CN1066996C - 用于磨料制品的防填塞组分 - Google Patents
用于磨料制品的防填塞组分 Download PDFInfo
- Publication number
- CN1066996C CN1066996C CN97195511A CN97195511A CN1066996C CN 1066996 C CN1066996 C CN 1066996C CN 97195511 A CN97195511 A CN 97195511A CN 97195511 A CN97195511 A CN 97195511A CN 1066996 C CN1066996 C CN 1066996C
- Authority
- CN
- China
- Prior art keywords
- alkyl
- fluorine
- coating
- abrasive
- adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/20—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially organic
- B24D3/28—Resins or natural or synthetic macromolecular compounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/34—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents characterised by additives enhancing special physical properties, e.g. wear resistance, electric conductivity, self-cleaning properties
Abstract
一种磨料制品,如涂覆的,粘结的或非织造的磨料制品,它包括粘合剂,许多磨粒和在所述磨料制品外表面涂层中的防填塞组分。
Description
发明的背景
发明的领域
本发明涉及包括粘合剂、磨粒和含有防填塞组分的外表面涂层的磨料制品。
现有技术的描述
现已存在各种磨料制品。例如,它们通常包括粘结在一起的磨粒的粘结磨料制品,磨粒粘结在背衬上的涂覆磨料制品,或者磨粒粘结在三维非织造基材上或基材中的非织造磨料制品。各种磨料制品也可以有各种形态。例如,涂覆磨料制品可包括第一层(也称为构造涂层(make coat)),该层上或该层中粘结有许多磨粒,以及第二层(也称为上胶涂层)。在某些情况下,在所述上胶层上可施涂第三层(也称为超级上胶层)。或者,涂覆磨料制品可以是一种研磨抛光的涂覆的磨料,它包括粘结在背衬上的磨料涂层(也称为磨料层),所述磨料涂层包括分散在粘合剂中的许多磨粒。另外,涂覆的磨料制品可以是结构磨料,它包括许多粘结在背衬上的精确成形的磨料复合物。在这种情况下,所述磨料复合物包括许多磨粒。
磨料制品用于研磨由例如木材、塑料、玻璃纤维或软金属合金制成的各种基材或工件,或者用于研磨各种具有搪瓷层或油漆层的基材或工件。通常,这些磨粒之间具有某种程度的空隙。在研磨过程中,从基片或工件上磨下的物质(也称为碎屑)会填入磨粒之间的空隙中。碎屑填入磨粒之间的空隙并随后积聚被称为填塞。填塞关系重大,因为它会降低磨料制品的寿命,使磨料制品的切削速率下降(因此研磨时需要更大的力)。另外,填塞存在指数问题,一旦碎屑填入磨粒之间的空隙中,对于随后的填塞初始的碎屑会起“种子”或“核”的作用。
磨料工业已探寻防填塞材料用于磨料制品。已投入使用的防填塞材料包括脂肪酸金属盐、脲醛树脂、蜡、矿物油、交联的硅烷、交联的硅氧烷和含氟化合物。较好的物质是硬脂酸锌和硬脂酸钙。硬脂酸金属盐成功地作为防填塞剂的一种理论是在研磨过程中硬脂酸金属盐涂层会变成粉末从涂覆磨料表面上掉落,从而造成碎屑也成粉末从表面上掉落,从而减少了填塞量。
防止填塞的硬脂酸盐涂层在磨料工业上已使用了数十年。通常使用一种粘合剂与硬脂酸盐一起将涂层施涂至磨料表面并保留之。这些年来通过使用高熔点的硬脂酸盐(硬脂酸钙或锂),和通过混入添加剂(如含氟化合物)以增加防填塞性能而进行了一些细小的改进。
解决填塞问题的具体尝试可参见美国专利2,768,886(Twombly);2,893,854(Rinker等)和3,619,150(Rinker等)。美国专利2,768,886公开了一种带有微小的固体颗粒涂层的磨料制品,所述颗粒主要由硬脂酸盐或棕榈酸盐组成。美国专利2,893,854公开了一种涂覆有连续的树脂膜的磨料制品,所述连续膜中均匀地分散有非水溶性饱和脂肪酸金属皂的微小固体颗粒,所述脂肪酸具有16-18个碳原子。美国专利3,619,150公开了一种有非填塞涂层的涂覆磨料制品,所述涂层包括热固性树脂与热塑性树脂或弹性体树脂和水可分散的金属皂的混合的树脂组合物,特别是分散在整个树脂组合物中的非水溶性C16-C18饱和脂肪酸金属皂。
美国专利4,609,380(Barnett)公开了一种具有粘合剂体系的磨轮,所述粘合剂体系包括粘合剂和减少污斑(amear-reducing)的相容聚合物以及常规的润滑剂(包括硬脂酸金属盐,如硬脂酸锂)。
美国专利4,784,671(Elbel)公开了一种改进多孔陶瓷或塑料粘结的磨料或搪磨体的研磨性能的方法,它包括用至少一种金属皂填入空穴空隙的至少一部分中,所述金属皂包括月桂酸、肉豆蔻酸、棕榈酸、硬脂酸、花生酸和山嵛酸的脂肪酸盐和皂。所公开的研磨性能改进是减少了研磨体阻塞的空穴,避免相互粘结和形成片状金属外壳。
美国专利4,988,554(Peterson等)公开了一种具有背衬的涂覆研磨制品,在背衬的一面上有一层磨粒,在该层磨粒上涂覆含脂肪酸锂盐的防填塞涂层,在另一面上具有压敏粘合剂。
美国专利4,396,403(Ibrahim)公开了一种涂覆的磨料制品,它不需金属硬脂酸盐或任何其它材料的超级上胶涂层,而在涂覆磨料制品的制造过程中混入磷酸、部分酯化的磷酸、磷酸和其部分酯的胺盐,和/或在氨基树脂上至少具有一个长的取代基的季铵盐或上胶粘合剂。
美国专利4,973,338(Gaeta等)公开了一种用防填塞量的季铵盐抗静电化合物在外面上胶的涂覆磨料,所述化合物具有约15-35个碳原子并且分子量不小于约300。季铵盐化合物的例子包括硫酸(3-月桂酰氨基丙基)三甲铵甲酯、硝酸硬脂酰氨基丙基二甲基-β-羟基乙铵、硫酸N,N-二(2-羟乙基)-N-(3”-十二烷氧基-2”-羟丙基)甲铵甲酯和磷酸二氢硬脂酰氨基丙基-二甲基-β-羟基乙铵。通常,季铵盐化合物涂覆时使用溶剂(通常为水性醇溶剂体系)。
美国专利5,164,265(Stubbs)公开了一种包括含氟化合物的磨料制品,所述化合物可作为涂层涂覆在已有的磨料制品层上或者混入构成粘合剂最外层的涂料配方中,所述含氟化合物选自含有连接在极性基团或部分上的含氟脂族基团的化合物,和分子量至少约750并且包括侧接有含氟脂族基团的不含氟聚合物主链的化合物,所述侧接的含氟脂族基团所包含的C-F键量为下述(a)或(b)中C-F键量较高的一种,(a)最少三根C-F键,或(b)该基团中的25%C-H键已被C-F键所取代,使得含氟化合物至少含有15%重量的氟。
尽管磨料工业中广泛采用金属硬脂酸盐并取得了很大的成功,但是在工业上还需开发一种改进的防填塞组分尤其用于延长产品的寿命。尽管近来对背衬、粘合剂体系和涂覆磨料的矿物质进行了一系列的改进,但是在防填塞组分方面未有类似的改进。也就是说,在工业上仍在寻找一种组分,它容易施涂,价格相对低廉,可用于各种工件(包括油漆、木材、木材填孔剂、塑料、玻璃纤维、复合材料和车体填料及腻子)的研磨。
发明的概述
本发明已开发了一种符合工业需要的磨料制品用防填塞组分,即本发明涉及一种含有防填塞组分的磨料制品的结构,所述组分明显地降低了填塞,它可涂覆并相对价廉。
本发明涉及一种磨料制品,它包括(a)具有主表面的背衬;(b)许多磨粒;(c)将所述许多磨粒粘合在所述背衬主表面上的粘合剂;和(d)包括式1或2中的任何一种或两者混合物的防填塞组分的外表面涂层。
本发明还涉及一种磨料制品,它包括(a)具有主表面的背衬;(b)许多磨粒;(c)将所述许多磨粒粘合在所述背衬主表面上的构造涂层;(d)在所述构造涂层和所述许多磨粒上的上胶涂层;和(e)包括式1或2中的任何一种或两者混合物的防填塞组分的外表面涂层。
在另一个实例中,本发明涉及一种粘结的磨料,它包括(a)许多磨粒;(b)将所述许多磨粒粘合在一起的粘合剂;和(c)包括式1或2中的任何一种或两者混合物的防填塞组分的外表面涂层。
在再一个实例中,本发明涉及一种非织造磨料,它包括(a)开孔蓬松的非织造基片;(b)许多磨粒;(c)将所述许多磨粒粘合在所述开孔蓬松非织造基片中和/或基片上的粘合剂;和(d)包括式1或2中的任何一种或两者混合物的防填塞组分的外表面涂层。
本发明还涉及一种磨料制品的制造方法,它包括(a)提供至少具有一个主表面的背衬;(b)在所述背衬的至少一个主表面上施涂构造涂层粘合剂前体;(c)将许多磨粒嵌入所述构造涂层粘合剂前体中和/或置于该粘合剂前体之上;(d)至少部分固化所述构造涂层粘合剂前体,形成构造涂层;(e)在所述构造涂层和所述许多磨粒上施涂上胶涂层粘合剂前体;(f)固化所述上胶涂层粘合剂前体,形成上胶涂层;(g)在至少一部分上胶涂层上施涂外表面涂层组合物,所述组合物包括式1或2中的任何一种或两者的混合物的防填塞组分;和(h)干燥该组合物,形成外表面涂层。
所述防填塞组分可以是式1或2中的任何一种或两者的混合物:
其中,R1和R2分别是OH或OR,
R是烷基;
X是O、S、NH或两价脂族或芳族连接基团,所述连接基团具有20个或更少原子,并在脂族或芳族基团中含有碳以及任选的氮、氧、磷和/或硫或这些原子作为取代基接到脂族或芳族基团上;
p是0或1;和
W是烷基,或者W是通式为CmHaF2m+1-a的含氟烃基,其中a为0-2m,m为4-50,烷基或含氟烃基可分别在烷基或含氟烃基的主链上含有氧原子,它的量分别为1至烷基或含氟烃基中存在的碳原子总数的1/2;
其中R3和R4分别是H或烷基;
Z-是单价阴离子;
A是具有20个或更少原子的二价脂族或芳族连接基团,在脂族或芳族基团中含有碳和任选的氮、氧、磷和/或硫或这些原子作为取代基接到脂族或芳族基团上,前提是连接基团中的碳原子与式2中的N相连;
t是0或1;
W是烷基,或者W是通式为CmHaF2m+1-a的含氟烃基,其中a为0-2m,m为4-50,烷基或含氟烃基可分别在烷基或含氟烃基的主链上含有氧原子,它的量分别为1至烷基或含氟烃基中存在的碳原子总数的1/2。
附图简述
图1是本发明涂覆磨料制品的一个实例的剖面图;
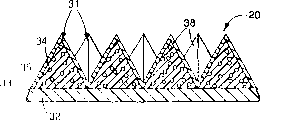
图2是本发明结构的涂覆磨料制品的一个实例的剖面图;
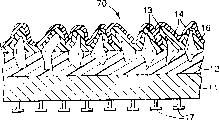
图3是本发明无纺织磨料制品的局部放大图;
图4是沿图3线4-4的剖面图;
图5是本发明部分磨盘串接物缩小的平面图;
图6是本发明涂覆磨料卷缩小很多的透视图;
图7是本发明涂覆磨料制品另一个实例的剖面图。
发明的详细描述
下面将更详细地描述本发明磨料制品、其制造方法和使用方法。
磨料制品
磨料制品通常包括用粘合剂体系粘合的许多磨粒,所述粘合剂体系包括由粘合剂前体制得的粘合剂。磨料制品的例子包括涂覆磨料制品(如研磨抛光或结构的磨料制品)、粘结磨料制品和非织造磨料制品。
磨料制品一般包括固定在粘合剂中的磨粒。在粘结磨料制品中,在一个成形物中粘合剂将磨粒粘结在一起。通常,这种成形物的形状为车轮形,因此通常将其称为磨轮。在非织造磨料中,粘合剂将磨粒粘合在蓬松的,开孔的纤维基片中和/或基片上。在涂覆磨料中,粘合剂将磨料制品粘合在基片或背衬上。
本发明磨料制品在与工件接触的磨料制品外表面涂层中含有防填塞组分。在本文中术语“外表面涂层”指与要研磨的工件相接触的磨料制品最外面的涂层。
涂覆磨料制品
本发明涂覆磨料制品可以将本文所述的可涂覆的粘合剂前体组合物涂覆在背衬上制得。如前面所述,存在有多种涂覆磨料制品。
本发明涂覆磨料制品的背衬可以是通常在涂覆磨料的制造中用作背衬的任何材料(如纸、布、薄膜、聚合物泡沫、硬化纤维、纺织和非织造材料等)或两种或多种这些材料(或处理形式)的混合物。背衬材料的选择取决于磨料制品的预定的用途。背衬材料的强度应足以承受使用时的撕裂或其它损伤,背衬的厚度和光滑度应使制得的产品的厚度和光滑度能满足其用途的要求。
