CN1180932C - 生产一种压花卷材的方法和装置及所制得的产品 - Google Patents
生产一种压花卷材的方法和装置及所制得的产品 Download PDFInfo
- Publication number
- CN1180932C CN1180932C CNB998035610A CN99803561A CN1180932C CN 1180932 C CN1180932 C CN 1180932C CN B998035610 A CNB998035610 A CN B998035610A CN 99803561 A CN99803561 A CN 99803561A CN 1180932 C CN1180932 C CN 1180932C
- Authority
- CN
- China
- Prior art keywords
- projection
- group
- layer
- impression cylinder
- embossing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/07—Embossing, i.e. producing impressions formed by locally deep-drawing, e.g. using rolls provided with complementary profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0723—Characteristics of the rollers
- B31F2201/073—Rollers having a multilayered structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0723—Characteristics of the rollers
- B31F2201/0733—Pattern
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0723—Characteristics of the rollers
- B31F2201/0738—Cross sectional profile of the embossments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0758—Characteristics of the embossed product
- B31F2201/0761—Multi-layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0758—Characteristics of the embossed product
- B31F2201/0761—Multi-layered
- B31F2201/0764—Multi-layered the layers being nested
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0771—Other aspects of the embossing operations
- B31F2201/0774—Multiple successive embossing operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0771—Other aspects of the embossing operations
- B31F2201/0776—Exchanging embossing tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0784—Auxiliary operations
- B31F2201/0787—Applying adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0784—Auxiliary operations
- B31F2201/0792—Printing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1007—Running or continuous length work
- Y10T156/1023—Surface deformation only [e.g., embossing]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/17—Surface bonding means and/or assemblymeans with work feeding or handling means
- Y10T156/1702—For plural parts or plural areas of single part
- Y10T156/1712—Indefinite or running length work
- Y10T156/1737—Discontinuous, spaced area, and/or patterned pressing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24355—Continuous and nonuniform or irregular surface on layer or component [e.g., roofing, etc.]
- Y10T428/24446—Wrinkled, creased, crinkled or creped
- Y10T428/24455—Paper
- Y10T428/24463—Plural paper components
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24562—Interlaminar spaces
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
- Y10T428/24612—Composite web or sheet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24628—Nonplanar uniform thickness material
Abstract
生产包括至少两层(V1,V2)的片材的一种压花装置,该压花装置包括一个与一个第一和第二压花滚筒(1,3;101,103)配合作用的第一压辊(5;105),该第一和第二压花滚筒在其圆柱表面上分别设置了凸顶(1P,3P;101P,103P)。
Description
技术领域
本发明涉及一种用于生产由多层构成的压花片材的方法和装置,并涉及以这种方法制成的片材产品。
现有技术
在用于家庭等使用的纸张产品的生产中,经常要进行在一纸幅材料上压花的工艺来生产更大的外观厚度、良好的吸湿性、触摸的柔软性和装饰效果。
压花片状卷材用来生产餐巾纸、卫生纸、餐巾、纸巾等。通常,卷材由两层或多层构成,构成卷材的这几层分别压花,然后连接起来,其连接手段例如胶粘或其它方法,例如层粘(ply-bonding)。用这种方法生产的片材产品具有较大的柔软性和厚度,以及良好的吸湿性。
通常用两种方法来进行两层或者多层的压花和连接,即“凸顶对凸顶”式和“嵌套”式连接。在第一种情况下,压花材料的两层通过在两个具有平行的反向转动轴的压花滚筒之间被层压而连接。两个压花滚筒设有至少在层压间隙部分对齐的凸顶,所述层压间隙形成在两滚筒之间的相切点。一种粘合剂被施加到两压花层之一的突起上、以便在两压花滚筒的凸顶彼此对齐的区域与另一层永久性连接,其位置为另一层的突起的位置。这种类型的压花机器的例子在US-A-3,414,459,US-A-4,978,565,US-A-5,173,351,US-A-5,096,527,US-A-3,961,119,WO-A-9,720,687,WO-A-9,720,688,WO-A-9,720,689中描述。
在其它装置中,所述层以这种方式连接,一层的突起被嵌入在另一层的相邻突起之间的空腔中。在这种情况下,两压花滚筒在相应的凸顶处没有被彼此压靠在一起,并且所述两层通过一个压辊被层压在一起,该压辊与一个压花滚筒的表面相互作用,在所述压花滚筒上两层在它们从压花滚筒之间的间隙中出来时被支持住。
这种压花类型的例子在GB-A-1,225,440,US-A-3,694,300中有说明和图示。
通常,不论是凸顶对凸顶式还是嵌套式压花,其均由在所述两层上几何的和均匀分布的突起,典型的为截头圆锥或截头角锥形状的突起构成。为了获得更加具有吸引力的外观的产品,设计了这样一种系统,其中不同形状的的突起彼此组合在一起、形成了特定的设计。例如,US-A-4,320,162描述了一种压花系统,其中在两层的每一层上用具有高密度设置的几何形状的、均匀分布的小突起来进行压花,形成细小的背景压花;与大尺寸的、复杂形状的低密度突起结合,形成了装饰性的图形。类似的产品在WO-A-9,618,771中有描述。
这种系统的缺点在于,当希望改变装饰图形时,必须制造新的一对压花滚筒、或至少一个新的压花滚筒,这不仅需要重新生产整个装饰图形,而且需要生产产生背景压花的滚筒的所有凸顶。
发明目的
本发明的目的是提供一种生产压花产品的方法和装置,这种类型的压花产品包括一个第一压花和一个由装饰图形构成的更加宽地隔开的第二压花,其方式类似于US-A-4,320,162描述的,该产品具有较高的质量。
本发明的另一个目的是提供一种压花装置和方法,其能够以更经济的方式改变装饰图形。
本发明的另一个目的是提供一种压花方法和装置,其能够生产柔软的产品,并能通过与彩色的粘合剂结合使用来增加压花的装饰效果。
本发明还有一个目的是提供一种压花装置,其能够通过转换现有的压花系统、以经济的方式来生产。
发明概述
根据本发明,本领域的普通技术人员通过阅读下面的描述当可对这些和进一步的目的和优点有更清楚的了解。所述方法包括下述步骤:
在预先布置了由第一组突起构成的背景图案的第一层卷材上压花,从而在该第一层卷材上产生第二组突起,该第二组突起叠置在第一组突起上、并具有比第一组突起的突起较大的尺寸和较低的密度;
优选通过胶粘,将第二层连接到这样压花的第一层上。
第二层可以是光滑的、压花有背景图案、压花有装饰性的图形、或者压花了背景图案和装饰性的图形。
在本发明一个特别有利的实施例中,分别设置在第一和第二层上的第二和第三组突起通过同一压花滚筒产生,两个压辊与该压花滚筒配合,这样,它们具有相同的密度和相同的设置,并且一个在另一个里面。通过这种方式,可以通过将粘合剂施加到在第二层的第三组突起的突起上而将两层组合成一体,然后在产生第二组突起的过程中层压第一和第二层卷材。如已经知道的那样,可以将粘合剂施加到第三组的所有突起上或者其中的一些突起上。
在根据本发明的方法的一个实践性的实施例中,可以通过环绕着一个第一压辊运行第一层卷材来在第一层卷材上产生第一和第二组突起,所述第一压辊与第一和第二压花滚筒配合作用。两个压花滚筒分别包括第一和第二组凸顶,第二组凸顶与第一组凸顶相比具有较大的尺寸和较低的密度。
第二压花滚筒可以与第二压辊配合作用、以便在第二层上产生第三组突起。
两卷材层的压花可以产生具有近似相等的高度的第一和第三组突起。或者,第三组突起的高度可以制成大于第二组突起的高度。通过这种方式连接两卷材层,产生空心空间。这些空间增加了卷材的柔软度和吸湿性。
在根据本发明方法的另一个实施例中,第二层环绕第一压辊运行,第一和第二压花滚筒与该压辊配合作用。第二层和第一压辊的接触发生在第一层被压花的区域的下游,该第一层在压花滚筒和第一压辊之间被压花。通过这种方式,第二层在第一压辊和第二压花滚筒之间在第一层上压花,该第二压花滚筒与第一压辊配合作用。
另一种可能性是在第二压花滚筒的周围设置一个第二压辊,并且在第二压辊和第二压花滚筒之间围绕第二压辊喂送一个卷材的第三层。第三层卷材然后通过在它上面产生第四组突起而被压花;第一、第二和第三层在第二压花滚筒和第二压辊之间被层压在一起。这几层可以用粘合剂连接成整体,该粘合剂被施加到在第一层上产生的第二组突起的突起的至少一部分上。通过向着第一层使粘合剂浸过第二层而胶粘第三层。
用于执行本发明方法的一种有利的装置的实施例包括使用一个与第一和第二压花滚筒相配合作用的一个压辊,所述压花滚筒在其圆柱表面上带有各自的凸顶。两压花滚筒最好具有不同密度的凸顶,尤其是在一个压花滚筒上具有较大的尺寸和较低的密度,而在另一个压花滚筒上具有较低的密度和较大的尺寸。
根据本发明的实施例的一种不同形式,提供了一种包括下述步骤的方法:
根据由第一组突起形成的背景图案,分别在两层上进行第一压花;
重新压花具有装饰图形的两层中的至少一层,该装饰图形比背景图案具有较大的尺寸和较低密度。该背景图案由第二组突起构成,该第二组突起部分叠置在所述背景图案的第一组突起的突起上;以及
连接所述两层。
在实践中,背景图案的突起和装饰图形的突起可以制成在相应层的相同面上突出,特别是在最后连接的产品中面对产品内部的面。
在本发明的一个优选实施例中,形成装饰图形的第二组突起比形成背景图案的第一组突起具有较大的高度,并且两层在第二组突起的位置通过胶粘而连接在一起。
为获得一种特定的外观,根据本方法一个可能的实施例,可以通过彩色粘合剂将要连接的几层连接起来,从而使装饰图形从卷材的背景中突出来。
根据本发明,用于生产具有至少两压花和连接层的一种卷材的装置包括:
用于第一层的第一压花单元和用于第二层的第一压花单元,所述第一压花单元在所述第一和第二层上产生一个背景图案,该背景图案由第一组突起构成;
一个第二压花单元,其用于在第一层中产生一个装饰图形,该装饰图形由第二组突起构成,并且该第二组突起的密度小于第一组突起的密度,该第二组突起部分叠置在所述背景图案上;以及
连接和层压元件,其用于连接所述第一和第二层。
较有利的是,提供了一个与所述第二压花单元相联系的粘合剂分配器,该粘合剂分配器用来向至少第一层的一些突起供应粘合剂,然后通过胶粘和层压将两层连接在一起。
在本装置一个特别有利的实施例中,连接和层压元件在装饰图形的突起位置连接所述两层,为此目的,该装饰图形的突起的高度大于背景图案的高度。
在本装置一个可能的实施例中,用于第一和第二层的两第一压花单元的每一个包括一对压花辊,其中一个压花辊设有凸顶、而另一个压花辊设有一个塑性表面;或者,每一个(或至少一个)包括一对由钢或其它硬质材料制成的辊。
连接和层压元件包括,例如,第二压花单元的一个压花滚筒和一个配对的辊,所述压花滚筒设有用于产生第二组突起的凸顶,该第二组突起形成装饰图形。
在根据本发明装置的一个不同实施例中,用于第一层的第一压花单元包括一对压花辊;第二压花单元包括一个压花滚筒,该压花滚筒设有用来产生第二组突起的凸顶,所述第二组突起形成所述装饰图形,并且该压花滚筒与一个压辊配合作用;用于第二层的第一压花单元包括另一个设有凸顶的压花滚筒,该压花滚筒与一个具有塑性表面的压辊配合作用。在这种情况下,连接和层压元件可以由用于第一层的第二压花单元的一个压花滚筒和用于第二层的所述另一个压花滚筒构成,在所述两个压花滚筒之间形成一个层压区域,在该区域中,两压花滚筒的凸顶相互作用来连接两压花层。
本发明还涉及由至少两压花和连接层形成的片材,其特征在于,所述第一层包括一个背景压花和一个第二压花,该背景压花由第一组突起构成,该第二压花由形成一个装饰图形的第二组突起构成,第二组突起比第一组突起具有更大的尺寸和较低的密度,第二组突起叠置在第一组突起上;所述第二层包括至少一个背景压花,该背景压花由一组突起构成。
本发明的方法、装置和产品的其它有利特征和实施例在下文和所附权利要求书中描述。
附图的简要说明
通过结合说明书和附图将会对本发明有更清楚的理解,该说明书和附图表示了本发明实践性的实施例。具体地说:
图1表示用于完成根据本发明第一个实施例的方法的装置的示意图;
图1A和图1B表示了图1放大的细节;
图2表示了图1装置生产的产品的进一步放大的示意截面图;
图3示意性地表示了用于完成根据本发明另一个实施例的方法的装置;
图3A和图3B表示了图3放大的细节;
图4表示通过图3所示装置生产的产品的进一步放大的示意横截面图;
图5表示在另一个实施例中,完成本发明方法的装置的示意图;
图6表示根据本发明压花装置的另一个实施例的示意图;
图6A和6B表示图6放大的细节;
图7表示了可以通过图6装置制造的一种产品的放大截面图;
图8表示根据本发明压花装置的另一个实施例的示意图;
图8A表示了图8的放大的细节;
图9表示了可以通过图8装置制造的一种产品的放大截面图;
图10表示根据本发明压花装置的另一个实施例的示意图;
图10A和10B表示了图10的放大的细节;
图11表示了可以通过图10装置制造的一种产品的放大截面图;
图12表示通过本发明的方法和装置生产的一部分卷材的正视图;
图13表示本发明另一个实施例的示意图;
图13A和13B表示了图13放大的细节;以及
图14表示通过一个具有一个压花层和一个与之连接的光滑层的片材产品的放大截面图。
本发明优选实施例的详细描述
图1,1A,1B和2表示了本发明的第一个实施例。所述装置包括一个第一压花滚筒1和一个第二压花滚筒3。两压花滚筒1和3分别具有各自的凸顶1P和3P,分别如图1A和1B中放大视图所示。凸顶1P比凸顶3P具有较小的尺寸和较大的密度。
一个第一压辊5与两个压花滚筒1和3配合作用,该压辊5覆盖着塑性变形材料,例如橡胶覆盖层5A。与第二压花滚筒3配合作用的还有一个第二压辊7,该第二压辊7同样覆盖着塑性变形材料7A。压花滚筒3同样还设置了一个粘合剂的分配器,总的标号9代表该分配器。这是一种已知类型,并且不详细描述。
压花滚筒1和3以及压辊5和7以这种方式设置(在图示的例子中),它们各自的轴线在一个垂直平面中对齐,尽管这不是必要的。
所述装置的操作如下所述。第一层卷材,例如一层面巾纸V1,被喂送到第一压花滚筒1,围绕过压花滚筒1后而绕在第一压辊5上。材料层V1在压花滚筒1和压辊5之间被挤压,并且在压花滚筒1的凸顶1P上压花。类似地,一个纸材的第二材料层V2被喂送到第二压辊7、围绕着该第二压辊7,并且在第二压辊7和第二压花滚筒3之间压花。
第一层V1然后围绕着第一压辊5运行,到达第一压辊5和第二压花滚筒3之间的辊隙,在此材料层V1叠置在被喂送到第一压辊5和第二压花滚筒3之间的层压间隙的第二材料层V2顶部。于是,第一层V1在第一压辊5和第二压花滚筒3之间重新压花,从而通过凸顶3P的作用接收一种压花图案,凸顶3P比通过第一压花滚筒1的凸顶1P在同一层V1上产生的背景图案具有更低的密度和更大的尺寸。在第一层V1和第二层V2连接之前,粘合剂C已经被施加到通过第二压花滚筒3在第二层V2上产生的突起上。在第二压花滚筒3和第一压辊5之间的层压间隙中,两层被粘结在一起。粘合剂通过分配器9被分配到由第二压花滚筒3在第二层V2上产生的部分或者所有的突起上。
最终产品在图2中概略地示出,在此V1、V2分别再次表示第一和第二层。第一层V1包括限定了一个背景图案的第一组较小尺寸和较大密度的突起P2和具有较大尺寸和较低密度的第二组突起P4。突起P2由第一压花滚筒1的凸顶1P产生,突起P4由第二压花滚筒3产生。两组突起通过压辊5抵靠在相应的压花滚筒1和3上的压力产生。从图2中可以看出,在突起P4处,最初覆盖材料层V1的整个表面的突起P2已经被挤压并被大量移开了。第二层V2包括通过第二压花滚筒3产生的第三系列的突起P6,并因而与材料层V1上的突起P4以相同的设置放置。第三组突起P6的突起位于第二组突起P4的内侧,并通过由分配器9施加的粘合剂C而胶粘于后者。
从图2可以看出,突起P6压花的深度大于突起P4压花的深度。这可以通过使用于第一压辊5的覆盖层5A比第二压辊7的覆盖层7A屈服的程度或者塑性小和/或不同的压力。通过这种方式,通过连接两层V1和V2,在相邻突起P6和P4之间的空腔中,在两层之间留下了中空空间S。
图3、3A、3B和4表示了本发明的一个不同的实施例。在此,所述装置(图3、3A、3B所示)也有一个第一压花滚筒101、一个第二压花滚筒103、装备了一个塑性覆盖层105A的一个第一压辊105、和一个装备了一个塑性覆盖层107A的第二压辊107。
两压花滚筒101和103以及两压辊105和107的轴线也垂直对齐。压花滚筒101与压辊105配合作用,而后者与压花滚筒103配合作用,该压花滚筒103又与压辊107配合作用。压花滚筒103设有一个粘合剂的分配器109。
如图3A放大的细节所示,第一压花滚筒101载有凸顶101P,而(见图3B)第二压花滚筒103载有凸顶103P,凸顶103P与第一压花滚筒101的凸顶101P相比具有较大的尺寸和较小的密度。
所述装置的操作如下所述。第一层卷材V1被喂送到第一压花滚筒101和第一压辊105之间,使之被印上第一组突起,这组突起具有较高的密度和较小的尺寸,并形成了背景图案。现在被压花的第一层V1围绕着第一压辊5运行,一个第二层V2被重叠在它上面。两层V1(已经被压花)和V2(仍然是光滑的)然后被喂送到第二压花滚筒103和第一压辊105之间的辊隙中。通过这种方式,两层V1、V2接收了由第二组突起(在层V1上)和第三组突起(在第二层V2上)限定的附加压花。该第三组突起先前在层V1上形成的突起具有较大的尺寸和较低的密度。第二和第三组突起通过第二压花滚筒103的凸顶103P产生。
在外层V1上产生的第二组突起的更多突出表面上,通过分配器109施加粘合剂,同时两层V1、V2绕过第二压花滚筒103运行。一个第三层V3被喂送到第二压花滚筒103和第二压辊107之间的辊隙中,并被连接到层V1和V2。三层在第二压花滚筒103和第二压辊107之间的辊隙中被层压在一起。
在第二压花滚筒103和第二压辊107之间的层压间隙中,三材料层被层压在一起,使粘合剂C朝着层V2迁移而穿过层V1的厚度。其结果是,三层V1、V2、V3被胶粘在一起而形成了压花片材产品。
在放大和概略的横截面视图4中概略地图示了这样获得的产品,其中几层分别用V1、V2和V3表示。P102表示通过第一压花滚筒101和通过第一压辊105在层V1上产生的第一组突起的突起。P106表示通过第一压辊105和第二压花滚筒103在第二层V2上产生的第三组突起。P104表示通过第一压辊105和第二压花滚筒103在层V1上产生的第二组突起的突起。P108表示通过第二压辊107和第二压花滚筒103在层V3上产生的第四组突起的突起。字母C表示通过粘合剂分配器109施加到层V1突起P104的外表面上的粘合剂。
图5示意地表示用于完成根据本发明的方法的装置的另一个实施例。这个实施例是图1所示装置的一种改进,与图1中装置的部件相同或者相应的部件用相同的参考标号表示。
图5所示装置与图1所示装置不同,不同点在于,第一压辊5只与第二压花滚筒3配合作用,而不与第一压花滚筒1配合作用。在层V1上的第一压花在此情况下由与另一个压辊5’配合作用的第一压花滚筒1’产生。结果,在材料层上产生的突起P2向着卷材的中间延伸,提供比图1所示装置生产的最终材料更大的柔软度和更少的硬度。
参照图6、7,描述本发明的第一个实施例。所述装置包括一个用于第一层V1的第一压花单元,该压花单元由一对压花辊301、303构成,第一个压花辊是设置了许多凸顶301P的钢滚筒(见图6A)。第二压花辊303是一个覆盖着塑性弹性材料,例如橡胶的辊。
所述装置还包括另一个用于第二层V3的压花单元,该压花单元由一对压花辊305和307构成。第一个压花辊是一个钢辊,并布置有类似于辊301的凸顶301P的凸顶305P,第二个辊是一个覆盖着塑性材料的辊。
或者,压花单元301、303和305、307中的一个或者两个可以包括两个钢辊,并以已知的方式布置了凸顶和凹陷。
辊301和305的凸顶为简单的几何形状,例如截头圆锥形或者截头棱锥形,其密度为10到100个凸顶每平方米。这些凸顶产生的压花在卷材的层V1和V3上形成了一个背景图案,该卷材通过成对的辊301、303和305、307。
所述装置还包括一个用于第一层V1的第二压花单元,该压花单元包括一个压花滚筒309。该压花滚筒309上设置的许多凸顶309P比辊301和307的凸顶具有更大的尺寸和更复杂的形状,并且构成一个在层V1上形成装饰图形的第二组突起。压花滚筒309与一个压辊311和一个匹配辊313(marrying roller)配合作用。该压辊311覆盖着塑性材料,例如橡胶。该匹配辊313可以由硬材料、例如钢,或者中等塑性材料、例如硬橡胶,或者一种弹性塑性材料、例如类似于辊303的材料制成。还设置了一个粘合剂315施加装置。
上述装置的操作如下所述。两层V1和V3分别被喂送到第一压花单元301、303,和另一个压花单元305、307,通过辊301的凸顶301P和辊305的相同凸顶305P(见图6B)形成了第一背景压花,由这些凸顶在每一层上产生第一组突起P1和P3(见图7)。在成对辊301、303之后,层V1被喂送到第二压花单元309、311,并为此绕着压辊311运行,然后再绕过压花滚筒309。压辊311抵靠在压花滚筒309的表面上的压力产生了层V1的第二压花,该压花滚筒309压花的图形具有较低的密度并且由凸顶309P形成,凸顶309P的高度大于凸顶301P和305P的高度。这防止了辊301和303在层V1上产生的压花在凸顶309P之间被破坏。
通过相应的第一压花单元305、307压花的层V3绕过压花滚筒309运行,在此它被放置在层V1上。层V1已经通过施胶装置315在该层最远的突起表面上、换句话说是在凸顶309P的外表面上施加了粘合剂。
支承在压花滚筒309表面上的两层V1和V3然后在压花滚筒309和匹配辊313之间被层压,使这两层彼此粘合并产生最终的卷材N。在层压区域,层V3在遇到压花滚筒309的凸顶309P的地方的压花实际上通过挤压作用而被移开。层V3于是在突起P5的位置基本是平坦的。
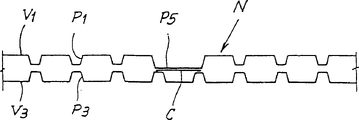
上述方法的结果在图7中示意性地示出,该图在材料表面的正交方向上表示了通过卷材N的放大的截面。P1、P3分别表示通过相应的第一压花单元301、303和305、307在层V1和V3上形成的第一组突起。P5表示通过第二压花单元309和311的压花滚筒309的凸顶309P在层V1上产生的第二组突起。层V3在其遇到突起P5地方被挤压,而突起P3基本上被移走或者至少被很大程度地减小。两层V1和V3在突起P5的位置被胶粘在一起,突起P5比突起P1更进一步突出,并且粘合剂没有通过分配器315而被分配给突起P1。
在辊313被覆盖了更加塑性的材料的情况下,最终产品的外观如图11所示,其中层V3在突起P5的位置向外变形。
图12表示通过所述方法生产的卷材的一部分的平面视图,其视角为层V1的一侧。以P5表示的较大的突起形成一个装饰的设计(在图示的例子中为鲜花图案),而突起P1形成一个加点的背景。
图8表示了根据本发明的装置的另一个实施例。在这个实施例中,设置了用于层V1的第一压花单元,其包括与第一压花单元301、303等价的一对压花辊401、403。辊401由硬材料,例如钢制成,并且具有类似于凸顶301P的许多凸顶,而辊403覆盖着塑性材料。在这种情况下,也可以使用由钢制成的辊401和403。
在该对辊401和403之后,有一个用于第一层V1的第二压花单元。该第二压花单元包括一个等同于图6中的压花滚筒309的一个压花滚筒409,该压花滚筒409与一个覆盖着塑性材料的第一压辊411配合作用。压花滚筒409与另一个压花滚筒421相互作用,后者与压花滚筒409形成一个层压辊隙。另一个压花滚筒421具有许多凸顶421P,凸顶421P的尺寸和密度基本上对应于压花辊401的凸顶(见图8A的放大图)。
以类似于压辊411的方式,另一个压花滚筒421与一个覆盖着塑性材料、例如橡胶的第二压辊423配合作用。压花滚筒421和压辊423形成了用于第二层V3的第一压花单元。
标号415表示一个类似于图6中的胶粘装置315的胶粘装置,它与压花滚筒409配合作用。
第一层卷材V1通过第一压花单元的辊401和403,产生具有密度为10-100个凸顶每平方厘米的数量级的第一组突起的第一背景压花。材料层V1用这种方法压花,并进入第二压花单元,后者包括压辊411和压花滚筒409。压花滚筒409具有许多等同于图6所示压花滚筒309的凸顶309P的凸顶409P。第二压花单元409、411在层V1上产生了形成装饰图形的第二组突起。
第二层V3通过用于第二层的另一个压花单元,并且在此被凸顶421P压花,从而在该层V3上形成了构成背景图案的一组突起。该压花单元由一个压花滚筒421和压辊423构成。
在两个压花滚筒409、421之间的层压间隙中,通过由压花滚筒421的凸顶421P在压花滚筒409的凸顶409P上的压力进行的层压作用,两层V1和V3被连接在一起。这样获得的产品在图9中用截面图示意性地表示。在图9中,P1和P3分别表示通过用于第一层V1的第一压花单元401、403产生的第一组突起的突起,和在第二层中通过压花单元421、423产生的第一组突起的突起。P5表示形成装饰图形的第二组较大突起的一个突起,该装饰图形由用于第一层的第二压花单元409、411产生。当向着层V1看去时,产品的外观仍然如同图12所示。
图10示意性地表示根据本发明装置的另一个实施例。标号201和203表示用于第一层V1的第一压花单元,该压花单元包括一对压花辊,辊201由钢或者硬材料制成,并且设置了凸顶201P(见图10A放大的视图所示),而辊203覆盖着塑性弹性材料。标号205和207表示一对与图6所示辊305和307等价的压花滚筒。辊205由钢或者其他硬材料制成,并布置有凸顶205P(见图6B的放大视图),而辊207覆盖着弹性塑性材料。辊205和207形成了用于第二层的另一个压花单元。在这种情况下,两第一压花单元201、203和205、207可以由用硬材制成的成对辊构成,并设置了相应的凸顶。
一个用于第一层V1的第二压花单元包括一个压花滚筒209。该压花滚筒209上设置的许多凸顶209P与凸顶409P和309P类似,并且位于用于第一和第二层V1和V3的压花单元201、203和205、207之后。压花滚筒209与一个第一和第二压辊211和213配合作用,后者覆盖着弹性塑性材料。
第一层V1通过相应的压花单元201、203被压花,并被设置了形成背景图案的第一组突起P1;而第二层V3以类似的方式、通过相应的压花单元205、207被压花,并被设置了形成背景图案的相应的第一组突起P3。
以这种方式被压花的层V1然后通过由压辊211和压花滚筒209构成的第二压花单元,该压花滚筒209的凸顶209P产生的第二组突起P5具有比第一组突起P1更大的高度和延伸量,以及较低的密度。凸顶209P通过挤压作用、基本上在层叠区域消除了突起P1。
层V3在压花滚筒209和压辊213之间的层压辊隙中被连接到层V1上,在此两层通过粘合剂而胶粘在一起。该粘合剂通过分配器215被施加到支承在凸顶209P上的层V1的表面部分上。
最终的产品在图11中以放大的截面图示意性地表示。与图7中的产品形成对比,图11表示在突起P5的位置处的层V3的压花,因此也在滚筒209的凸顶209P的位置处,它是由于压辊213的覆盖层的屈服特性而产生的。当向着层V1看去时,产品的外观类似于图12中所示的产品。如果压辊213具有较硬的表面,例如由钢或者硬橡胶制成,最终的产品将具有图7所示的外观。
图13表示了图6示意图的一个变化。其中,相同或者相应的部件用相同的参考标号表示。在这个实施例中,压花辊303被省掉了,并且压花辊301与压辊311配合作用。辊301和311的轴线以及压花滚筒309的轴线在垂直平面中对齐。在这种构造中,省掉了一个辊。如图8和10所示的构造也可以类似的方式改进。
如前面的说明清楚的表示,产生了由第二组突起P5形成的装饰图形,并在所有的情况下由与之不同的滚筒产生了形成背景图案的第一组突起P1。结果,为了定制产品,例如满足特殊市场的需要、而替换装饰图形时,不需要构造一个新的复杂的滚筒,该滚筒的凸顶产生背景图案并且产生装饰图形。代替这种情况,改变产生第二组突起P5的压花滚筒(309,409;209)就足够了,同时在两层上产生背景图案的辊保持不变。通过一种更加有利的方式,凸顶309P、409P、209P可以由可替换的插入件形成。这些插入件能够以可拆卸的方式被装载到滚筒,而滚筒不需要被替换。或者,滚筒309、409、209可以具有可以替换的外滚筒套筒,在滚筒套筒上安装相应的凸顶。以这种方式,只需要替换外套筒来改变由第二组突起P5在卷材上形成的装饰图形。
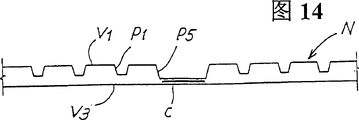
图14表示了通过一个卷材的放大截面图,该卷材可以通过一个所示的装置生产,其中,层V3通过相应的第一压花单元305、307或421、423或205、207的外侧。以这种方式,层V3保持光滑,并通过一种彩色的粘合剂C、在突起P5的位置被连接到层V1,以获得一更好的装饰效果。
应该理解,图中所示的例子只是提供了本发明的一个实践尺寸,本发明的形式和设置可以变化、而不脱离发明精神的范围。关于在所附权利要求书中出现的任何参考标号,其目的是为了方便参照说明书和附图阅读权利要求书,并不限制权利要求书所记载的保护范围。
Claims (56)
1.一种生产压花片材的方法,所述压花片材包括至少两层连接在一起的卷材(V1、V2;V1、V3),包括下述步骤:
对第一层卷材(V1)进行压花,该第一层卷材(V1)已经预先布置了由第一组突起(P2;P102;P5)构成的背景图案,从而在该第一层卷材上产生第二组突起(P4;P104;P5),该第二组突起部分叠置在形成背景图案的第一组突起上,并且限定了由相对于背景图案具有较大尺寸和较小密度的图案构成的装饰图形;
通过胶料(C)将至少一个第二层卷材(V2;V3)连接到所述第一层卷材(V1);
其特征在于,所述胶料(C)被施加到对应于所述第二组突起(P4;P104;P5)的至少一部分突起的区域上,在形成所述背景图案的第一组突起(P2;P102;P1)的相应突起上,所述片材基本上没有胶料。
2.根据权利要求1所述的方法,其特征在于,所述第一层卷材(V1)上的所述背景图案是在对第一层(V1)压花以产生所述装饰图形之前、通过成排的压花而获得的。
3.根据权利要求1所述的方法,其特征在于,对所述第二层卷材(V3)压花,以在其上产生比第一组突起(P2;P204)具有更大尺寸和较小密度的第三组突起(P6;P106)。
4.根据权利要求2所述的方法,其特征在于,对所述第二层卷材(V3)压花,以在其上产生比第一组突起(P2;P204)具有更大尺寸和较小密度的第三组突起(P6;P106)。
5.根据权利要求3所述的方法,其特征在于,第二和第三组突起(P4,P6;P104,P106)具有相同的密度,并且一个插入在另一个中。
6.根据权利要求2所述的方法,其特征在于,通过将所述第一层(V1)绕过与一个第一和第二压花滚筒(1,3;101;103)配合作用的一个第一压辊(5;105)运行,而在所述第一层(V1)上产生所述第一组突起(P2;P102)和所述第二组突起(P4;P104),所述第一和第二压花滚筒(1,3;101;103)分别具有第一和第二组凸顶(1P,3P;101P,103P),第二组凸顶(3P;103P)比第一组凸顶(1P;101P)具有较大的尺寸和较低的密度。
7.根据权利要求6所述的方法,其特征在于,包括将在第一压辊(5;105)和与该第一压辊(5;105)配合作用的第二压花滚筒(3;103)之间的所述第一和第二层(V1,V2)连接在一起。
8.根据权利要求6所述的方法,其特征在于,所述第二压花滚筒(3)与一个第二压辊(7)配合作用以在所述第二层(V2)上产生所述第三组突起(P6)。
9.根据权利要求7所述的方法,其特征在于,所述第二压花滚筒(3)与一个第二压辊(7)配合作用以在所述第二层(V2)上产生所述第三组突起(P6)。
10.根据权利要求3到9中任一项所述的方法,其特征在于,将胶料施加到在所述第二层(V2)上的所述第三组突起(P6)的至少部分上,并通过胶粘将所述两层(V1,V2)连接起来,所述第三组突起(P6)对应于所述第二组突起(P4)的突起。
11.根据权利要求3到9中任一项所述的方法,其特征在于,通过比在第一层(V1)上的第二组突起(P4)的压花深度更大的压花深度对所述第二层(V2)压花。
12.根据权利要求6所述的方法,其特征在于,在所述第一压花滚筒(101)和所述第一压辊(105)之间对所述第一层(V1)压花的区域的下游,使所述第二层(V2)环绕着所述第一压辊(105)运行,在所述第一压辊(105)和第二压花滚筒(103)之间的所述第一层(V1)上对所述第二层(V2)压花。
13.根据权利要求12所述的方法,其特征在于,围绕着第二压花滚筒(103)设置一个第二压辊(107);环绕着所述第二压辊(107)将一个第三层卷材(V3)喂送到该第二压辊(107)和第二压花滚筒(103)之间,从而在该第三层(V3)上产生第四组突起(P108);第一、第二和第三层(V1、V2、V3)在第二压花滚筒(103)和第二压辊(107)之间被层压在一起。
14.根据权利要求13所述的方法,其特征在于,将胶料(C)施加到所述第二组突起(P104)的至少部分突起上,并通过使胶料(C)朝着第二层(V2)迁移通过第一层(V1)而将所述三层(V1,V2,V3)胶粘起来。
15.根据权利要求3到5中任一项所述的方法,其特征在于,通过第一压花滚筒(1′)及其压辊(5′)产生所述第一组突起(P2),用另一个压辊(5)和一个第二压花滚筒(3)产生第二组突起(P4),一个第三压辊(7)与该第二压花滚筒(3)配合作用,第二压花滚筒和第三压辊在所述第二层(V2)上产生所述第三组突起(P6)。
16.根据权利要求1所述的方法,其特征在于,所述第二层卷材(V3)布置了由一组突起(P3)构成的背景图案。
17.根据权利要求15所述的方法,其特征在于,所述第二层卷材(V3)的背景图案是在与第一层卷材(V1)连接之前、通过成排地压花而获得的。
18.根据权利要求16所述的方法,其特征在于,在所述第一和第二层上的背景图案的突起(P1,P3)和在第一层上的所述装饰图形在相应层(V1,V3)的同一面上突出。
19.根据权利要求17所述的方法,其特征在于,在所述第一和第二层上的背景图案的突起(P1,P3)和在第一层上的所述装饰图形在相应层(V1,V3)的同一面上突出。
20.根据权利要求18所述的方法,其特征在于,形成所述装饰图形的突起具有比形成所述背景图案的突起更大的高度,并且所述两层通过在所述装饰图形的突起(P5)的位置处胶粘而连接在一起。
21.根据权利要求16到20中任一项所述的方法,其特征在于,所述第一和第二层通过相应的第一压花单元(301-303,305-307;201-203,205-207)分别压花,从而在两层(V1、V3)上产生形成背景图案的突起,然后所述两层绕过一个压花滚筒(209;309)而运行,在该压花滚筒(209;309)上设置了用于在所述第一层(V1)产生所述装饰图形的凸顶(209P;309P),并连接所述两层。
22.根据权利要求21所述的方法,其特征在于,所述第一层(V1)在一个第一压花单元的一对辊(401,403)之间根据所述背景图案压花,然后在一个设置了用于产生所述装饰图形的凸顶(409P)的一个压花滚筒(409)上压花;所述第二层(V3)在另一个压花滚筒(421)和一个压辊(423)之间压花,所述另一个压花滚筒设置了用于在所述第二层(V3)上产生所述背景图案的凸顶(421P);并且所述两层在所述两个压花滚筒(409,421)之间被连接在一起。
23.根据权利要求16到20中任一项所述的方法,其特征在于,所述层(V1、V3)通过彩色胶料而连接在一起。
24.一种压花层压产品,包括至少两层卷材(V1,V2;V1,V3),其中:所述第一层卷材(V1)具有一个由第一组突起(P2;P102;P1)构成的背景图案;一个由第二组突起(P4;P104;P5)构成的装饰图形随后施加并叠置在所述背景图案上,所述第二组突起(P4;P104;P5)相对于第一组突起具有较大的尺寸和较小的密度,所述第一层(V1)通过胶料(C)被连接到一个第二层卷材(V2;V3);相应于所述第二组突起(P4;P104;P5)施加所述胶料,形成所述背景图案的所述第一组突起(P2;P102;P1)上基本上没有胶料。
25.根据权利要求24所述的压花层压产品,其特征在于,所述两层(V1,V2)通过彩色胶料而胶粘。
26.根据权利要求24所述的压花层压产品,其特征在于,所述第二层卷材(V2,V3)被压花。
27.根据权利要求25所述的压花层压产品,其特征在于,所述第二层卷材(V2,V3)被压花。
28.根据权利要求25所述的压花层压产品,其特征在于,所述第二层卷材(V2)的压花包括第三组突起(P6;P106),该第三组突起相对于所述第一组突起(P1;P102)具有较大的尺寸和较小的密度,其中所述第一组突起在所述第一层(V1)上限定了背景图案。
29.根据权利要求28所述的压花层压产品,其特征在于,所述第一组突起(P2;P102)在所述第一层(V1)的所述第二组突起(P4;P104)的突起的位置处被挤压。
30.根据权利要求28所述的压花层压产品,其特征在于,在所述第二层(V2)上的所述第三组突起(P6;P106)的突起被插入在所述第一层(V1)上的所述第二组突起(P4;P104)的突起的内侧。
31.根据权利要求29所述的压花层压产品,其特征在于,在所述第二层(V2)上的所述第三组突起(P6;P106)的突起被插入在所述第一层(V1)上的所述第二组突起(P4;P104)的突起的内侧。
32.根据权利要求28到31中任一项所述的压花层压产品,其特征在于,在所述第二层(V2)上的所述第三组突起(P6;P106)的突起的高度大于在所述第一层(V1)上的所述第二组突起(P4;P104)的突起。
33.根据权利要求28到31中任一项所述的压花层压产品,其特征在于,在所述第二层(V2)上的第三组突起(P6;P106)的突起的至少部分上,所述两层被胶粘在一起。
34.根据权利要求28到31中任一项所述的压花层压产品,其特征在于,它包括一个第三层(V3),所述第三层在所述第一层(V1)的第二组突起(P104)的突起处被连接于第一和第二层(V1、V2)。
35.根据权利要求34所述的压花层压产品,其特征在于,所述第三层(V3)用第四组突起(P108)压花,所述第四组突起设置着与所述第二层(V2)上的第三组突起(P106)的突起相同的图案,但没有所述第二层(V2)上的第三组突起(P106)的突起高。
36.根据权利要求34所述的压花层压产品,其特征在于,所述第三层(V3)在所述第二组突起(P104)的至少部分突起上被胶粘到所述第一层(V1)。
37.根据权利要求35所述的压花层压产品,其特征在于,所述第三层(V3)在所述第二组突起(P104)的至少部分突起上被胶粘到所述第一层(V1)。
38.根据权利要求26所述的压花层压产品,其特征在于,所述第三层(V3)包括至少一个背景压花,后者由许多第三组突起(P3)构成,该第三组突起相对于所述装饰图形具有较小的尺寸和较大的密度。
39.根据权利要求38所述的压花层压产品,其特征在于,每一层的突起从面对片材内部的相应层的表面突出。
40.根据权利要求38所述的压花层压产品,其特征在于,在所述第二层(V3)中的所述第三组突起(P3)在形成所述装饰图形的所述第一层的第二组突起的突起(P5)的位置处被挤压。
41.根据权利要求39所述的压花层压产品,其特征在于,在所述第二层(V3)中的所述第三组突起(P3)在形成所述装饰图形的所述第一层的第二组突起的突起(P5)的位置处被挤压。
42.根据权利要求40所述的压花层压产品,其特征在于,所述第二层(V3)在遇到第一层(V1)中形成所述装饰图形的突起(P5)的地方,具有在与面对第一层(V1)的表面相对的表面上的突起。
43.一种生产由至少两层(V1,V2;V1,V3)构成的卷材(N)的装置,包括:
一个第一压花单元,其用于在至少所述第一层(V1)上产生由第一组突起(P2;P102;P1)构成的一个背景图案;
一个第二压花单元,其用于在所述第一层(V1)上产生由第二组突起(P4;P104;P1)构成的一个装饰图形,该装饰图形部分叠置在所述背景图案上,其中所述第二组突起(P4;P104;P1)相对于所述第一组突起(P2;P102;P1)具有较大的尺寸和较小的密度;
一个胶料施加装置,其用于施加胶料而将一个第二层连接于所述第一层;
其特征在于,所述胶料施加装置将所述胶料施加在所述第二组突起(P4;P104;P5)的突起上,但没有施加在形成所述背景图案的第一组突起上,该胶料施加装置与所述第二压花单元配合。
44.根据权利要求43所述的装置,其特征在于,作为所述第一和第二压花单元的公共压辊的一个第一压辊(5;105)与一个第一和第二压花滚筒(1,3;101;103)配合作用,该第一和第二压花滚筒(1,3;101;103)在其滚筒表面分别携带着各自的凸顶(1P,3P;101P,103P)、用来在所述第一层(V1)上产生所述第一和第二组突起。
45.根据权利要求44所述的装置,其特征在于,第一压花滚筒(1;101)的凸顶(1P;101P)比第二压花滚筒(3;103)的凸顶(3P;103P)具有更大的密度和较小的尺寸。
46.根据权利要求45所述的装置,其特征在于,其包括一个与第二压花滚筒(3;103)配合作用的第二压辊(7;107)。
47.根据权利要求43所述的装置,其特征在于,所述第一压花单元包括与一个第一压花滚筒(1′)配合作用的一个第一压辊(5′),并且所述第二压花单元包括与一个第二和第三压辊(5,7)配合作用的一个第二压花滚筒(3)。
48.根据权利要求43所述的装置,其特征在于,它包括:
一另一个压花单元(305,307;421,423;205,207),其用于一个第二层(V3),所述第一压花单元和所述另一个压花单元在所述第一层和所述第二层中产生了一个由第一组突起(P1;P3)所构成的背景图案。
49.根据权利要求48所述的装置,其特征在于,用于连接所述两层的装置在第二组突起的突起位置处连接所述两层,所述第二组突起形成所述装饰图形。
50.根据权利要求48或49所述的装置,其特征在于,所述用于在第一和第二层(V1,V3)上产生所述背景图案的第一压花单元和所述另一个压花单元各包括一对压花辊,其中一个压花辊(1,5;201,205)设有凸顶(1P,5P;201P,205P),而另一个压花辊(3,7;203,207)设有一个塑性表面。
51.根据权利要求48或49所述的装置,其特征在于,用于连接所述两层的所述装置包括第二压花单元的一个压花滚筒(9;209)和一个匹配辊(13;213),所述压花滚筒(9;209)设置了用于产生形成所述装饰图形的第二组突起的凸顶(9P;209P)。
52.根据权利要求51所述的装置,其特征在于,所述的匹配辊(13)具有基本刚性的圆柱表面。
53.根据权利要求48或49所述的装置,其特征在于,用于第一层(V1)的所述第一压花单元包括一对压花辊(401,403),所述第二压花单元包括一个压花滚筒(409),该压花滚筒设置了用于产生形成所述装饰图形的第二组突起(P5)的凸顶(409P),并且与一个压辊(411)配合作用;用于第二层(V3)的另一个压花单元(421,423)包括另一个压花滚筒(421),该压花滚筒(421)设置着凸顶(421P),并且与一个具有塑性表面的压辊(423)配合作用。
54.根据权利要求53所述的装置,其特征在于,用于连接所述层的所述装置由所述两个压花滚筒(409,421)构成,后者在其间形成一个层压区域,在层压区域中两个压花滚筒彼此作用。
55.根据权利要求43到49中任一项所述的装置,其特征在于,所述第二压花单元具有一个压花滚筒(309;409;209),后者具有可互换的凸顶(309P,409P,209P)。
56.根据权利要求48所述的装置,其特征在于,用于第一层(V1)的第一压花单元(301,303)包括一个辊(301),该辊(301)设置了凸顶(301P),并且与一个覆盖着塑性材料的压辊(311)配合作用,后者与第二压花滚筒(309;311)的一个压花滚筒(309)相互作用。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITFI98A46 | 1998-03-02 | ||
| IT98FI000046A ITFI980046A1 (it) | 1998-03-02 | 1998-03-02 | Metodo e dispositivo per la goffratura multipla di materiali nastriformi in piu' veli e relativo prodotto cos' ottenuto. |
| ITFI98A000139 | 1998-06-10 | ||
| ITFI980139 ITFI980139A1 (it) | 1998-06-10 | 1998-06-10 | Metodo e dispositivo per la produzione di un materiale goffrato in piu' veli e relativo prodotto cosi' ottenuto |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1291938A CN1291938A (zh) | 2001-04-18 |
| CN1180932C true CN1180932C (zh) | 2004-12-22 |
Family
ID=26330579
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB998035610A Expired - Fee Related CN1180932C (zh) | 1998-03-02 | 1999-03-01 | 生产一种压花卷材的方法和装置及所制得的产品 |
Country Status (14)
| Country | Link |
|---|---|
| US (2) | US6755928B1 (zh) |
| EP (1) | EP1075387B1 (zh) |
| JP (1) | JP2002505207A (zh) |
| KR (1) | KR100399733B1 (zh) |
| CN (1) | CN1180932C (zh) |
| AT (1) | ATE254999T1 (zh) |
| AU (1) | AU3273499A (zh) |
| BR (1) | BR9908459A (zh) |
| CA (1) | CA2320127C (zh) |
| DE (1) | DE69913122T2 (zh) |
| ES (1) | ES2211136T3 (zh) |
| IL (1) | IL138118A (zh) |
| PL (1) | PL188926B1 (zh) |
| WO (1) | WO1999044814A1 (zh) |
Families Citing this family (103)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2376436B (en) * | 2001-06-15 | 2004-07-07 | Sca Hygiene Prod Gmbh | Multi-ply tissue paper product and method for producing same |
| IT1312535B1 (it) * | 1999-04-16 | 2002-04-22 | Cartoinvest Societa Finanziari | Struttura di prodotto cartaceo particolarmente per uso igienico edomestico e procedimento per la sua realizzazione. |
| IT1307887B1 (it) * | 1999-06-18 | 2001-11-19 | Perini Fabio Spa | Metodo e dispositivo di goffratura per la produzione di materialenastriforme multivelo, e prodotto cosi' ottenuto. |
| IT246987Y1 (it) | 1999-08-06 | 2002-05-02 | C M G Costruzioni Meccaniche G | Macchina trasformabile per la alvorazione superficiale di carta |
| CA2324786C (en) * | 1999-11-01 | 2014-02-25 | Fort James Corporation | Multi-ply absorbent paper product having impressed pattern |
| DE19960658A1 (de) | 1999-12-15 | 2001-06-28 | A & E Ungricht Gmbh & Co Kg | Verfahren zum Prägen eines bahnförmigen Tissue-Artikels sowie Walzenpaar zur Durchführung des Verfahrens |
| US6733866B2 (en) | 2001-06-15 | 2004-05-11 | Sca Hygiene Products Gmbh | Multi-ply tissue paper product and method for producing same |
| US6863107B2 (en) | 2001-10-02 | 2005-03-08 | Sca Hygiene Products Gmbh | Device for applying a spot embossing pattern to a web of multi-ply tissue paper |
| GB2380447B (en) * | 2001-10-02 | 2004-01-14 | Sca Hygiene Prod Gmbh | Device and method for applying a spot embossing pattern to a web of multi-ply tissue paper |
| DE10297470T5 (de) | 2001-11-26 | 2004-12-02 | Fabio Perini S.P.A. | Zylinder mit austauschbarer Hülse sowie Verfahren zu seiner Herstellung |
| ITFI20010223A1 (it) | 2001-11-26 | 2003-05-26 | Perini Fabio Spa | Cilindro goffratore con camicia intercambiabile e con sistema di bloccaggio frontale della camicia, e gruppo goffratore comprendente detto |
| ITMI20020361A1 (it) * | 2002-02-22 | 2003-08-22 | Linder & Perla S P A | Metodo per la realizzazione di carta igienica a quattro veli ottimizzata e relativa apparecchiatura |
| ATE465002T1 (de) * | 2002-03-15 | 2010-05-15 | Procter & Gamble | Vorrichtung zum prägen und beschichten mit klebstoff |
| ITFI20020053A1 (it) | 2002-03-29 | 2003-09-29 | Perini Fabio Spa | Metodo e dispositivo per la produzione di un materiale nastriforme goffrato e manufatto ottenuto con detto metodo |
| US7063766B2 (en) | 2002-04-09 | 2006-06-20 | Sca Hygiene Products Ab | Method for producing a multi-ply web of flexible material, such as paper and nonwoven, and multi-ply material produced by the method |
| SE0201088D0 (sv) * | 2002-04-09 | 2002-04-09 | Sca Hygiene Prod Ab | Method for producing a multi-ply web of flexible material, such as paper and nonwoven, and multi-ply material produced by the method |
| ITFI20030015A1 (it) * | 2003-01-17 | 2004-07-18 | Fabio Perini | Dispositivo e metodo per eseguire l'unione di veli di carta |
| ES2245162B1 (es) * | 2003-03-04 | 2007-02-16 | Videcart S.A | Elemento laminar gofrado, procedimiento y maquina para su fabricacion. |
| ITFI20030208A1 (it) * | 2003-08-01 | 2005-02-02 | Perini Fabio Spa | Metodo e dispositivo per la produzione di un prodotto |
| US7314663B2 (en) * | 2003-09-29 | 2008-01-01 | The Procter + Gamble Company | Embossed multi-ply fibrous structure product and process for making same |
| US20050247397A1 (en) * | 2003-09-29 | 2005-11-10 | The Procter & Gamble Company | Process for producing embossed products |
| US7374638B2 (en) * | 2003-09-29 | 2008-05-20 | The Procter & Gamble Company | High bulk strong absorbent single-ply tissue-towel paper product |
| FR2860527B1 (fr) * | 2003-10-02 | 2006-01-27 | Georgia Pacific France | Feuille de papier absorbant |
| EP1525977B1 (en) * | 2003-10-24 | 2012-06-20 | SCA Hygiene Products GmbH | Apparatus and method for embossing a multi-ply paper product |
| ITFI20040032A1 (it) * | 2004-02-13 | 2004-05-13 | Perini Fabio Spa | Metodo e dispositivo goffratore e laminatore per la produzione di manufatti plurivelo e relativo prodotto |
| CN101124363A (zh) * | 2004-02-17 | 2008-02-13 | 宝洁公司 | 深嵌套压花的纸制品 |
| ITFI20040053A1 (it) | 2004-03-04 | 2004-06-04 | Perini Fabio Spa | Prodotto plurivelo in carta o simili, metodo per la sua produzione e relativo impianto |
| ITMI20040675A1 (it) * | 2004-04-02 | 2004-07-02 | Sca Hygiene Prod Ab | Apparato e procedimento per la realizzazione di un prodotto multivelo in carta assorbente e prodotti cosi' ottenuto |
| ITFI20040102A1 (it) * | 2004-04-29 | 2004-07-29 | Guglielmo Biagiotti | Metodo e dispositivo per la produzione di carta tissue |
| ITFI20040107A1 (it) | 2004-05-05 | 2004-08-05 | Perini Fabio Spa | Rullo a camicia intercambiabile per gruppi goffratori e gruppo goffratore comprendente tale rullo |
| US7413629B2 (en) * | 2004-05-21 | 2008-08-19 | The Procter & Gamble Company | Process for producing deep-nested embossed paper products |
| US7435313B2 (en) * | 2004-05-21 | 2008-10-14 | The Procter & Gamble Company | Process for producing deep-nested embossed paper products |
| ITFI20040143A1 (it) | 2004-06-25 | 2004-09-25 | Perini Fabio Spa | Un tovagliolo di carta o prodotto analogo, stampato e goffrato |
| US7799169B2 (en) | 2004-09-01 | 2010-09-21 | Georgia-Pacific Consumer Products Lp | Multi-ply paper product with moisture strike through resistance and method of making the same |
| ITFI20040202A1 (it) * | 2004-09-30 | 2004-12-30 | Perini Fabio Spa | Camicia intercambiabile per rulli goffratori o simili, metodo per la sua realizzazione, e rullo comprendente detta camicia |
| JP4827409B2 (ja) * | 2004-12-28 | 2011-11-30 | 大王製紙株式会社 | エンボスシートの製造方法及び製造設備 |
| US20060157381A1 (en) * | 2005-01-20 | 2006-07-20 | Adams James T | Component carrier and method for making |
| ITFI20050032A1 (it) | 2005-03-01 | 2006-09-02 | Perini Fabio Spa | Metodo e dispositvo per la giunzione di veli di carta |
| US7597777B2 (en) * | 2005-09-09 | 2009-10-06 | The Procter & Gamble Company | Process for high engagement embossing on substrate having non-uniform stretch characteristics |
| WO2007035914A1 (en) * | 2005-09-21 | 2007-03-29 | The Procter & Gamble Company | Absorbent paper product having high definition embossments |
| ITFI20050218A1 (it) * | 2005-10-20 | 2007-04-21 | Guglielmo Biagiotti | Perfezionamenti ai metodi e dispositivi per la produzione di carte tissue e velo di carta da questi derivante |
| DE102006010709A1 (de) * | 2006-03-08 | 2007-09-13 | Metsä Tissue Oyj | Prägevorrichtung für mindestens zweilagige Flächenprodukte wie Toilettenpapier, Taschentücher o. dgl. |
| ITFI20060072A1 (it) * | 2006-03-15 | 2007-09-16 | Perini Fabio Spa | Rullo goffratore e relativo procedimento per la sua produzione |
| DE102007006437A1 (de) * | 2006-06-26 | 2008-01-03 | Fleissner Gmbh | Kalanderwalze zum Prägen und/oder Verdichten von Textilien |
| ITBO20060553A1 (it) * | 2006-07-25 | 2008-01-26 | Andrea Bernacchi | Metodo e apparecchiatura per la produzione di rotoli per lettini medicali. |
| WO2008034160A1 (en) * | 2006-09-21 | 2008-03-27 | Senevens International Ltd | Apparatus and method of manufacturing a tape for disposable diapers |
| ITFI20060245A1 (it) | 2006-10-11 | 2008-04-12 | Delicarta Spa | Un materiale in carta con elevate caratteristiche detergenti e metodo per la sua produzione |
| WO2008069147A1 (ja) * | 2006-11-30 | 2008-06-12 | Daio Paper Corporation | キッチンペーパー |
| JP4545767B2 (ja) * | 2007-02-28 | 2010-09-15 | 大王製紙株式会社 | キッチンペーパー |
| WO2008071210A1 (en) * | 2006-12-13 | 2008-06-19 | Sca Hygiene Products Gmbh | Method for manufacturing a hygiene product, apparatus for manufacturing a hygiene product and hygiene product |
| ITFI20070048A1 (it) | 2007-02-27 | 2008-08-28 | Perini Fabio Spa | Gruppo goffratore multi-funzione |
| US7866904B2 (en) * | 2007-03-06 | 2011-01-11 | Datacard Corporation | Desktop card printer with indent printing apparatus and method of printing |
| ITFI20070163A1 (it) | 2007-07-18 | 2009-01-19 | Perini Fabio Spa | "materiale cartaceo goffrato, metodo e dispositivo per la sua produzione" |
| KR100821284B1 (ko) | 2007-08-21 | 2008-04-11 | 주식회사 아이티씨 | 서로 다른 복수의 엠보싱문양이 형성된 롤형 화장지의제조장치 |
| US20090057950A1 (en) * | 2007-09-05 | 2009-03-05 | George Vincent Wegele | Method for converting a multi-ply paper product |
| US7942995B2 (en) | 2007-09-05 | 2011-05-17 | The Procter & Gamble Company | Method for converting a multi-ply paper product |
| ITFI20080038A1 (it) † | 2008-02-27 | 2009-08-28 | Delicarta Spa | "materiale plurivelo in carta goffrata e macchina per la sua produzione" |
| FR2928383B1 (fr) | 2008-03-06 | 2010-12-31 | Georgia Pacific France | Feuille gaufree comportant un pli en materiau hydrosoluble et procede de realisation d'une telle feuille. |
| ITFI20080229A1 (it) * | 2008-11-25 | 2010-05-26 | Delicarta Spa | "gruppo goffratore-laminatore e metodo di goffratura" |
| RU2484969C2 (ru) * | 2008-12-09 | 2013-06-20 | Ска Хайджин Продактс Аб | Волокнистое изделие с растровым тиснением и способ изготовления такого изделия |
| JP2010148803A (ja) * | 2008-12-26 | 2010-07-08 | Oji Nepia Co Ltd | ロール状衛生用紙 |
| USD640473S1 (en) | 2009-03-10 | 2011-06-28 | The Procter & Gamble Company | Paper product |
| USD632896S1 (en) | 2009-03-10 | 2011-02-22 | The Procter & Gamble Company | Paper product |
| IT1394506B1 (it) * | 2009-06-08 | 2012-07-05 | Delicarta Spa | Materiale cellulosico plurivelo goffrato |
| WO2011035803A1 (en) * | 2009-09-22 | 2011-03-31 | Sca Hygiene Products Ab | Fibrous product and method and device for manufacturing such a fibrous product |
| IT1399181B1 (it) * | 2010-01-28 | 2013-04-11 | Ind Cartarie Tronchetti Spa | Prodotto in carta a tre o più veli e metodo per la sua produzione |
| CN101824720A (zh) * | 2010-05-21 | 2010-09-08 | 全利机械股份有限公司 | 纤维制品压花装置 |
| US9067357B2 (en) | 2010-09-10 | 2015-06-30 | The Procter & Gamble Company | Method for deforming a web |
| EP2686164B1 (en) * | 2011-03-15 | 2016-04-27 | SCA Hygiene Products AB | Fibrous product and method for manufacturing such a fibrous product |
| US20120276238A1 (en) * | 2011-04-26 | 2012-11-01 | John Brian Strube | Apparatus for Deforming a Web |
| US8657596B2 (en) | 2011-04-26 | 2014-02-25 | The Procter & Gamble Company | Method and apparatus for deforming a web |
| FR2976473B1 (fr) | 2011-06-15 | 2013-07-12 | Georgia Pacific France | Rouleau de papier absorbant de faible encombrement |
| ITFI20110135A1 (it) * | 2011-07-07 | 2013-01-08 | Futura Spa | Dispositivo e metodo per la produzione di materiale caratceo nastriforme. |
| CN102744918A (zh) * | 2011-10-13 | 2012-10-24 | 金红叶纸业集团有限公司 | 压辊、加工设备、加工方法、生活用纸及面纸单元 |
| CN102525323B (zh) * | 2012-01-06 | 2014-01-29 | 金红叶纸业集团有限公司 | 生活用纸 |
| CN102873913B (zh) * | 2012-08-27 | 2015-09-02 | 金红叶纸业集团有限公司 | 多层纸产品的层合方法及该多层纸产品 |
| CN102862327B (zh) * | 2012-09-19 | 2013-12-11 | 金红叶纸业集团有限公司 | 多层纸的生产工艺 |
| ITFI20130112A1 (it) | 2013-05-14 | 2014-11-15 | Perini Engraving S R L | Rullo goffratore, gruppo goffratore comprendente tale rullo, metodo di goffratura e prodotto ottenuto |
| EP2805801B1 (en) | 2013-05-24 | 2020-10-21 | Faurecia Interieur Industrie | Method for processing a veneer |
| US20150354142A1 (en) * | 2014-06-09 | 2015-12-10 | Gambini International S.A. | Multilayer sheet |
| ES2690747T3 (es) | 2014-08-29 | 2018-11-22 | Sofidel S.P.A. | Producto de celulosa multicapa estampado y medios para la producción del mismo |
| DE102014013414A1 (de) * | 2014-09-16 | 2016-03-17 | Metsä Tissue Oyj | Verfahren zur Herstellung von mindestens dreilagigen Flächenprodukten |
| CN107075812B (zh) | 2014-12-01 | 2021-08-20 | 山田菊夫 | 纸张的制造方法及纸张 |
| AU2015392739B2 (en) * | 2015-04-30 | 2020-06-04 | Kimberly-Clark (China) Co., Ltd. | Improved embossed and apertured laminate for absorbent articles and the like |
| CN106264275A (zh) * | 2015-06-04 | 2017-01-04 | 金红叶纸业集团有限公司 | 一种生活用纸及其压花系统 |
| CN106313642A (zh) * | 2015-06-30 | 2017-01-11 | 永丰余消费品实业股份有限公司 | 纸材制造总成、纸材结构及其制造方法 |
| JP2018533509A (ja) * | 2015-10-29 | 2018-11-15 | テトラ ラバル ホールディングス アンド ファイナンス エス エイ | 装飾された包装材料を製造するための方法及び装置、並びに包装材料 |
| DE102015014515A1 (de) | 2015-11-11 | 2017-05-11 | Dräger Safety AG & Co. KGaA | Elektrolytleiter, Verfahren zur Herstellung eines Elektrolytleiters sowie ein elektrochemischer Gassensor und ein Gasmessgerät mit einem solchen |
| IT201600086446A1 (it) * | 2016-08-22 | 2018-02-22 | Universal Tissue Tech S R L | Dispositivo e metodo di goffratura |
| JP6501988B2 (ja) * | 2017-03-02 | 2019-04-17 | 大王製紙株式会社 | 衛生薄葉紙 |
| WO2018159822A1 (ja) * | 2017-03-02 | 2018-09-07 | 大王製紙株式会社 | 衛生薄葉紙 |
| JP6461449B1 (ja) * | 2017-03-02 | 2019-01-30 | 大王製紙株式会社 | 衛生薄葉紙 |
| EP3415306A1 (en) * | 2017-06-14 | 2018-12-19 | Boegli-Gravures S.A. | Method and embossing structure using high density pressure for creating shadowed or curved highly reflective areas on rotationally embossed foils |
| CN108127944A (zh) * | 2017-12-25 | 2018-06-08 | 昆山市硕鸿电子材料有限公司 | 一种带花纹硅胶卷材的制备方法 |
| KR102381024B1 (ko) | 2018-10-31 | 2022-04-01 | 킴벌리-클라크 월드와이드, 인크. | 엠보싱된 여러 겹 티슈 제품 |
| KR102122498B1 (ko) * | 2019-09-26 | 2020-06-12 | 남슬기 | 표면 엠보싱을 개선한 벽지 제조 방법 |
| BR112022005476A2 (pt) | 2019-09-27 | 2022-06-14 | Koerber Tissue S P A | Método e máquina para produzir material de manta de celulose em múltiplas camadas, e material produzido |
| KR20220146616A (ko) * | 2020-03-05 | 2022-11-01 | 킴벌리-클라크 월드와이드, 인크. | 엠보싱된 여러 겹 티슈 제품 |
| CN115243873A (zh) | 2020-04-10 | 2022-10-25 | 科尔伯纸巾股份公司 | 用于加热压花-层压装置中的压花辊的方法和装置 |
| JP7345443B2 (ja) * | 2020-08-21 | 2023-09-15 | 大王製紙株式会社 | 家庭用薄葉紙及び家庭用薄葉紙の製造方法 |
| IT202100017675A1 (it) | 2021-07-05 | 2023-01-05 | Koerber Tissue S P A | Dispositivo goffratore con almeno un rullo goffratore riscaldato, e metodo |
| IT202100019499A1 (it) | 2021-07-22 | 2023-01-22 | Koerber Tissue S P A | Un goffratore a rulli multipli e metodo |
| WO2023104741A1 (en) | 2021-12-07 | 2023-06-15 | Körber Tissue S.p.A. | Embossing device for embossing a cellulose web material and related method |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3414459A (en) | 1965-02-01 | 1968-12-03 | Procter & Gamble | Compressible laminated paper structure |
| US3556907A (en) | 1969-01-23 | 1971-01-19 | Paper Converting Machine Co | Machine for producing laminated embossed webs |
| US3867225A (en) * | 1969-01-23 | 1975-02-18 | Paper Converting Machine Co | Method for producing laminated embossed webs |
| US3672950A (en) * | 1970-01-12 | 1972-06-27 | Int Paper Co | Adhesively laminated cellulosic product |
| US3684641A (en) * | 1970-11-10 | 1972-08-15 | Int Paper Co | Laminated product bonded with colored adhesive |
| US3694300A (en) | 1971-08-27 | 1972-09-26 | Paper Converting Machine Co | Base product for textile replacement and method of producing the same |
| US3961119A (en) | 1973-03-15 | 1976-06-01 | Kimberly-Clark Corporation | Embossed paper toweling and method of production |
| US4307141A (en) * | 1978-10-10 | 1981-12-22 | American Can Company | Multi-ply fibrous sheet structure |
| US4320162A (en) * | 1980-05-15 | 1982-03-16 | American Can Company | Multi-ply fibrous sheet structure and its manufacture |
| FR2604734B1 (fr) | 1986-10-02 | 1989-01-06 | Beghin Say Sa | Feuille stratifiee absorbante |
| IT1225324B (it) | 1988-11-23 | 1990-11-06 | Perini Finanziaria Spa | Macchina per la trasformazione della carta con cilindri goffratori cooperanti per l'accoppiamento punta-punta di due nastri di carta da essi goffrati |
| US5091032A (en) * | 1989-07-10 | 1992-02-25 | James River Corporation Of Virginia | Multi-nip high-speed paper converting |
| FR2653793B1 (zh) | 1989-10-30 | 1992-01-03 | Kaysersberg Sa | |
| FR2684598B1 (fr) | 1991-12-09 | 1995-04-07 | Kaysersberg Sa | Procede de fabrication de feuilles gaufrees stratifiees. machine pour sa mise en óoeuvre. |
| FR2700496B1 (fr) * | 1993-01-15 | 1995-02-17 | Kaysersberg Sa | Procédé de gaufrage d'une feuille à un ou plusieurs plis, feuille de papier gaufré. |
| FR2707311B1 (fr) * | 1993-07-09 | 1995-09-08 | Kaysersberg Sa | Papiers gaufrés multicouches, dispositif et procédure pour leur élaboration. |
| FR2721251B1 (fr) * | 1994-06-17 | 1996-07-26 | Kaysersberg Sa | Feuille multicouche de papier absorbant, son procédé de fabrication. |
| FR2728152B1 (fr) | 1994-12-16 | 1997-01-24 | Kaysersberg Sa | Papier absorbant gaufre a motifs combines |
| IT1278802B1 (it) | 1995-12-05 | 1997-11-28 | Perini Fabio Spa | Gruppo goffratore-laminatore, con cilindri a contatti distribuiti e relativo metodo di goffratura |
| IT1278801B1 (it) | 1995-12-05 | 1997-11-28 | Perini Fabio Spa | Gruppo goffratore-laminatore per l'incollaggio dei veli goffrati, relativo metodo e prodotto ottenuto |
| IT1278803B1 (it) | 1995-12-05 | 1997-11-28 | Perini Fabio Spa | Gruppo goffratore-laminatore, con cilindri goffratori non fasati e relativo metodo di goffratura |
| AU723833B2 (en) * | 1996-05-23 | 2000-09-07 | Procter & Gamble Company, The | Multiple ply tissue paper with continuous network regions |
-
1999
- 1999-03-01 CN CNB998035610A patent/CN1180932C/zh not_active Expired - Fee Related
- 1999-03-01 AT AT99937900T patent/ATE254999T1/de not_active IP Right Cessation
- 1999-03-01 IL IL13811899A patent/IL138118A/en not_active IP Right Cessation
- 1999-03-01 WO PCT/IT1999/000051 patent/WO1999044814A1/en active IP Right Grant
- 1999-03-01 JP JP2000534392A patent/JP2002505207A/ja active Pending
- 1999-03-01 KR KR10-2000-7009690A patent/KR100399733B1/ko not_active IP Right Cessation
- 1999-03-01 CA CA002320127A patent/CA2320127C/en not_active Expired - Fee Related
- 1999-03-01 EP EP99937900A patent/EP1075387B1/en not_active Expired - Lifetime
- 1999-03-01 BR BR9908459-7A patent/BR9908459A/pt not_active IP Right Cessation
- 1999-03-01 US US09/601,842 patent/US6755928B1/en not_active Expired - Fee Related
- 1999-03-01 ES ES99937900T patent/ES2211136T3/es not_active Expired - Lifetime
- 1999-03-01 PL PL99342709A patent/PL188926B1/pl unknown
- 1999-03-01 AU AU32734/99A patent/AU3273499A/en not_active Abandoned
- 1999-03-01 DE DE69913122T patent/DE69913122T2/de not_active Expired - Lifetime
-
2004
- 2004-04-23 US US10/830,082 patent/US7291379B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| ATE254999T1 (de) | 2003-12-15 |
| KR20010041520A (ko) | 2001-05-25 |
| IL138118A0 (en) | 2001-10-31 |
| IL138118A (en) | 2004-12-15 |
| ES2211136T3 (es) | 2004-07-01 |
| BR9908459A (pt) | 2000-11-14 |
| PL188926B1 (pl) | 2005-05-31 |
| PL342709A1 (en) | 2001-07-02 |
| CA2320127C (en) | 2007-11-20 |
| US6755928B1 (en) | 2004-06-29 |
| EP1075387B1 (en) | 2003-11-26 |
| EP1075387A1 (en) | 2001-02-14 |
| CA2320127A1 (en) | 1999-09-10 |
| CN1291938A (zh) | 2001-04-18 |
| KR100399733B1 (ko) | 2003-09-29 |
| US20040247836A1 (en) | 2004-12-09 |
| DE69913122D1 (de) | 2004-01-08 |
| JP2002505207A (ja) | 2002-02-19 |
| WO1999044814A1 (en) | 1999-09-10 |
| AU3273499A (en) | 1999-09-20 |
| US7291379B2 (en) | 2007-11-06 |
| DE69913122T2 (de) | 2004-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1180932C (zh) | 生产一种压花卷材的方法和装置及所制得的产品 | |
| CN1139693C (zh) | 压花的多层纸及其制备方法 | |
| CN1159496C (zh) | 压花的多层纸及其制备方法 | |
| CN1918001A (zh) | 压印和层压方法以及用于生产多层片材产品和相关产品的装置 | |
| CN1288411A (zh) | 网材的压花和层压装置 | |
| US8974892B2 (en) | Multi-ply paper product or the like, method for the production thereof and relative system | |
| CN102256805A (zh) | 包含泡沫或聚氯乙烯的涂层板材和制造方法 | |
| CN100351073C (zh) | 多层软材料匹、如纸和无纺材料的制造方法和装置及由该方法制造的多层材料 | |
| CN2715982Y (zh) | 一种卫生纸复卷机用粘胶压花装置 | |
| US20030072918A1 (en) | Method and device for web for embossing and printing a web of flexible material, such as paper and nonwoven, and a web material produced by the method | |
| CN100349730C (zh) | 多层软材料匹、如纸和无纺材料的制造方法和装置及由该方法制造的多层材料 | |
| CN103648761B (zh) | 生产纸幅材料的设备和工艺 | |
| EP2353859B1 (en) | Paper product with three or more plies and method for manufacturing it | |
| EP2191959B1 (en) | Embossing-laminating unit and embossing method | |
| CN1729097A (zh) | 制造一种例如纸和无纺纺织品的柔性材料的多层印刷卷筒纸的方法和装置以及用该方法制造的多层材料 | |
| EP3802098A1 (en) | Method and machine for embossing and calending tissue paper and resulting product | |
| US20060243383A1 (en) | Method and device to produce and embossed and printed product and product thereby obtained | |
| US7153385B2 (en) | Method and device for producing a multi-ply printed web of flexible material, such as paper and nonwoven, and multi-ply material produced by the method | |
| EP2353857B1 (en) | Web product embossing apparatus and method | |
| AU2005335397B2 (en) | Multi-ply tissue paper product and method for producing same | |
| CN1803464A (zh) | 表面具有转印膜的扶手带及其制作方法 | |
| RU2227095C2 (ru) | Способ и устройство для производства тисненого рулонного материала и продукция, изготовленная этим способом | |
| CN1646303A (zh) | 制造诸如纸和非织物之类柔软材料多层卷材的方法与用此方法制造的多层材料 | |
| CN1681604A (zh) | 多层柔性材料、如纸和无纺材料匹的制造方法和用该方法制造的多层材料 | |
| KR20080104536A (ko) | 암, 수 요철동판으로 가압방식을 이용하여 종이 면과 렌즈면의 높이를 균일하게 하여 얻는 입체물 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20041222 Termination date: 20160301 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |