CN1059939C - 成型的非织造织物和它的加工方法及其用途 - Google Patents
成型的非织造织物和它的加工方法及其用途 Download PDFInfo
- Publication number
- CN1059939C CN1059939C CN94191956A CN94191956A CN1059939C CN 1059939 C CN1059939 C CN 1059939C CN 94191956 A CN94191956 A CN 94191956A CN 94191956 A CN94191956 A CN 94191956A CN 1059939 C CN1059939 C CN 1059939C
- Authority
- CN
- China
- Prior art keywords
- fabric
- forming surface
- projection
- long filament
- spun
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images










Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15617—Making absorbent pads from fibres or pulverulent material with or without treatment of the fibres
- A61F13/15658—Forming continuous, e.g. composite, fibrous webs, e.g. involving the application of pulverulent material on parts thereof
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/02—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments
- D04H3/03—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments at random
- D04H3/037—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments at random reorientation by liquid
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/51104—Topsheet, i.e. the permeable cover or layer facing the skin the top sheet having a three-dimensional cross-section, e.g. corrugations, embossments, recesses or projections
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/511—Topsheet, i.e. the permeable cover or layer facing the skin
- A61F13/512—Topsheet, i.e. the permeable cover or layer facing the skin characterised by its apertures, e.g. perforations
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/54—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by welding together the fibres, e.g. by partially melting or dissolving
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/60—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives the bonding agent being applied in dry state, e.g. thermo-activatable agents in solid or molten state, and heat being applied subsequently
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/02—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments
- D04H3/03—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments at random
- D04H3/033—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments at random reorientation immediately after yarn or filament formation
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/02—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments
- D04H3/07—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments otherwise than in a plane, e.g. in a tubular way
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/12—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with filaments or yarns secured together by chemical or thermo-activatable bonding agents, e.g. adhesives, applied or incorporated in liquid or solid form
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/16—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24174—Structurally defined web or sheet [e.g., overall dimension, etc.] including sheet or component perpendicular to plane of web or sheet
- Y10T428/24182—Inward from edge of web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24273—Structurally defined web or sheet [e.g., overall dimension, etc.] including aperture
- Y10T428/24322—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/608—Including strand or fiber material which is of specific structural definition
- Y10T442/614—Strand or fiber material specified as having microdimensions [i.e., microfiber]
- Y10T442/625—Autogenously bonded
Abstract
一种成型的非织造织物,其是由纺粘长丝以一步法直接形成网而制成连续的纺粘长丝。该织物有一诸如小孔或凸出部分或者两音兼有的分散表面特征的阵列。纺粘长丝是由一种粘合用的聚合物组分使之粘合在一起的,以使织物保持其形状。织物可以设计成具有特定的流体处理性能、强度性能、耐磨性能和美观性。织物所制成的物品可以是个人保健物品、衣服、卫生用品以及其它清洁物品。
Description
本发明涉及有诸如凸出部分、小孔或两者都有的阵列表面特征的成型的或三维的非织造织物,本发明还涉及前述非织造织物的制造方法,以及这种非织造织物的用途,例如用这种非织造织物制成的个人用卫生吸附物品、婴儿尿布、成年人用失禁物品等。
非织造织物广泛的应用于不同的用途,其包括吸收性个人卫生用品,服装,医学用品和清洁用品。非织造的个人卫生用品包括婴儿的卫生用品如尿布,小孩的卫生用品如衬裤,妇女的卫生用品如卫生巾,和成年人的卫生用品如失禁品。非织造的服装包括防护工作服和医用服装如外科手术衣。其它的非织造医用方面有绷带和外科用绷带。非织造织物在清洁方面的用途有毛巾和揩布。还知道非织造织物有不少其它用途,以上的说明并不是全部的。
非织造织物的不同性能确定了用在不同用途的非织造织物的适用性。非织造织物也可以做成有不同的组合性能以适应不同的需要。非织造织物的不同性能包括水用性例如吸湿性,分布性和吸收性,强度性能方面诸如抗拉强度和撕裂强度、柔软性能、耐久性方面诸如耐磨,以及美观性方面。非织造织布的物理形状方面也会影响到非织造织物的功能性和美观性。非织造织布开始时是铺设在一个平面上做成薄片,它可以实质上是一个没有什么表面特征的平面,或者是有诸如凸出部分,小孔或两者都有的一个阵列表面特征。带有凸出部分或小孔的非织造织物常被称之为三维或成型的非织造织物。本发明是关系到三维或成型的非织造织物。
非织造织物的生产已是一门高度发展了的技术。通常非织造织物的纤维网和它们的生产涉及到长丝或纤维的形成和把长丝或纤维铺陈在一个载体上并使长丝或纤维形成叠合或缠合。根据纤维网所要求的完整程度,纤维网的长丝或纤维将用粘合剂,加热或加压或者这两者同时使用,声波粘合技术,或是水刺以及诸如此类的方法使之粘结在一起。在这一般性说明中纤维或长丝的生产方法是有很多种,但是已知有两种通常用的方法是纺粘法和熔喷法,由它们得到的非织织物分别称之为纺粘型非织造织物和熔喷型非织造织物。这里所用的聚合纤维或长丝从种属上说被认为是聚合的纤维束。长丝的意思是连续的丝束,而纤维的意思是切断了的或是具有一定长度的不连续的纤维束。
一般来说,加工纺粘法非织造织物的方法是将热塑性材料从喷丝头挤压出来且将挤压出来的材料拉伸成长丝并用一股高速的空气流将它杂乱成网在一个集合面上。这样的方法称之为熔融纺丝。纺粘法在很多专利中已作了一般性的详细说明,例如美国专利4,692,618(Dorschner等人);美国专利4,340,563(Appel等人);美国专利3,338,992(Kinney);美国专利3,341,394(Kinney);美国专利3,502,538(Levy);美国专利3,502,763(Hartmann);美国专利3,909,009(Hartmann);美国专利3,542,615(Dobo等人)和加拿大专利803,714(Harmon)。
另一方面,熔喷型非织造织物的加工方法是将热塑性材料从一个或多个模头中挤压出来,将一股高速的空气流通过模头吹出,以形成一个由空气输送的熔喷纤维帘并将其铺设在一个集合面上,以形成一个杂乱的非织造纤维网。熔喷法在很多刊物中已作了一般的介绍,例如,由Wendt写的文章题目为“超细热塑性纤维”(Superfine Thermopl-astic Fibers)登在Industrial andEngineering Chemistry.,Vol.48,No.8,(1956),1342-1346页,文章介绍了在华盛顿区Naval Research Laboratory Report 111,437日期为1954年4月15日;美国专利4,041,203;3,715,251;3,704,198;3,676,242;和3,595,245;以及英国说明书1,217,892。
纺粘和熔喷的非织造织物通常可以用构成织物的长丝或纤维的直径和分子的定向度来进行区别。纺粘和熔喷长丝或纤维的直径就是平均截面尺寸。纺粘长丝或纤维一般有一个大于6微米的平均直径而常常是有一个从15到40微米的平均直径范围。熔喷纤维一般有一个小于6微米的平均直径。但是,也可以制造出比较粗的熔喷纤维其直径至少为6微米,分子的定向度能够用来区别同样直径的纺粘和熔喷的长丝和纤维。对一个给定规格和聚合物的纤维或长丝,纺粘纤维或长丝的分子定向度一般是要比熔喷纤维的分子定向度来得大。聚合物纤维或长丝的相对分子定向度可以用对有同样直径的纤维或长丝作抗拉强度和双折射率的测定来进行确定。
纤维和长丝的抗拉强度是对纤维或长丝进行拉伸直到纤维或长丝断裂时测定它所需的应力。双折射率是按照1991年春天所发表的“INDA Journal of Nonwovens Research(Vol.3,No.2,第27页”中所说明的方法计算而得。聚合纤维和长丝的抗拉强度和双折射率是根据单独的聚合物和其它的因素而变动;但是,对于一个给定的纤维或长丝的规格及聚合物,纺粘纤维或长丝的抗拉强度一般是要比熔喷纤维的抗拉强度来得大,和纺粘纤维或长丝的双折射率一般是要比熔喷纤维的双折射率来得大。
有一些专利公开了加工成型的或是三维的非织造织物的方法。例如美国专利5,098,764(Drelich等人)公开了一种纺纱型的带网状组织具有小孔的非织造织物。将短纤维网铺陈在一个具有阵列孔和凸出部分的表面上并对纤维网用高压水喷射使纤维网形成小孔和使纤维缠结而得到这种非织造织物。美国专利4,741,941(Engelbert等人)公开了非织造纤维网在非织造织物中有小孔或凸出部分,或是这两者都有。在这个专利中,非织造纤维网是在一个带有小孔或凸出部分或是两者兼有的表面上形成熔喷的或纺粘的纤维网而制成。此外,美国专利4,488,928(Alikhan等人)公开了一种带有隆起小块部分的非织造纤维网,它是将预成形的纤维网通过两个开式的网筛之同使纤维网热熔粘合而成。
尽管上面所说明的以前的那些先进技术,但对非织造织物仍然需要进行改进而使它具有诸如孔或凸出部分或是两者兼有的表面特征和形成这样的材料的方法。
本发明的简要说明
因此本发明的目的是提供一种改进了的成型非织造织物以及它的加工制造方法。
本发明的另一个目的是提供用纺粘长丝加工得到一种改进了的成型非织造织物以及它的加工方法。
本发明的又一个目的是提供一种具有孔或凸出部分或是两者兼有的改进了的非织造织物以及它的加工方法。
本发明的又一个目的是提供一种流体处理性能得到改进的非织造织物。
本发明的又一个目的是提供改进了的成型非织造物品诸如个人卫生用品、服装、医用物品和清洁用物品以及诸如此类的。
这样,本发明提供了成型的非织造织物,加工非织造织物的方法和由这样的非织造织物所做成的物品。本发明的非织造织物是由纺粘长丝以一步法直接形成纤维网所做成并具有孔或凸出部分或者两者兼有的阵列分散的表面特征。纺粘长丝是由粘合用的聚合物组分使之粘合在一起来使织物保持其形状。本发明的织物可以设计得使它具有独特的流体处理性能。织物的表面特征可以设计成直接以三维的流经织物。织物的特性也可以设计得使织物的强度、弹性、耐磨性和美观性得到增强。本发明的织物还能设计成具有不同用途的分离层以改善穿着者的皮肤干燥度。本发明织物的另一个优点说明如下。
更详细的是,本发明的非织造织物包括使连续的纺粘聚合长丝大体上连续的沿着织物的长度方向进行熔纺和拉伸。长丝的平均有效直径约从6微米到40微米并在织物中形成一个阵列分散的表面特征。每根长丝连续的沿着长丝的长度方向有一个主要的聚合组分。长丝在不用加压的情况下用一个粘合聚合组分将每根主要组分的长丝粘合在一起,这样织物实质上是非压缩的。
如上所述,本发明织物的特征可以包含有孔或凸出部分或是两者兼有。最好是本发明的织物的表面特征有一个最小的尺寸,它是在一个延伸于邻近的界区面之间的平面上进行测量而得的。换句话说,每一个表面特征有一个在邻近的界区面之间进行延伸的截面面积,至少织物的一些单独的表面特征的截面面积最好是至少要有一个0.03英寸的最小尺寸。例如,如果表面特征的截面面积是长方形,那么最小尺寸就是长方形的短边长度。
当织物的表面特征包含有从织物上延伸的凸出部分时,凸出部分实质上不是压出的,因为长丝是由粘合的聚合组分相粘合在一起的而不是靠加压结合在一起。根据织物形成的这一特殊方法横贯于织物的基本重量是可变的。在一个实施例中其中的基本重量是变动的,凸出部分实质上是充满着连续的长丝。在这种实施例中,凸出部分最好是由界区面所隔开而且它的基本重量比邻近的界区面的基本重量要大。
在一个更为特殊的实施例中凸出部分的基本重量比界区面的基本重量大,织物的界区面有比其它较低密度部分更为高的密度部分,而这一较高的密度部分是有均衡的长丝将邻近的凸出部分连接起来。在这一更为特殊的实施例中,织物具有不同的流体处理性能区域界区面密度较低的开口区域适合于引入流体,而界区面中较高密度区域适合于芯吸流体,而延伸在织物上的凸出部分是用来收集液体并通过织物进行传送并使织物与邻近的表面相分隔开。这一特殊的实施例在个人卫生用品中是作为衬里或衬里/缓冲层。
本发明的一个实施例中具有凸出部分,凸出部分的基本重量最好比邻近的界区面的基本重量至少要高出30%。特别是在这样的实施例中,织物的长度和宽度确定了基准表面积,而凸出部分的每一个都有一个截面面积,它构成基准表面积的一部分并延伸于邻近的界区面之间。总的凸出部分的截面面积最好是基准表面积的约10%到95%。总的凸出部分的截面面积更加好的是为基准表面积的约25%到50%。优为好的是凸出部分的高度至少约为0.05英寸。
本发明的织物中的纺粘长丝最好具有自然的螺旋状卷曲,以增加织物的膨松性和弹性。这些连续的长丝最好是每伸展英寸至少有约3个自然的螺旋状卷曲(按照ASTM D 3937-90标准测定)。在一个特殊优选实施例中,连续的纺粘聚合长丝是多组分的长丝。多组分长丝包含有长丝的主要聚合组分和粘合组分。主要的和粘合的组分在多组分长丝的截面中实质上是处在不同的区域并沿着多组分长丝的长度进行延伸。粘合组分至少为多组分长丝的外周表面的一部分并连续于多组分长丝的长度上。当聚合组分得到正确的选择和设置时多组分长丝会得到自然的螺旋状卷曲。
本发明织物中的连续长丝最好是有一个约为6微米到40微米的平均有效直径。虽然本发明的非织造纤维网是可以包括熔喷聚合纤维作为粘合组分或是作为纺粘长丝的缠结手段但本发明织物中这样的连续聚合长丝不是熔喷纤维。
概括地说,本发明的方法包括将纺粘聚合长丝直接形成在成型面上,因而使非织造织物得到一个按照成型面的形状而产生的形状,并靠粘合成份将纤维网的长丝粘结在一起而不必施加粘合压力。本发明的方法使按照成型面成型的纺粘非织造织物保持住形状。
特别是,本发明的方法包括下列步骤:a)连续的熔融纺出纺粘聚合长丝;b)对连续的长丝进行拉伸;c)对长丝进行骤冷;d)之后,在一个移动的成型面上集合拉伸后的长丝,使之形成连
续长丝的非织造织物纤维网,成型面上至少有一部分孔和阵列 分散的表面特征;e)在拉伸后的长丝集合到成型面上去的同时,强迫空气流通过长
丝和成型面以使长丝排列成为纤维网,该网根据成型面上的阵
列表面特征也会有一个阵列表面特征;f)使带有粘合成分的纤维网中的长丝粘结在一起而不必施加粘合
压力;和g)从成型面上分离开集聚在一起的纤维网。
纺粘长丝必须在集合到成型面上去之前进行充分的骤冷,以使长丝排列得能使强制的空气流通过长丝和成型面。对长丝进行骤冷可以减少长丝的胶粘性,以使长丝在粘接之前不会相互胶粘得太紧,这样就能使它在成型面上进行移动和配置。
按照一个实施例,纺粘长丝是在纤维网从成型面上分离开之后再被粘结住。在这样的实施例中,纺粘长丝必须形成为一个均匀完整而不是粘合剂粘结的纤维网,以使它从成型面上分离开,之后再进行粘结使织物上的表面特征不会分解。这可以用一个方法来完成,即用熔喷聚合纤维与纺粘长丝相结合来形成纤维网,由于纺粘长丝和熔喷纤维充分的缠结,所以使纤维网的阵列表面特征在纤维网与成型面分离时仍保持完整无损。
根据另一个实施例,纺粘长丝在分离步骤之前进行粘结,所以当长丝仍然在成型面上时其被粘结住。一个合适的方法是在连续的纺粘长丝集合到成型面上之前使其和熔喷粘合纤维相组合,并对所得到的纤维网用加热的方法由粘合纤维起作用使长丝粘结在一起。另一个合适的方法是将一种受热起粘合作用的粘合聚合粉末与长丝相结合并对纤维网加热使粘合粉末起作用而将长丝粘结在一起。又一种合适的方法是将一种受热起粘合作用的分散的纤维束组分与连续的纺粘长丝在纺粘长丝集合到成型面之前相组合在一起并对纤维网加热使粘合纤维束起作用而将长丝粘结在一起。纤维网最好是由强制的热空气通过纤维网和成型面的方法来加热。
一种优选的使纤维网粘结的方法是,其中连续的聚合长丝如前面所说明的是多组分的长丝。这样的方法包括对纤维网进行加热到使粘合组分能合适的起作用的温度但要低于主要的长丝聚合组分的熔化温度。对主要的聚合组分和粘合组分最好要进行选择,以使连续的多组分长丝能够产生出潜在的自然螺旋状卷曲。在长丝集合到成型面上去的步骤之前,多组分长丝至少是部分地被骤冷,因而使长丝有了潜在的螺旋卷曲,然后潜在的螺旋状卷曲起作用。长丝在集合到成型面上去的步骤之前被卷曲。但是,必须明白这并不是必要的,因为长丝已经是卷曲的多组分长丝。
尤其是成型面的表面特征的每个都有一个截面,其延伸于邻近的界区面之间而且至少有一些成型面的单独表面特征的截面是有一个至少为0.03英寸的最小尺寸。这样配置使织物所形成的表面特征也具有相应的最小尺寸。
当想要制造一种带凸出部分的织物时,成型面具有凹槽,因而使织物的凸出部分对应于凹槽的形状。当要制造一种织物使横贯于织物的基本重量是变化的,就要使成型面的表面特征带有透气的凹槽并由透气性较差的界区面来隔开,因而在强制气流通过长丝和成型面的步骤时横贯于界区面的压力降要比横贯于凹槽的压力降来得大而使长丝拉入到成型面的凹槽中去。最好是成型面有一个长度和宽度来确定出一个基准表面积,而每个凹槽是有一个开口的截面面积,它形成基准表面积的一部分并在邻近的少小孔的界区面之间延伸。凹槽的开口截面面积最好是总数占基准表面积的约10%到95%,更好的是占约25%到50%的基准表面积。还有凹槽的深度最好是至少约0.05英寸。此外,凹槽的截面面积最好是有一个至少0.05英寸的最小尺寸。最后得到的非织造织物具有凸出部分,它的截面面积将呈现为成型面中凹槽截面面积的尺寸。