背衬也可以是纤维增强的热塑性塑料(如Stout的美国专利5,417,726所述)或环形无缝带(如Benedict等在WO 93/12911中所述)。同样,背衬可以是上面突出有拉钩柱的聚合物基片(如Chesley等在WO 95/19242中所述)。背衬也可以是环形织物(如Follett等在WO 95/11111中所述)。
背衬可以是光滑的、有纹理的或多孔的,厚度一般约为25-10,000微米,通常为25-1000微米。
背衬可以包括聚合物薄膜、布、纸片及其处理物、塑料或金属制成的筛网及其经处理或未经处理的混合物。在某些用途中,背衬较好是防水的。背衬的厚度应足以提供应用所需的强度;然而,该厚度不应太厚,以免影响涂覆磨料制品所需的挠性。薄膜背衬可由热塑性材料(如聚酰胺(尼龙)、聚酯、聚丙烯、聚乙烯、聚氨酯及其混合物等)制成。薄膜背衬也可以是微孔薄膜背衬。在本文中术语“微孔”指薄膜的内部具有孔隙。最好的薄膜是厚度为0.01-0.25mm,较好为0.05mm的微孔聚酯(较好是聚对苯二甲酸乙二醇酯)薄膜。微孔聚酯薄膜的一个例子是购自ICI Limited,United Kingdom商品名为“475/200 MELINEX MV”的薄膜。薄膜背衬可以是底涂的或未底涂的。背衬也可以是纸/薄膜、两层聚合物薄膜、纸/布/薄膜、薄膜/无纺材料等的层压物。
参照图1,本发明涂覆磨料制品10可包括粘合在背衬11一侧(主表面)上的第一涂层12(常称之为构造涂层),用该构造涂层12粘结在背衬11上的至少一层磨粒13,磨粒上的第二涂层16(常称之为上胶涂层),以及外表面涂层14,涂层14包括本发明防填塞组分并涂覆在第二涂层16的至少一部分上。
本发明涂覆磨料还包括研磨抛光磨料制品和结构的涂覆磨料制品。研磨抛光的涂覆磨料制品包括其上粘结有磨料涂层的背衬;所述磨料涂层包括分散在粘合剂中的许多磨粒。在某些情况下,所述粘合剂将磨料涂层粘结在背衬上。或者,使用另一种材料将磨料涂层粘结在背衬上,所述材料可选自,例如本文所述的粘合剂前体,这种粘合剂前体可以与用于形成磨料涂层的粘合剂前体相同或不相同。一般来说,用于研磨抛光涂覆磨料中的磨粒的粒径平均约为0.1至小于约200微米,通常为0.1-120微米。磨料涂层可具有光滑的外表面或有纹理的外表面。磨料涂层还可包括如本文所述的添加剂。
参照图2,结构的磨料制品20包括背衬32和外表面涂层38,所述背衬上具有许多精确成形的粘结在背衬32的主表面33上的磨料复合物31,所述外表面涂层包括本发明防填塞组分并涂覆在所述许多磨料复合物31的至少一部分上。这些磨料复合物包括许多分散在粘合剂35中的磨粒34。在某些情况下,粘合剂35将所述磨料复合物粘结在背衬上。或者,使用另一种材料将磨料复合物粘结在背衬上,所述材料可选自,例如本文所述的粘合剂前体,这种粘合剂前体可以与用于形成磨料复合物的粘合剂前体相同或不相同。
一般来说,用于结构的涂覆磨料中的磨粒的粒径与本文所述的含有构造涂层和上胶涂层的涂覆磨料制品中使用的磨粒粒径相同。磨料复合物还可包括本文所述的添加剂。
如本文所述,涂覆磨料制品的各个实例在磨料制品的粘合剂和磨粒的至少一部分上均涂覆有外表面涂层。例如,外表面涂层可涂覆在上胶涂层、磨料涂层或磨料复合物上。对于具有构造涂层和上胶涂层的涂覆磨料制品,该涂层可称为“超级上胶涂层”。
在某些情况下,较好将压敏粘合剂加在涂覆磨料的背面上,以使形成的涂覆磨料可被固定在支承垫上。适用于本发明的压敏粘合剂的代表性例子包括胶乳绉片(crepe)、松香、丙烯酸类聚合物或共聚物(如聚丙烯酸丁酯、聚丙烯酸酯)、乙烯基醚(如聚乙烯基正丁醚)、醇酸粘合剂、橡胶粘合剂(如天然橡胶、合成橡胶、氯化橡胶)及其混合物。较好的压敏粘合剂是丙烯酸异辛酯-丙烯酸共聚物。
或者,涂覆磨料可含有拉钩-环扣(Hook and loop)型固定体系,将涂覆磨料固定在支承垫上。可将环扣织物置于涂覆磨料的背面,将拉钩置于支承垫上。或者,将拉钩置于涂覆磨料的背面而将环扣置于支承垫上。参照图7,涂覆磨料70包括粘结在背衬11主表面上的第一涂层12,用第一涂层12粘结在背衬11上的至少一层磨粒13,涂覆在磨粒上的第二涂层16,含有本发明防填塞组分并涂覆在第二涂层16的至少一部分上的第三涂层14(也称为外表面涂层),以及固定在背衬11背面(即与带有磨粒13的背衬11的主表面相反的表面)上的拉钩17。
这种拉钩-环扣型固定体系进一步描述在美国专利4,609,581和5,254,194及WO95/19242、美国专利5,505,747(Chesley等)和5,607,345(Barry等)中。例如,可将构造涂层前体直接涂覆在环扣织物上,所述环扣可以是雪尼尔线缝纫的环扣、缝纫粘结的环扣(例如,如美国专利4,609,581(Ott)所述)或拉绒环扣(如拉绒尼龙)。环扣织物还可含有密封涂层,以密封环扣织物,防止构造涂层前体渗入环扣织物。或者,可将构造涂层前体直接涂覆在环扣织物上(例如,如WO 95/11111(Follett等)所述)。在这种构造中,环扣织物可以可剥离地与支承垫上的拉钩柱啮合。构造涂层前体也可以直接涂覆在拉钩柱基材上,该基材一般包括前表面和背面。可将构造涂层前体施涂在基材的前表面,拉钩柱突出于后表面。在这种构造中,拉钩柱可以与支承垫上的环扣织物可剥离地啮合。
本发明的范围还包括将粘合剂和许多磨粒直接粘结在环扣织物上并将防填塞组分加入外表面涂层中。
如美国专利3,849,949(Steinhauser等)所述,涂覆磨料的形状可以是磨料盘的卷(roll)。
可将涂覆磨料制成各种不同的形状,形成例如带子(belts)、圆盘、片、狭带(tapes)、菊花状(daisies)等。带子可含有一个接头或接口,或者该带子无接口(如WO 93/12911所述)。该带子的宽度可约为0.5-250cm,通常为1-150cm。带子的长度可约为5-1000cm,通常为10-500cm。带子可以有直边或毛边。圆盘可以有或没有中心孔。它可具有如下形状:圆的、椭圆的、八角形的、五角形的或六角形的等。所有这些形状变化均是本领域众所周知的。圆盘还可含有吸尘孔(常用于具有真空源的设备)。圆盘的直径约为0.1-1500cm,通常为1-100cm。所述片可以是正方形的、三角形的或矩形的。其宽度约0.01-100cm,通常约0.1-50cm。长度约为1-1000cm,通常为10-100cm。
例如,图5是本发明磨料制品缩小的平面图,边缘相接的涂覆磨料盘72的串接物50能盘绕成容易开卷的卷。或者,可使用其它形状的涂覆磨料。涂覆磨料的串接物更详细地描述在受让人的美国专利3,849,949中。各个圆盘72最好具有例如如图1剖面所示的结构,并与至少一个相似结构的其它圆盘72沿圆盘直的边缘74相连接,所述直的边缘是通过除去由长度小于圆盘1/2半径的弦所限定的小弓形而形成的。较好沿弦多孔冲切直的边缘74以便于分离圆盘,但是,多孔冲切不是必需的。当缠绕成卷时,这种涂覆磨料盘的串接物50具有一层含本发明防填塞组分的外表面涂层(例如,如图1所示),当串接物盘绕时一个圆盘72可剥离地与另一个圆盘72背面上的PSA直接接触。如有必要可容易地分离圆盘。
或者,如图6(表示本发明另一个较好制品的缩小的透视图)所示,可使用本发明防填塞组分的涂覆磨料的包装卷60。卷60包括剖面类型例如如图1所示的涂覆磨料82的长片。结构适用于卷60的磨料可以与前面涂覆磨料制品10中使用的磨料相同。在图6中,可以看到当涂覆磨料缠绕成卷时,含有本发明防填塞组分的外表面涂层81将可剥离地与PSA层83直接接触。当用户需要从卷60上取下一片涂覆磨料时,他仅需打开部分卷60并从该卷上割下或撕下该部分即可。
当使用PSA时,如果需要防止防填塞组分转移至PSA或PSA转移至外表面涂层,可使用剥离衬里,可松散地缠卷该卷,或者除防填塞组分以外还混入粘合剂(其用量如本文所述)。
也可以将磨粒同时粘结在背衬的主表面(或工作表面)和背面上。磨粒可相同或相互不同。在这种情况下,磨料制品基本是双面的:一侧含有的许多磨粒可以与另一侧含有的许多磨粒不相同。或者,一侧含有的许多磨粒的粒径可以与另一侧的许多磨粒的粒径不相同。在某些情况下,这种双面磨料制品可用于磨料制品两侧同时研磨的用途中。例如,在一个小的区域(如转角)中,磨料制品的一侧可研磨上工件表面,而另一侧可研磨下工件表面。
非织造磨料制品
非织造磨料制品也包括在本发明范围内,它包括带有粘合剂的开孔蓬松的纤维基片,所述粘合剂在其与基片的接触处与纤维相粘结。如果制造者需要的话可任选地用该粘合剂将磨粒或非磨粒(如填料)与该纤维相粘结。例如,如图3所示,非织造磨料包括开孔蓬松的纤维基片,该基片包括上面有结节51的纤维50;所述结节包括粘合剂54和外表面涂层56,粘合剂54将许多磨粒52粘结在纤维上,外表面涂层56包括本发明防填塞组分并涂覆在粘合剂54和磨粒52的至少一部分上。图4是显示有外表面涂层56的结节51的剖面图,所述涂层56包括本发明防填塞组分并涂覆在粘合剂54和磨粒52的至少一部分上。
非织造磨料公开在美国专利2,958,593(Hoover等)和4,991,362中。在本发明中,防填塞组分存在于涂覆在至少部分粘合剂上的外表面涂层中。
粘结的磨料制品
粘结的磨料制品也在本发明范围内。粘结的磨料制品包括将磨粒粘结成成型产品形状的粘合剂。粘结的磨料公开在美国专利4,800,685(Haynes)中。在本发明中,防填塞组分存在于涂覆在至少部分粘合剂上的外表面涂层中。
制造磨料制品的方法
涂覆磨料制品
本发明涂覆磨料制品是使用可涂覆的粘合剂前体制得的。这些粘合剂前体可单独使用,形成背衬的处理涂层,(例如,背涂层(背胶涂层)、前涂层(预胶(presize)涂层)或浸渍涂层);初始固定磨粒的构造涂层;将磨粒紧固在背衬上的上胶涂层或上述涂层的复合物。另外,可在仅使用单层涂料粘合剂(即在例如研磨抛光的涂覆磨料中使用单层涂层代替构造涂层/上胶涂层的复合涂层)的涂覆磨料制品实例中使用粘合剂前体。
当在一个或多个处理步骤中将本文所述的可涂覆粘合剂前体施涂在背衬上形成处理涂层时,可使该处理背衬通过一个加热的鼓对该涂层进行热固化,不需要对背衬进行悬挂固化(festoon cure)以便定形一层或多层处理涂层。
参照具有构造涂层和上胶涂层的涂覆磨料制品的制备。在用处理涂层适当地处理背衬以后,如有必要,可施涂构造涂层粘合剂前体。施涂构造涂层粘合剂前体以后,可将磨粒施加在构造涂层粘合剂前体中或施涂在该粘合剂前体之上。磨粒可落下涂覆(drop coat)或静电涂覆。接着,将带有磨粒的构造涂层粘合剂前体置于能源(如热源)中,这种能源一般能将粘合剂固化或定形至足以将磨粒固定在背衬上的程度。在某些情况下,如美国专利5,368,618(Masmar等)所述,在将磨粒嵌入构造涂层前可将构造涂层粘合剂前体部分固化。随后,可施加上胶涂层粘合剂前体。可使用任何合适的方法施涂构造涂层粘合剂前体和/或上胶涂层粘合剂前体,包括辊涂、喷涂、口模式涂覆、帘流涂覆等。构造涂层粘合剂前体和/或上胶涂层粘合剂前体的温度可以是室温或更高,宜为30-60℃,较好为30-50℃。可将上胶涂层粘合剂前体/磨粒/(至少部分固化的)构造涂层的复合物置于热源中(如通过悬挂或鼓固化)或置于辐射源中。该过程将基本固化或定形用于涂覆磨粒结构中的构造和上胶涂层粘合剂前体。可使用标准的热固化条件进行固化,如温度为50-150℃,较好为75-120℃,最好为80-115℃。
还可例如如WO95/11111所述使用热熔粘合剂前体形成涂覆磨料制品。可如下制得热熔构造涂层粘合剂前体:在一个合适的容器(最好是光化辐照不可穿透的容器)中在足以使热熔树脂组分液化的高温(如约120℃的温度)下将该树脂组分搅拌混合,使之充分混合但不发生热降解,直至一种或多种组分彻底熔融掺混。所述组分可同时加入或依次加入。如美国专利5,436,063(Follett等)所述,一种较好的热熔粘合剂前体包括含环氧树脂的材料、具有含羟基的端基的聚酯组分和引发剂(较好是光引发剂)。
还可以以未固化的、无衬垫的粘性压敏粘合剂膜卷的形式提供热熔的构造涂层。这种膜适用于将构造涂层层压在磨料制品的背衬上。要求将该粘性膜用剥离衬里(如涂覆硅氧烷的Kraft纸)缠绕成卷,随后包装在光化辐照不可穿透的袋子或其它容器中。
可通过挤出、凹版印刷或涂覆(如使用涂覆模头、加热的刮刀刮板式涂覆机、辊涂机、帘流涂覆机或逆向辊涂机)将热熔的构造涂层涂覆在磨料制品的背衬上。当使用这些方法中的任何一种进行施涂时,宜在约100-125℃,较好在80-125℃的温度下施涂构造涂层。对于J重量的布背衬和其它相似孔隙度的织物背衬,涂覆是较好的施涂方法。
可以以单独的能层压在背衬上的无衬垫压敏粘合剂膜的形式施加热熔构造涂层,如有必要可在层压前将其冲切成预定的形状。选择层压的温度和压力以将背衬的降解和透过构造涂层的渗料降至最小,所选择的温度可以是室温至约120℃,压力可约为207-1724kPa(30-250psi)。一种典型的结构是在室温和689.5kPa(100psi)进行层压的。对于高孔隙度的背衬层压是最好的施加方法(例如可参见WO 95/11111)。
