寶石的外表面形成可識別標記的方法和系統,以及根據這種方法標記的寶石 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2293100A (en) * | 1939-11-02 | 1942-08-18 | Baumgold Joseph | Art of and means for engraving or cutting substantially invisible marks or the like in diamonds and other articles |
| US3114966A (en) * | 1961-02-24 | 1963-12-24 | Felmada S A | Process of manufacture of spinnerets, particularly for spinning and extruding synthetic textiles, and a spinneret obtained by this process |
| US3527198A (en) * | 1966-03-26 | 1970-09-08 | Tokyo Shibaura Electric Co | Method and apparatus for working diamonds by means of laser light beam |
| FR2297143A1 (fr) * | 1975-01-09 | 1976-08-06 | Anvar | Procede de realisation de microgravures par faisceau laser |
| US3963489A (en) * | 1975-04-30 | 1976-06-15 | Western Electric Company, Inc. | Method of precisely aligning pattern-defining masks |
| FR2394623A1 (fr) * | 1977-06-14 | 1979-01-12 | Rhone Poulenc Textile | Filiere |
| US4534934A (en) * | 1980-02-29 | 1985-08-13 | General Electric Company | Axial sweep-through process for preparing diamond wire die compacts |
| US4401876A (en) * | 1980-05-20 | 1983-08-30 | Martin Cooper | Working gemstones |
| US4392476A (en) * | 1980-12-23 | 1983-07-12 | Lazare Kaplan & Sons, Inc. | Method and apparatus for placing identifying indicia on the surface of precious stones including diamonds |
| JPS5886924A (ja) * | 1981-11-18 | 1983-05-24 | Sumitomo Electric Ind Ltd | 極細穴径ダイス用ニブ |
| US4467172A (en) * | 1983-01-03 | 1984-08-21 | Jerry Ehrenwald | Method and apparatus for laser engraving diamonds with permanent identification markings |
| US4510673A (en) * | 1983-06-23 | 1985-04-16 | International Business Machines Corporation | Laser written chip identification method |
| NL8501788A (nl) * | 1985-06-21 | 1987-01-16 | Philips Nv | Werkwijze voor de vervaardiging van een treksteen. |
| JP2606187B2 (ja) * | 1985-07-10 | 1997-04-30 | カシオ計算機株式会社 | 電子ゲーム装置 |
| US4877480A (en) * | 1986-08-08 | 1989-10-31 | Digital Equipment Corporation | Lithographic technique using laser for fabrication of electronic components and the like |
| US4842782A (en) * | 1986-10-14 | 1989-06-27 | Allergan, Inc. | Manufacture of ophthalmic lenses by excimer laser |
| US4732867A (en) * | 1986-11-03 | 1988-03-22 | General Electric Company | Method of forming alignment marks in sapphire |
| DD254904A1 (de) * | 1986-12-17 | 1988-03-16 | Adlershof Kabelwerk | Verfahren zur bearbeitung von eingearbeiteten bohrungen in diamanten mittels laserstrahlen |
| DE3731398A1 (de) * | 1987-09-18 | 1989-04-06 | Zeiss Carl Fa | Verfahren zum erzeugen einer kennzeichnung und/oder markierung auf einer brillenlinse |
| US4912268A (en) * | 1988-02-26 | 1990-03-27 | E. I. Du Pont De Nemours And Company | Process for manufacture of fluoroaromatics |
| JP2691767B2 (ja) * | 1989-03-14 | 1997-12-17 | 新日本製鐵株式会社 | ファインセラミックス伸線ダイスのレーザ加工法 |
-
1991
- 1991-10-08 US US07/770,446 patent/US5410125A/en not_active Expired - Lifetime
- 1991-10-09 CA CA002093216A patent/CA2093216C/en not_active Expired - Fee Related
- 1991-10-09 BR BR919106972A patent/BR9106972A/pt not_active IP Right Cessation
- 1991-10-09 ES ES92908743T patent/ES2100341T3/es not_active Expired - Lifetime
- 1991-10-09 JP JP4507801A patent/JP2587762B2/ja not_active Expired - Fee Related
- 1991-10-09 EP EP96113311A patent/EP0749799B1/en not_active Expired - Lifetime
- 1991-10-09 DE DE69125386T patent/DE69125386T2/de not_active Expired - Fee Related
- 1991-10-09 AT AT92908743T patent/ATE150681T1/de not_active IP Right Cessation
- 1991-10-09 EP EP92908743A patent/EP0552321B1/en not_active Expired - Lifetime
- 1991-10-09 AT AT96113311T patent/ATE240816T1/de not_active IP Right Cessation
- 1991-10-09 WO PCT/US1991/007561 patent/WO1992009876A2/en active IP Right Grant
- 1991-10-09 KR KR1019930701099A patent/KR970003632B1/ko not_active IP Right Cessation
- 1991-10-09 DE DE69133266T patent/DE69133266T2/de not_active Expired - Fee Related
- 1991-10-09 DK DK92908743.5T patent/DK0552321T3/da active
- 1991-10-09 RU RU93005274A patent/RU2102231C1/ru active
- 1991-10-09 AU AU15798/92A patent/AU664837B2/en not_active Ceased
- 1991-10-10 IL IL99704A patent/IL99704A/xx not_active IP Right Cessation
- 1991-10-10 IL IL117966A patent/IL117966A/xx not_active IP Right Cessation
- 1991-10-11 CN CN91110842A patent/CN1040955C/zh not_active Expired - Lifetime
- 1991-10-11 AR AR91320915A patent/AR246700A1/es active
- 1991-10-11 NZ NZ24019791A patent/NZ240197A/en unknown
- 1991-10-11 MX MX9101565A patent/MX174029B/es not_active IP Right Cessation
-
1992
- 1992-06-11 NO NO922299A patent/NO307131B1/no not_active IP Right Cessation
-
1993
- 1993-04-08 FI FI931627A patent/FI107790B/fi not_active IP Right Cessation
-
1994
- 1994-09-29 US US08/315,253 patent/US5573684A/en not_active Expired - Lifetime
-
1996
- 1996-04-18 IL IL11796696A patent/IL117966A0/xx unknown
-
1997
- 1997-06-26 GR GR970401552T patent/GR3023904T3/el unknown
-
1998
- 1998-02-16 FI FI980347A patent/FI980347A0/fi unknown
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1040955C (zh) | 在钻石上加工标记的方法 | |
| US5149938A (en) | Methods for producing indicia on diamonds | |
| CN1067022C (zh) | 给金刚石作标记 | |
| US5458827A (en) | Method of polishing and figuring diamond and other superhard material surfaces | |
| CN112739492B (zh) | 在钻石内部生成和检测可透光图像的方法及检测系统 | |
| TW202106430A (zh) | 用於標記寶石的光學可滲透標記 | |
| JP2000156358A (ja) | レ―ザ―を用いる透明媒質の加工装置及び加工方法 | |
| JP2003019578A (ja) | レーザによってガラスにマーキングする方法及び装置 | |
| Okamoto et al. | High surface quality micro machining of monocrystalline diamond by picosecond pulsed laser | |
| CN101318357A (zh) | 一种宝石/玉石加工方法 | |
| CA2352868A1 (en) | Material processing applications of lasers using optical breakdown | |
| CN101827713B (zh) | 用于标记贵重物品的方法 | |
| JPH0760464A (ja) | 透過性基体へのレーザーマーキング方法 | |
| DE102013211896A1 (de) | Bearbeitungsverfahren und Bearbeitungsvorrichtung | |
| KR101422564B1 (ko) | 금속 표면의 레이저 마킹 방법 및 그에 의한 마커를 가진 제품 | |
| KR100610309B1 (ko) | 무기질화물 부재의 마킹방법 및 무기질화물 부재 | |
| JP2022164940A (ja) | 有刻印ダイヤモンド結晶体及びその製造方法 | |
| CN1704213A (zh) | 具双喷嘴的脆性工件切割设备 | |
| JP2005144530A (ja) | 透明媒体のレーザー精密加工法 | |
| KR20010057007A (ko) | 유리 절단 방법 | |
| Gyung-Dong et al. | Laser-marking process for liquid-crystal display light guide panel | |
| KR20150043952A (ko) | 금속 표면의 레이저 마킹 방법 및 그에 의한 마커를 가진 제품 | |
| KR20020023307A (ko) | 광섬유를 이용한 서브 마이크로 미터 발광체의 제조 방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C15 | Extension of patent right duration from 15 to 20 years for appl. with date before 31.12.1992 and still valid on 11.12.2001 (patent law change 1993) | ||
| OR01 | Other related matters | ||
| C17 | Cessation of patent right | ||
| CX01 | Expiry of patent term |
Expiration termination date: 20111011 Granted publication date: 19981202 |