当想要制造一种带孔的非织造织物时,成型面的表面特征是无孔的凸出部分由带孔的表面进行隔开。凸出部分有一个截面形状,因而在长丝集合到成型面上去的同时强制空气流也流过长丝和成型面,长丝沿着凸出部分朝着成型面有孔的界区面拉伸,因而织物的表面特征对应于凸出部分的截面形状是有孔的。凸出部分的截面面积最好是有一个至少为0.03英寸的最小尺寸。
本发明的非织造织物也能用在加工不同的物品包括个人卫生吸收性物品诸如婴儿尿布、成年人失禁制品、妇女卫生吸收性制品和衬裤。本发明的非织造织物也还可用在制造服装、医用制品如绷带和清洁用制品如毛巾和揩布。
本发明的进一步目的和广阔的用途将从后面给出的详细介绍中变得更为明了。但是,应当明白对本发明优选实施例的详细说明只能是以实例的方法来给出,因为不同的变化和修改都是属于本发明的精神和范畴之内,它将通过下面的技术方案的详细说明变得更为明了。其中:
图的简要说明
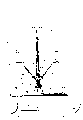
图1A是用于构成本发明一实施例的加工生产线的示意图;
图1B是用于构成本发明另一实施例的加工生产线的示意图;
图1C是用于构成本发明又一实施例的加工生产线的示意图。
图2A表明按照本发明实施例所得到的一长丝的截面示意图,其具有并列型组合的主要组分A和粘合组分B;
图2B表明按照本发明实施例所得到的多组分长丝的截面示意图,其具有偏心皮/芯组合的主要组分A和粘合组分B;
图2C表明按照本发明实施例所得到的多组分长丝的截面示意图,其具有同心皮/芯组合的主要组分A和粘合组分B;
图3A是用于构成本发明实施例的一成型面的部分立体图;
图3B是图3A所示的成型面的纵向截面图;
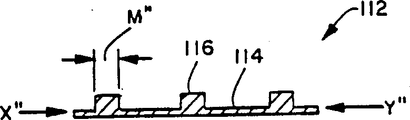
图4A是用图3A所示的成型面所制得的织物的部分立体图;
图4B是图4A所示织物的纵向截面图;
图5是用于构成本发明另一个实施例的一成型面的部分立体图;
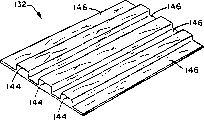
图6是用图5所示的成型面所制得的织物的部分立体图;
图7是用于构成本发明又一个实施例的一成型面的部分立体图;
图8是用图7所示的成型面所制得的织物的部分立体图;
图9A是用于构成本发明又一个实施例的成型面的部分立体图;
图9B是图9A所示成型面的纵向截面图;
图10A是用图9A所示的成型面制得的织物的部分立体图;
图10B是图10A所示的织物的纵向截面图;以及
图11是根据本发明一个具体实施例制得的尿布。
本发明详细说明
如上面所论述的,本发明提供了在单一的成形加工过程中用连续的纺粘长丝直接在一个成型的成型面上形成一个成型的非织造织物。本发明的织物也呈现出对应于成型面的形状的形状,因而具有如凸出部分或孔或者两者兼有的特征。本发明还包含着相对高效和经济的制造这样的织物和由这样的织物所制成的物品的加工方法。本发明的织物对加工制造个人卫生物品、服装、医用物品和清洁物品是特别的有用。
本发明的织物的一优选实施例包括含有一个主要的聚合组分和一个粘合聚合组分的连续的多组分聚合长丝。特别是,这一实施例包括有包含着一个主要的聚合组分A和一个粘合聚合组分B的连续的双组分长丝。双组分长丝具有一个截面,一个长度和一个外周表面。组分A和组分B在双组分长丝的横截面中实质上是排列在不同的区域并沿着双组分长丝的长度连续的延伸。粘合组分B沿着双组分长丝的长度至少连续地构成双组分长丝的外周表面的一部分。双组分的纺粘长丝的平均直径从约6微米到40微米(microns),最好是从约15微米到40微米。
组分A和B的排列可以是如图2A所示的并列型排列,也可以是如图2B所示的是一个偏心的皮/芯型排列,以便得到的长丝具有自然的螺旋状卷曲。另一方面如果想要有少量或没有卷曲则组分A和B,能够如图2C所表示的排列成同心的皮/芯型排列。在皮/芯型排列中主要的聚合组分A是长丝的芯而粘合组分B是皮。用于挤压成这样排列的多组分聚合长丝的方法已被本技术领域的技术人员所熟知。
很多种聚合体都可适用于本发明,其包括聚烯烃(诸如聚乙烯,聚丙烯,和聚丁烯),聚酯,聚酰胺,聚氨酯以及诸如此类的。可对主要的组分A和粘合组分B进行选择,以使得到的双组分长丝能够造成自然的螺旋状卷曲。最好是主要聚合组分A的熔融温度要高于粘合聚合组分B的熔融温度。
主要的聚合组分A最好是由丙纶或是丙烯和乙烯的随机共聚物组成。粘合聚合组分B最好是由聚乙烯或是丙烯和乙烯的随机共聚物所组成。优选的聚乙烯包括低线密度的聚乙烯和高线密度的聚乙烯所组成。此外,粘合聚合组分B也可以包含有添加剂,用以增强长丝的自然螺旋状卷曲,降低长丝的粘结温度和增强织物的耐磨性、强度和柔软性。
用于本发明织物的多组分长丝制备方面的合适材料包括可从田纳西州的Exxon of Houston买到的PD-3445聚丙烯,从Exxon买到的丙烯和乙烯的随机共聚物ASPUN 6811 A以及从密执根州的Midland的Dow Chemical Company买到的低线密度的聚乙烯2553,以及从Dow Chemical Company买到的高线密度的聚乙烯25355和12350。
当组分A是聚丙烯和组分B是聚乙烯时,双组分长丝的组成可以从约20%到约80%的重量是聚丙烯和从约20%到80%的是聚乙烯。更为好的是长丝的组成从约40%到约60%的重量是聚丙烯和从约60%到约40%的重量是聚乙烯。
转回到图1A,公开了一个用于制备本发明优选的实施例的加工生产线10。加工生产线10的排列是用于生产双组分连续长丝,但应明白本发明包括由多组分制成的非织造织物具有两种以上的组分。例如,本发明的织物可以是由具有三个或四个组分的长丝制成。
加工生产线10有两个挤压机12a和12b以分别 挤压出主要的聚合物组分A和粘合聚合物组分B。聚合物组分A从一第一料斗14a喂入到相应的挤压机12a中,而聚合物组分B从一第二料斗14b喂入到相应的挤压机12b中。从挤压机12a和12b出来的聚合物组分A和B经过各自的聚合物管道16a和16b喂送到一个喷丝头18。用于挤出双组分长丝的喷丝头 对本技术领域的技术人员而言是所熟知的,因此在这里就不作详细的说明。
概括地说,喷丝头18包括有一个容纳一纺丝组件的箱体,纺丝组件包括有很多一个叠在另一个的顶面上带有开口构型的板,这些开口排列成用于分别引导组分A和B通过喷丝头而建立一个流动路径。喷丝头18有排成一排或更多排的开口。当聚合物被挤压通过喷丝头时喷丝头的开口构成一个向下延伸的长丝帘。为了实现本发明的目的,喷丝头18可以配置成如图2A,2B和2C所说明的形成为并列型或皮/芯型的双组分长丝。
加工生产线10还包括一个放置在从喷丝头18出来的长丝帘附近的骤冷用的鼓风机20。从骤冷空气鼓风机20出来的空气使从喷丝头18出来的长丝得到骤冷。骤冷空气的方向可以是从长丝帘的一侧如图1A所示或是从长丝帘的两侧吹送。
纤维拉伸装置或抽吸器22置放在喷丝头18的下面并接受骤冷后的长丝。纤维拉伸装置或抽吸器用在聚合物熔融纺丝,如上面所介绍是已熟知的。用在本发明的方法中的合适的纤维拉伸装置包括公开在美国专利3,802,817中的线性纤维抽吸器类型和在美国专利3,692,618及3,423,266中的吸气枪类型,在此对它们所公开的内容予以引入作参考。
概括地说,纤维拉伸装置22包括一个细长的垂直通道,通过它长丝被由通道侧面进入的抽吸空气所拉伸并向下流过通道。当要想使潜在的螺旋状卷曲在长丝中起作用时,加热器24就向纤维拉伸装置22供应热的抽吸空气。热的抽吸空气对纤维进行拉伸而环境空气通过纤维拉伸装置并使潜在的螺旋状卷曲起作用。
一成型的、连续的至少一部分是有孔的成型面26置放在纤维拉伸装置22的下面,并接受从纤维拉伸装置的出口处出来的连续长丝。成型面26是一根带子,它围绕导辊28运行。真空器30置放在欲铺放长丝部分的成型面26的下面,将长丝吸拉到成型面上。虽然在图1A中所表达的成型面26是一根带子,但应该明白成型面也可以是其它的形式例如为一个滚筒。特殊的成型面将详细的说明于下。
加工生产线10进一步包括一个更多的粘结装置诸如空气穿流式粘结器34和36。对空气穿流式粘结器本领域技术人员已熟知,这里就不再作详细的介绍。概括地说,第一空气穿流式粘结器34是通过喷咀将热空气直接对着成型面26上的长丝纤维网吹送。从第一空气穿流式粘结器34的喷咀出来的热空气流过纤维网和成型面而使纤维网中的长丝相互粘结在一起。第二空气穿流式粘结器36是一个比较一般的空气穿流式粘结器,它有一个带孔的滚筒38用于接受纤维网,并有一个罩盖40围绕着带孔的滚筒。输送器37将纤维网从成型面传送到第二空气穿流式粘结器。最后,加工生产线10有一个卷绕辊42,用于对加工完了的织物进行卷取。
应该明白,其它的空气穿流式粘结器也可以合适的配置在本发明的实践中。例如,当成型面是一根带时,成型面的行程可以更为直接的经过一个更为一般的空气穿流式粘结器,而不必如上面所说的在第一空气穿流式粘结器34的下方。换种方式,当成型面是一只滚筒,空气穿流式粘结器就可以结合在同一个滚筒中,以使纤维网在同一只滚筒上进行成形和粘结。
加工生产线10是这样进行的,料斗14a和14b分别充满着相应的聚合组分A和B。聚合物组分A和B分别由挤压机12a和12b所熔融并经聚合物管道16a和16b及喷丝头18而挤出。根据所用的聚合物,聚合物的熔融温度是不同的。当聚丙烯和聚乙烯被用作为主要的组分A和粘合组分B时,聚合物的优选温度范围是从约370°到530°F而更为好的范围是从400°到约450°F。
当挤压出的长丝在喷丝头18下延伸时,由一股空气流从骤冷鼓风机20吹出至少部分地骤冷长丝,以使在长丝上形成潜在的螺旋状卷曲。骤冷空气的流动方向最好是大体上垂直于长丝的长度方向,它的温度约为45°到90°F,而速度约从每分钟100到400英尺。长丝在集合到成型面26上之前必须进行充分的骤冷,以便使强制的空气流经过长丝和成型面而使长丝得到排列。对长丝进行骤冷减少了长丝的胶粘性,因而使长丝在粘结之前不会相互粘得太紧,并能使其在长丝集合到成型面上时能在成型面上移动或排列而形成纤维网。
骤冷之后,长丝被从加热器24吹出的热空气流经过纤维拉伸装置而拉入到纤维拉伸装置22的垂直通道中去。纤维拉伸装置最好是置放在喷丝头18的底部下方30到60英寸的地方。当想要卷曲的长丝时,从加热器24所供给的合适的热空气温度是(由于周围比较冷的空气随长丝被吸入而混入到热空气中使热空气有些变冷)热空气对长丝加热的温度要求是能使潜在的卷曲起作用。对于大多数的双组分长丝能使潜在的卷曲起作用的温度要求的范围是从110°F到一个最高温度,是要比粘合组分的熔点低一些的温度。从加热器24出来的空气温度是可以改变的,以使加热的长丝能得到不同的卷曲度。
总的来说,较高的空气温度产生一个较高的卷曲度,有能力对长丝卷曲度的程度进行控制是特别的优点,因为它可以用简单的对纤维拉伸装置的空气温度进行调整来使最终的线密度、孔大小的分布和织物的悬垂性得到改变。
虽然实行本发明的优选方法包括多组分长丝与加热的抽吸空气相接触,但本发明还包含其它使长丝在形成为纤维网之前将连续的长丝潜在的螺旋状卷曲产生作用的方法。例如,多组分长丝可以在骤冷之后但是在吸气器的上游与热空气相接触。此外,多组分长丝也可以在抽吸器和纤维网成型面之间与热空气相接触。另外,长丝也可以用热空气以外的其它方法来加热,如将长丝在微波或红外线辐射的电磁能中加热。
长丝通过纤维拉伸装置22的出口铺陈列成型的、运动的成型面26上,在长丝碰到成型面时真空器20将长丝拉向成型面,以形成一个非粘结的连续长丝的纤维网,纤维网根据成型面的形状呈现出一个形状。如前面所述,因为长丝经过骤冷之后其不是太胶粘以至真空能在长丝集合到成型面上时将长丝移动或排列在成型面上,而形成为纤维网。如果长丝太胶粘,它会互相粘在一起,而使得在形成纤维网时就不能排列到成型面上去。
在长丝集合到成型面上以后,当纤维网仍然在成型面26的上面时,长丝首先是由第一空气穿流式粘结器34进行粘合,因而在纤维网从成型面上移出时纤维网保持了由成型面所赋予的形状。第一空气穿流式粘结器34将温度比粘合组分B的熔融温度高的空气流穿过纤维网和成型面吹出。最好是热空气横贯于整个纤维网的宽度与纤维网相接触。热空气使熔融温度低一些的粘合组分熔融而在双组分长丝之间形成粘结并使纤维网成为整体。当聚丙烯和聚乙烯被分别用作为聚合组分A和B时,从第一空气穿流式粘结器吹出的空气最好是在纤维网的表面有一个从约230°到约500°F的温度范围和一个在纤维网表面有从约每分钟1000到约5000英尺的速度。但是从第一空气穿流式粘结器34出来的空气的温度和速度是可以根据一些因素作变动,诸如形成长丝的聚合物、纤维网的厚度、纤维网表面接触空气流的面积,和成型面的线速度。此外,当用一个较为一般的空气穿流式粘接器来取代第一空气穿流式粘结器34时,空气的温度和速度也将和第一空气穿流式粘结器一样作变动。
在用第一空气穿流式粘结器34粘结后,织物从成型面26由输送器37传送到第二空气穿流式粘结器36作更为充分的粘结。第二空气穿流式粘接器36中空气温度高于粘合组分B的熔融温度,热空气从罩盖40经过纤维网而进入到带孔的滚筒38中去。如同第一空气穿流式粘结器34,第二空气穿流式粘结器36中的热空气使熔融温度低一些的粘合聚合物组分B熔融并由此在双组分长丝之间形成粘结,使纤维网成为整体。当聚丙烯和聚乙烯被分别作为聚合物组分A和B时,从第二空气穿流式粘结器中吹出的空气最好是有一个从约230°到约280°F的温度范围和一个从约每分钟100到约500英尺的速度。纤维网在第二空气穿流式粘结器36处停留的时间最好是少于约6秒钟。应该明白,第二空气穿流式粘结器36的参数也是和一些因素,诸如所用聚合物的种类和纤维网的厚度有关系。
当用于做吸液性物品时,本发明的织物可以用一般的表面处理法或含有一般聚合物添加剂,以增强织物的吸湿性。例如,本发明的织物可以用聚烷基氧化物改性的硅氧烷和硅烷诸如在美国专利5,057,361中公开的聚烷基氧化物改性的聚二甲基硅氧烷来进行处理。这样的表面处理增强了织物的吸湿性。最后,加工完了的纤维网卷到卷绕辊42上并准备作进一步的处理或应用。
当纺粘长丝已成卷曲后,本发明的织物在特性上有一个相对高的膨松性和弹性。长丝的螺旋状卷曲形成开松的在长丝之间带有孔隙的纤维网组织,而长丝在长丝相互接触点处粘结在一起。
虽然上面所作的说明是用双组分长丝,但应明白本发明的织物也可以是由单一组分的纺粘长丝制成。单一组分的长丝可以参照图1A用上面所说明的同样方法制成,但喷丝头则采用制做单一组分的长丝喷丝头。单一组分的纺粘长丝有一个平均直径从约6微米到约40微米,而最好是从约15微米到约40微米。纤维网然后靠用其它方法加入的粘合聚合组分进行粘结。
一种制造本发明织物的方法是用单一组分的纺粘长丝和一种聚合粘结粉末在纺粘长丝集合到成型面上时与纺粘长丝混合在一起并在纤维网仍然处在成型面上时将长丝粘结住。
另外一种以单一组分的纺粘长丝制造本发明织物的适合方法是同时将纺粘粘合用长丝和主要的单一组分长丝在纺丝时纺出。另一种方法是在主要的纺粘长丝集合到成型面上时将单一组分的粘合用短纤维与主要的纺粘长丝混合在一起。使用这些方法中的任一种,使纤维网随后用和多组分长丝一样被粘结的方法粘结住。
又一种制造本发明一个实施例的方法是将熔喷纤维与纺粘连续聚合长丝相结合。熔喷纤维可以用两个方法和纺粘长丝相粘结。按照一种方法,纺粘长丝可以在纤维网从成型面上分离后再粘结。在这样的实施例中,纺粘长丝必须在没有粘合剂粘结下形成为具有足够的完整性的网,以使其能从成型面上分离开,然后进行粘结而不会使织物的表面的特征分解。这是通过熔喷聚合纤维和纺粘长丝相混合而形成纤维网,纺粘长丝和熔喷纤维在纤维网中充分缠结,而使得在分离和粘结阶段中纤维网的阵列的表面特征能得以保持住。根据另一种用熔喷纤维粘结的方法,纺粘长丝可以在分离阶段之前或之后进行粘结,按照这一方法,粘合的熔喷纤维与纺粘连续长丝相混合而将得到的纤维网进行加热,使粘合的纤维起作用。
现转到图1B,其表示用于生产本发明的一个优选的由熔喷纤维和纺粘长丝相混合的实施例的结构。合适的熔喷技术已在美国专利4,041,203中公开,在此对它所公开的内容结合作参考。美国专利4,041,203引用了以下的熔喷技术的资料也在这里被用作参考:标题为“超细热塑性纤维”的文章,刊登在Industnial EngineeringChemistry,Volume 48,Number 8,第1342-1346页,文章说明了在华盛顿州Naval Research Laboratories所做的工作;NavalResearch Laboratory报告111,437,日期1954年4月15日;美国专利3,715,251;3,704,198;3,676,242和3,595,245;以及英国专利说明书第1,217,892号。
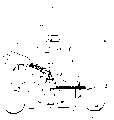
图1B表示了图1A的形成纺粘纤维网的装置10,除了熔喷模头50和52是置放在纺粘长丝帘55对称的两侧。纺粘装置的抽吸器22是沿着一中心平面D放置,这一平面确定纺粘长丝帘55的位置。抽吸器22的出口58是处在距离成型面26的一个A距离处。距离A是20英寸或更少些,它称之为纺粘形成高度。熔喷模头50和52各有一个模头尖咀60和62。尖咀60和62分别放在距离中心平面D为等距B和C的地方。距离B和C到在纺粘长丝帘55中的中心平面D的距离范围分别是从0.5到7英寸。熔喷模头尖咀60和62是分别放在成型面26上面距离为J和H的地方。熔喷模头50和52发出的空气将分别具有中心平面E和F的熔喷纤维帘66和68进行输送。这些熔喷纤维帘和纺粘长丝帘55相碰撞,因而分别在中心平面D和E及D和F之间形成一个相等的角度70和72。这些角度70和72的大小范围是从90°(用于最大的碰撞时)到正好小于5°(用于汇集的纤维几乎是成叠层结构)。纺粘长丝和熔喷纤维在混合区74中汇集而形成混合的纤维76,其包含在具有中心平面G的合并射流或帘子78中。混合纤维76的中心平面G可以从原来的纺粘纤维帘55的中心平面D偏离到角度为80的位置G′或到角度为82的位置G″。角度80和82的范围可以是从0°到20°。混合的纤维76然后铺陈在成型面26上。如同图1A所表示的装置,铺陈在成型面26上的纤维是受到在成型面下面的一个真空器30的协助作用。
如上所述,熔喷纤维与纺粘长丝相结合可以使纤维网从成型面上分离后使长丝进行粘结。必须要加入合适的熔喷纤维量以使纺粘长丝得到充分的缠结,这样使从成型面上分离后的纤维网保持住完整的表面特征然后进行粘结。但是纤维网中熔喷纤维的含量不能太高以致在纺粘长丝集合并排列到成型面时会阻碍纺粘长丝的运动。另一方面,纺粘长丝将不能按照成型面的形状进行成形。再则如上所述,熔喷纤维也可以作为纤维网的粘合组分进行加入以使纺粘长丝得到粘结。当要这样做时熔喷聚合物应该有一个比形成纺粘长丝的聚合物低的熔点以使长丝能够进行空气穿流粘结。
图1C表示是一个用于生产本发明实施例的另一个结构,它的标号和字母是和图1A,1B和1C中所表示的一样。图1C所示的结构除了纺粘长丝帘55和它的中心平面D是处在一个与成型面26成锐角90以外,是结合了图1B的特征并在接近于纺粘抽吸器22的出口58处使用了一个曲线截面92。熔喷模头50形成了一个中心线为E的熔喷纤维帘66。熔喷模头尖咀60是置放在纺粘长丝帘55上面的地方,因而熔喷模头尖咀60和成型面26之间的距离A是小于20英寸。纺粘长丝帘55的中心平面D是处在距离熔喷模头尖咀60距离为B的地方。距离B表示了中心平面D和熔喷模头尖咀60之间的最短距离,它的范围是从0.5到7英寸。纺粘抽吸器的出口58是置放在成型面26上面距离为K的地方。熔喷纤维帘66与长丝帘55相碰撞,因此由中心平面D和E形成的角度70的范围是从90°(用于最大的碰撞)到正好小于5°(用于汇集的纤维几乎是成叠层状构)。纺粘长丝和熔喷长丝在混合区74中汇集而形成混合的纤维76包含在具有中心线G的合并射流或帘子78中。混合纤维76的中心线G可以从原来的熔喷纤维帘50的中心线E偏离到角度为80的位置G′或到角度为82的位置G″。角度80和82的范围是从0°到30°。汇集后的纺粘长丝和熔喷纤维如同上面所说的同样方法被铺陈在一个带孔的成型面上。由于熔喷纤维帘66是以比纺粘长丝帘55高的速度运行,故纺粘帘从通过曲线出口部分92出来的熔喷纤维帘66的侧面引入进去,熔喷纤维和纺粘长丝铺陈到成型面26上去是要比图1B所表示的结构更易受到控制,因为其高速的熔喷纤维帘是从侧面介入到纺粘帘中去的。
图1A和1B中所表示的成型面26在本发明中是可以有很多的结构。一般说明的为用在本发明中的成型面,因此成型面具有一个阵列的离散表面特征。表面特征可以是有凹槽或凸出部分。在表面特征上形成的非织造纤维网按照成型面的形状而呈现出一个形状。这样,当成型面特征是凹槽时,得到的织物为凸出部分,而当成形面特征是凸出部分时得到的织物是有孔的。
用于制造本发明织物的成型面的表面特征是每一个表面特征表现为一个延伸于邻近的界区面之间的截面而且至少一些成型面的单独表面特征的截面是有一个至少为0.03英寸的最小尺寸。这样,当非织造织物在这样的成型面上成形时织物的表面特征就会有相应的最小尺寸。例如,当成型面的表面特征为凹槽时成型面有一个长度和宽度,它确定出一基准表面积,每个凹槽有一个开口的截面面积它构成了基准表面积的一部分并在邻近的界区面之间延伸。凹槽的开口的截面面积最好总数是占约10%到约95%的基准表面积,且更为好的是占约25%到约50%的基准表面积。凹槽的深度最好是至少约0.05英寸。凹槽的截面积在邻近的界区面之间延伸更为好的是有至少为0.05英寸的最小尺寸。
按照本发明的一个优选实施例在那种成型面上制造出的成形表面和织物的例子如图3A,3B,4A和4B。图3A中所示的成型面100有一个橡胶垫102,其粘接在一个细网眼的支承丝网104上。橡胶垫压制成长方形孔的图案,在成型面100上形成了一个长方形凹槽106阵列。凹槽106一边是开口,的而另一边则粘在支承丝网104的上面。如果凹槽有足够的深度使长丝不会通过橡胶垫的底面伸出且橡胶垫有足够的刚性来保持为一水平成形表面,那么支承丝网就可以取消。
橡胶垫可以用一种熔点比用在对成型面的顶部的织物纤维网进行粘接的热空气温度高的橡胶来构成。合适的橡胶有硅橡胶、乙烯丙烯二烯系改性的橡胶,以及诸如此类的。橡胶垫102是用一种合适的粘接剂和细网眼的支承丝网相粘接。
成型面100中的凹槽106由界区面108所分隔。成型面100有一个由长度L′和宽度W′所确定的基准表面积。基准表面积是处在图3B所示的箭头X′和Y′之间的平面中,凹槽106有一个延伸于邻近的界区面108之间并形成基准表面积一部分的截面。图3A和3B所示的凹槽有一个最小尺寸M′。这个最小尺寸M′最好是至少约0.05英寸。凹槽106还有一个至少约0.05英寸的深度110。
要形成一个基本重量不均衡的织物,成型面100的界区面108比凹槽的透气性要差。界区面108最好是无孔的且凹槽106除了下面支承丝网以外是开口的,因而是孔。当织物在成型面100的顶面形成时,其结果将是连续的长丝因成型面下面的真空吸拉而进入到凹槽106中,这是由于通过凹槽的压力降小于通过界区面的压力降的关系。这样,所得到的织物112,如图4A和4B所示,是有一个按照成型面100的形状而得到的形状,织物的凸出部分实质上填满了长丝,它意味着织物的另一面也就是凸出部分的背面实质上是一个平面而没有凹陷或凹槽进入凸出部分的里面。织物112与成型面100一样产生有界区面114。织物112的界区面114是对应于成型面100的界区面108。织物112也包括有在成型面100的凹槽106中形成的凸出部分116。凸出部分116是由织物的界区面114来分隔。由于织物112的长丝在形成纤维网时被拉入到成型面100的凹槽106中,织物的凸出部分116比邻近的界区面114的基本重量来得大。最好是凸出部分的基本重量至少要比界区面的基本重量大约30%。
织物112与成型面100一样有一个基准表面积,它是由织物的长度L″和宽度W″所确定的。这一基准表面积是处在图4B所示箭头X″和Y″之间的平面中。凸出部分116和织物112各有一个延伸于邻近的界区面114之间并形成为织物的基准表面积一部分的截面面积。织物112的凸出部分116有一个至少为0.05英寸的最小尺寸M″。织物112的凸出部分116的截面面积和成型面100一样最好总数占织物的基准表面积的约10%到约95%,而更好的是为织物基准表面积的约25%到约50%。
图5所示的是用于制造本发明的另一个实施例的另一个成型面130和在这一成型面上所制得的织物132,见图6。成型面130有很多间隔开的平行的橡胶条136和带孔的支承丝网138粘接在一起。间隔开的橡胶条136形成界区面140和在它们之间的通道型凹槽142。最好是,橡胶条140是无孔的而通道型凹槽142是带孔的,因为在橡胶条之间是有着支承丝网138,但如同前面所述的实施例,界区面可以有一定程度的透气性,其程度是凹槽的透气性要比界区面的透气性大。
用图5所示的成型面,当织物132在成型面130上形成时,连续的长丝被成型面130下面的真空吸拉到凹槽142中。其结果是织物132有对应于成型面130的凹槽142的凸出部分144和对应于成型面上的界区面140的界区面146。凸出部分144实质上是充满了长丝。
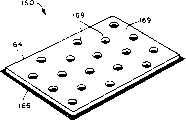
图7所示是又一个成型面160和在这样的成型面上所制得的织物162,如图8所示。这一成型面有一个无孔的橡胶垫164和一个带孔的支承丝网166粘接在一起。对橡胶垫164冲孔以在成型面160上形成带孔凹槽168阵列。凹槽168是圆形的截面。
当在成型面160上加工非织造织物162时,连续的纺粘长丝被拉入到成型面160的圆形凹槽168中。得到的织物有被界区面172分隔开的凸出部分170阵列。凸出部分170对应于成型面160的圆形凹槽168而界区面172对应于成型面的界区面169。再有,凸出部分170实质上是充满了长丝。图8所表示的织物162表明本发明可以加工出多相性结构的纺粘织物。如上面简要中所说明的本发明的方法能够加工出带有不同液体处理性能区的非织造织物。更为特别的是本发明的方法能够控制所得到的织物的性能,来引导流体沿着织物的三个方向流动——沿着织物的长度与界区面的同一平面,沿着织物的宽度与界区面的同一平面,和通过织物的厚度或深度。这些不同的液体处理性能区是由不同的基本重量、密度和长丝方向性的区域所构成。
在图8所示的实施例中,织物凸出部分170的基本重量比邻近界区面172的基本重量大,因为织物162中的纺粘长丝是被拉入到成型面160的凹槽168中并且所得到的织物凸出部分实质上是充满了长丝。此外,由于长丝是被拉入到成型面160的凹槽168中,有些长丝会排成束状174而连接住凸出部分170。纤维束174的密度比邻近的界区面172的低密度区176要高。纤维束174中的长丝是趋向于单方向性的定向于界区面172的平面中而凸出部分170中的长丝是趋向于多方向的排列并沿着凸出部分的深度增强方向性。界区面172和凸出部分170之间的基本重量差异以及长丝的定向度可以通过增加成型面160下面真空器30所抽吸的空气压力和流量使之增大,也可以用巧妙地处理成型面160中的凹槽168的大小,形状和空间来加以控制。此外,凸出部分之间的长丝束174的定向度可以巧妙地由在凹槽168之间的成型面160中形成的沟槽来处理。此外,织物162的液体处理性能也可以用织物凸出都分的密度梯度来影响。当长丝在成型面上建立时由于织物162的形成使通过长丝的空气流逐渐减小,故长丝趋向于朝着成型面160和支承丝网更为致密。这一后果可以由在成形时巧妙的控制真空度和凹槽168的深度来处理。
当织物162用作为吸收性物品时,界区面172的低密度区176适合于引入流体,界区面的高密度区174适合于从织物上伸展横贯于界区面的凸出部分170之间芯吸流体,从织物伸示的凸出部分是用于收集流体并通过织物的深度进行转移,和使织物与邻近的表面相分开。
虽然上面所说的成型面有橡胶垫或是橡胶条和一个丝网眼的支承网相接附,也有其它的方法来制造这样的成型面。例如,整个成型面可以用成型金属丝形成的金属网做成,界区面用一种材料如橡胶或乳胶漆进行密封做成无孔的。此外,成型面可以由塑料丝网热成形来制得诸如用聚酯丝网做成带有阵列的凸出部分并由界面表面分开的结构。同样,界面表面可以用诸如橡胶或乳胶漆的材料进行密封,使它做成无孔的。
当要想做成带孔的非织造织物时,成型面的表面特征包括被有孔表面分开的无孔凸出部分。凸出部分有一个形状因此当在强使空气通过成型面的纤维网时长丝被向着成型面的界区面沿着凸出部分拉入,所以织物对应于凸出部分的截面形状是带有孔的织物表面特征。成型面的凸出部分每个都有一个延伸于邻近带孔的界区面之间的截面,至少成型面的一些单个的凸出部分的截面有一个至少为0.03英寸的最小尺寸。最好是成型面有一个确定包括有孔的界区面和延伸于界区面之间的凸出部分的截面在内的基准表面积的长度和宽度。从基准表面积伸出的凸出部分和凸出部分的截面面积总数是占基准表面积的约10%到约95%。凸出部分最好是有一个至少约为0.10英寸的高度和一个光滑的外表面及尖形的顶点。一个更似网状的织物可以用一个相对比较大和间距密的凸出部分的成型面来制作,一个更似布面的织物可以用一个具有相对比较小的和间距更密的凸出部分的成型面来制造,而分隔层用的材料可以用一个数量相对少的大间距的凸出部分的成型面来制造。
带有凸出部分182的成型面180的一个例子和用这样的成型面所制做的非织造织物184,如图9A和10A所示。成型面180包含有一个从带孔的成形网186凸出的凸出部分182的阵列。成形网186构成成型面180的界区面。凸出部分182是光滑的、带尖状顶点的无孔金属销钉。当在成型面180上形成织物184时,连续的长丝被沿着凸出部分182拉入到界区面186上去。其结果是,织物184实质上是平面并有由界区面190分开的孔188的阵列。
成型面180有一个基准表面积,其由成型面的长度LL′和宽度WW′所确定。基准表面积包括成型面的界区面186和凸出部分182的截面。成型面的基准表面积是处在图9B所示的箭头U′和V′之间的平面。凸出部分182有一个至少约0.03英寸的最小尺寸N′。
同样在成型面180上制出的织物184有一个由织物的长度LL″和宽度WW″所确定的基准表面积。织物184的基准表面积是处在图10B所示的箭头U″和V″之间的平面。织物184的基准表面积包括织物的界区面190和在界区面之间延伸的孔188的开口截面面积。孔188有一个截面面积至少为约0.03英寸的最小尺寸N″。织物184的孔188的尺寸是对应于成型面180的凸出部分182的尺寸。
虽然图9A所示的成型面180包括有穿过丝孔网186的销钉182,成型面也可以如前面所说明的用带有形状的金属细孔网或聚酯细网并在成型面上有凹槽。但是,在这种情况下,丝网的凸出部分是由用诸如橡胶或乳胶漆等材料密封而形成无孔的且界区面是空的。
下列实例是用于说明本发明具体实施例和向本技术领域的人员公开如何来实行本发明。
实例1
一个包含有连续的双组分长丝的非织造织物纤维网是用前面所述的图1A的方法制成。长丝的构造是并列型,一侧与另一侧的重量比是1∶1。纺丝孔几何形状是直径为0.6mm,L/D(长/径比)之比为4∶1,沿机器方向喷丝头上每英寸有50个孔。主要组分A的成份是从田纳西州Houstan的Exxon公司买到的聚丙烯3445占98%(以重量计)和2%(以重量计)的二氧化钛。粘合组分B的成份是从密执根州Midland的Dow ChemicalCompany买到的低线密度的聚乙烯ASPUN 6811A占98%(以重量计)和2%(以重量计)的二氧化钛。在纺丝组件中的熔融温度是440°F和通过纺丝孔的量是0.7ghm(克/孔/分)。成形的高度是10英寸。骤冷空气的流速是32scfm(每分钟标准立方英尺),骤冷空气温度是53°F。抽吸器的喂入温度是350°F,抽吸器的空气出口温度是220°F。抽吸器的管道压力是3.6psi(磅/英寸2)。从第一空气穿流式粘结器出来的空气流的温度是在第一空气穿流式粘结器处为450°F而在纤维网处是350°F。在丝网下面的真空度是15英寸水柱。在第二空气穿流式粘结器中加热的空气温度是255°F,第二空气穿流式粘结器在罩盖和带孔滚筒之间的压力差是0.7英寸水柱。成型面是图3A所示的形式,其由一个1/8英寸厚的改性丙烯乙二胺薄片上面压制有长方形凹槽的图型所组成。每个凹槽是3/16英寸宽和3/4英寸长,端到端的间距是3/16英寸。凹槽的线从边到边的间距是3/8英寸。橡胶薄片是和连续的聚酯支承丝网相接附。
实例2
一个包含有连续的双组分长丝的非织造织物纤维网是用前面所述的图1A的方法制成。长丝的构造是并列型,一侧与另一侧的重量比是1∶1。纺丝孔几何形状是直径为0.6mm,L/D(长/径比)之比为4∶1,沿机器方向喷丝头上每英寸有50个孔。主要组分的成份是从田纳西州Houston的Exxon公司买到的聚丙烯3445为98%(以重量计)和2%(以重量计)的二氧化钛。粘合组分B的成份是从密执根州Midland的Dow ChemicalCompany买到的低线密度的聚乙烯ASPUN 6811A占98%(以重量计)和2%(以重量计)的二氧化钛。在纺丝组件中的熔融温度是440°F和通过纺丝孔的量是0.7ghm(克/孔/分),成形的高度是7.5英寸。骤冷空气的流速是32scfm(每分钟标准立方英尺),骤冷空气温度是53°F。抽吸器的喂入温度是350°F,抽吸器的空气出口温度是220°F。抽吸器的管道压力是5.0psi(磅/英寸2)。从第一空气穿流粘结器出来的空气流的温度是在第一空气穿流式粘结器处为450°F而在纤维网处是350°F。在丝网下面的真空度是17英寸水柱。在第二空气穿流式粘结器中加热的空气温度是255°F,第二空气穿流式粘结器在罩盖和带孔滚筒之间的压力差是0.7英寸水柱。成型面是图3A所示的形式,其由一个1/8英寸厚的改性丙烯乙二胺薄片上面压制有长方形凹槽的图型所组成。每个凹槽是3/16英寸宽和3/4英寸长。端到端的间距是3/16英寸。凹槽的线从边到边的间距是3/16英寸。橡胶薄片是和连续的聚酯支承丝网相接附。
实例3
一个包含有连续的双组分长丝的非织造织物纤维网是用前面所述的图1A的方法制成。长丝的构造是并列型,一侧与另一侧的重量比是1∶1。纺丝孔几何形状是直径为0.6mm,L/D(长/径比)之比为4∶1,沿机器方向喷丝头上每英寸有50个孔。主要组分A的成份是从田纳西州Houston的Exxon公司买到的聚丙烯3445占98%(以重量计)和2%(以重量计)的二氧化钛。粘合组分B的成份是从密执根州Midland的Dow ChemicaLCompany买到的占98%(以重量计)的低线密度聚乙烯ASPUN6811A和2%(以重量计)的二氧化钛。在纺丝组件中的熔融温度是400°F和通过纺丝孔的量是0.6ghm(克/孔/米)。成形的高度是5.5英寸。骤冷空气的流速是32scfm(每分钟标准立方英尺),骤冷空气温度是53°F。抽吸器的喂入温度是350°F,抽吸器的空气出口温度是220°F。抽吸器的管道压力是5.0psi(磅/英寸2)。从第一空气穿流式粘结器出来的空气流温度是在第一空气穿流式粘结器处为450°F而在纤维网处是350°F。在丝网下面的真空度是17英寸水柱。在第二空气穿流式粘结器中加热的空气温度是255°F,”第二空气穿流式粘结器在罩盖和带孔滚筒之间的压力差是0.7英寸水柱。成型面是图3A所示的形式,其个1/8英寸厚的改性丙烯乙二胺薄片上面压制有长方形凹槽的图型所组成。每个凹槽是3/16英寸宽和3/4英寸长,端到端的间距是3/16英寸。凹槽的线从边到边的间距是3/8英寸。橡胶薄片是和连续的聚酯支承丝网相接附。
举例4
一个包含有连续的双组分长丝的非织造织物纤维网是用前面所述的图1A的方法制成。长丝的构造是并列型,一侧与另一侧的重量比是1∶1。纺丝孔几何形状是直径为0.6mm,L/D(长/径比)之比为4∶1,沿机器方向喷丝头上每英寸有50个孔。主要组分A的成份是从田纳西州Houston的Exxon公司买的聚丙烯3445占98%(以重量计)和2%(以重量计)的二氧化钛。粘合组分B的成份是从密执根州Midland的Dow ChemicaLCompany买到的占98%(以重量计)的低线密度聚乙烯ASPUN6811A和2%(以重量计)的二氧化钛。在纺丝组件中的熔融温度是440°F和通过纺丝孔的量是0.7ghm(克/孔/米)。成形的高度是10英寸。骤冷空气的流速是32scfm(每分钟标准立方英尺)和骤冷空气温度是53°F。抽吸器的喂入温度350°F,抽吸器的空气出口温度是220°F。抽吸器的管道压力是3.5psi(磅/英寸2)。从第一空气穿流式粘结器出来的空气温度是在第一空气穿流式粘结器处为450°F而在纤维网处为350°F。在丝网下面的真空度是15英寸水柱。在第二空气穿流式粘结器中加热的空气温度是255°F,第二空气穿流式粘结器在罩盖和带孔滚筒之间的压力差是0.7英寸水柱。成型面是图5所示的形式,其由一个1/4英寸厚的硅橡胶条以长度方向接合在一个30目的不锈钢支承网上,间距是1/4英寸。
由例1-4所得到的织物样品经过分析得出的结果表示在表1中。可以看出,织物的基本重量是不同的。凸出部分的基本重量是远大于界区面的基本重量。由织物的重量除以织物平面中的各自占有的面积得到基本重量。例如,凸出部分的基本重量是由凸出部分的重量除以织物平面中的凸出部分的截面积而得到的。
表1实 例 1 2 3 4旦尼尔(dpf) 3.0 2.5 2.5 3.2卷曲度 高 中等 低 高基本重量(osy)总值 1.63 1.72 1.72 2.82凸出部分 4.30 2.48 4.54 4.12界区面 0.86 0.96 0.99 1.70厚度(mils=1/1000英寸)总值 57 51 54 227凸出部分 57 51 54 227界区面 32 26 30 63密度(g/cc)凸出部分 0.101 0.065 0.112 0.024界区面 0.036 0.049 0.044 0.036
实例5
一个包含有连续的双组分长丝的非织造织物纤维网是用前面所述的图1A的方法制成。长丝的构造是同心皮/芯型,皮与芯的重量比是1∶1。纺丝孔几何形状是直径为0.6mm,L/D(长/径比)之比为4∶1,喷丝头沿机器方向每英寸有50个孔。主要组分A的成份是100%(以重量计)从田纳西州Houston的Exxon买到的聚丙烯3445。粘合组分B的成份100%(以重量计)是从密执根州Midland的Dow ChemicaL Company买到的低线密度聚乙烯ASPUN 6811A。在纺丝组件中的熔融温度是430°F,通过纺丝孔的量是0.8ghm(克/孔/分)。成形的高度是7.25英寸。骤冷空气的流速是20scfm(每分钟标准立方英尺),和骤冷空气温度是60°F。抽吸器的喂入是环境空气。抽吸器的管道压力是3.0psi(磅/英寸2)。纤维网最初是用加热的辊进行加压以代替第一空气穿流式粘结器。在丝网下的真空度是4英寸水柱。在第二空气穿流式粘结器中加热的空气温度是260°F。成型面是图7中所示的形式,有一个1/16英寸厚的压制有圆形凹槽图形的金属薄片。每个凹槽的直径是3/16英寸。金属薄片和一个连续的聚酯支承网相接。得到的织物有一个如图8所示的结构带有束状排列的长丝,在长丝束之间连接有凸出部分和基本重量比较低的界区面。
实例6
一个包含有连续的双组分长丝的非织造织物纤维网是用前面所述的图1A的方法制成。长丝的构造是并列型,一侧与另一侧的重量比是1∶1。纺丝孔几何形状是直径为0.6mm,L/D(长/径比)之比为4∶1,沿机器方向喷丝头上每英寸有50个孔。主要组分A的成份是从田纳西州Houston的Exxon公司买到的聚丙烯3445占98%(以重量计)和2%(以重量计)的二氧化钛。粘合组分B的成份是从密执根州Midland的Dow ChemicaLCompany买到的占98%(以重量计)的低线密度聚乙烯ASPUN6811A和2%(以重量计)的二氧化钛。在纺丝组件中的熔融温度是430°F和纺丝孔的流出量是0.70ghm(克/孔/分)。成形的高度是
英寸。骤冷空气的流速是30scfm(每分钟标准立方英尺)和骤冷空气温度是56°F。抽吸器的喂入温度是350°F,抽吸器的空气出口温度是220°F。抽吸器的管道压力是3.4psi(磅/英寸2)。从第一空气穿流式粘结器出来的空气流温度是在第一空气穿流式粘结器处为410°F和在纤维网处为约330°F。丝网下面的真空度是9英寸水柱。在第二空气穿流式粘结器中加热的空气温度是259°F,”第二空气穿流式粘结器在罩盖和带孔滚筒之间的压力差是0.7英寸水柱。成型面是图9A所示的形式包括阵列的突出于连续聚酯支承网且在成型面上面1/2英寸延伸的直径为1/6英寸经抛光的钉。所得的织物有一个对应于阵列钉子的阵列孔。
实例7
一个含有连续纺粘长丝和熔喷纤维的非织造织物纤维网是用图1B的方法制成。纺粘长丝是三叶形的并含有100%(以重量计)的从田纳西州Houston的Exxon Chemicals Corporation买到的PD-3445聚丙烯。通过纺丝孔的流量是0.45ghm(克/孔/分)而其衰减力是要足以使最后得到的纺粘丝的有效直径在20微米到30微米之间。
参照图1B,用于本实例的熔喷模头尖咀60和62,纺粘拉伸装置22的出口58和带孔的成型面26如下:成形高度(A)是17英寸,从尖咀62到纺粘长丝帘(C)的距离是7英寸,从尖咀60和62到成型面26(J和H)的距离是11英寸和尖咀60及62的角度(70和72)是45°。
熔喷纤维是由从密执根Midland的Dow ChemicaLCompany买到的ASPUN 6814和从俄亥俄州USI Division ofCincinnati的Quantum Chemical买到的NA-601-04聚乙烯以50/50(以重量计)的组成相混合经熔融而形成。熔融的聚乙烯在425°F下经过熔喷尖咀以每小时每英寸模头尖咀长度为0.44磅的聚合物的速率(PIH)挤压出。挤压出的聚合物的衰减力受到碰撞在从尖咀毛细管中挤压出的熔融聚乙烯上的热空气(加热到350°~600°F之间)的控制而进行变动。熔喷纤维形成的直径是4-6微米。从熔喷模头尖咀60和62出来的熔喷纤维由于扩散和空气的减速喷射(用于在熔融状态下减弱它们)将在熔喷纤维帘中向着纺粘长丝帘推进并与纺粘长丝在距离成型面之上高度约为4英寸处相混合。纺粘长丝在纺粘长丝帘中也是由于扩散和空气的减速喷射(开始时是给予减弱)向着成型面进行推进。这两个纤维帘混合后在成型面之上带着各自的纤维,得到的结果是在混合的纤维帘中熔喷纤维通过纺粘长丝进行分布,之后纤维帘向着带孔的成型面推进。
在成型面下抽真空使得空气以每分钟2000到3000英尺的速度穿流过带孔的面。在非织造织物纤维网中的纤维组分比是约30%的熔喷纤维和70%的纺粘长丝。成型面是一个柔性的栅格且有一片3/8英寸厚的带阵列孔的发泡硅橡胶。孔的大小是0.4×0.4英寸的正方形,相互之间的间距是0.18英寸。栅格粘接在一个细眼网的支承面上。得到的非织造织物纤维网的基本重量是1.3osy。所得到的非织造纤维网具有与切割有0.4英寸正方形孔的栅格图形相吻合的凸出部分和与成型面的界区面相吻合的界区面。
对凸出部分的集中程度的确定,织物凸出部分的平均基本重量是将这些区域从界区面中分开后称重来确定。凸出部分的基本重量是1.5osy。同样,界区面的基本重量也就被确定。界区面的基本重量是1.0osy。从界区面与凸出部分的基本重量差异可以看出含有熔喷纤维的织物比只有纺粘长丝的织物的基本重量差异要小。这是可以相信的,因为有了熔喷纤维使集合成型面上去的长丝过程减少了纺粘长丝的配置。
如上所述,本发明的织物可以用在不同用途的产品诸如个人卫生用品,服装,医用物品和清洁用品。带有这样材料的非织造结构已由本领域技术人员所熟知,因而对这些材料中的每一种在此就不作详细说明。但是,作为一个实例,尿布250是有一层按照本发明图11所示的织物所组成,在下面予以说明。
尿布250有一个前腰翼部分251,一个后腰翼部分252,和一个连接前后腰翼部分的中间部分254。尿布有一个实质上是不透液体的外部覆盖层256,一个渗透液体的衬里层258,和一个吸收体264放在外部覆盖层和衬里层之间。固结的方法,诸如用一个粘合带262使尿部250保持在穿着者的身上。衬里258和外部覆盖层256以及与吸收体264是与线状和图形涂敷的粘合剂如一个热熔,压敏的粘合剂相互粘合在一起。弹性元件268,270和272可以放在尿布的边缘上以使其能紧密贴合在穿着者的身上。
外部覆盖层256是由一种实质上不渗透液体的材料制成如含有聚乙烯,聚丙烯或诸如此类的聚合物薄膜。外部覆盖层256也可以用另一种含有一种非织造织物纤维网结构的方法以便达到所要求程度的不渗液性。
衬里层258最好是带有本发明的成型的非织造织物。衬里层258有一个长方形凸出部分260的图案,其可以引导液体流穿过衬里层并将吸收体与穿着者的皮肤分隔开。在图11所示的结构中,细长凸出部分260比宽度方向引导更多的液体沿着凸出部分的长度穿过衬里层258。最好是衬里层258和吸收体264两者都是亲水性的以吸收和保持住含水的液体如尿。
虽然在图11中没有表示出,用可亲水性的尿布250还可以包括有附加的流体处理层,如缓冲层、转送层或分配层。这些层可以是分开的层或是和衬里层256或吸收垫264结合在一起。
随着本发明已经分别对具体实施例作出的说明,本领域技术人员能对上面的说明得到理解,并将容易地想到对这些具体实施例的改进和变动而等同于这些具体实施例。因此,本发明的范畴应该确定为所附的专利保护范围和任何与此相当的范畴。
Claims (51)
1.一种非织造织物,该非织造物有一个长度和一个表面,并包含有熔融纺丝且连续拉伸的纺粘聚合长丝,所述纺粘聚合长丝实质上是连续的沿着织物的长度进行延伸,并在织物中形成一个阵列的分散表面特征,纺粘长丝有一个主要的聚合组分,该聚合组份连续地沿着长丝的长度进行延伸,纺粘长丝是粘结在一起而非用压缩的方法使之结合在一起,所述织物的阵列表面特征由有孔成型表面的表面特征来确定,所述拉伸长丝在受热条件之下由粘结性聚合组份粘结在一起之前、被放置在所述有孔成型表面上,粘结性聚合组分将纺粘长丝的主要组分粘结在一起,因此织物实质上不是被压缩的;所述织物的阵列表面特征包括由界区面隔开的凸出部分或孔或所述凸出部分和孔的组合,如织物表面特征包括凸出部分,则所述凸出部分的基重大于邻近的界区面的基重,并且非织造物的界区面有比其它较低密度部分的密度更为高的较高密度部分,这一较高的密度部分包括将邻近的凸出部分连接起来的长丝。
2、如权利要求1所述的的非织造织物,其中所述纺粘长丝有一个约从6微米到约40微米的平均直径。
3、如权利要求1所述的非织造织物,其中所述粘结性聚合组分包括熔喷的聚合组分。
4、如权利要求1所述的非织造织物,其中织物的表面特征的每个都有一个延伸于邻近的界区面之间的截面面积,至少织物的一些单独的表面特征的截面面积是有一个至少为0.03英寸的最小尺寸。
5、如权利要求1所述的非织造织物,其中连续的纺粘长丝有一个自然的螺旋状卷曲。
6、如权利要求1所述的非织造织物,其中连续的纺粘长丝在每英寸延续的长度上至少有约3个自然的螺旋状卷曲。
7、如权利要求1所述的非织造织物,其中连续的聚合纺粘长丝包括多组分长丝,多组分长丝包含有主要的聚合组分和粘合组分并有一个截面,一个长度和一个外周表面,主要的和粘合的组分在多组分长丝的截面中实质上是排列在不同的区域,并连续的沿着多组分长丝的长度来延伸,粘合组分至少组成为多组分长丝的外周表面的一部分并延续于多组分长丝的长度。
8.如权利要求1所述的非织造织物,其中凸出部分本质上是充满了连续的长丝。
9.如权利要求8所述的非织造织物,其中凸出部分有一个高度和沿着凸出部分的高度的密度梯度。
10.如权利要求1所述的非织造织物,其中凸出部分的基本重量比邻近的界区面的基本重量大30%。
11.如权利要求1所述的非织造织物,其中织物有一个确定基准表面积的长度和宽度,凸出部分的每个都有一个形成基准表面积的一部分和延伸于邻近的界区面之间的截面面积,凸出部分的截面面积的总数是占基准表面积的约10%到约95%。
12.如权利要求11所述的非织造织物,其中凸出部分的截面面积总数是占基准表面积的约25%到约50%。
13.如权利要求1所述的非织造织物,其中凸出部分有一个至少约0.05英寸的高度。
14.如权利要求1所述的非织造织物,其中织物的表面特征包括孔。
15.如权利要求14所述的非织造织物,其中界区面有一个基本重量,界区面的基本重量本质上是均匀的。
16.一种用于制造非织造织物的方法,其包括以下步骤:
a、熔融纺丝纺出连续的纺粘聚合物长丝;
b、对连续长丝进行拉伸;
c、对连续长丝进行骤冷;
d、之后,将拉伸后的长丝集合到一个运动的成型面上,以形成一个连续长丝的非织造织物纤维网,成型面至少是部分地有孔并有一个阵列的分散表面特征,所述分散表面特征包括凹入部分和/或凸出部分,其中所述凹入部分是空气可透过的,并由空气透过能力较差的界区面分开;
e、在拉伸的长丝集合到成型面上去的同时强制空气通过长丝和成型面,其中穿过界区面的压力降大于穿过凹入部分的压力降,所述长丝在成型面上被拉入凹入部分,如果成型面上有凸起部分,该凸起部分有一个截面,该截面成型为纤维沿着凸出部分朝向所述成型表面的有孔的界区面拉伸,并使所述长丝进入织物中,使得织物有这样的表面特性,即沿整个织物其基重是变化的,所述表面特征包括对应于所述成型表面凹入部分的凸出部分,或对应于所述成型表面的凸出部分的由界区面分开的孔,其中所述界区面和凸起或孔区域之间的基重变化至少约为30%,所述凸出部分或孔最小的尺寸至少约为0.03英寸;
f.用粘合剂使纤维网中的长丝粘结在一起使纤维网成为一体而不采用压力;和
g.将一体化的纤维网从成型面上分离开。
17.如权利要求16所述的方法,其中分离步骤是在粘结步骤之后。
18.如权利要求16所述的方法,其中粘结步骤是在分离步骤之后并进一步有将熔喷聚合物纤维与纺粘长丝相混合而形成纤维网的步骤,由此纺粘长丝与熔喷纤维充分相缠结,因此当在分离和粘结步骤时纤维网的阵列的表面特征保持完整无损。
19.如权利要求18所述的方法,其中粘结是采用加热方法,且在粘结步骤中包括有强制加热的空气通过纤维网的步骤。
20.如权利要求18所述的方法,其中将熔喷纤维与纺粘长丝相混合的步骤包括将从位于成型面上面的熔喷模头出来的熔喷纤维帘导向成型面和将从一个曲线形抽吸器出口出来的纺粘长丝帘导向熔喷纤维帘和成型面的步骤,纺粘长丝帘有一个中心平面处在与成型面成一个锐角的位置。
21.如权利要求16所述的方法,其中长丝是有一个从约6微米到40微米的平均直径。
22.如权利要求16所述的方法,其中成型面的表面特征的每个都有一个延伸于邻近界区面之间的截面,至少成型面的一些单独的表面特征的截面有一个至少为0.03英寸的最小尺寸。
23.如权利要求16所述的方法,其中粘结是采用加热的方法,而在粘结步骤中包括当纤维网在成型面上时有强制加热的空气通过纤维网和成型面。
24.如权利要求16所述的方法,其中成型步骤包括在纺粘长丝集合到成型面上之前使熔喷,加热的粘合纤维与连续的纺粘聚合长丝相结合的步骤,和粘结步骤包括强制加热的空气通过纤维网的步骤。
25.如权利要求24所述的方法,其中熔喷纤维与纺粘长丝相混合的步骤包含有将从位于成型面上面的熔喷模头出来的熔喷纤维帘导向成型面和将从一个曲线形抽吸器出口出来的纺粘长丝帘导向熔喷纤维帘和成型面的步骤,纺粘长丝帘有一个中心平面处在与成型面成一个锐角的位置。
26.如权利要求16所述的方法,其中粘合剂含有一种聚合的粉末,成形步骤包括将粘合聚合的粉末加入到纤维网去的步骤,而粘结步骤包括对纤维网进行加热使粘合粉末起作用的步骤。
27.如权利要求16所述的方法,其中粘合剂包含有加热起作用的粘合聚合物的纤维束,成形步骤包括使粘合纤维束与连续纺粘长丝相混合的步骤,和粘结步骤包括对纤维网加热使粘合纤维束起作用的步骤。
28.如权利要求16所述的方法,其中连续的聚合长丝包含有多组分长丝,多组分长丝包含有一个主要的组分和一个受热起粘合作用的粘合组分并有一个截面,一个长度和一个外周表面,主要的和粘合的组分实质上在横贯于多组分长丝的截面中是排列在不同的区域内并沿着多组分长丝的长度连续延伸,粘合组分至少沿着多组分长丝的长度构成为多组分长丝的外周表面的一个部分。
29.如权利要求16所述的方法,其进一步包括在连续长丝集合到成型面上之前对其进行卷曲的步骤。
30.如权利要求16所述的方法,其中连续长丝包含有一个主要的聚合组分,且进一步包括对主要聚合组分进行选择的步骤,由此使连续长丝在集合到成型面上之前在连续长丝上建立起自然的螺旋状卷曲。
31.如权利要求16所述的方法,其中连续长丝有一长度并沿着长丝的长度连续的延伸有一个主要的聚合组分,主要的聚合组分有一个熔点温度,和粘结步骤包括有对纤维网进行加热到一个温度的步骤,这个温度是足以使粘合组合起作用的温度但比长丝的主要聚合组分的熔融温度要低些。
32.如权利要求28所述的方法,其中主要的聚合组分有一个熔点温度,而粘结步骤包括对纤维网进行加热到一个温度的步骤,这个温度是足以使粘合组分起作用的温度但比长丝的主要聚合组分的熔融温度要低些。
33.如权利要求28所述的方法,其进一步包含的步骤有:
对主要的聚合组分和粘合组分进行选择,因而使连续的多组分长丝能够建立起一个潜在的自然螺旋状卷曲;和
在长丝集合到成型面上去的步骤之前,至少要对多组分长丝进行部分地骤冷,因而使长丝有潜在的螺旋状卷曲并使潜在的螺旋状卷曲起作用。
34.如权利要求28所述的方法,其中主要的聚合组分有一个熔点温度,和粘结步骤包括对纤维网进行加热到一个温度的步骤,这个温度是足以使粘合组分起作用的温度但比长丝的主要聚合组分的熔融温度要低些。
35.如权利要求16所述的方法,其中强制空气通过长丝和成型面的步骤是由置放在成型面下面的真空所造成的。
36.如权利要求16所述的方法,其中成型面的表面特征包括有凹槽,从而使织物带有对应于凹槽的凸出部分的表面特征。
37.如权利要求16所述的方法,其中成型面的表面特征包括有被界区面分隔开的透气凹槽,由于界区面的透气性比凹槽差因此穿流过成型面的空气压力降通过界区面要比通过凹槽来得大,凹槽是有一个形状,因而当强制空气通过纤维网和成型面时长丝被拉入到成型面的凹槽中,由此织物对应于凹槽的形状有一个凸出部分的表面特征。
38.如权利要求16所述的方法,其中成型面的表面特征包括被无孔界区面分隔开的有孔凹槽,凹槽有一个形状,因此当强制空气通过成型面和纤维网时长丝被拉入到成型面的凹槽中,由此织物的表面特征对应于凹槽的形状而带有凸出部分。
39.如权利要求37所述的方法,其中成型面有一个确定基准表面积的长度和宽度,凹槽的每个都有一个形成基准表面积的一部分和延伸于邻近的无孔表面之间的开口的截面面积,凹槽的开口的截面面积的总数是占基准表面积的约10%到约95%。
40.如权利要求38所述的方法,其中凹槽的开口的截面面积总数是占基准表面积的约25%到约50%。
41.如权利要求38所述的方法,其中凹槽有一个至少为约0.06英寸的深度。
42.如权利要求38所述的方法,其中成型面的凹槽的每个都有一个延伸于邻近的无孔表面之间的截面面积,至少有一些凹槽的截面是有一个至少为0.05英寸的最小尺寸。
43.如权利要求16所述的方法,其中成型面的表面特征包括凸出部分,其有一个形状,因而使织物有对应于凸出部分的形状的表面特征。
44.如权利要求16所述的方法,其中成型面的表面特征包括有被有孔表面分隔开的无孔凸出部分,凸出部分有一个带形状的截面,因此当在强制空气通过纤维网和成型面的步骤时,长丝被沿着凸出部分向成型面的界区面拉伸,由此织物有对应于凸出部分截面的形状的带孔的表面特征。
45.一种个人用卫生吸附物品,其特征在于其包括一层如权利要求1所述的非织造织物。
46.一种婴儿尿布,其特征在于其包括一层如权利要求1所述的非织造织物。
47.一种成年人用失禁制品,其特征在于其包括一层如权利要求1所述的非织造织物。
48.一种妇女用的吸收性卫生制品,其特征在于其包括一层如权利要求1所述的非织造织物。
49.一种衬裤,其特征在于其包括一层如权利要求1所述的非织造织物。
50.一种绷带,其特征在于其包括一层如权利要求1所述的非织造织物。
51.一种服装,其特征在于其包括一层如权利要求1所述的非织造织物。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US5544993A | 1993-04-29 | 1993-04-29 | |
| US08/055,449 | 1993-04-29 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1122150A CN1122150A (zh) | 1996-05-08 |
| CN1059939C true CN1059939C (zh) | 2000-12-27 |
Family
ID=21997878
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN94191956A Expired - Lifetime CN1059939C (zh) | 1993-04-29 | 1994-04-19 | 成型的非织造织物和它的加工方法及其用途 |
Country Status (12)
| Country | Link |
|---|---|
| US (2) | US5575874A (zh) |
| EP (1) | EP0696333B1 (zh) |
| JP (1) | JP3416701B2 (zh) |
| KR (1) | KR100322360B1 (zh) |
| CN (1) | CN1059939C (zh) |
| AU (1) | AU690115B2 (zh) |
| CA (1) | CA2105026C (zh) |
| DE (1) | DE69417025T2 (zh) |
| ES (1) | ES2131194T3 (zh) |
| FR (1) | FR2704564A1 (zh) |
| TW (1) | TW252950B (zh) |
| WO (1) | WO1994025658A1 (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102002817A (zh) * | 2010-11-22 | 2011-04-06 | 山东俊富非织造材料有限公司 | 一种打孔纺粘非织造材料及其制造方法 |
| CN112218607A (zh) * | 2018-06-19 | 2021-01-12 | 宝洁公司 | 具有功能成形的顶片的吸收制品及制造方法 |
Families Citing this family (238)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5695376A (en) * | 1994-09-09 | 1997-12-09 | Kimberly-Clark Worldwide, Inc. | Thermoformable barrier nonwoven laminate |
| JPH1077566A (ja) * | 1996-07-11 | 1998-03-24 | Uni Charm Corp | 不織布およびその製造方法 |
| US5853628A (en) * | 1996-09-12 | 1998-12-29 | Kimberly-Clark Worldwide, Inc. | Method of forming nonwoven fabric having a pore size gradient |
| US6001751A (en) * | 1997-04-30 | 1999-12-14 | Mcneil-Ppc, Inc. | Nonwoven fabric of multi-length, multi-denier fibers and absorbent article formed therefrom |
| US5906879A (en) * | 1997-04-30 | 1999-05-25 | Kimberly-Clark Worldwide, Inc. | Ultra resilient three-dimensional nonwoven fiber material and process for producing the same |
| EP1314390B2 (en) † | 1997-05-23 | 2010-01-06 | The Procter & Gamble Company | Three-dimensional structures useful as cleaning sheets |
| US6165217A (en) * | 1997-10-02 | 2000-12-26 | Gore Enterprise Holdings, Inc. | Self-cohering, continuous filament non-woven webs |
| SE516777C2 (sv) * | 1997-12-03 | 2002-02-26 | Sca Hygiene Prod Ab | Absorberande alster med skikt av kontinuerliga fibrer |
| US6245401B1 (en) | 1999-03-12 | 2001-06-12 | Kimberly-Clark Worldwide, Inc. | Segmented conformable breathable films |
| US7300426B2 (en) | 1998-05-15 | 2007-11-27 | Kimberly-Clark Worldwide, Inc. | Adjustable scroll absorbent article and method |
| US6193703B1 (en) | 1998-05-15 | 2001-02-27 | Kimberly-Clark Worldwide, Inc. | Adjustable scroll absorbent article and method |
| GB9813529D0 (en) * | 1998-06-23 | 1998-08-19 | Courtaulds Plc | Nonwoven fabrics and their manufacture and use |
| WO2000020675A1 (en) * | 1998-10-01 | 2000-04-13 | Kimberly-Clark Worldwide, Inc. | Differential basis weight nonwoven webs |
| US6503233B1 (en) | 1998-10-02 | 2003-01-07 | Kimberly-Clark Worldwide, Inc. | Absorbent article having good body fit under dynamic conditions |
| US6673982B1 (en) | 1998-10-02 | 2004-01-06 | Kimberly-Clark Worldwide, Inc. | Absorbent article with center fill performance |
| US6562192B1 (en) | 1998-10-02 | 2003-05-13 | Kimberly-Clark Worldwide, Inc. | Absorbent articles with absorbent free-flowing particles and methods for producing the same |
| US6667424B1 (en) | 1998-10-02 | 2003-12-23 | Kimberly-Clark Worldwide, Inc. | Absorbent articles with nits and free-flowing particles |
| US6159318A (en) | 1998-10-21 | 2000-12-12 | Aaf International, Inc. | Method for forming fibrous filter media, filter units and product |
| US6315114B1 (en) | 1999-03-23 | 2001-11-13 | Kimberly-Clark Worldwide, Inc. | Durable high fluid release wipers |
| US6588080B1 (en) | 1999-04-30 | 2003-07-08 | Kimberly-Clark Worldwide, Inc. | Controlled loft and density nonwoven webs and method for producing |
| US6867156B1 (en) | 1999-04-30 | 2005-03-15 | Kimberly-Clark Worldwide, Inc. | Materials having z-direction fibers and folds and method for producing same |
| US6254653B1 (en) | 1999-10-08 | 2001-07-03 | Aaf International | Pleated fluid filter medium blend |
| US6491777B1 (en) * | 1999-12-07 | 2002-12-10 | Polymer Goup, Inc. | Method of making non-woven composite transfer layer |
| US6632504B1 (en) | 2000-03-17 | 2003-10-14 | Bba Nonwovens Simpsonville, Inc. | Multicomponent apertured nonwoven |
| US6635136B2 (en) | 2000-03-30 | 2003-10-21 | Kimberly-Clark Worldwide, Inc. | Method for producing materials having z-direction fibers and folds |
| DE10035679A1 (de) * | 2000-07-21 | 2002-01-31 | Inst Neue Mat Gemein Gmbh | Nanoskalige Korundpulver, daraus gefertigte Sinterkörper und Verfahren zu deren Herstellung |
| US6736916B2 (en) | 2000-12-20 | 2004-05-18 | Kimberly-Clark Worldwide, Inc. | Hydraulically arranged nonwoven webs and method of making same |
| US6946413B2 (en) * | 2000-12-29 | 2005-09-20 | Kimberly-Clark Worldwide, Inc. | Composite material with cloth-like feel |
| US20020132543A1 (en) * | 2001-01-03 | 2002-09-19 | Baer David J. | Stretchable composite sheet for adding softness and texture |
| US20020151234A1 (en) * | 2001-02-05 | 2002-10-17 | Ube Industries, Ltd. | Water-soluble polyimide precursor, aqueous polyimide precursor solution, polyimide, impregnated material with polyimide binder, and laminate |
| US6330735B1 (en) * | 2001-02-16 | 2001-12-18 | Kimberly-Clark Worldwide, Inc. | Apparatus and process for forming a laid fibrous web with enhanced basis weight capability |
| EP1240933A3 (en) * | 2001-03-13 | 2003-01-29 | Toyoda Boshoku Corporation | Production method and apparatus for filter, forming die for filter, forming assembly for forming filter, and filter |
| JP4670166B2 (ja) | 2001-03-21 | 2011-04-13 | トヨタ紡織株式会社 | フィルタの製造方法 |
| JP2002339221A (ja) * | 2001-03-13 | 2002-11-27 | Toyoda Spinning & Weaving Co Ltd | 立体不織布及びその製造方法 |
| US20030104745A1 (en) * | 2001-07-27 | 2003-06-05 | Polymer Group, Inc. | Imaged nonwoven fabrics in dusting applications |
| US7176150B2 (en) * | 2001-10-09 | 2007-02-13 | Kimberly-Clark Worldwide, Inc. | Internally tufted laminates |
| US20030114066A1 (en) * | 2001-12-13 | 2003-06-19 | Clark Darryl Franklin | Uniform distribution of absorbents in a thermoplastic web |
| US20030176135A1 (en) * | 2002-03-15 | 2003-09-18 | Wenstrup Dave E. | Method for producing a spun-bonded nonwoven web with improved abrasion resistance |
| US6720278B2 (en) * | 2002-03-15 | 2004-04-13 | Milliken & Company | Method for producing a spun-bonded nonwoven web with improved abrasion resistance |
| US20030203691A1 (en) * | 2002-04-30 | 2003-10-30 | Kimberly-Clark Worldwide, Inc. | Nonwoven materials having surface features |
| US20030203162A1 (en) * | 2002-04-30 | 2003-10-30 | Kimberly-Clark Worldwide, Inc. | Methods for making nonwoven materials on a surface having surface features and nonwoven materials having surface features |
| JP2005524780A (ja) * | 2002-05-02 | 2005-08-18 | ポリマー・グループ・インコーポレーテツド | 低下した表面閉塞を示す清掃用品 |
| US20030211802A1 (en) * | 2002-05-10 | 2003-11-13 | Kimberly-Clark Worldwide, Inc. | Three-dimensional coform nonwoven web |
| US20030219594A1 (en) * | 2002-05-23 | 2003-11-27 | Jian Qin | Meltblown absorbent fibers and composites and method for making the same |
| AR034469A1 (es) * | 2002-06-11 | 2004-02-25 | Freudenberg S A | Una capa de transferencia de fluidos liquidos y articulo absorbente que la incorpora. |
| US7144831B2 (en) * | 2002-07-26 | 2006-12-05 | Polymer Group, Inc. | Three-dimensional nonwoven substrate having sub-millimeter orifice structure |
| US20040045687A1 (en) * | 2002-09-11 | 2004-03-11 | Shannon Thomas Gerard | Method for using water insoluble chemical additives with pulp and products made by said method |
| US20040077247A1 (en) * | 2002-10-22 | 2004-04-22 | Schmidt Richard J. | Lofty spunbond nonwoven laminate |
| EP1424425A1 (de) * | 2002-11-27 | 2004-06-02 | Polyfelt Gesellschaft m.b.H. | Verfahren zur Herstellung von Geotextilien aus schmeltgesponnenen Fasern |
| US20040116023A1 (en) * | 2002-12-17 | 2004-06-17 | Lei Huang | Thermal wrap with elastic properties |
| US6875315B2 (en) * | 2002-12-19 | 2005-04-05 | Kimberly-Clark Worldwide, Inc. | Non-woven through air dryer and transfer fabrics for tissue making |
| US6878238B2 (en) * | 2002-12-19 | 2005-04-12 | Kimberly-Clark Worldwide, Inc. | Non-woven through air dryer and transfer fabrics for tissue making |
| US8877316B2 (en) * | 2002-12-20 | 2014-11-04 | The Procter & Gamble Company | Cloth-like personal care articles |
| KR100803015B1 (ko) | 2002-12-20 | 2008-02-14 | 더 프록터 앤드 갬블 캄파니 | 타래가 형성된 라미네이트 웨브 |
| US7507459B2 (en) | 2002-12-20 | 2009-03-24 | The Procter & Gamble Company | Compression resistant nonwovens |
| US7682686B2 (en) * | 2002-12-20 | 2010-03-23 | The Procter & Gamble Company | Tufted fibrous web |
| US7838099B2 (en) | 2002-12-20 | 2010-11-23 | The Procter & Gamble Company | Looped nonwoven web |
| US7553532B2 (en) | 2002-12-20 | 2009-06-30 | The Procter & Gamble Company | Tufted fibrous web |
| US7270861B2 (en) | 2002-12-20 | 2007-09-18 | The Procter & Gamble Company | Laminated structurally elastic-like film web substrate |
| ES2829812T3 (es) | 2002-12-20 | 2021-06-02 | Procter & Gamble | Banda laminada afelpada |
| US7732657B2 (en) | 2002-12-20 | 2010-06-08 | The Procter & Gamble Company | Absorbent article with lotion-containing topsheet |
| US6958103B2 (en) | 2002-12-23 | 2005-10-25 | Kimberly-Clark Worldwide, Inc. | Entangled fabrics containing staple fibers |
| US7022201B2 (en) | 2002-12-23 | 2006-04-04 | Kimberly-Clark Worldwide, Inc. | Entangled fabric wipers for oil and grease absorbency |
| US20040121121A1 (en) * | 2002-12-23 | 2004-06-24 | Kimberly -Clark Worldwide, Inc. | Entangled fabrics containing an apertured nonwoven web |
| US20040122396A1 (en) * | 2002-12-24 | 2004-06-24 | Maldonado Jose E. | Apertured, film-coated nonwoven material |
| US20040127878A1 (en) * | 2002-12-30 | 2004-07-01 | Olson Christopher Peter | Surround stretch absorbent garments |
| US7736350B2 (en) | 2002-12-30 | 2010-06-15 | Kimberly-Clark Worldwide, Inc. | Absorbent article with improved containment flaps |
| US20040127871A1 (en) * | 2002-12-31 | 2004-07-01 | Odorzynski Thomas W. | Secondary absorbent article |
| US7052580B2 (en) * | 2003-02-06 | 2006-05-30 | The Procter & Gamble Company | Unitary fibrous structure comprising cellulosic and synthetic fibers |
| US7067038B2 (en) | 2003-02-06 | 2006-06-27 | The Procter & Gamble Company | Process for making unitary fibrous structure comprising randomly distributed cellulosic fibers and non-randomly distributed synthetic fibers |
| CA2522200A1 (en) * | 2003-04-07 | 2004-10-28 | Polymer Group, Inc. | Dual sided nonwoven cleaning articles |
| WO2005007962A1 (en) * | 2003-07-11 | 2005-01-27 | Nonwovens Innovation & Research Institute Limited | Nonwoven spacer fabric |
| US8241543B2 (en) | 2003-08-07 | 2012-08-14 | The Procter & Gamble Company | Method and apparatus for making an apertured web |
| US7141142B2 (en) * | 2003-09-26 | 2006-11-28 | Kimberly-Clark Worldwide, Inc. | Method of making paper using reformable fabrics |
| WO2005040474A2 (en) * | 2003-10-22 | 2005-05-06 | Polymer Group, Inc. | Laminated knitted net and method for making the same |
| US7910195B2 (en) | 2003-12-16 | 2011-03-22 | The Procter & Gamble Company | Absorbent article with lotion-containing topsheet |
| DE10360845A1 (de) * | 2003-12-20 | 2005-07-21 | Corovin Gmbh | Weiches Vlies auf Basis von Polyethylen |
| US7194788B2 (en) | 2003-12-23 | 2007-03-27 | Kimberly-Clark Worldwide, Inc. | Soft and bulky composite fabrics |
| US7645353B2 (en) | 2003-12-23 | 2010-01-12 | Kimberly-Clark Worldwide, Inc. | Ultrasonically laminated multi-ply fabrics |
| US20050138749A1 (en) * | 2003-12-29 | 2005-06-30 | Keck Laura E. | Combination dry and absorbent floor mop/wipe |
| US7105716B2 (en) * | 2003-12-31 | 2006-09-12 | Kimberly-Clark Worldwide, Inc. | Absorbent articles |
| US7485071B2 (en) * | 2004-01-15 | 2009-02-03 | Richard Edwards | Fabric yoga straps |
| US20050192158A1 (en) * | 2004-01-15 | 2005-09-01 | Richard Edwards | Composite yoga mats |
| US20050241094A1 (en) * | 2004-04-30 | 2005-11-03 | 3M Innovative Properties Company | Applicator pad and related methods |
| US7578023B2 (en) * | 2004-04-30 | 2009-08-25 | 3M Innovative Properties Company | Applicator pad |
| US20050241745A1 (en) * | 2004-05-03 | 2005-11-03 | Vishal Bansal | Process for making fine spunbond filaments |
| EP1751337A4 (en) * | 2004-05-26 | 2008-04-30 | Polymer Group Inc | FIBER COVER |
| US20060069370A1 (en) * | 2004-09-30 | 2006-03-30 | Kimberly-Clark Worldwide, Inc. | Absorbent article having a liner with areas that prevent lotion and adhesive migration |
| US7669250B2 (en) * | 2004-10-14 | 2010-03-02 | Nike, Inc. | Article of apparel incorporating an embossed material |
| US20060105143A1 (en) * | 2004-10-22 | 2006-05-18 | Precision Fabrics Group, Inc. | Apertured film abrasive wipes |
| PL2308579T3 (pl) * | 2004-11-05 | 2016-06-30 | Donaldson Co Inc | Rozdzielacz do aerozolu |
| US8057567B2 (en) | 2004-11-05 | 2011-11-15 | Donaldson Company, Inc. | Filter medium and breather filter structure |
| US8021457B2 (en) | 2004-11-05 | 2011-09-20 | Donaldson Company, Inc. | Filter media and structure |
| US7208202B2 (en) * | 2004-11-18 | 2007-04-24 | Precision Fabrics Group, Inc. | Methods of finishing medical barrier fabrics |
| MX2007007217A (es) | 2004-12-17 | 2007-08-14 | Albany Int Corp | Elaboracion de patron sobre producto sms. |
| EP1845913B2 (en) * | 2004-12-29 | 2019-08-07 | SCA Hygiene Products AB | Absorbent article having improved properties of handling low-viscosity fecal materials |
| US20060141217A1 (en) * | 2004-12-29 | 2006-06-29 | Ellis Clifford J | Deep patterned nonwoven fabrics and method of making them |
| US20060169301A1 (en) * | 2005-01-28 | 2006-08-03 | Haskett Thomas E | Cleaning wipe with variable loft working surface |
| WO2006084282A2 (en) | 2005-02-04 | 2006-08-10 | Donaldson Company, Inc. | Aerosol separator |
| ATE442893T1 (de) | 2005-02-22 | 2009-10-15 | Donaldson Co Inc | Aerosolabscheider |
| US7356231B2 (en) * | 2005-02-28 | 2008-04-08 | 3M Innovative Properties Company | Composite polymer fibers |
| US7356229B2 (en) * | 2005-02-28 | 2008-04-08 | 3M Innovative Properties Company | Reflective polarizers containing polymer fibers |
| US20060202380A1 (en) * | 2005-03-11 | 2006-09-14 | Rachelle Bentley | Method of making absorbent core structures with undulations |
| US20060276095A1 (en) * | 2005-06-02 | 2006-12-07 | Nike, Inc. | Article of footwear of nonwoven material and method of manufacturing same |
| US20060283259A1 (en) * | 2005-06-21 | 2006-12-21 | Unger Marketing International, Llc | Method of grading microfiber cleaning cloths |
| US8336117B2 (en) | 2005-10-19 | 2012-12-25 | Nike, Inc. | Article of apparel with material elements having a reversible structure |
| US8034430B2 (en) | 2005-10-27 | 2011-10-11 | Kimberly-Clark Worldwide, Inc. | Nonwoven fabric and fastening system that include an auto-adhesive material |
| US7700178B2 (en) * | 2006-02-24 | 2010-04-20 | 3M Innovative Properties Company | Cleaning wipe with variable loft working surface |
| US7807591B2 (en) * | 2006-07-31 | 2010-10-05 | 3M Innovative Properties Company | Fibrous web comprising microfibers dispersed among bonded meltspun fibers |
| US9139940B2 (en) * | 2006-07-31 | 2015-09-22 | 3M Innovative Properties Company | Bonded nonwoven fibrous webs comprising softenable oriented semicrystalline polymeric fibers and apparatus and methods for preparing such webs |
| US9770058B2 (en) | 2006-07-17 | 2017-09-26 | 3M Innovative Properties Company | Flat-fold respirator with monocomponent filtration/stiffening monolayer |
| ES2396991T3 (es) * | 2006-07-20 | 2013-03-01 | Sca Hygiene Products Ab | Aparato y procedimiento de formación de núcleos absorbentes tendidos al aire |
| WO2008010753A1 (en) * | 2006-07-20 | 2008-01-24 | Sca Hygiene Products Ab | A mat-forming wheel |
| EP2043574B1 (en) * | 2006-07-20 | 2012-10-31 | SCA Hygiene Products AB | An apparatus and method for forming air-laid absorbent cores |
| WO2008010751A1 (en) * | 2006-07-20 | 2008-01-24 | Sca Hygiene Products Ab | An apparatus and method for forming air-laid absorbent cores |
| CN101652168A (zh) | 2007-02-22 | 2010-02-17 | 唐纳森公司 | 过滤元件及其方法 |
| EP2125149A2 (en) | 2007-02-23 | 2009-12-02 | Donaldson Company, Inc. | Formed filter element |
| US8502013B2 (en) | 2007-03-05 | 2013-08-06 | The Procter And Gamble Company | Disposable absorbent article |
| US7935207B2 (en) | 2007-03-05 | 2011-05-03 | Procter And Gamble Company | Absorbent core for disposable absorbent article |
| US8246898B2 (en) * | 2007-03-19 | 2012-08-21 | Conrad John H | Method and apparatus for enhanced fiber bundle dispersion with a divergent fiber draw unit |
| WO2009029251A1 (en) * | 2007-08-25 | 2009-03-05 | Nima Sharifi | Textured cleaning wipe for electronic devices |
| JP5197086B2 (ja) * | 2008-03-26 | 2013-05-15 | ユニ・チャーム株式会社 | 吸収体の積繊装置及び吸収体 |
| ITTO20080325A1 (it) * | 2008-04-30 | 2008-07-30 | Fameccanica Data Spa | "materiale laminare estendibile, in particolare per articoli igienico-sanitari, e relativo procedimento di fabbricazione" |
| US8673040B2 (en) | 2008-06-13 | 2014-03-18 | Donaldson Company, Inc. | Filter construction for use with air in-take for gas turbine and methods |
| CN102209813B (zh) * | 2008-09-11 | 2016-09-21 | 阿尔巴尼国际公司 | 用于面巾纸、纸巾及非织造物生产的可透性带 |
| BRPI0923681A2 (pt) | 2008-12-23 | 2016-01-19 | 3M Innovative Properties Co | "mantas fibrosas de fiação contínua dotadas de uma padrão e métodos de preparo e com o uso das mesmas". |
| TWI421586B (zh) | 2009-01-06 | 2014-01-01 | Au Optronics Corp | 背光模組與雙面液晶顯示裝置 |
| US9885154B2 (en) | 2009-01-28 | 2018-02-06 | Donaldson Company, Inc. | Fibrous media |
| US8158043B2 (en) | 2009-02-06 | 2012-04-17 | The Procter & Gamble Company | Method for making an apertured web |
| US8153226B2 (en) | 2009-03-31 | 2012-04-10 | The Procter & Gamble Company | Capped tufted laminate web |
| US20100312212A1 (en) * | 2009-06-03 | 2010-12-09 | Eric Bryan Bond | Fluid Permeable Structured Fibrous Web |
| US20100310837A1 (en) * | 2009-06-03 | 2010-12-09 | Eric Bryan Bond | Structured fibrous web |
| US20100310845A1 (en) * | 2009-06-03 | 2010-12-09 | Eric Bryan Bond | Fluid permeable structured fibrous web |
| US20100312208A1 (en) * | 2009-06-03 | 2010-12-09 | Eric Bryan Bond | Fluid Permeable Structured Fibrous Web |
| US8759606B2 (en) | 2009-06-03 | 2014-06-24 | The Procter & Gamble Company | Structured fibrous web |
| US20100310810A1 (en) * | 2009-06-03 | 2010-12-09 | Eric Bryan Bond | Structured Fibrous Web |
| US9486979B2 (en) * | 2009-06-24 | 2016-11-08 | Jnc Corporation | Nonwoven fabric with surface uneven structure, and product using same |
| US20110039468A1 (en) | 2009-08-12 | 2011-02-17 | Baldwin Jr Alfred Frank | Protective apparel having breathable film layer |
| US9260808B2 (en) | 2009-12-21 | 2016-02-16 | Kimberly-Clark Worldwide, Inc. | Flexible coform nonwoven web |
| US20110152808A1 (en) * | 2009-12-21 | 2011-06-23 | Jackson David M | Resilient absorbent coform nonwoven web |
| US20110162989A1 (en) | 2010-01-06 | 2011-07-07 | Ducker Paul M | Ultra thin laminate with particulates in dense packages |
| WO2011106205A2 (en) * | 2010-02-23 | 2011-09-01 | 3M Innovative Properties Company | Dimensionally stable nonwoven fibrous webs and methods of making and using the same |
| US20130108831A1 (en) * | 2010-07-07 | 2013-05-02 | 3M Innovative Properties Company | Patterned air-laid nonwoven electret fibrous webs and methods of making and using same |
| CN103025941B (zh) * | 2010-07-07 | 2016-08-10 | 3M创新有限公司 | 图案化的气纺非织造纤维网及其制备和使用方法 |
| US8426671B2 (en) | 2011-02-11 | 2013-04-23 | Polymer Group, Inc. | Liquid management layer for personal care absorbent articles |
| TW201240651A (en) * | 2011-04-01 | 2012-10-16 | zhen-zheng Huang | Manufacturing method of non-woven fabric thin-layer article |
| US8657596B2 (en) | 2011-04-26 | 2014-02-25 | The Procter & Gamble Company | Method and apparatus for deforming a web |
| US9925731B2 (en) | 2011-04-26 | 2018-03-27 | The Procter & Gamble Company | Corrugated and apertured web |
| US9242406B2 (en) | 2011-04-26 | 2016-01-26 | The Procter & Gamble Company | Apparatus and process for aperturing and stretching a web |
| US9724245B2 (en) | 2011-04-26 | 2017-08-08 | The Procter & Gamble Company | Formed web comprising chads |
| US8708687B2 (en) | 2011-04-26 | 2014-04-29 | The Procter & Gamble Company | Apparatus for making a micro-textured web |
| US9044353B2 (en) | 2011-04-26 | 2015-06-02 | The Procter & Gamble Company | Process for making a micro-textured web |
| CN103781956B (zh) * | 2011-06-30 | 2016-09-28 | 3M创新有限公司 | 非织造驻极体纤维网及其制备方法 |
| JP2013043029A (ja) * | 2011-08-26 | 2013-03-04 | Kao Corp | 吸収体の製造方法 |
| DE102011113672A1 (de) * | 2011-09-20 | 2013-03-21 | Trützschler Nonwovens Gmbh | Verfahren und Vorrichtung zum Perforieren eines Vlieses mittels hydrodynamischer Vernadelung |
| CN102454047A (zh) * | 2011-09-26 | 2012-05-16 | 广州市三泰汽车内饰材料有限公司 | 一种熔喷无纺布的生产工艺 |
| JP5498474B2 (ja) * | 2011-12-14 | 2014-05-21 | 花王株式会社 | 積層不織布の製造方法 |
| US9175428B2 (en) | 2012-04-30 | 2015-11-03 | Chen-Cheng Huang | Method of making a double-sided embossed non-woven fabric |
| CN102717582B (zh) * | 2012-05-08 | 2016-05-11 | 黄振正 | 双面压纹不织布的制造方法 |
| US20130309439A1 (en) | 2012-05-21 | 2013-11-21 | Kimberly-Clark Worldwide, Inc. | Fibrous Nonwoven Web with Uniform, Directionally-Oriented Projections and a Process and Apparatus for Making the Same |
| US9303340B2 (en) * | 2012-07-09 | 2016-04-05 | Americo Manufacturing Co., Inc. | Process for creating a variable density, high loft, non-woven web structure |
| US9259075B2 (en) | 2012-10-05 | 2016-02-16 | Kimberly-Clark Worldwide, Inc. | Personal care cleaning article |
| US10070999B2 (en) | 2012-10-31 | 2018-09-11 | Kimberly-Clark Worldwide, Inc. | Absorbent article |
| US9480608B2 (en) | 2012-10-31 | 2016-11-01 | Kimberly-Clark Worldwide, Inc. | Absorbent article with a fluid-entangled body facing material including a plurality of hollow projections |
| US9474660B2 (en) | 2012-10-31 | 2016-10-25 | Kimberly-Clark Worldwide, Inc. | Absorbent article with a fluid-entangled body facing material including a plurality of hollow projections |
| US9480609B2 (en) | 2012-10-31 | 2016-11-01 | Kimberly-Clark Worldwide, Inc. | Absorbent article with a fluid-entangled body facing material including a plurality of hollow projections |
| US9327473B2 (en) | 2012-10-31 | 2016-05-03 | Kimberly-Clark Worldwide, Inc. | Fluid-entangled laminate webs having hollow projections and a process and apparatus for making the same |
| US9668530B2 (en) | 2013-01-30 | 2017-06-06 | Stephen D. Miller | Resilient prominence fabric and articles made therefrom |
| US9861533B2 (en) * | 2013-05-08 | 2018-01-09 | The Procter & Gamble Company | Apertured nonwoven materials and methods for forming the same |
| US10030322B2 (en) | 2013-07-15 | 2018-07-24 | Hills, Inc. | Method of forming a continuous filament spun-laid web |
| US9744083B2 (en) * | 2013-10-04 | 2017-08-29 | Kimberly-Clark Worldwide, Inc. | Apertured outer cover for absorbent articles |
| TWI616313B (zh) * | 2014-04-18 | 2018-03-01 | Huang Zhen Zheng | Forming system for producing breathable film and finished product thereof |
| US20160168774A1 (en) * | 2014-12-16 | 2016-06-16 | Nike, Inc. | Nonwoven Material, Method Of Making Same, And Articles Incorporating The Nonwoven Material |
| EP3247319B1 (en) * | 2015-01-23 | 2022-12-14 | Kimberly-Clark Worldwide, Inc. | Bridged absorbent structure |
| WO2017023658A1 (en) * | 2015-07-31 | 2017-02-09 | The Procter & Gamble Company | Shaped nonwoven |
| EP3328337B1 (en) | 2015-07-31 | 2022-08-17 | The Procter & Gamble Company | Package of absorbent articles utilizing a shaped nonwoven |
| US10858768B2 (en) | 2015-07-31 | 2020-12-08 | The Procter & Gamble Company | Shaped nonwoven |
| CA2991934C (en) * | 2015-07-31 | 2020-01-07 | The Procter & Gamble Company | Forming belt for shaped nonwoven |
| CN106609418A (zh) * | 2015-10-20 | 2017-05-03 | 天津工业大学 | 一种连续稳定向熔喷非织造布嵌入粒子的方法 |
| BR112018008633B1 (pt) | 2015-11-03 | 2022-11-29 | Kimberly-Clark Worldwide, Inc | Espuma compósita absorvente, laminado multicamadas, produto de limpeza embalado e artigo absorvente de cuidado pessoal |
| BR112018007748B1 (pt) | 2015-11-03 | 2022-07-26 | Kimberly-Clark Worldwide, Inc. | Produto de tecido de papel, produto de limpeza, e, artigo absorvente de cuidado pessoal |
| RU2716909C2 (ru) * | 2015-12-17 | 2020-03-17 | Дзе Проктер Энд Гэмбл Компани | Формованный нетканый материал |
| JP6395700B2 (ja) * | 2015-12-28 | 2018-09-26 | ユニ・チャーム株式会社 | 吸収性物品用の不織布、及び当該不織布の製造方法 |
| AU2016401213B2 (en) | 2016-03-31 | 2021-09-23 | Kimberly-Clark Worldwide, Inc. | Absorbent cores and methods for forming absorbent cores |
| US11135097B2 (en) | 2016-03-31 | 2021-10-05 | Kimberly-Clark Wordwide, Inc. | Absorbent cores and methods for forming absorbent cores |
| US10918529B2 (en) | 2016-03-31 | 2021-02-16 | Kimberly-Clark Worldwide, Inc. | Absorbent cores and methods for forming absorbent cores |
| AU2016401205B2 (en) | 2016-03-31 | 2022-05-12 | Kimberly-Clark Worldwide, Inc. | Absorbent cores and methods for forming absorbent cores |
| SI3239378T1 (sl) * | 2016-04-29 | 2019-06-28 | Reifenhaeuser Gmbh & Co. Kg Maschinenfabrik | Naprava in postopek za izdelavo kopren iz brezkončnih filamentov |
| CZ307035B6 (cs) | 2016-05-02 | 2017-11-29 | Pegas Nonwovens S.R.O. | Netkaná textilie obsahující tepelně pojitelná vlákna a pojicí vtisky |
| US10590577B2 (en) * | 2016-08-02 | 2020-03-17 | Fitesa Germany Gmbh | System and process for preparing polylactic acid nonwoven fabrics |
| US11441251B2 (en) | 2016-08-16 | 2022-09-13 | Fitesa Germany Gmbh | Nonwoven fabrics comprising polylactic acid having improved strength and toughness |
| CN106344275A (zh) * | 2016-09-23 | 2017-01-25 | 潘儒愿 | 一次性卫生用品透液性面层的成型方法 |
| KR102407405B1 (ko) * | 2016-09-30 | 2022-06-10 | 킴벌리-클라크 월드와이드, 인크. | 비평면 부직포 직물 및 그 제조 방법 |
| DE102016223571B4 (de) | 2016-11-28 | 2020-08-13 | Adidas Ag | Herstellung von Vliesstoffen einschließlich einer Komponente |
| US10888471B2 (en) * | 2016-12-15 | 2021-01-12 | The Procter & Gamble Company | Shaped nonwoven |
| US10973699B2 (en) | 2016-12-20 | 2021-04-13 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates with elastic strands unwound from beams |
| GB2571896B (en) * | 2017-01-31 | 2023-02-01 | Procter & Gamble | Shaped nonwoven fabrics and articles including the same |
| CN110198693A (zh) | 2017-01-31 | 2019-09-03 | 宝洁公司 | 成型非织造布 |
| WO2018144296A1 (en) | 2017-01-31 | 2018-08-09 | The Procter & Gamble Company | Shaped nonwoven |
| KR102119072B1 (ko) | 2017-02-28 | 2020-06-05 | 킴벌리-클라크 월드와이드, 인크. | 중공형 돌출부들 및 개구들을 구비한 유체-엉킴된 적층체 웹을 제조하는 공정 |
| CN106917193A (zh) * | 2017-03-28 | 2017-07-04 | 吴江市昌华纺织厂 | 用于生产三组份复合无纺布的设备 |
| GB2575745B (en) | 2017-03-30 | 2022-09-14 | Kimberly Clark Co | Incorporation of apertured area into an absorbent article |
| CN110799161B (zh) | 2017-06-30 | 2022-08-26 | 宝洁公司 | 成型非织造布 |
| WO2019005910A1 (en) | 2017-06-30 | 2019-01-03 | The Procter & Gamble Company | METHOD FOR MANUFACTURING NON-WOVEN FABRIC |
| EP3644915A2 (en) * | 2017-06-30 | 2020-05-06 | T J Smith & Nephew Limited | Spacer layer for use in a wound dressing |
| EP3425099A1 (de) * | 2017-07-03 | 2019-01-09 | Axel Nickel | Meltblown-vliesstoff mit verbesserter stapelbarkeit und lagerbarkeit |
| WO2019028052A1 (en) | 2017-07-31 | 2019-02-07 | Kimberly-Clark Worldwide, Inc. | BELT OF MANUFACTURE OF LAMINATED PAPER |
| US11147718B2 (en) | 2017-09-01 | 2021-10-19 | The Procter & Gamble Company | Beamed elastomeric laminate structure, fit, and texture |
| US11925537B2 (en) | 2017-09-01 | 2024-03-12 | The Procter & Gamble Company | Beamed elastomeric laminate structure, fit, and texture |
| EP3675785B1 (en) | 2017-09-01 | 2021-11-10 | The Procter & Gamble Company | Methods and apparatuses for making elastomeric laminates |
| US11547613B2 (en) | 2017-12-05 | 2023-01-10 | The Procter & Gamble Company | Stretch laminate with beamed elastics and formed nonwoven layer |
| TWI695102B (zh) * | 2017-12-20 | 2020-06-01 | 財團法人紡織產業綜合研究所 | 不織布結構與其製作方法 |
| CN107858760B (zh) * | 2017-12-25 | 2023-08-08 | 青岛祥润信息技术有限公司 | 一种服装用功能性纤维的生产方法及其生产设备 |
| US10765565B2 (en) | 2018-01-25 | 2020-09-08 | The Procter & Gamble Company | Method for manufacturing topsheets for absorbent articles |
| US10792199B2 (en) | 2018-02-23 | 2020-10-06 | The Procter & Gamble Company | Substrates and laminates for absorbent articles |
| RU2755611C1 (ru) | 2018-06-12 | 2021-09-17 | Дзе Проктер Энд Гэмбл Компани | Абсорбирующие изделия, содержащие формованные мягкие и текстурные нетканые материалы |
| MX2021000980A (es) | 2018-07-25 | 2021-04-12 | Kimberly Clark Co | Proceso para fabricar no tejidos tridimensionales colocados en espuma. |
| WO2020041534A1 (en) | 2018-08-22 | 2020-02-27 | The Procter & Gamble Company | Disposable absorbent article |
| JP2022500221A (ja) | 2018-09-27 | 2022-01-04 | ザ プロクター アンド ギャンブル カンパニーThe Procter & Gamble Company | 衣類様の吸収性物品 |
| AU2019357524A1 (en) * | 2018-10-09 | 2021-06-03 | M-Techx Inc. | Nanofiber production apparatus and nanofiber production method |
| CZ2018647A3 (cs) * | 2018-11-23 | 2020-06-03 | Reifenhäuser GmbH & Co. KG Maschinenfabrik | Objemná netkaná textilie se zvýšenou stlačitelností a zlepšenou schopností regenerace |
| EP3887583A1 (en) * | 2018-11-30 | 2021-10-06 | The Procter & Gamble Company | Methods for through-fluid bonding nonwoven webs |
| WO2020107422A1 (en) | 2018-11-30 | 2020-06-04 | The Procter & Gamble Company | Methods of creating soft and lofty nonwoven webs |
| GB2594400B (en) * | 2018-11-30 | 2023-07-05 | Kimberly Clark Co | Three-dimensional nonwoven materials and methods of manufacturing thereof |
| EP4074874B1 (en) | 2018-11-30 | 2024-01-03 | The Procter & Gamble Company | Methods for producing through-fluid bonded nonwoven webs |
| GB2596718A (en) | 2019-03-18 | 2022-01-05 | Procter & Gamble | Shaped nonwovens that exhibit high visual resolution |
| USD923944S1 (en) * | 2019-03-20 | 2021-07-06 | The North Face Apparel Corp. | Baffled material for apparel |
| EP3986352A1 (en) * | 2019-06-19 | 2022-04-27 | The Procter & Gamble Company | Absorbent article with function-formed topsheet, and method for manufacturing |
| US11819393B2 (en) | 2019-06-19 | 2023-11-21 | The Procter & Gamble Company | Absorbent article with function-formed topsheet, and method for manufacturing |
| WO2020256714A1 (en) * | 2019-06-19 | 2020-12-24 | The Procter & Gamble Company | Absorbent article with function-formed topsheet, and method for manufacturing |
| EP3771763B1 (de) * | 2019-07-30 | 2021-12-15 | Reifenhäuser GmbH & Co. KG Maschinenfabrik | Vorrichtung und verfahren zur herstellung eines vliesstoffes aus gekräuselten fasern |
| DK3771761T3 (da) * | 2019-07-30 | 2021-07-26 | Reifenhaeuser Masch | Spunbond-vliesstof af endeløse filamenter og indretning til produktion af spunbond-vliesstoffet |
| EP3771764B1 (de) * | 2019-07-30 | 2022-02-09 | Reifenhäuser GmbH & Co. KG Maschinenfabrik | Vorrichtung und verfahren zur herstellung eines vliesstoffes |
| TW202136610A (zh) * | 2019-12-17 | 2021-10-01 | 奧地利商蘭仁股份有限公司 | 製造紡黏非織物的方法 |
| CN112914836B (zh) * | 2021-03-29 | 2024-01-26 | 上海智联精工机械有限公司 | 用于形成一次性卫生用品芯体的装置及方法 |
| JPWO2022259551A1 (zh) * | 2021-06-11 | 2022-12-15 | ||
| CN114262990B (zh) * | 2021-12-28 | 2022-11-22 | 郑州纺机自控设备股份有限公司 | 一种水刺非织造布成套设备 |
| WO2023229570A1 (en) * | 2022-05-23 | 2023-11-30 | Kimberly-Clark Worldwide, Inc. | A lofty nonwoven fabric |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3595731A (en) * | 1963-02-05 | 1971-07-27 | British Nylon Spinners Ltd | Bonded non-woven fibrous materials |
| US4741941A (en) * | 1985-11-04 | 1988-05-03 | Kimberly-Clark Corporation | Nonwoven web with projections |
| US4997611A (en) * | 1987-08-22 | 1991-03-05 | Carl Freudenberg | Process for the production of nonwoven webs including a drawing step and a separate blowing step |
Family Cites Families (55)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA803714A (en) * | 1969-01-14 | Harmon Carlyle | Continuous filament fabric | |
| BE527064A (zh) * | 1950-03-23 | 1900-01-01 | ||
| US2940133A (en) * | 1950-04-14 | 1960-06-14 | Weyerhaeuser Co | Continuous deposition of dry felted structures |
| US2986780A (en) * | 1954-04-07 | 1961-06-06 | Kimberly Clark Co | Method and apparatus for forming patterned webs |
| US3338992A (en) * | 1959-12-15 | 1967-08-29 | Du Pont | Process for forming non-woven filamentary structures from fiber-forming synthetic organic polymers |
| DE1560701C3 (de) * | 1961-03-02 | 1973-11-15 | Johnson & Johnson, New Brunswick, N.J. (V.St.A.) | Vorrichtung zur Herstellung eines ungewebten Faserstoffes |
| US3502763A (en) * | 1962-02-03 | 1970-03-24 | Freudenberg Carl Kg | Process of producing non-woven fabric fleece |
| NL295177A (zh) * | 1963-11-29 | |||
| GB1088931A (en) * | 1964-01-10 | 1967-10-25 | Ici Ltd | Continuous filament nonwoven materials |
| US3502538A (en) * | 1964-08-17 | 1970-03-24 | Du Pont | Bonded nonwoven sheets with a defined distribution of bond strengths |
| US3341394A (en) * | 1966-12-21 | 1967-09-12 | Du Pont | Sheets of randomly distributed continuous filaments |
| SE349943B (zh) * | 1967-03-15 | 1972-10-16 | Minnesota Mining & Mfg | |
| US3542615A (en) * | 1967-06-16 | 1970-11-24 | Monsanto Co | Process for producing a nylon non-woven fabric |
| US3837988A (en) * | 1967-10-19 | 1974-09-24 | Minnesota Mining & Mfg | Composite mat |
| US3595245A (en) * | 1968-08-14 | 1971-07-27 | Exxon Research Engineering Co | Cigarette filter from polypropylene fibers |
| US3686049A (en) * | 1969-07-03 | 1972-08-22 | Minnesota Mining & Mfg | Method of making coiled filament mat |
| US3676242A (en) * | 1969-08-13 | 1972-07-11 | Exxon Research Engineering Co | Method of making a nonwoven polymer laminate |
| DE2048006B2 (de) * | 1969-10-01 | 1980-10-30 | Asahi Kasei Kogyo K.K., Osaka (Japan) | Verfahren und Vorrichtung zur Herstellung einer breiten Vliesbahn |
| DE1950669C3 (de) * | 1969-10-08 | 1982-05-13 | Metallgesellschaft Ag, 6000 Frankfurt | Verfahren zur Vliesherstellung |
| US3704198A (en) * | 1969-10-09 | 1972-11-28 | Exxon Research Engineering Co | Nonwoven polypropylene mats of increased strip tensile strength |
| US3715251A (en) * | 1969-10-09 | 1973-02-06 | Exxon Research Engineering Co | Laminated non-woven sheet |
| US3769659A (en) * | 1970-03-24 | 1973-11-06 | Johnson & Johnson | Method and apparatus (continuous imperforate portions on backing means of open sandwich) |
| US3750236A (en) * | 1970-03-24 | 1973-08-07 | Johnson & Johnson | Method and apparatus (discontinuous imperforate portions on backing means of open sandwich) |
| GB1453447A (en) * | 1972-09-06 | 1976-10-20 | Kimberly Clark Co | Nonwoven thermoplastic fabric |
| US4189338A (en) * | 1972-11-25 | 1980-02-19 | Chisso Corporation | Method of forming autogenously bonded non-woven fabric comprising bi-component fibers |
| US3909009A (en) * | 1974-01-28 | 1975-09-30 | Astatic Corp | Tone arm and phonograph pickup assemblies |
| US4100324A (en) * | 1974-03-26 | 1978-07-11 | Kimberly-Clark Corporation | Nonwoven fabric and method of producing same |
| US4103058A (en) * | 1974-09-20 | 1978-07-25 | Minnesota Mining And Manufacturing Company | Pillowed web of blown microfibers |
| US4042740A (en) * | 1974-09-20 | 1977-08-16 | Minnesota Mining And Manufacturing Company | Reinforced pillowed microfiber webs |
| DE2530499C3 (de) * | 1975-07-09 | 1978-05-24 | Akzo Gmbh, 5600 Wuppertal | Mattenbahn und Verfahren zu ihrer Herstellung |
| CA1073648A (en) * | 1976-08-02 | 1980-03-18 | Edward R. Hauser | Web of blended microfibers and crimped bulking fibers |
| US4280860A (en) * | 1979-11-02 | 1981-07-28 | Monsanto Company | Process for manufacturing nonwoven fabrics composed of crimped filaments |
| US4425126A (en) * | 1979-12-28 | 1984-01-10 | Johnson & Johnson Baby Products Company | Fibrous material and method of making the same using thermoplastic synthetic wood pulp fibers |
| US4340563A (en) * | 1980-05-05 | 1982-07-20 | Kimberly-Clark Corporation | Method for forming nonwoven webs |
| US4592943A (en) * | 1982-09-30 | 1986-06-03 | Chicopee | Open mesh belt bonded fabric |
| US4488928A (en) * | 1983-05-16 | 1984-12-18 | Kimberly-Clark Corporation | Method and apparatus for forming soft, bulky absorbent webs and resulting product |
| US4547420A (en) * | 1983-10-11 | 1985-10-15 | Minnesota Mining And Manufacturing Company | Bicomponent fibers and webs made therefrom |
| US4595629A (en) * | 1984-03-09 | 1986-06-17 | Chicopee | Water impervious materials |
| US4756786A (en) * | 1984-03-09 | 1988-07-12 | Chicopee | Process for preparing a microfine fiber laminate |
| US4684570A (en) * | 1984-03-09 | 1987-08-04 | Chicopee | Microfine fiber laminate |
| US4555811A (en) * | 1984-06-13 | 1985-12-03 | Chicopee | Extensible microfine fiber laminate |
| US4588630A (en) * | 1984-06-13 | 1986-05-13 | Chicopee | Apertured fusible fabrics |
| US4551378A (en) * | 1984-07-11 | 1985-11-05 | Minnesota Mining And Manufacturing Company | Nonwoven thermal insulating stretch fabric and method for producing same |
| GB8512206D0 (en) * | 1985-05-14 | 1985-06-19 | Kimberly Clark Ltd | Non-woven material |
| US4869855A (en) * | 1986-05-02 | 1989-09-26 | Allied Signal Inc. | Method of manufacturing molded articles |
| US4681801A (en) * | 1986-08-22 | 1987-07-21 | Minnesota Mining And Manufacturing Company | Durable melt-blown fibrous sheet material |
| US4883707A (en) * | 1988-04-21 | 1989-11-28 | James River Corporation | High loft nonwoven fabric |
| US5143779A (en) * | 1988-12-23 | 1992-09-01 | Fiberweb North America, Inc. | Rebulkable nonwoven fabric |
| DE69007566T2 (de) * | 1989-07-18 | 1994-06-30 | Mitsui Petrochemical Ind | Nichtgewebter Stoff und Verfahren zu seiner Herstellung. |
| US5242632A (en) * | 1989-07-18 | 1993-09-07 | Mitsui Petrochemical Industries, Ltd. | Nonwoven fabric and a method of manufacturing the same |
| US5057361A (en) * | 1989-11-17 | 1991-10-15 | Kimberly-Clark Corporation | Wettable polymeric fabrics |
| US5098764A (en) * | 1990-03-12 | 1992-03-24 | Chicopee | Non-woven fabric and method and apparatus for making the same |
| US5200246A (en) * | 1991-03-20 | 1993-04-06 | Tuff Spun Fabrics, Inc. | Composite fabrics comprising continuous filaments locked in place by intermingled melt blown fibers and methods and apparatus for making |
| US5470639A (en) * | 1992-02-03 | 1995-11-28 | Fiberweb North America, Inc. | Elastic nonwoven webs and method of making same |
| FI95154C (fi) * | 1992-03-09 | 1995-12-27 | Roctex Oy Ab | Menetelmä mineraalikuituja ja sideainetta sisältävän mattomaisen tuotteen valmistamiseksi |
-
1993
- 1993-08-27 CA CA002105026A patent/CA2105026C/en not_active Expired - Lifetime
-
1994
- 1994-04-18 TW TW083103409A patent/TW252950B/zh not_active IP Right Cessation
- 1994-04-19 WO PCT/US1994/004312 patent/WO1994025658A1/en active IP Right Grant
- 1994-04-19 AU AU67084/94A patent/AU690115B2/en not_active Expired
- 1994-04-19 ES ES94914843T patent/ES2131194T3/es not_active Expired - Lifetime
- 1994-04-19 EP EP94914843A patent/EP0696333B1/en not_active Expired - Lifetime
- 1994-04-19 JP JP52436394A patent/JP3416701B2/ja not_active Expired - Fee Related
- 1994-04-19 CN CN94191956A patent/CN1059939C/zh not_active Expired - Lifetime
- 1994-04-19 KR KR1019950704742A patent/KR100322360B1/ko not_active IP Right Cessation
- 1994-04-19 DE DE69417025T patent/DE69417025T2/de not_active Expired - Lifetime
- 1994-04-27 FR FR9405082A patent/FR2704564A1/fr active Granted
-
1995
- 1995-05-05 US US08/435,239 patent/US5575874A/en not_active Expired - Lifetime
- 1995-05-22 US US08/447,340 patent/US5643653A/en not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3595731A (en) * | 1963-02-05 | 1971-07-27 | British Nylon Spinners Ltd | Bonded non-woven fibrous materials |
| US4741941A (en) * | 1985-11-04 | 1988-05-03 | Kimberly-Clark Corporation | Nonwoven web with projections |
| US4997611A (en) * | 1987-08-22 | 1991-03-05 | Carl Freudenberg | Process for the production of nonwoven webs including a drawing step and a separate blowing step |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102002817A (zh) * | 2010-11-22 | 2011-04-06 | 山东俊富非织造材料有限公司 | 一种打孔纺粘非织造材料及其制造方法 |
| CN112218607A (zh) * | 2018-06-19 | 2021-01-12 | 宝洁公司 | 具有功能成形的顶片的吸收制品及制造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2131194T3 (es) | 1999-07-16 |
| KR100322360B1 (ko) | 2002-06-20 |
| CN1122150A (zh) | 1996-05-08 |
| DE69417025T2 (de) | 1999-07-01 |
| CA2105026A1 (en) | 1994-10-30 |
| EP0696333B1 (en) | 1999-03-10 |
| US5575874A (en) | 1996-11-19 |
| WO1994025658A1 (en) | 1994-11-10 |
| FR2704564B1 (zh) | 1997-02-21 |
| AU690115B2 (en) | 1998-04-23 |
| EP0696333A1 (en) | 1996-02-14 |
| AU6708494A (en) | 1994-11-21 |
| CA2105026C (en) | 2003-12-16 |
| DE69417025D1 (de) | 1999-04-15 |
| TW252950B (zh) | 1995-08-01 |
| KR960702028A (ko) | 1996-03-28 |
| FR2704564A1 (fr) | 1994-11-04 |
| JP3416701B2 (ja) | 2003-06-16 |
| US5643653A (en) | 1997-07-01 |
| JPH08509786A (ja) | 1996-10-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1059939C (zh) | 成型的非织造织物和它的加工方法及其用途 | |
| CN1054410C (zh) | 多组分聚合物丝条制成的非织造布及其用途 | |
| CN1079850C (zh) | 含有丁烯聚合物的多组分聚合物纤维和由此制得的非织造纺织物和用品 | |
| CN1161506C (zh) | 卷曲的多组分长丝以及由该长丝制成的纺粘织物 | |
| CN1097112C (zh) | 未粘合图案花纹的非织造物及其制造方法和机械扣接系统及一次性吸收用品 | |
| KR100260566B1 (ko) | 프로필렌 중합체 조성물을 함유하는 중합체 스트랜드 및 그로부터 제조된 부직포 및 물품 | |
| CN1079453C (zh) | 非织造布及其吸收制品 | |
| CN1130173C (zh) | 具改善液流定向性、舒适和合身的吸收性物件 | |
| EP0586924A1 (en) | Nonwoven multicomponent polymeric fabric and method for making same | |
| CN1207667A (zh) | 用于机械扣接系统的起绉非织造层压环圈扣接材料 | |
| CN1914365A (zh) | 聚乙烯基软质非织造织物 | |
| JPH08508553A (ja) | パターン化し、エンボス加工した不織布、クロス−状液体遮断性材料およびその製法 | |
| CN1348516A (zh) | 含有微粒的熔喷纤维网 | |
| MXPA05001752A (es) | Materiales no tejidos capaces de estirarse con controlada fuerza de retraccion y metodos para hacer los mismos. | |
| CN1056805A (zh) | 无纺过滤器及其制造方法 | |
| CN1681462A (zh) | 非织造毛圈材料以及有关方法和产品 | |
| CN1961108A (zh) | 制备弹性非织造纤网的方法 | |
| CN1867287A (zh) | 一次性清洁工具 | |
| CN1269632C (zh) | 可拉伸的复合片材和制造方法 | |
| CN1889907A (zh) | 阴唇间垫 | |
| JP3456531B2 (ja) | スパンボンド不織布、その製造方法及びこれを用いた吸収性物品 | |
| CN1223700A (zh) | 长纤维无纺布以及用它做的吸收性物品 | |
| CN112251826A (zh) | 不规则形状的聚合物纤维 | |
| JPH02229252A (ja) | 衛生用品の表面材及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C53 | Correction of patent for invention or patent application | ||
| CB02 | Change of applicant information |
Address after: Wisconsin Applicant after: Kimberly-Clark Worldwide, Inc. Address before: Wisconsin Applicant before: Kimberly-clark Corp. |
|
| COR | Change of bibliographic data |
Free format text: CORRECT: APPLICANT; FROM: KIMBERLY-CLARK CORPORATION TO: KIMBERLY-CLARK WORLDWIDE INC. |
|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CX01 | Expiry of patent term |
Expiration termination date: 20140419 Granted publication date: 20001227 |