较好的是,用任何一种本文所述的方法将热熔构造涂层施加在磨料制品的背衬上,一旦将其置于能源中就引发含环氧树脂材料的固化。据信含环氧树脂的材料可固化或自身进行交联。
在另一种制造方法中,将构造涂层施涂在背衬上,接着将磨粒抛洒入该构造涂层中,随后将其置于能源中。
随后可将上胶涂层以可流动的液体的形式施涂在磨粒和构造涂层(make coat)之上,所述施涂可采用各种技术,如辊涂、喷涂或帘流涂覆,接着可通过干燥、加热或使用电子束或紫外光辐照对其进行固化。具体的固化方法随上胶涂层的化学性质的不同而不同。
结构的涂覆磨料可根据受让人的美国专利5,152,917(Pieper等)和5,435,816(Spurgeon等)所述进行制备。一种方法包括:1)将磨料淤浆置于制造模具中,所述制造模具具有特定的图案;2)将背衬置于制造模具的外表面,使淤浆湿润背衬的一个主表面,形成中间制品;3)在将所述中间制品从制造模具的外表面移开以形成结构的涂覆磨料制品前,至少部分固化或凝胶化该树脂粘合剂;4)从制造模具中取出涂覆的磨料制品。另一种方法包括:1)将磨料淤浆置于背衬上,使淤浆湿润背衬的前表面,形成中间制品;2)将中间制品置于具有特定图案的制造模具中;3)在将所述中间制品从制造模具的外表面移开以形成结构的涂覆磨料制品前,至少部分固化或凝胶化该树脂粘合剂;4)从制造模具中取出结构的涂覆磨料制品。如果制造模具是由透明材料(如聚丙烯或聚乙烯热塑性塑料)制成的,则可见光或紫外光会透过制造模具射入磨料淤浆中,以固化树脂粘合剂。或者,如果涂覆的磨料背衬对可见光或紫外光是透明的,那么可见光或紫外光会透过涂覆的磨料背衬。在这两种方法中,形成的固化磨料淤浆或磨料复合物的图案与制造模具的图案相反。通过在制造模具中至少部分固化或硬化,磨料复合物可具有精确的预定图案。可将树脂粘合剂从制造模具中取出后对其作进一步固化。
研磨抛光的涂覆磨料可通过将磨料淤浆涂覆在背衬的至少一侧上而制得。较好的背衬是聚合物薄膜,如含有底涂层的聚酯膜。可使用喷涂、轮转凹版印刷涂覆、辊涂、浸涂或刮刀涂覆技术进行涂覆。涂覆加工后,可通过能源(包括热能和辐射能,如电子束、紫外光和可见光)辐照使淤浆固化,形成磨料涂层。
在本发明所有涂覆磨料制品的实例中,含有防填塞组分的外表面组合物均施涂在涂覆磨料制品的粘合剂的至少一部分上,使得防填塞组分能与工件相接触。外表面组合物的制造方法和形成外表面涂层的方法将在本文中进行描述。
非织造磨料制品
非织造磨料制品可以通过将粘合剂前体与磨粒和任选的添加剂混合在一起形成可涂覆的粘合剂前体淤浆而制得。所述淤浆可以通过,例如辊涂或喷涂而涂覆在蓬松的开孔纤维卷材的至少一部分纤维上,随后如本文所述将形成的结构物置于足以固化粘合剂前体的条件下。
蓬松的开孔非织造磨料的一般制造步骤包括美国专利2,958,593所述的步骤,并根据美国专利4,991,362和5,025,596所述的方法制得。
含有防填塞组分的外表面涂层组合物被施涂在固化淤浆的至少一部分上以形成外表面涂层,使得外表面的防填塞组合物能与工件接触。外表面组合物的制备方法和形成外表面涂层的方法将在本文中进行描述。
粘结的磨料制品
制造本发明粘结磨料的一般步骤包括将粘合剂前体、磨粒和任选的添加剂混合在一起形成均匀的混合物。随后将该混合物模塑成所需的形状和尺寸。接着如本文所述将所述粘合剂前体置于足以使之固化和/或硬化的条件中形成粘结的磨料。
将含有防填塞组分的外表面组合物施涂在模塑产品的至少一部分上形成外表面涂层,使得涂层的防填塞组分能与工件接触。外表面组合物的制备方法和外表面涂层的形成方法将在本文中描述。
粘合剂体系
本发明粘合剂包括固化或硬化的粘合剂前体,用于将许多磨粒粘合在一起(如在粘结磨料制品中)或粘合在基片(即涂覆磨料的背衬或非织造磨料的非织造物)上。
本文中术语“粘合剂前体”指未固化的或可流动的粘合剂。
适用于本发明磨料制品的有机粘合剂是由有机粘合剂前体制得的,但是本发明范围也包括用水溶性粘合剂前体或水分散性粘合剂前体(如皮胶)。粘合剂前体最好是热固性树脂。热固性树脂的例子包括酚醛树脂、具有侧接的α,β-不饱和羰基的氨基塑料树脂、聚氨酯树脂、环氧树脂、脲醛树脂、异氰脲酸酯树脂、蜜胺-甲醛树脂、丙烯酸酯树脂、丙烯酸化的异氰脲酸酯树脂、丙烯酸化的聚氨酯树脂、丙烯酸化的环氧树脂、二马来酰亚胺(bismaleimide)树脂及其混合物。
酚醛树脂由于其热性能、易获得、成本低且容易加工而常用作磨料制品的粘合剂前体。酚醛树脂有两种类型,可熔酚醛树脂和酚醛清漆树脂。可熔酚醛树脂中甲醛与苯酚的摩尔比大于或等于1∶1,通常为1.5∶1.0-3.0∶1.0。酚醛清漆树脂中甲醛与苯酚的摩尔比小于1∶1。酚醛树脂较好是可熔酚醛树脂。市售的酚醛树脂的例子包括已知购自Occidental Chemical Corp.,Tonawanda,NY的“Varcum”和“Durez”;购自Ashland Chemical Company,Columbus,OH的“Arofene”和“Arotap”购自Monsanto,St.Louis,MO的“Resinox”和购自Union Carbide,Danbury,CT的“Bakelite”。
本发明的范围还包括改善酚醛树脂的物理性能。例如,可向酚醛树脂中加入增塑剂、胶乳树脂或活性稀释剂,以改进固化的酚醛粘合剂的挠性和/或硬度。
较好的氨基塑料树脂的每个分子中至少具有一个侧接的α,β-不饱和羰基,它可以根据美国专利4,903,440(Larson等)公开的内容制得。
氨基塑料树脂的每个分子或低聚物中至少具有一个侧接的α,β-不饱和羰基。这些不饱和羰基可以是丙烯酸酯、甲基丙烯酸酯或丙烯酰胺型基团。这种材料的例子包括N-羟甲基-丙烯酰胺、N,N’-氧二亚甲基二丙烯酰胺、邻和对丙烯酰氨基甲基化的酚、丙烯酰氨基甲基化的酚醛清漆树脂及其混合物。这些材料进一步描述在美国专利4,903,440、5,055,113和5,236,472中。
聚氨酯可由接近化学计量量的多异氰酸酯与多官能的多元醇反应制得。较常用的多异氰酸酯是甲苯二异氰酸酯(TDI)和二苯甲烷4,4’-二异氰酸酯(MDI),它们可购自Upjohn Polymer Chemicals,Kalamazoo,MI的“Isonate”和购自Miles,Inc.,Pittsburgh,PA的“Mondur”。常用的用于软质聚氨酯的多元醇是聚醚,如聚乙二醇(它们可购自Union Carbide,Danbury,CT的“Carbowax”,购自Dow ChemicalCo.,Midland,MI的“Voranol”和购自BASF Corp.,Mount Olive,NJ的“PluracolE”);聚丙二醇(它们可购自BASF Corp.的“Pluracol P”和购自Dow ChemicalCo.,Midland,MI的“Voranol”)和聚四氢呋喃(它们可购自QO Chemical Inc.,Lafayetts,Inc.,的“Polymeg”,购自BASF Corp.,Mount Olive,NJ的“PolyTHF”和购自DuPont,Wilmington,DE的“Tetrathane”)。羟基官能的聚酯可购自Miles,Inc.,Pittsburgh,PA的“Multranol”和“Desmophene”。事实上所有聚氨酯配方均混有一种或多种催化剂。最常用的是叔胺和某些有机金属化合物(特别是含锡化合物)。可使用催化剂的混合物来调节聚合物的形成速率。
环氧树脂具有一个环氧乙烷环并通过开环聚合而制得。这种环氧树脂包括单体环氧树脂和聚合物氧树脂。根据主链和取代基性质的不同这些树脂可具有很大的差异。例如,主链可以是通常与环氧树脂相关的任何类型,其上面的取代基可以是不含在室温会与环氧乙烷环发生反应的活性氢原子的任何基团。可接受的取代基的代表性例子包括卤原子、酯基、醚基团、磺酸酯基、硅氧烷基团、硝基和磷酸酯基团。某些较好的环氧树脂的例子包括2,2-二[4-(2,3-环氧丙氧基苯酚)丙烷(双酚A的二环氧甘油醚)]以及购自Shell Chemical Co.,Houston,TX的“Epon828”、“Epon 1004”和“Epon 1001F”和购自Dow Chemical Co.,Midland,MI的“DER 331”、“DER 332”和“DER 334”。其它合适的环氧树脂包括酚醛清漆树脂的环氧甘油醚(如购自Dow Chemical Co.,Midland,MI的“DEN-431”和“DEN 438”)。其它环氧树脂包括美国专利4,751,138(Tumey等)所述的环氧树脂。
用于本发明粘合剂前体组合物中的脲醛树脂可以由尿素或任何尿素的衍生物与能赋予涂覆性能的任何醛的反应产物组成,它能在催化剂,最好是助催化剂的存在下能加速地固化在一起,它能使磨料制品对于所需的用途具有可接受的研磨性能。如上所述,一般在磨料工业中脲醛树脂由于其容易获得、成本低并容易加工而是较好的。脲醛树脂的固含量宜为30-95%,较好为60-80%,加入水和催化剂前其粘度约为125-1500厘泊(Brookfield粘度计,3号测量轴,30rpm,25℃),分子量(数均)至少约200,较好为200-700。适用于本发明的脲醛树脂包括美国专利5,486,219(Ford等)所述的脲醛树脂。
适用于本发明的最好的脲醛树脂是已知购自Borden Chemical的AL3029R。这是一种未改性的(即不含糠醛)脲醛树脂,具有如下特征:65%固含量、粘度(Brookfield,#3测量轴,30rpm 25℃)为325cps,游离甲醛含量为0.1-0.5%,甲醛与脲的摩尔比(“F/U比”)约为1.4∶1.0-1.6∶1.0。
脲醛树脂粘合剂前体体系较好使用助催化剂体系。所述助催化剂主要由路易斯酸(最好是氯化铝(AlCl3))和有机或无机盐组成。路易斯酸被简单地定义为能接受电子对的化合物,并且最好在15℃时的水中溶解度至少约15g/ml。
较好的路易斯酸(或具有路易斯酸性质的化合物)是氯化铝、氯化铁(Ⅲ)和氯化铜(Ⅱ)。最好的路易斯酸是氯化铝,无论是非水合形式(AlCl3)还是六水合形式(AlCl3·6H2O)的。
路易斯酸(以20-30%固含量的水溶液)在粘合剂前体体系中常用的并且是较好的用量约占粘合剂前体总重量的0.1-5.0%。如果使用氯化铝(AlCl3),发现28%固含量水溶液的0.6重量%的AlCl3将得到较好的结果。
丙烯酸酯树脂包括含有碳原子、氢原子和氧原子以及任选的氮原子和卤原子的单体和聚合物化合物。氧原子或氮原子或者两种一般存在于醚、酯、氨基甲酸酯、酰胺、和脲基团中。烯键不饱和化合物的分子量较好约小于4000,最好是由含脂族单羟基或脂族多羟基的化合物与不饱和羧酸(如丙烯酸、甲基丙烯酸、衣康酸、巴豆酸、异巴豆酸、马来酸等)反应制得的酯。丙烯酸酯树脂的代表性例子包括甲基丙烯酸甲酯、甲基丙烯酸乙酯、乙二醇二丙烯酸酯、乙二醇二甲基丙烯酸酯、己二醇二丙烯酸酯、三甘醇二丙烯酸酯、三羟甲基丙烷三丙烯酸酯、丙三醇三丙烯酸酯、季戊四醇三丙烯酸酯、季戊四醇三甲基丙烯酸酯、季戊四醇四丙烯酸酯和季戊四醇四甲基丙烯酸酯,合适的不饱和单体包括,如苯乙烯、二乙烯基苯、乙烯基甲苯。
丙烯酸化的异氰脲酸酯是至少具有一个侧接的丙烯酸酯基团的异氰脲酸酯衍生物,它详细描述在美国专利4,652,274(Boettcher等)。较好的丙烯酸化的异氰脲酸酯是三羟乙基异氰脲酸酯的三丙烯酸酯。
丙烯酸化的聚氨酯是羟基封端的异氰酸酯扩链的聚酯或聚醚的二丙烯酸酯。市售的丙烯酸化的聚氨酯的例子包括购自Radcure Specialties,Inc.,Atlanta,GA的“UVITHANE 782”、“CMD 6600”、“CMD 8400”、和“CMD 8805”。
丙烯酸化的环氧树脂是环氧树脂的单丙烯酸酯和二丙烯酸酯,如双酚A环氧树脂的二丙烯酸酯。市售的丙烯酸化的环氧树脂包括购自Radcure Specialties,Inc.,Atlanta,GA的“CMD 3500”、“CMD 3600”、和“CMD 3700”。
二马来酰亚胺树脂详细地描述在受让人的美国专利5,314,513中。
除了热固性树脂以外,还可使用热熔树脂。例如,粘合剂前体体系可含有能能量固化形成粘合剂的热熔压敏粘合剂。在这种情况下,由于粘合剂前体是热熔组合物,因此它尤其适用于多孔布、纺织品或织物背衬。由于这种粘合剂前体不会渗入多孔背衬的空隙中,因此可保持背衬的天然挠性和柔韧性。热熔树脂的例子描述在美国专利5,436,063(Follett等)。
热熔粘合剂前体体系可包括含环氧的材料,聚酯组分和有效量的用于能量固化粘合剂的引发剂。更具体地说,粘合剂前体可包括约2-95份含环氧的材料,相应地含约98-5份聚酯组分以及引发剂。还可任选地含有羟基官能度大于1的含羟基的材料。
较好的是,聚酯组分的Brookfield粘度在121℃超过10,000至200,000,较好约10,000-50,000,最好约15,000-30,000mpa.s。聚酯组分可以是选自含有4-12个碳原子的饱和脂族二元羧酸(及其二元酯衍生物)或含8-15个碳原子的芳族二元羧酸(及其二元酯衍生物)的二元羧酸与(b)具有2-12个碳原子的二元醇的反应产物。
磨粒
适用于本发明的磨粒可以是用于形成磨料制品的任何常规级别的磨粒。合适的磨粒可以由,例如燧石、石榴石、铈土、氧化铝(包括熔凝的和经热处理的氧化铝)、氧化铝氧化锆(包括如美国专利3,781,172、3,891,408和3,893,826所述的熔凝氧化铝氧化锆以及购自Norton Company of Worcester,MA的“NorZon”)、金刚石、碳化硅(包括例如美国专利4,505,720(Gabor等)所述的涂覆耐火材料的碳化硅)、氮化硅、α氧化铝基陶瓷材料(例如如美国专利4,518,397(Leitheiser等)、4,574,003(Gerk等)、4,744,802(Schwabel等)、4,770,671(Monroe等)、4,881,951(Wood等)和5,011,508(Wald等)所述)、二硼化钛、碳化硼、碳化钨、碳化钛、氧化铁、立方体的氮化硼及其混合物制成。粒状的金刚石和立方体氮化硼磨料可以是单晶或多晶。
磨粒可以是单个磨粒或单个磨粒的聚集物。磨粒的粒径可约为0.01-1500微米,通常为1-1000微米。如上面所述,粒径约为0.1-小于200微米,通常为0.1-120微米的磨粒常用于研磨抛光涂覆磨料。磨粒在背衬上的频度(浓度)取决于所需的用途并且是本领域的普通技术人员已知的。磨粒可以是取向的或非取向地涂覆,取决于具体磨料制品的需要。
磨料可以局部地(open)或全部地(closed)进行涂覆。全部涂覆是将磨粒完全覆盖背衬的主表面。在局部涂覆中,磨粒覆盖背衬主表面的约20-90%,通常覆盖40-70%。
本发明磨料制品可含有磨料和稀释颗粒的掺混物。稀释颗粒可选自(1)无机颗粒(非研磨无机颗粒);(2)有机颗粒;(3)含有磨粒的磨料聚集物;(4)含有无机颗粒和粘合剂的混合物的复合的稀释颗粒;(5)含有有机颗粒和粘合剂的混合物的复合的稀释颗粒。
非研磨的无机颗粒通常包括Moh硬度小于6的材料。如本文所述非研磨无机颗粒可包括研磨助剂、填料等。
稀释颗粒的粒径可约为0.01-1500微米,通常为1-1000微米。稀释颗粒与磨粒可具有相同的粒径和粒径分布。或者,稀释颗粒与磨粒具有不同的粒径和粒径分布。
任选的添加剂
本发明磨料制品中可包括任选的添加剂,如填料(包括研磨助剂)、纤维、抗静电剂、润滑剂、湿润剂、表面活性剂、颜料、染料、偶合剂、增塑剂、防粘剂和悬浮剂。可选择这些物料的用量以提供所需的性能。
适用于本发明的填料的例子包括金属碳酸盐(如碳酸钙(白垩、方解石、泥炭土、石灰华、大理石和石灰石),碳酸钙镁,碳酸钠,碳酸镁),二氧化硅(如石英,玻璃珠,玻璃泡和玻璃纤维),硅酸盐(如滑石粉,粘土,(蒙脱石),长石,云母,原硅酸钙,硅酸钙,硅铝酸钠,硅酸钠),金属硫酸盐(如硫酸钙,硫酸钡,硫酸钠,硫酸铝钠,硫酸铝),石膏,蛭石,木粉,三水合铝,炭黑,金属氧化物(如氧化钙,氧化铝,二氧化钛)和金属亚硫酸盐(如亚硫酸钙)。适用的填料的例子还包括硅化合物,如氧化硅粉末,如粒径约为4-10mm的粉末氧化硅(购自Akzo ChemieAmerica,Chicago,IL)和钙盐,如碳酸钙和硅酸钙(购自Nyco company,Willsboro,NY的“Wollastokup”和“Wollastonite”)。
抗静电剂的例子包括石墨、炭黑、氧化钒、湿润剂等。这些抗静电剂公开在美国专利5,061,294、5,137,542和5,203,884中。
偶合剂可在粘合剂与填料颗粒之间起结合桥接作用,另外,偶合剂可在粘合剂与磨粒之间起结合桥接作用。偶合剂的例子包括硅烷、钛酸盐和铝锆酸盐。有多种混入偶合剂的方法。例如将偶合剂直接加入粘合剂前体中(称为“原位”)。粘合剂可含有约0.01-3%重量的偶合剂。或者,可将偶合剂施加在填料颗粒的表面。在另一个实例中,在混入磨料制品前将偶合剂施加在磨粒的表面。磨料制品可含有约0.01-3%重量的偶合剂。
防填塞组分
本发明防填塞组分存在于磨料制品的外表面涂层中,并能与工件接触。本发明防填塞组分是具有烃链和极性基团的化合物。本发明防填塞组分包括式1和式2和其混合物中的任何一种:
其中,R1和R2分别是OH或OR,
R是烷基,最好是CnH2n+1,其中n为1-30,较好为1-10,最好为1-2;
X是O、S、NH或两价脂族(包括直链、支链和脂环的)或芳族连接基团,所述连接基团具有20个或更少原子,并在脂族或芳族基团中含有碳以及任选的氮、氧、磷和/或硫或这些原子作为取代基接到脂族或芳族基团上;X较好是O;
p是0或1;较好为0;和
W是烷基,它可以是饱和或不饱和的,较好的W具有通式CnH2n+1,其中n为10-100,较好为12-30,最好为18-22;或者W是通式为CmHaF2m+1-a的含氟烃基,其中a为0-2m,m为4-50,较好为6-30,最好为8-20,烷基或含氟烃基可分别在烷基或含氟烃基的主链上含有氧原子,它的量为1至烷基或含氟烃基中存在的碳原子总数的1/2,即在CnH2n+1的情况下为1-n/2,在CmHaF2m+1-a的情况下为1-m/2;
其中R3和R4分别是H或烷基,较好是CnH2n+1,其中n为1-30,较好为1-10,更好为1-2;
Z-是单价阴离子,例如,H2PO4 -、HSO4 -、NO3 -、Cl-、Br-、I-、F-、CH3SO4 -、H2PO3 -、CnH2n+1OPO3H-、CnH2n+1PO3H-,其中n为1-100,较好为1-30,最好为10-20;Z-较好是H2PO4 -、H2PO3 -、HSO4 -、CH3SO4 -,最好是H2PO4 -、H2PO3 -;
A是具有20个或更少原子的二价脂族(包括直链、支链或脂环的)或芳族连接基团,在脂族或芳族基团中含有碳和任选的氮、氧、磷和/或硫或这些原子作为取代基接到脂族或芳族基团上,前提是连接基团中的碳原子与式2中的N相连;当t=1时,较好的A是C(=O)、CH(CH3)、C(=O)CH2、NHC(=O)、OC(=O)、OCH2、OCH2CH2或OCH(CH3)CH2;
t是0或1,较好是0;
W是烷基,它可以是取代的或未取代的,较好的W具有CnH2n+1,其中n为10-100,较好为12-30,最好为18-22,或者W是通式为CmHaF2m+1-a的含氟烃基,其中a为0-2m,m为4-50,较好为6-30,最好为8-20,烷基或含氟烃基可分别在烷基或含氟烃基的主链上含有氧原子,它的量分别为1至烷基或含氟烃基中存在的碳原子总数的1/2,即在CnH2n+1的情况下为1-n/2,在CmHaF2m+1-a的情况下为1-m/2。
较好的是,本发明防填塞组分是磷酸十八烷酯、磷酸二十二烷酯、十四烷基膦酸、磷酸十六烷酯、十八烷基膦酸、十六烷基膦酸、磷酸十八烷基铵、亚磷酸十八烷基铵、磷酸十六烷基铵、亚磷酸十六烷基铵、磷酸二十二烷基铵、亚磷酸二十二烷基铵、磷酸十八烷基二甲铵或亚磷酸十八烷基二甲铵中的任何一种。较好的是,所述防填塞组分是磷酸十八烷酯、磷酸二十二烷酯、十四烷基膦酸、磷酸二十二烷基铵、或磷酸十八烷基二甲铵中的任何一种。
在外表面涂层中的防填塞组分
在磨料制品中,外表面涂层可具有下列放置方式:涂覆在上胶涂层上(如果存在构造涂层和上胶涂层的话)、涂覆在构造涂层和磨粒上(如果仅存在构造涂层)、涂覆在磨料涂层上、涂覆在磨料复合物上、或者涂覆在非织造或粘结磨料制品的粘合剂上。
外表面涂层是由含本发明防填塞组分的外表面组合物制得的。所述外表面组合物可含有100%重量的防填塞组分或防填塞组分与液体介质。外表面涂层基本不含粘合剂。在本文中术语“基本不含粘合剂”指在外表面组合物中粘合剂前体的含量为5%重量或更少,通常为2%重量或更少,较好为1%重量或更少,最好为0%。一般来说,按外表面涂层的干重计,在外表面涂层中防填塞组分的含量约为95-100%,通常为98-100%,较好为99-100%,最好为100%。
当然,外表面涂层也可含有任选的添加剂,如表面活性剂、增塑剂、抗静电剂、湿润剂、消泡剂、染料、颜料和填料。填料的具体例子有滑石粉、氧化硅、硅酸盐和金属碳酸盐。这些添加剂的加入量应能从所述添加剂中获得所需的性能并不应影响本发明所获得的防填塞性能。
除了本发明防填塞组分以外,外表面涂层还可包括其它常规的防填塞组分。常规的防填塞组分的例子包括脂肪酸的金属盐(如硬脂酸锌、硬脂酸钙和硬脂酸锂)、蜡、石墨等。
施加防填塞组分的方法
本发明防填塞组分存在于外表面涂层中。外表面组合物还可包括液体介质,如水或有机溶剂。一般来说,外表面组合物可包括约1-100%重量,较好约10-60重量%,最好约15-40%重量的防填塞组分,以及约0-99%重量,较好约40-90%重量,最好约60-85%重量的液体介质。
外表面组合物可以是不含液体的。本文中术语“不含液体”指液体介质的含量小于1%重量,也就是说基本是100%防填塞组分体系,但是可包括任选的添加剂。
不含液体的含100%防填塞组分(或防填塞组分加任选的添加剂)的外表面组合物的施涂方法包括将该组合物熔融成热熔组合物,施加(如涂布)该组合物,在室温(如25℃)冷却5-10分钟。或者,可通过挤出涂覆来施涂含100%防填塞组分(或防填塞组分加任选的添加剂)的外表面组合物,此时挤塑机的温度能熔融该外表面组合物,随后使用口模式涂覆机施涂外表面组合物。随后将施涂的外表面组合物在室温(约25℃)冷却5-10分钟。
在另一个实例中,可将本发明防填塞组分与液体介质(包括水和有机溶剂)混合在一起形成外表面组合物。所述防填塞组分能与液体介质形成溶液或者能作为分散体存在于液体介质中。外表面组合物的一种较好的使用方式包括防填塞组分在水(较好是去离子水)或THF中的分散液。按外表面组合物的总重量计,液体介质的一般用量约为0-99%,较好为40-90%,最好为60-85%。
含有防填塞组分和液体介质的外表面组合物的涂覆可以是刷涂,或者通过例如辊涂、帘流涂覆、口模式涂覆、喷涂等将该组合物涂覆在磨料制品上,随后干燥之,干燥的温度取决于所选用的液体介质。例如,温度一般约为20-120℃、通常为40-100℃、较好为60-80℃,干燥时间一般约为3分钟-30小时,通常约为5分钟-10小时,最好为10分钟-2小时。
合适的有机溶剂包括四氢呋喃、丙酮、甲乙酮、甲苯、甲基异丁基酮、乙醇、异丙醇、甲醇和乙二醇醚(glycol ether)溶剂。
在所有实例中外表面涂层的干重取决于涂覆的磨料级别,即磨粒的粒径。通常,磨粒越粗或越大,涂层的重量将越大。对于给定的级别,如果涂层的重量太大,磨粒将被外表面涂层完全覆盖。如果涂层重量太低,则形成的磨料制品将难以获得最佳的性能。例如,作为一个准则,对于P400级磨粒,涂层重量可约为1-30g/m2,通常为4-约12g/m2;对于P320级磨粒,涂层重量可约为1-50g/m2,通常为3-约15g/m2;对于P180级磨粒,涂层重量可约为1-50g/m2,通常为7-约25g/m2;对于P120级磨粒,涂层重量可约为1-75g/m2,通常为9-约30g/m2。
磨料制品的使用方法
本发明磨料制品可用于研磨各种工件或基材,包括木材、木质材料如纤维板和刨花板、玻璃纤维、釉面、聚酯涂层、染色的表面、车体填料、陶瓷、玻璃、涂料包括胶乳和油漆、底涂料包括油基和水基的底涂料,和金属包括铝、不锈钢和低碳钢。在本文中术语“研磨”指磨削、抛光、表面清除、表面精加工修饰等。
研磨工件的方法包括使工件与磨料制品的外表面涂层部分或表面相接触,用足够的力(通常约大于1kg/cm2)研磨工件,同时使所述外表面涂层部分或表面与工件作相对移动。工件或磨料制品中的一种可以是静止的。
如本文所述,涂覆磨料可具有带子、圆盘、片等形状。在磨料制品是连续的磨料带的实例中,接触轮、施加的力和磨料带的速度的选择取决于在工件上所需的切削速度和在得到的表面抛光。接触轮可以是平滑的或锯齿形的。磨料制品和工件之间所施加的力可以为0.02-60kg/cm,通常并较好的约为0.04-40kg/cm。带速可以为300-3100m/min,较好约900-2200m/min。
实施例
试验方法
Schiefer试验
本试验提供一种在干条件(约22℃和约45%相对湿度)下涂覆磨料制品切屑(从工件上除去的物质)的测量方法。
从测试磨料上切下直径10.2cm的圆盘并用双面压敏粘合带(商品名为3MIndustrial Tape #442,购自美国3M公司)固定在支承垫上。将支承垫固定在Schiefer研磨试验机(购自Frazier Precision Company,Gaitherburg,Maryland)的从动板上。将外径10.2cm、内径5.24cm、1.27cm厚的环状乙酸丁酸纤维素聚合物(购自Seelye Plastics,Minneapolis,MN)作为工件(workpiece)。在将工件安装在研磨试验机的工件架上以前,记录各个工件的初始重量(精确至毫克)。将4.5kg的砝码(weight)置于研磨试验机的砝码台上并将固定的磨料试样下放至该工件上,随后开动机器。将该机器设定为运转500周随后自动停止。每500周试验以后,擦去工件上的碎屑并称重。每500周试验的累积切屑是每500周试验前的初始重量与每500周试验后的重量之差。试验终点是2000周。
双作用(DA)砂磨试验/自动研磨试验
用本发明涂覆磨料和比较例的涂覆磨料研磨各种漆板(即具有常用于汽车油漆的e-涂层、底涂层、第一道涂层和清漆层的钢基材)。各种涂覆磨料的直径为15.2cm,安装在任意轨道的砂磨机上(商品名为DAQ,购自National Detroit,Inc.,Rockford,IL)。研磨压力约为0.2kg/cm2,而砂磨机在约60PSI(@TOOL(413kPa))下运行。所述漆板购自ACT Company of Hillsdale,Michigan。通过称重研磨前和研磨预定时间(如1或3分钟)后底涂基材的重量计算各种情况下的切屑量(以克为单位)。
材料
在实施例中使用下列材料(引号中为商品名)
表1
| 防填塞组分 | 防填塞组分的生产公司 | 商品名 |
| 磷酸二氢十八烷酯1 | Rhone-Poulenc,Inc.,Cranbury,NJ | “DV4771” |
| 磷酸二氢十六烷酯1 | Rhone-Poulenc,Inc.,Cranbury,NJ | “DV3956” |
| 磷酸二氢十二烷酯1 | Rhone-Poulenc,Inc.,Cranbury,NJ | “DV3999” |
| (C16H33O)2PO(OH) | Aldrich Chemicals Co.,Milwaukee,WI | |
| C12H25OPO(OH)2 | Aldrich Chemicals Co.,Milwaukee,WI | |
| C18H37PO(OH)2 | Alfa-AESAR Johnson Matthey,Ward Hill,MA | |
| C14H29PO(OH)2 | Alfa-AESAR Johnson Matthey,Ward Hill,MA | |
| 叔丁基-PO(OH)2 | Alfa-AESAR Johnson Matthey,Ward Hill,MA | |
| 磷酸二氢十八烷酯2 | Harcros Chemicals Inc.,Kansas City,KS | “T-Mulz717-95” |
| C18H37NH3 +的二氢磷酸盐 | * |
1含大量的单烷基组分和一些二烷基组分及痕量的磷酸和相应的原料醇。
2杂质含量高于“DV4771”,因此熔点较低。
*制备描述如下。
制备:
制备1
十八烷基铵的二氢磷酸盐
将85%的磷酸(1.0摩尔)加至十八烷基胺(1.0摩尔)的THF溶液中,直至pH达到5。用水力吸气器减压抽滤白色沉淀并用水洗涤。将白色沉淀以10%的固含量分散在水中。涂覆前在80℃将该白色分散液温热成混浊(cloudy)的分散液。
实施例
实施例1-11的制备
将防填塞涂料涂覆在不含超级上胶涂层的涂覆磨盘(购自美国3M公司,商品名为3M 210U Production A weight paper)上制得本发明涂覆磨料制品。各实施例的防填塞组分、含防填塞组分的涂层的干重、磨盘尺寸、购得的涂覆磨盘的商品名及磨料级别列于表2。
将实施例1-8和10及11的防填塞涂料溶解在THF溶剂中(15%溶液)并用滴管将其施涂在涂覆磨盘上。随后将磨盘在90℃干燥20分钟。
将实施例9的防填塞涂料与水混合(10%溶液)随后刷涂。将该磨盘在室温(约25℃)在空气中干燥。
表2
| 实施例 | 防填塞组分 | 防填塞涂层的干重(g/m2) | 磨盘尺寸(cm) | 磨料级别 |
| 1 | 磷酸二氢十八烷酯1a | 10.48 | 10 | P320 |
| 2 | 磷酸二氢十六烷酯1b | 10.48 | 10 | P320 |
| 3 | (C16H33O)2PO(OH) | 10.48 | 10 | P320 |
| 4 | C12H25OPO(OH)2 | 10.48 | 10 | P320 |
| 5 | C18H37PO(OH)2 | 10.48 | 10 | P320 |
| 6 | C14H29PO(OH)2 | 10.48 | 10 | P320 |
| 7 | 叔丁基-PO(OH)2 | 10.48 | 10 | P320 |
| 8 | 磷酸二氢十八烷酯2 | 10.48 | 10 | P320 |
| 9 | C18H37NH3 +二氢磷酸盐 | 8.33 | 15 | P400 |
| 10 | C14H29PO(OH)2 | 10.48 | 10 | P320 |
| 11 | 磷酸二氢十八烷酯1a | 10.48 | 10 | P320 |
1a“DV4771”
1b“ DV3956”
2 “ T-Mulz 717-95”
比较例的制备
比较例A的试样购自美国3M公司,商品名为3M 210U Production A weightpaper。
如下制得比较例B和F:用漆刷将硬脂酸钙在水中的分散液(50%溶液)涂覆在购自美国3M公司,商品名为3M 210U Production A weight paper的涂覆磨料制品上,随后在88℃干燥15分钟。该硬脂酸钙涂层与购自美国3M公司,商品名为3M 216U Production Fre-Cut A weight paper的涂覆磨料制品的硬脂酸钙涂层相似。
表3
| 实施例 | 防填塞组分 | 防填塞涂层的干重(g/m2) | 磨盘尺寸(cm) | 磨料级别 |
| A | 无 | 0 | 10 | P320 |
| B | 硬脂酸钙 | 10.48 | 10 | P320 |
| F | 硬脂酸钙 | 10.48 | 10 | P400 |
实施例1-8和比较例A和B
对实施例1-8和比较例A和B进行Schiefer试验。每个实施例试验三个磨盘,测定每500周及高达并包括2000周的平均切屑量。结果列于表4。
表4
#:填塞等级为1-5。1是最好的,具有有限的填塞量,5是最差的,具有肉眼可见的大填塞量;大填塞量通常增加了测试磨料制品的重量。
实施例9和比较例F
对实施例9和比较例F进行DA砂磨机试验。砂磨至底涂层。在1分钟和3分钟后测定切屑的量。每个实施例试验4次。计算3分钟切屑结果的标准偏差和平均值。结果列于表5。“A”、“B”、“C”和“D”表示各个实施例四次试验中的每一次。
表5
| 实施例 | 1分钟切屑(g) | 3分钟切屑(g) | 标准偏差 | 平均值 | 按比较例F计的切屑% | ||||||
| A | B | C | D | A | B | C | D | ||||
| 比较例F | 2.76 | 2.74 | 3.01 | 3.14 | 4.70 | 5.86 | 6.42 | 6.75 | 0.9 | 5.93 | 100 |
| 实施例9 | 2.31 | 3.09 | 3.11 | 2.89 | 4.57 | 6.33 | 6.02 | 5.60 | 0.77 | 5.63 | 95 |
实施例10和11及比较例B
在DA砂磨试验中评价实施例10和11及比较例B。砂磨至底涂层。比较例B的切屑按100%计,并将实施例10和11的切屑与比较例B的100%切屑进行比较。结果列于表6。
表6
| 实施例 | 按比较例B计的切屑% |
| 比较例B | 100 |
| 实施例10 | 140 |
| 实施例11 | 117 |
Claims (10)
1.一种粘结的磨料,它包括
(a)许多磨粒;
(b)将所述许多磨粒粘合在一起的粘合剂;和
(c)基本不含粘合剂的外表面涂层,所述外表面涂层包括式1或2中的任何一种或两者混合物的防填塞组分:
式1中,R1和R2分别是OH或OR,
R是烷基;
X是O、S、NH或两价脂族或芳族连接基团,所述连接基团具有20个或更少原子,并在脂族或芳族基团中含有碳以及任选的氮、氧、磷和/或硫或这些原子作为取代基接到脂族或芳族基团上;
p是0或1;和
W是烷基,或者W是通式为CmHaF2m+1-a的含氟烃基,该通式中a为0-2m,m为4-50,所述的烷基或含氟烃基可分别在烷基或含氟烃基的主链上含有氧原子,它的量分别为1至烷基或含氟烃基中存在的碳原子总数的1/2;和
式2中R3和R4分别是H或烷基;
Z-是单价阴离子;
A是具有20个或更少原子的二价脂族或芳族连接基团,在脂族或芳族基团中含有碳和任选的氮、氧、磷和/或硫或这些原子作为取代基接到脂族或芳族基团上,前提是连接基团中的碳原子与式2中的N相连;
t是0或1;
W是烷基,或者W是通式为CmHaF2m+1-a的含氟烃基,其中a为0-2m,m为4-50,烷基或含氟烃基可分别在烷基或含氟烃基的主链上含有氧原子,它的量分别为1至烷基或含氟烃基中存在的碳原子总数的1/2。
2.一种磨料制品,它包括:
(a)具有主表面的背衬;
(b)许多磨粒;
(c)将所述许多磨粒粘合在所述背衬主表面上的粘合剂;和
(d)基本不含粘合剂的外表面涂层,所述外表面涂层包括式1或2中的任何一种或两者混合物的防填塞组分;
式1中,R1和R2分别是OH或OR,
R是烷基;
X是O、S、NH或两价脂族或芳族连接基团,所述连接基团具有20个或更少原子,并在脂族或芳族基团中含有碳以及任选的氮、氧、磷和/或硫或这些原子作为取代基接到脂族或芳族基团上;
p是0或1;和
W是烷基,或者W是通式为CmHaF2m+1-a的含氟烃基,该通式中a为0-2m,m为4-50,所述的烷基或含氟烃基可分别在烷基或含氟烃基的主链上含有氧原子,它的量分别为1至烷基或含氟烃基中存在的碳原子总数的1/2;和
式2中R3和R4分别是H或烷基;
Z-是单价阴离子;
A是具有20个或更少原子的二价脂族或芳族连接基团,在脂族或芳族基团中含有碳和任选的氮、氧、磷和/或硫或这些原子作为取代基接到脂族或芳族基团上,前提是连接基团中的碳原子与式2中的N相连;
t是0或1;
W是烷基,或者W是通式为CmHaF2m+1-a的含氟烃基,其中a为0-2m,m为4-50,烷基或含氟烃基可分别在烷基或含氟烃基的主链上含有氧原子,它的量分别为1至烷基或含氟烃基中存在的碳原子总数的1/2。
3.如权利要求2所述的磨料制品,其特征在于所述粘合剂是构造涂层,并且所述磨料制品还包括涂覆在所述构造涂层和所述许多磨粒上的上胶涂层。
4.如权利要求2所述的磨料制品,其特征在于所述粘合剂和所述许多磨粒存在于磨料涂层中。
5.如权利要求2所述的磨料制品,其特征在于所述粘合剂和所述许多磨粒存在于许多磨料复合物中。
6.如权利要求2所述的磨料制品,其特征在于所述防填塞组分选自磷酸十八烷酯、磷酸二十二烷酯、十四烷基膦酸、磷酸十六烷酯、十八烷基膦酸、十六烷基膦酸、磷酸十八烷基铵、亚磷酸十八烷基铵、磷酸十六烷基铵、亚磷酸十六烷基铵、磷酸二十二烷基铵、亚磷酸二十二烷基铵、磷酸十八烷基二甲铵或亚磷酸十八烷基二甲铵。
7.如权利要求2所述的磨料制品,其特征在于按外表面涂层的总重量计,在外表面涂层中所述防填塞组分的含量为95-100%。
8.一种非织造磨料,它包括
(a)开孔蓬松的非织造基片;
(b)许多磨粒;
(c)将所述许多磨粒粘合在所述开孔蓬松非织造基片中和/或基片上的粘合剂;和
(d)基本不含粘合剂的外表面涂层,所述外表面涂层包括式1或2中的任何一种或两者混合物的防填塞组分:
式1中,R1和R2分别是OH或OR,
R是烷基;
X是O、S、NH或两价脂族或芳族连接基团,所述连接基团具有20个或更少原子,并在脂族或芳族基团中含有碳以及任选的氮、氧、磷和/或硫或这些原子作为取代基接到脂族或芳族基团上;
p是0或1;和
W是烷基,或者W是通式为CmHaF2m+1-a的含氟烃基,其中a为0-2m,m为4-50,烷基或含氟烃基可分别在烷基或含氟烃基的主链上含有氧原子,它的量分别为1至烷基或含氟烃基中存在的碳原子总数的1/2;和
式2中R3和R4分别是H或烷基;
Z-是单价阴离子;
A是具有20个或更少原子的二价脂族或芳族连接基团,在脂族或芳族基团中含有碳和任选的氮、氧、磷和/或硫或这些原子作为取代基接到脂族或芳族基团上,前提是连接基团中的碳原子与式2中的N相连;
t是0或1;
W是烷基,或者W是通式为CmHaF2m+1-a的含氟烃基,该式中a为0-2m,m为4-50,所述的烷基或含氟烃基可分别在烷基或含氟烃基的主链上含有氧原子,它的量分别为1至烷基或含氟烃基中存在的碳原子总数的1/2。
9.一种磨料制品的制造方法,它包括
(a)提供至少具有一个主表面的背衬;
(b)在所述背衬的至少一个主表面上施涂构造涂层粘合剂前体;
(c)将许多磨粒嵌入所述构造涂层粘合剂前体中和/或置于该粘合剂前体之上;
(d)至少部分固化所述构造涂层粘合剂前体,形成构造涂层;
(e)施涂上胶涂层粘合剂前体;
(f)固化所述上胶涂层粘合剂前体,形成上胶涂层;
(g)在至少一部分上胶涂层上施涂基本不含粘合剂的外表面组合物,所述组合物包括式1或2中的任何一种或两者的混合物的防填塞组分:
式1中,R1和R2分别是OH或OR,
R是烷基;
X是O、S、NH或两价脂族或芳族连接基团,所述连接基团具有20个或更少原子,并在脂族或芳族基团中含有碳以及任选的氮、氧、磷和/或硫或这些原子作为取代基接到脂族或芳族基团上;
p是0或1;和
W是烷基,或者W是通式为CmHaF2m+1-a的含氟烃基,其中a为0-2m,m为4-50,所述的烷基或含氟烃基可分别在烷基或含氟烃基的主链上含有氧原子,它的量分别为1至烷基或含氟烃基中存在的碳原子总数的1/2;和
式2中R3和R4分别是H或烷基;
Z-是单价阴离子;
A是具有20个或更少原子的二价脂族或芳族连接基团,在脂族或芳族基团中含有碳和任选的氮、氧、磷和/或硫或这些原子作为取代基接到脂族或芳族基团上,前提是连接基团中的碳原子与式2中的N相连;
t是0或1;
W是烷基,或者W是通式为CmHaF2m+1-a的含氟烃基,其中a为0-2m,m为4-50,烷基或含氟烃基可分别在烷基或含氟烃基的主链上含有氧原子,它的量分别为1至烷基或含氟烃基中存在的碳原子总数的1/2;以及
(h)干燥所述外表面组合物,形成外表面涂层。
10.如权利要求9所述的方法,其特征在于所述防填塞组分选自磷酸十八烷酯、磷酸二十二烷酯、十四烷基膦酸、磷酸十六烷酯、十八烷基膦酸、十六烷基膦酸、磷酸十八烷基铵、亚磷酸十八烷基铵、磷酸十六烷基铵、亚磷酸十六烷基铵、磷酸二十二烷基铵、亚磷酸二十二烷基铵、磷酸十八烷基二甲铵或亚磷酸十八烷基二甲铵。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/646,667 | 1996-05-08 | ||
| US08/646,667 US5667542A (en) | 1996-05-08 | 1996-05-08 | Antiloading components for abrasive articles |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1222108A CN1222108A (zh) | 1999-07-07 |
| CN1066996C true CN1066996C (zh) | 2001-06-13 |
Family
ID=24593978
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN97195511A Expired - Fee Related CN1066996C (zh) | 1996-05-08 | 1997-03-14 | 用于磨料制品的防填塞组分 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US5667542A (zh) |
| EP (1) | EP0900133A1 (zh) |
| JP (1) | JP2000510176A (zh) |
| KR (1) | KR20000010853A (zh) |
| CN (1) | CN1066996C (zh) |
| AU (1) | AU2325797A (zh) |
| CA (1) | CA2253577A1 (zh) |
| WO (1) | WO1997042006A1 (zh) |
Families Citing this family (76)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6228133B1 (en) * | 1998-05-01 | 2001-05-08 | 3M Innovative Properties Company | Abrasive articles having abrasive layer bond system derived from solid, dry-coated binder precursor particles having a fusible, radiation curable component |
| US6261682B1 (en) | 1998-06-30 | 2001-07-17 | 3M Innovative Properties | Abrasive articles including an antiloading composition |
| KR20000072386A (ko) * | 2000-08-31 | 2000-12-05 | 이승열 | 안티-로딩제의 제조방법. |
| US6638601B1 (en) * | 2000-10-13 | 2003-10-28 | Robert A. Follensbee | Coated abrasive having laminate backing material and method of making the same |
| US6835220B2 (en) * | 2001-01-04 | 2004-12-28 | Saint-Gobain Abrasives Technology Company | Anti-loading treatments |
| US6451076B1 (en) * | 2001-06-21 | 2002-09-17 | Saint-Gobain Abrasives Technology Company | Engineered abrasives |
| US6433359B1 (en) * | 2001-09-06 | 2002-08-13 | 3M Innovative Properties Company | Surface modifying layers for organic thin film transistors |
| US7141296B2 (en) * | 2002-11-14 | 2006-11-28 | Irwin Frank | Cast polymer and method of making the same |
| US7195658B2 (en) * | 2003-10-17 | 2007-03-27 | Saint-Gobain Abrasives, Inc. | Antiloading compositions and methods of selecting same |
| CN1886232A (zh) * | 2003-11-26 | 2006-12-27 | 3M创新有限公司 | 研磨工件的方法 |
| US20060003121A1 (en) * | 2004-06-30 | 2006-01-05 | Scheller Joseph A | Abrasive article packaging and method of making same |
| US7364500B2 (en) * | 2005-03-01 | 2008-04-29 | Brown John E | Sanding apparatus and method of manufacture |
| US7661247B2 (en) * | 2005-06-30 | 2010-02-16 | 3M Innovative Properties Company | Abrasive article packaging and method of making same |
| WO2008001692A1 (fr) * | 2006-06-27 | 2008-01-03 | Zeon Corporation | Composition de caoutchouc de nitrile, composition de caoutchouc de nitrile réticulable et caoutchouc réticulé |
| TWI386468B (zh) * | 2006-12-20 | 2013-02-21 | Saint Gobain Ceramics | 加工無機非金屬工件之方法 |
| CN102863635B (zh) | 2007-08-03 | 2015-03-25 | 圣戈班磨料磨具有限公司 | 具有助黏附层的磨料物品 |
| US8123828B2 (en) * | 2007-12-27 | 2012-02-28 | 3M Innovative Properties Company | Method of making abrasive shards, shaped abrasive particles with an opening, or dish-shaped abrasive particles |
| US8034137B2 (en) * | 2007-12-27 | 2011-10-11 | 3M Innovative Properties Company | Shaped, fractured abrasive particle, abrasive article using same and method of making |
| KR100973566B1 (ko) * | 2008-03-14 | 2010-08-02 | 주식회사 화영 | 비철금속용 호닝툴 및 그 제조 방법 |
| US10137556B2 (en) * | 2009-06-22 | 2018-11-27 | 3M Innovative Properties Company | Shaped abrasive particles with low roundness factor |
| US8142532B2 (en) * | 2008-12-17 | 2012-03-27 | 3M Innovative Properties Company | Shaped abrasive particles with an opening |
| US8142531B2 (en) | 2008-12-17 | 2012-03-27 | 3M Innovative Properties Company | Shaped abrasive particles with a sloping sidewall |
| KR101691240B1 (ko) | 2008-12-17 | 2016-12-29 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 홈을 갖는 성형된 연마 입자 |
| US8142891B2 (en) * | 2008-12-17 | 2012-03-27 | 3M Innovative Properties Company | Dish-shaped abrasive particles with a recessed surface |
| US8480772B2 (en) | 2009-12-22 | 2013-07-09 | 3M Innovative Properties Company | Transfer assisted screen printing method of making shaped abrasive particles and the resulting shaped abrasive particles |
| CN102009038A (zh) * | 2010-09-17 | 2011-04-13 | 淄博理研泰山涂附磨具有限公司 | 一种涂附磨具的热熔型超涂层涂附方法 |
| BR112013016734A2 (pt) | 2010-12-31 | 2019-09-24 | Saint Gobain Ceramics | partículas abrasivas com formas particulares e métodos de deformação de tais partículas |
| US8986409B2 (en) | 2011-06-30 | 2015-03-24 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive articles including abrasive particles of silicon nitride |
| WO2013003831A2 (en) | 2011-06-30 | 2013-01-03 | Saint-Gobain Ceramics & Plastics, Inc. | Liquid phase sintered silicon carbide abrasive particles |
| US9517546B2 (en) | 2011-09-26 | 2016-12-13 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive articles including abrasive particulate materials, coated abrasives using the abrasive particulate materials and methods of forming |
| CN104114327B (zh) | 2011-12-30 | 2018-06-05 | 圣戈本陶瓷及塑料股份有限公司 | 复合成型研磨颗粒及其形成方法 |
| EP3517245B1 (en) | 2011-12-30 | 2023-12-13 | Saint-Gobain Ceramics & Plastics Inc. | Shaped abrasive particle and method of forming same |
| CN104114664B (zh) | 2011-12-30 | 2016-06-15 | 圣戈本陶瓷及塑料股份有限公司 | 形成成型研磨颗粒 |
| WO2013106602A1 (en) | 2012-01-10 | 2013-07-18 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles having particular shapes and methods of forming such particles |
| CA2987793C (en) | 2012-01-10 | 2019-11-05 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive particles having complex shapes and methods of forming same |
| US9242346B2 (en) | 2012-03-30 | 2016-01-26 | Saint-Gobain Abrasives, Inc. | Abrasive products having fibrillated fibers |
| KR101888347B1 (ko) | 2012-05-23 | 2018-08-16 | 생-고뱅 세라믹스 앤드 플라스틱스, 인코포레이티드 | 형상화 연마입자들 및 이의 형성방법 |
| BR112014032152B1 (pt) | 2012-06-29 | 2022-09-20 | Saint-Gobain Ceramics & Plastics, Inc | Partículas abrasivas tendo formatos particulares e artigos abrasivos |
| CN104822494B (zh) | 2012-10-15 | 2017-11-28 | 圣戈班磨料磨具有限公司 | 具有特定形状的磨粒以及形成这种粒子的方法 |
| WO2014106173A1 (en) | 2012-12-31 | 2014-07-03 | Saint-Gobain Ceramics & Plastics, Inc. | Particulate materials and methods of forming same |
| CN107685296B (zh) | 2013-03-29 | 2020-03-06 | 圣戈班磨料磨具有限公司 | 具有特定形状的磨粒、形成这种粒子的方法及其用途 |
| EP2978567B1 (en) | 2013-03-29 | 2023-12-27 | 3M Innovative Properties Company | Nonwoven abrasive articles and methods of making the same |
| TW201502263A (zh) | 2013-06-28 | 2015-01-16 | Saint Gobain Ceramics | 包含成形研磨粒子之研磨物品 |
| US9902046B2 (en) * | 2013-09-16 | 2018-02-27 | 3M Innovative Properties Company | Nonwoven abrasive article with wax antiloading compound and method of using the same |
| WO2015048768A1 (en) | 2013-09-30 | 2015-04-02 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particles and methods of forming same |
| JP6290428B2 (ja) | 2013-12-31 | 2018-03-07 | サンーゴバン アブレイシブズ,インコーポレイティド | 成形研磨粒子を含む研磨物品 |
| US9771507B2 (en) | 2014-01-31 | 2017-09-26 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particle including dopant material and method of forming same |
| AU2015247826A1 (en) | 2014-04-14 | 2016-11-10 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| BR112016023880A2 (pt) | 2014-04-14 | 2017-08-15 | Saint Gobain Ceramics | artigo abrasivo incluindo partículas abrasivas moldadas |
| US8899318B1 (en) | 2014-04-24 | 2014-12-02 | Ronald C. Parsons | Applying an aggregate to expandable tubular |
| WO2015184355A1 (en) | 2014-05-30 | 2015-12-03 | Saint-Gobain Abrasives, Inc. | Method of using an abrasive article including shaped abrasive particles |
| CN104139346B (zh) * | 2014-07-23 | 2017-05-03 | 上虞市自远磨具有限公司 | 一种防堵研磨磨具及其制造方法 |
| US9707529B2 (en) | 2014-12-23 | 2017-07-18 | Saint-Gobain Ceramics & Plastics, Inc. | Composite shaped abrasive particles and method of forming same |
| US9914864B2 (en) | 2014-12-23 | 2018-03-13 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particles and method of forming same |
| US9676981B2 (en) | 2014-12-24 | 2017-06-13 | Saint-Gobain Ceramics & Plastics, Inc. | Shaped abrasive particle fractions and method of forming same |
| TWI634200B (zh) | 2015-03-31 | 2018-09-01 | 聖高拜磨料有限公司 | 固定磨料物品及其形成方法 |
| WO2016161157A1 (en) | 2015-03-31 | 2016-10-06 | Saint-Gobain Abrasives, Inc. | Fixed abrasive articles and methods of forming same |
| JP2018516767A (ja) | 2015-06-11 | 2018-06-28 | サン−ゴバン セラミックス アンド プラスティクス,インコーポレイティド | 成形研磨粒子を含む研磨物品 |
| JP6734665B2 (ja) * | 2016-02-25 | 2020-08-05 | 合資会社亀井鉄工所 | 砥材 |
| EP4071224A3 (en) | 2016-05-10 | 2023-01-04 | Saint-Gobain Ceramics and Plastics, Inc. | Methods of forming abrasive articles |
| US10344186B2 (en) * | 2016-06-22 | 2019-07-09 | Cabot Microelectronics Corporation | Polishing composition comprising an amine-containing surfactant |
| EP4349896A2 (en) | 2016-09-29 | 2024-04-10 | Saint-Gobain Abrasives, Inc. | Fixed abrasive articles and methods of forming same |
| US10563105B2 (en) | 2017-01-31 | 2020-02-18 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| US10759024B2 (en) | 2017-01-31 | 2020-09-01 | Saint-Gobain Ceramics & Plastics, Inc. | Abrasive article including shaped abrasive particles |
| US10865148B2 (en) | 2017-06-21 | 2020-12-15 | Saint-Gobain Ceramics & Plastics, Inc. | Particulate materials and methods of forming same |
| CN107825307A (zh) * | 2017-11-11 | 2018-03-23 | 淄博理研泰山涂附磨具有限公司 | 一种防堵环保砂纸的制备方法 |
| USD849067S1 (en) * | 2017-12-12 | 2019-05-21 | 3M Innovative Properties Company | Coated abrasive disc |
| USD862538S1 (en) * | 2017-12-12 | 2019-10-08 | 3M Innovative Properties Company | Coated abrasive disc |
| USD870782S1 (en) * | 2017-12-12 | 2019-12-24 | 3M Innovative Properties Company | Coated abrasive disc |
| USD849066S1 (en) * | 2017-12-12 | 2019-05-21 | 3M Innovative Properties Company | Coated abrasive disc |
| USD879164S1 (en) * | 2017-12-12 | 2020-03-24 | 3M Innovative Properties Company | Coated abrasive disc |
| CA3086471A1 (en) | 2017-12-20 | 2019-06-27 | 3M Innovative Properties Company | Abrasive articles including a saturant and an anti-loading size layer |
| CA3153509A1 (en) | 2019-09-05 | 2021-03-11 | Saint-Gobain Abrasives, Inc. | Coated abrasives having an improved supersize coating |
| KR20220116556A (ko) | 2019-12-27 | 2022-08-23 | 세인트-고바인 세라믹스 앤드 플라스틱스, 인크. | 연마 물품 및 이의 형성 방법 |
| CN115319648A (zh) * | 2022-03-02 | 2022-11-11 | 淄博理研泰山涂附磨具有限公司 | 一种长寿命砂布及其制备方法 |
| JP2024016448A (ja) * | 2022-07-26 | 2024-02-07 | 株式会社フジミインコーポレーテッド | 研磨用組成物 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5645975A (en) * | 1979-09-20 | 1981-04-25 | Akira Suzuki | Additive for abrasive material |
| EP0071723A2 (en) * | 1981-08-10 | 1983-02-16 | Norton Company | Coated abrasive |
| JPS60127518A (ja) * | 1983-12-13 | 1985-07-08 | Matsushita Electric Ind Co Ltd | 磁気記録媒体 |
| EP0408943A1 (en) * | 1989-06-29 | 1991-01-23 | Norton Company | Coated abrasives with anti-static supersize coat |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2768886A (en) * | 1954-06-29 | 1956-10-30 | Norton Co | Sandpaper |
| US2893854A (en) * | 1956-12-31 | 1959-07-07 | Armour & Co | Coated abrasive article and method of manufacture |
| US3619150A (en) * | 1969-09-22 | 1971-11-09 | Borden Co | Abrasive article and nonloading coating therefor |
| US4396403A (en) * | 1981-08-10 | 1983-08-02 | Norton Company | Loading resistant coated abrasive |
| US4609380A (en) * | 1985-02-11 | 1986-09-02 | Minnesota Mining And Manufacturing Company | Abrasive wheels |
| SU1384605A1 (ru) * | 1986-10-29 | 1988-03-30 | Научно-Производственное Объединение "Спецтехоснастка" | Антифрикционна смазка дл абразивной обработки металлов |
| EP0280756B1 (de) * | 1987-03-06 | 1990-06-27 | Carborundum Schleifmittelwerke GmbH | Verfahren zur Verbesserung der Schleifleistung von Schleif- und Honkörpern |
| US4988554A (en) * | 1989-06-23 | 1991-01-29 | Minnesota Mining And Manufacturing Company | Abrasive article coated with a lithium salt of a fatty acid |
| GB8927983D0 (en) * | 1989-12-11 | 1990-02-14 | Minnesota Mining & Mfg | Abrasive elements |
| RU1787755C (ru) * | 1990-10-22 | 1993-01-15 | Волжский Филиал Всесоюзного Научно-Исследовательского Института Абразивов И Шлифования | Состав дл пропитки полировального инструмента |
| US5578097A (en) * | 1995-08-28 | 1996-11-26 | Norton Company | Washable coated abrasives |
-
1996
- 1996-05-08 US US08/646,667 patent/US5667542A/en not_active Expired - Lifetime
-
1997
- 1997-03-14 EP EP97915964A patent/EP0900133A1/en not_active Ceased
- 1997-03-14 WO PCT/US1997/004036 patent/WO1997042006A1/en not_active Application Discontinuation
- 1997-03-14 CA CA002253577A patent/CA2253577A1/en not_active Abandoned
- 1997-03-14 JP JP09539904A patent/JP2000510176A/ja not_active Ceased
- 1997-03-14 AU AU23257/97A patent/AU2325797A/en not_active Abandoned
- 1997-03-14 CN CN97195511A patent/CN1066996C/zh not_active Expired - Fee Related
- 1997-03-14 KR KR1019980708996A patent/KR20000010853A/ko not_active Application Discontinuation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5645975A (en) * | 1979-09-20 | 1981-04-25 | Akira Suzuki | Additive for abrasive material |
| EP0071723A2 (en) * | 1981-08-10 | 1983-02-16 | Norton Company | Coated abrasive |
| JPS60127518A (ja) * | 1983-12-13 | 1985-07-08 | Matsushita Electric Ind Co Ltd | 磁気記録媒体 |
| EP0408943A1 (en) * | 1989-06-29 | 1991-01-23 | Norton Company | Coated abrasives with anti-static supersize coat |
Also Published As
| Publication number | Publication date |
|---|---|
| WO1997042006A1 (en) | 1997-11-13 |
| US5667542A (en) | 1997-09-16 |
| AU2325797A (en) | 1997-11-26 |
| KR20000010853A (ko) | 2000-02-25 |
| CN1222108A (zh) | 1999-07-07 |
| JP2000510176A (ja) | 2000-08-08 |
| EP0900133A1 (en) | 1999-03-10 |
| CA2253577A1 (en) | 1997-11-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1066996C (zh) | 用于磨料制品的防填塞组分 | |
| CN1046882C (zh) | 一种含有助磨剂的磨具 | |
| EP3759191B1 (en) | Shaped siliceous abrasive agglomerate with shaped abrasive particles, abrasive articles, and related methods | |
| CN1051038C (zh) | 涂磨料制品的制法 | |
| CN1092095C (zh) | 包括抗填充成分的磨料制品 | |
| CN1139462C (zh) | 磨具和研磨玻璃的方法 | |
| CN1099940C (zh) | 磨料制品 | |
| US5704952A (en) | Abrasive article comprising an antiloading component | |
| DE60022099T2 (de) | Schleifmittel und verfahren zum schleifen von glas | |
| EP1339531B1 (en) | Composite abrasive particles and method of manufacture | |
| AU679005B2 (en) | Reduced viscosity slurries, abrasive articles made therefrom, and methods of making said articles | |
| CN1882420A (zh) | 具有抛物面的结构磨料 | |
| CN1348404A (zh) | 用于研磨玻璃和玻璃陶瓷工件的磨料制品 | |
| CN1767926A (zh) | 制造磨具的方法 | |
| CN1167456A (zh) | 含层压转移的初始接合涂层的磨料制品 | |
| CN1102800A (zh) | 磨料制品、它的制造方法以及用它来研磨工件表面的方法 | |
| CN1671510A (zh) | 磨具、制备和使用该磨具的方法,以及制备该磨具的设备 | |
| JPH11513621A (ja) | 砥粒と非研磨複合物粒を含有する高性能研磨物品 | |
| EP1091832A1 (en) | Abrasive articles including an antiloading composition | |
| CN1035306A (zh) | 用于涂覆制品的改良树脂体系及其方法 | |
| CN1761552A (zh) | 一种具有团块的磨料制品的用途 | |
| JPH11513620A (ja) | 無機金属オルトリン酸塩を含有する研磨物品 | |
| CN1882417A (zh) | 结构化磨料制品 | |
| JP4801116B2 (ja) | 抗目つまり処理 | |
| CN1126963A (zh) | 表面加工制品及其制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |