CN1245547A - 具有内嵌中间件的小型泵 - Google Patents
具有内嵌中间件的小型泵 Download PDFInfo
- Publication number
- CN1245547A CN1245547A CN97181688A CN97181688A CN1245547A CN 1245547 A CN1245547 A CN 1245547A CN 97181688 A CN97181688 A CN 97181688A CN 97181688 A CN97181688 A CN 97181688A CN 1245547 A CN1245547 A CN 1245547A
- Authority
- CN
- China
- Prior art keywords
- top board
- driving plate
- miniature pump
- middleware
- fixed
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000463 material Substances 0.000 claims abstract description 8
- 238000000034 method Methods 0.000 claims description 48
- 238000004519 manufacturing process Methods 0.000 claims description 26
- 239000000758 substrate Substances 0.000 claims description 16
- 238000012423 maintenance Methods 0.000 claims description 11
- 229910052751 metal Inorganic materials 0.000 claims description 11
- 239000002184 metal Substances 0.000 claims description 11
- 238000005516 engineering process Methods 0.000 claims description 9
- 239000007788 liquid Substances 0.000 claims description 6
- 239000011521 glass Substances 0.000 claims description 5
- 238000007747 plating Methods 0.000 claims description 5
- 238000003466 welding Methods 0.000 claims description 5
- 230000003628 erosive effect Effects 0.000 claims description 4
- 238000003754 machining Methods 0.000 claims description 4
- RZVAJINKPMORJF-UHFFFAOYSA-N Acetaminophen Chemical compound CC(=O)NC1=CC=C(O)C=C1 RZVAJINKPMORJF-UHFFFAOYSA-N 0.000 claims description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 3
- 239000000470 constituent Substances 0.000 claims description 3
- 238000005553 drilling Methods 0.000 claims description 3
- 239000005297 pyrex Substances 0.000 claims description 3
- 229910052710 silicon Inorganic materials 0.000 claims description 3
- 239000010703 silicon Substances 0.000 claims description 3
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims description 2
- 229910052804 chromium Inorganic materials 0.000 claims description 2
- 239000011651 chromium Substances 0.000 claims description 2
- 229910052802 copper Inorganic materials 0.000 claims description 2
- 239000010949 copper Substances 0.000 claims description 2
- 238000005260 corrosion Methods 0.000 claims description 2
- 230000007797 corrosion Effects 0.000 claims description 2
- 238000005530 etching Methods 0.000 claims description 2
- 229920000642 polymer Polymers 0.000 claims description 2
- 239000000126 substance Substances 0.000 claims description 2
- 238000002604 ultrasonography Methods 0.000 claims description 2
- 150000002739 metals Chemical class 0.000 claims 1
- 238000005507 spraying Methods 0.000 claims 1
- 238000005086 pumping Methods 0.000 abstract 3
- 230000000737 periodic effect Effects 0.000 abstract 1
- 238000007789 sealing Methods 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 4
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- 238000002955 isolation Methods 0.000 description 2
- 239000002253 acid Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000007781 pre-processing Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
Images






Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F04—POSITIVE - DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS FOR LIQUIDS OR ELASTIC FLUIDS
- F04B—POSITIVE-DISPLACEMENT MACHINES FOR LIQUIDS; PUMPS
- F04B43/00—Machines, pumps, or pumping installations having flexible working members
- F04B43/02—Machines, pumps, or pumping installations having flexible working members having plate-like flexible members, e.g. diaphragms
- F04B43/04—Pumps having electric drive
- F04B43/043—Micropumps
- F04B43/046—Micropumps with piezoelectric drive
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Reciprocating Pumps (AREA)
Abstract
一种小型泵,它包括至少一个基板(1)、至少一个顶板(2)和至少一个中间板(3),后者夹在另两个板(1、2)之间,形成一个泵室(4),该泵室与小型泵的至少一个入口和至少一个出口相连。所述泵室包括一个在所述中间极(3)中加工形成的活动壁(5);所述顶板上设置有至少一个连接一个空腔(8)与所述活动壁(5)的至少一部分的孔(12)。在所述顶板(2)的自由表面(9)上固定有若干驱动装置(6、7、13),用来移动所述活动壁(5),以使所述泵室(4)的容积发生周期性变化。按照本发明,所述驱动装置(6、7、13)由一个驱动板(7)构成,该驱动板由这样的材料构成,这种材料可以被加工形成一个活动区(11)和所述空腔(8)。从所述顶板(2)加工来的一个中间件(13)固定在所述驱动板(7)上,以建立与所述活动壁(5)的接触。
Description
本发明涉及一种小型泵及其制造方法。这种小型泵包括至少一个基板、至少一个顶板和至少一个中间板,后者夹在另两个板之间,其构成材料可以被加工形成一个泵室;该小型泵还包括至少一个液流入口控制机构,及至少一个所述液流的出口控制机构,所述入口控制机构将所述泵室与小型泵的至少一个入口连接起来,所述出口控制机构将所述泵室与小型泵的至少一个出口连接起来;所述泵室包括一个在所述中间板中加工形成的活动壁,当液流被吸入或排出所述泵室时,该活动壁可以沿着两个相反方向移动;所述顶板上设置有至少一个连接一个空腔与所述活动壁的至少一部分的孔,在所述顶板的自由表面上固定有若干驱动装置,用来移动所述活动壁,以使所述泵室的容积发生周期性变化。
在现有技术的某些称为“按压型(PIN-TYPE)”的小型泵中,所述驱动装置的部件之一由一个中间件构成,后者用来使压电装置与泵室的所述活动壁相接触。这种中间件的微加工制造及其在小型泵装置中的安装需要相当大的精确度,才能使小型泵可靠而规则地工作。
这样的小型泵例如在WESTONBRIDGE公司的国际申请W0 9518307中有描述。图1示出了在该申请文件中所描述的小型泵的一种实施例。该小型泵包括一个基板82、一个中间板86、一个顶板88、若干驱动部件87和一个中间件84,所述驱动部件87用来与压电装置80相配合,所述中间件84为图钉形,以其平坦的头部与所述驱动装置87相连。
可以看出,这种小型泵的良好运转所必须的这样一个中间件84的使用,在小型泵的制造过程中带来了相当大的复杂性。
本发明的目的就是提供一种小型泵,其所具有的中间件的制造被简化了,同时仍可使小型泵可靠而稳定地运转。
按照本发明,该目的是这样达到的:所述驱动装置由一个驱动板构成,该驱动板由这样的材料构成,这种材料可以被加工形成一个活动区和所述空腔,从所述顶板加工来的一个中间件固定在该驱动板上,以建立与所述活动壁的接触。
可以看出,从所述顶板来加工所述中间件避免了所述中间件的制造与小型泵的其他任何部件都毫无关联,因此,如下文将要说明的,该中间件完美地结合进了所述小型泵中。
通过对下面以例子给出的两种实施例的说明,可以更好地理解本发明,并看出本发明的其他特征和优点。
说明参照附图进行,附图中:
——图1,如前所述,示出的是现有技术中的一种小型泵的剖面图;
——图2简要地局部示出了本发明的小型泵的第一种实施例的剖面图;
——图3类似于图2,示出了本发明的小型泵的第二种实施例;
——图4A到图4D示出了按照一种优选制造方法制造一个小型泵的某些步骤;
——图5A到图5F示出了本发明的一种小型泵的制造方法的各个步骤。
示于图2和图3中的小型泵的两种优选实施方式的简要局部剖面图仅示出了小型泵的中央部分,就是相当于图1中的区域A所限定的部分。
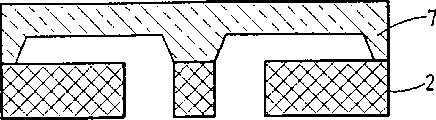
参照图2,该小型泵的所述中央部分包括一个基板1和一个顶板2,二者最好是玻璃的,比如派热克斯(Pyrex,硼硅酸硬质玻璃)。在这两个板1和2之间夹有中间板3,后者与基板1一同限定了泵室4。所述中间板3的中央部分构成一个活动壁5,可允许泵室4的容积在安装在小型泵上面的一个压电装置6的作用下而发生变化。
一个驱动板7嵌入并固定在所述压电装置6和所述顶板2之间,在所述驱动板7和所述顶板2之间形成一个空腔8。
所述顶板2的一个自由表面9最好以阳极焊接(soudage anodique)固定在所述驱动板7的一部分上,在所述空腔8的两侧。在与所述空腔8相对的那侧,所述驱动板7的自由表面10与所述压电装置在空腔8的中央部分的外延位置处相连。在所述压电装置6和空腔8的所述中央部分之间,所述驱动板7的中央部分构成一个活动区11。
所述空腔8在顶板2处延伸出一个连接孔12,该孔为环形,环绕着一个中间件13,后者与所述顶板2是从同一母件加工来的。
所述空腔8也是环形的,环绕着活动区11的固定在中间件13上的那一部分。在所述连接孔12的周围,所述顶板2与活动壁5简单接触而不固定(区域16构成阻挡部),以制止活动壁5的运动超过该接触区。这里最好借助于一个覆盖区域16(该区域构成顶板2的阻挡部)的绝缘层而避免固定,该绝缘层例如是硅的氧化物。
还可以看到,在所述顶板2和所述中间板3之间有一个环形中间腔14,该中间腔是去除所述中间板的部分材料而形成的,位于所述空腔8的一部分在顶板2的另一侧的延伸位置处,并设置在所述连接孔12的外侧。
与形成阻挡部的区域16限制所述活动壁5的向上的运动一样,固定在活动壁5的表面上,与泵室4相对的若干挡块17,用来限制活动壁5向下的运动。
注意,顶板2和中间板3在位于中间腔14外侧的接触区是被相互固定的,这种固定最好以阳极焊接实现。所述中间板3和驱动板7最好由半导体比如硅构成。
最好,所述驱动装置,尤其是由所述压电装置6、中间件13和活动壁5构成的驱动装置,的中心在同一个轴线上。
由于中间件13和顶板2是从同一个母板加工来的,可以知道,小型泵装置的制造被相当程度地简化了,而构成小型泵的各组成部件之间的公差和互换性的问题则被大大弱化了,甚至被完全消除了。事实上,所述中间件13的厚度与顶板2的厚度十分一致,因此在装配时,小型泵装置的各部件间可进行高精度的装配。
示于图2中的第一种优选实施例中,中间板3和驱动板7限定了一个密封空间,该密封空间由空腔8、连接孔12和中间腔14组成,在该密封空间中可以形成部分真空。
构成小型泵的各部件(驱动板7的活动区11、顶板2、中间件13和活动壁5)间的精确度非常高的装配,使得所述空间的密封性成为可能。对于所述部件间的良好装配——这可实现所述空间的密封性——所述中间件13和所述顶板2的厚度的严格一致是一项非常重要的特征。
按照本发明的一项有益的特征,所述密封空间8、12、14中的部分真空或负压可将所述泵室4的活动壁5向所述顶板2方向上牵引。
如果所述密封空间8、12、14中建立了部分真空,最好不将所述中间件13固定到所述活动壁5上,以免在固定处产生残余应力。
按照示于图3的第二种优选实施例,所述密封空间8、12、14中不是负压,而是由一个通道15将该密封空间与小型泵的外部相连通。最好,该通道15是在驱动板7的上部实现的,与空腔8相连通,将该空腔8与小型泵的示于图3的部分的外部连通起来,从而使得前面所述的空间中的压强等于所述管道15所通至的外部空间的压强,该压强可以是大气压。
在有通道15将所述密封空间8、12、14与泵的外部相连通的情况下,如果希望将活动壁5向压电装置6的方向牵引,就需要将中间件13固定到活动壁5上,这种固定可以通过阳极焊接实现。
下面说明前已描述的本发明的小型泵的三种优选制造方法。
无论将要描述的三种方法中的每一种制造方法是什么样的,首先需要提供一个驱动板7、一个顶板2、一个驱动装置和一个中间板3与基板1的组件,在所述组件中,中间板3固定在基板1上,在这两个板之间形成一个泵室4,后者例如通过对中间板3预加工而实现。
按照本发明的小型泵的第一种制造方法,要进行下列步骤:
a)加工所述驱动板7,形成所述空腔8,
b)将所述驱动板7固定到所述顶板2上,
c)加工所述顶板2,形成所述连接孔12和所述中间件13,
d)将顶板2与驱动板7的组件固定到中间板3与基板1的组件上,
e)将一个驱动装置,比如压电装置6,固定到所述驱动板7上。
在第一种制造方法的情况下,合适的制造技术解决方案是,所述连接孔12的加工以电腐蚀或者说EDM(Electro Discharge Maching,放电加工)工艺实现,或者以超声波或者说UD(Ultra Drilling,超声钻)加工工艺实现,或者以玻璃化学腐蚀工艺实现。
按照小型泵的第二种制造方法,可以通过分两步加工所述连接孔12和所述中间件13,来实现小型泵各部件表面的更好的精确度,以使小型泵的工作更可靠。
按照该第二种制造方法,要进行下列步骤
a)加工所述驱动板7,形成所述空腔8,
b)加工所述顶板2,部分形成所述连接孔12和所述中间件13,
c)将所述驱动板7固定到所述顶板2上,
d)加工所述顶板2,最终形成所述连接孔12和所述中间件13,
e)将顶板2与驱动板7的组件固定到中间板3与基板1的组件上,
f)将一个驱动装置,比如压电装置6,固定到所述驱动板7上。
在此,所述顶板2的初步加工可方便地以电腐蚀(EDM)工艺实现,或者以超声波加工(UD)工艺实现。
另外,所述连接孔12和中间件13的最后加工可以通过对顶板进行化学腐蚀而实现。
另一方面,如图4A到4D所示,在所述小型泵的第二种制造方法中,可以在加工所述顶板2的一个表面形成所述连接孔12和所述中间件13(步骤b)之前,在该表面上敷设一层或多层金属。事实上,所述金属层可以位于所述顶板2的任何一侧:在部分形成所述孔12和中间件13的表面上,或者在完全形成所述孔时被加工的表面上,但在任何情况下,所述金属层都在与驱动板7相对的一侧。
如图4A所示,在顶板2上镀了一层铬2a,然后再镀了一层铜2b。然后,(图4B),加工所述顶板2,部分加工出连接孔12和中间件13,所述部分加工不涉及所述顶板2的整个厚度。如图4C(该图对应于第二种制造方法的步骤c))所示,已加工完毕具有所述空腔8的驱动板7被固定到所述顶板2上,例如阳极焊接到与有金属镀层的面相对的那一面上。图4D图示了第二种制造方法的步骤d),示出了对所述顶板2的补充加工,以完全形成所述环绕中间件13的环形连接孔12,使连接孔12与空腔8连通,并使中间件13在活动区11的中央区域固定到驱动板7上。
小型泵的第三种制造方法可以将厚度,尤其是顶板2和中间件13的厚度的公差最小化。下面参照附图5A到5F进行说明。
按照该第三种制造方法,要进行下列步骤
a)在顶板2的一个表面上镀一个保持层18(图5B),
b)在与同所述保持层18相接触的面相对的那一面加工所述顶板2,形成所述连接孔12和所述中间件13,所述保持层18也可以被加工(图5C),但只是部分地被加工,
c)将所述驱动板7固定到所述顶板2的与同所述保持层18相接触的面相对的那一面上(图5D),
d)去除所述保持层18(图5E),
e)将顶板2与驱动板7的组件固定到中间板3与基板1的组件上(图5F),
f)将一个驱动装置,比如压电装置6,固定到所述驱动板7上。
在该第三种制造方法中,所述保持层18可使得仅通过一步加工即可实现所述连接孔12和中间件13,同时可使所述顶板2和所述中间件13在加工制造过程中完全对正。
最好,所述保持层是聚合物或者金属,所述构成小型泵装置的各层板相互之间在有必要时的固定则以阳极焊接实现。
刚刚所描述的三种制造方法适合于实现示于图2和图3中的小型泵的第一种或第二种实施方式。
在示于图2的小型泵的第一种实施例的情况下,除了前述工艺步骤之外,最好但不是必须的,可在由所述空腔8、连接孔12和中间腔14构成的密封空间中形成部分真空。
在示于图3的小型泵的第二种实施例的情况下,除了前述工艺步骤之外,可加工一个连接由所述空腔8、连接孔12和中间腔14构成的密封空间与小型泵外部的通道15,所述密封空间是由所述中间板3和所述驱动板7所限定的。最好,在将顶板2和驱动板7的组件固定到中间板3和基板1的组件上时,将所述中间件13固定到所述活动壁5上,例如通过阳极焊接。
Claims (25)
1.一种小型泵,它包括至少一个基板(1)、至少一个顶板(2)和至少一个中间板(3),后者夹在另两个板(1、2)之间,其构成材料可以被加工形成一个泵室(4),该小型泵还包括至少一个液流入口控制机构,及至少一个所述液流的出口控制机构,所述入口控制机构将所述泵室(4)与小型泵的至少一个入口连接起来,所述出口控制机构将所述泵室(4)与小型泵的至少一个出口连接起来,所述泵室包括一个在所述中间板(3)中加工形成的活动壁(5),当液流被吸入或排出所述泵室(4)时,该活动壁可以沿着两个相反方向移动,所述顶板上设置有至少一个连接一个空腔(8)与所述活动壁(5)的至少一部分的孔(12),在所述顶板的自由表面(9)上固定有若干驱动装置(6、7、13),用来移动所述活动壁(5),以使所述泵室(4)的容积发生周期性变化,所述小型泵的特征在于,所述驱动装置(6、7、13)由一个驱动板(7)构成,该驱动板由这样的材料构成,这种材料可以被加工形成一个活动区(11)和所述空腔(8),从所述顶板(2)加工来的一个中间件(13)固定在该驱动板(7)上,以建立与所述活动壁(5)的接触。
2.如权利要求1所述的小型泵,其特征在于,所述中间件(13)固定在所述活动壁(5)上。
3.如权利要求1所述的小型泵,其特征在于,所述中间板(3)和所述驱动板(7)限定了一个密封空间(8、12、14)。
4.如权利要求3所述的小型泵,其特征在于,所述密封空间(8、12、14)中是形成部分真空。
5.如权利要求2所述的小型泵,其特征在于,有一个通道(15)连通所述密封空间(8、12、14)与所述小型泵的外部。
6.如前述权利要求之任何一项所述的小型泵,其特征在于,有若干装置(16、17)限制所述活动壁(5)的移动。
7.如前述权利要求之任何一项所述的小型泵,其特征在于,所述驱动装置(6、7、13)包括一个压电装置(6)。
8.如前述权利要求之任何一项所述的小型泵,其特征在于,所述基板(1)和顶板(2)是玻璃的,比如派热克斯。
9.如前述权利要求之任何一项所述的小型泵,其特征在于,所述中间板(3)和驱动板(7)是金属的,比如硅。
10.如前述权利要求之任何一项所述的小型泵,其特征在于,所述驱动装置(6)、所述中间件(13)和所述活动壁(5)中心在同一个轴线上。
11.加工如权利要求1所述的小型泵的制造方法,其特征在于,要进行下列步骤:
a)加工所述驱动板(7),形成所述空腔(8),
b)将所述驱动板(7)固定到所述顶板(2)上,
c)加工所述顶板(2),形成所述连接孔(12)和所述中间件(13),
d)将顶板(2)与驱动板(7)的组件固定到中间板(3)与基板(1)的组件上,
e)将一个驱动装置,比如压电装置(6),固定到所述驱动板(7)上。
12.如权利要求11所述的方法,其特征在于,所述连接孔(12)的加工以电腐蚀或者说EDM(Electro Discharge Maching,放电加工)工艺实现,或者以超声波或者说UD(Ultra Drilling,超声钻)加工工艺实现,或者以玻璃化学腐蚀工艺实现。
13.如权利要求1所述的小型泵的制造方法,其特征在于,要进行下列步骤:
a)加工所述驱动板(7),形成所述空腔(8),
b)加工所述顶板(2),部分形成所述连接孔(12)和所述中间件(13),
c)将所述驱动板(7)固定到所述顶板(2)上,
d)加工所述顶板(2),最终形成所述连接孔(12)和所述中间件(13),
e)将顶板(2)与驱动板(7)的组件固定到中间板(3)与基板(1)的组件上,
f)将一个驱动装置,比如压电装置(6),固定到所述驱动板(7)上。
14.如权利要求13所述的方法,其特征在于,所述顶板(2)的部分加工以电腐蚀加工EDM(Electro Discharge Maching)工艺实现,或者以超声波加工或者说UD(Ultra Drilling)工艺实现。
15.如权利要求13或14所述的方法,其特征在于,所述连接孔(12)和中间件(13)的最后加工可以通过对顶板(2)进行化学腐蚀而实现。
16.如权利要求13所述的方法,其特征在于,在加工形成所述连接孔(12)和所述中间件(13)之前,在所述顶板(2)的一个表面上喷镀一层或多层金属(2a、2b),在形成所述连接孔(12)和所述中间件(13)之后,所述金属层被去除。
17.如权利要求16所述的方法,其特征在于,所述金属层镀于所述顶板(2)的部分形成所述孔(12)和中间件(13)的表面上。
18.如权利要求16所述的方法,其特征在于,所述金属层镀于完全形成所述孔(12)和中间件(13)时所述顶板(2)被加工的那个表面上。
19.如权利要求16到18之任何一项所述的方法,其特征在于,先镀一层铬(2a),然后再镀一层铜(2b)。
20.加工如权利要求1所述的小型泵的制造方法,其特征在于,要进行下列步骤:
a)在顶板(2)的一个表面上镀一个保持层(18),
b)在与同所述保持层(18)相接触的面相对的那一面加工所述顶板(2),形成所述连接孔(12)和所述中间件(13),所述保持层(18)也可以被加工,但只是部分地被加工。
c)将所述驱动板(7)固定到所述顶板(2)的与同所述保持层(18)相接触的面相对的那一面上,
d)去除所述保持层(18),
e)将顶板(2)与驱动板(7)的组件固定到中间板(3)与基板(1)的组件上,
f)将一个驱动装置,比如压电装置(6),固定到所述驱动板(7)上。
21.如权利要求18所述的方法,其特征在于,最好,所述保持层(18)是聚合物或者金属。
22.如权利要求11到19之任何一项所述的方法,其特征在于,所述各层板相互之间以阳极焊接固定。
23.如权利要求11到20之任何一项所述的方法,其特征在于,在将顶板(2)和驱动板(7)的组件固定到中间板(3)和基板(1)的组件上时,将所述中间件(13)固定到所述活动壁(5)上。
24.如权利要求21所述的方法,其特征在于,加工一个连接由所述中间板(3)和所述驱动板(7)所限定的密封空间(8、12、14)与小型泵外部的通道(15)。
25.如权利要求11到22之任何一项所述的方法,其特征在于,在所述密封空间(8、12、14)中形成部分真空。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9616278A FR2757906A1 (fr) | 1996-12-31 | 1996-12-31 | Micropompe avec piece intermediaire integree |
| FR96/16278 | 1996-12-31 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1245547A true CN1245547A (zh) | 2000-02-23 |
Family
ID=9499354
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN97181688A Pending CN1245547A (zh) | 1996-12-31 | 1997-12-19 | 具有内嵌中间件的小型泵 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US6309189B1 (zh) |
| EP (1) | EP0951617B1 (zh) |
| JP (1) | JP2001507425A (zh) |
| CN (1) | CN1245547A (zh) |
| AU (1) | AU5955798A (zh) |
| CA (1) | CA2276401A1 (zh) |
| DE (1) | DE69718820T2 (zh) |
| ES (1) | ES2189994T3 (zh) |
| FR (1) | FR2757906A1 (zh) |
| WO (1) | WO1998029661A1 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1759247B (zh) * | 2003-12-19 | 2012-06-20 | 巴特尔斯微技术股份有限公司 | 用于传输和/或存储介质并带有通道状结构的微型装置 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000314381A (ja) | 1999-03-03 | 2000-11-14 | Ngk Insulators Ltd | ポンプ |
| US7601270B1 (en) | 1999-06-28 | 2009-10-13 | California Institute Of Technology | Microfabricated elastomeric valve and pump systems |
| US6629820B2 (en) * | 2001-06-26 | 2003-10-07 | Micralyne Inc. | Microfluidic flow control device |
| GB0123054D0 (en) * | 2001-09-25 | 2001-11-14 | Randox Lab Ltd | Passive microvalve |
| US7311693B2 (en) * | 2001-11-26 | 2007-12-25 | Nilimedix Ltd. | Drug delivery device and method |
| US7291126B2 (en) * | 2001-11-26 | 2007-11-06 | Nilimedix Ltd. | Drug delivery device and method |
| US6736796B2 (en) | 2001-11-26 | 2004-05-18 | Nili-Med Ltd. | Fluid drug delivery device |
| CN100335784C (zh) * | 2003-12-05 | 2007-09-05 | 清华大学 | 微型薄膜泵 |
| US8202267B2 (en) | 2006-10-10 | 2012-06-19 | Medsolve Technologies, Inc. | Method and apparatus for infusing liquid to a body |
| US8708961B2 (en) | 2008-01-28 | 2014-04-29 | Medsolve Technologies, Inc. | Apparatus for infusing liquid to a body |
| US8353864B2 (en) | 2009-02-18 | 2013-01-15 | Davis David L | Low cost disposable infusion pump |
| US8197235B2 (en) | 2009-02-18 | 2012-06-12 | Davis David L | Infusion pump with integrated permanent magnet |
| FR2952628A1 (fr) * | 2009-11-13 | 2011-05-20 | Commissariat Energie Atomique | Procede de fabrication d'au moins une micropompe a membrane deformable et micropompe a membrane deformable |
| EP2333340A1 (fr) * | 2009-12-07 | 2011-06-15 | Debiotech S.A. | Elément flexible pour micro-pompe |
| EP2469089A1 (en) * | 2010-12-23 | 2012-06-27 | Debiotech S.A. | Electronic control method and system for a piezo-electric pump |
| JP5682513B2 (ja) * | 2011-09-06 | 2015-03-11 | 株式会社村田製作所 | 流体制御装置 |
| DE102012221832A1 (de) * | 2012-11-29 | 2014-06-05 | Robert Bosch Gmbh | Dosierpumpe, Pumpenelement für die Dosierpumpe sowie Verfahren zum Herstellen eines Pumpenelements für eine Dosierpumpe |
| DE102018120782B3 (de) | 2018-08-24 | 2019-08-22 | Bartels Mikrotechnik Gmbh | Mikrogebläse |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH679555A5 (zh) * | 1989-04-11 | 1992-03-13 | Westonbridge Int Ltd | |
| DE3925749C1 (zh) * | 1989-08-03 | 1990-10-31 | Fraunhofer-Gesellschaft Zur Foerderung Der Angewandten Forschung Ev, 8000 Muenchen, De | |
| US5096388A (en) * | 1990-03-22 | 1992-03-17 | The Charles Stark Draper Laboratory, Inc. | Microfabricated pump |
| EP0465229B1 (en) * | 1990-07-02 | 1994-12-28 | Seiko Epson Corporation | Micropump and process for manufacturing a micropump |
| SG44800A1 (en) * | 1993-12-28 | 1997-12-19 | Westonbridge Int Ltd | A micropump |
| CH689836A5 (fr) * | 1994-01-14 | 1999-12-15 | Westonbridge Int Ltd | Micropompe. |
| DE4422972A1 (de) * | 1994-06-30 | 1996-01-04 | Bosch Gmbh Robert | Mikroventil mit elektromagnetischem Antrieb |
| US5961298A (en) * | 1996-06-25 | 1999-10-05 | California Institute Of Technology | Traveling wave pump employing electroactive actuators |
| US6116863A (en) * | 1997-05-30 | 2000-09-12 | University Of Cincinnati | Electromagnetically driven microactuated device and method of making the same |
-
1996
- 1996-12-31 FR FR9616278A patent/FR2757906A1/fr not_active Withdrawn
-
1997
- 1997-12-19 AU AU59557/98A patent/AU5955798A/en not_active Abandoned
- 1997-12-19 CA CA002276401A patent/CA2276401A1/en not_active Abandoned
- 1997-12-19 US US09/331,952 patent/US6309189B1/en not_active Expired - Lifetime
- 1997-12-19 EP EP97954671A patent/EP0951617B1/fr not_active Expired - Lifetime
- 1997-12-19 WO PCT/EP1997/007278 patent/WO1998029661A1/fr active IP Right Grant
- 1997-12-19 CN CN97181688A patent/CN1245547A/zh active Pending
- 1997-12-19 ES ES97954671T patent/ES2189994T3/es not_active Expired - Lifetime
- 1997-12-19 JP JP52960498A patent/JP2001507425A/ja not_active Ceased
- 1997-12-19 DE DE69718820T patent/DE69718820T2/de not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1759247B (zh) * | 2003-12-19 | 2012-06-20 | 巴特尔斯微技术股份有限公司 | 用于传输和/或存储介质并带有通道状结构的微型装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US6309189B1 (en) | 2001-10-30 |
| DE69718820D1 (de) | 2003-03-06 |
| DE69718820T2 (de) | 2004-01-22 |
| JP2001507425A (ja) | 2001-06-05 |
| WO1998029661A1 (fr) | 1998-07-09 |
| AU5955798A (en) | 1998-07-31 |
| ES2189994T3 (es) | 2003-07-16 |
| EP0951617A1 (fr) | 1999-10-27 |
| EP0951617B1 (fr) | 2003-01-29 |
| FR2757906A1 (fr) | 1998-07-03 |
| CA2276401A1 (en) | 1998-07-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1245547A (zh) | 具有内嵌中间件的小型泵 | |
| CN1134596C (zh) | 微加工流体装置及制造方法 | |
| CN1125976C (zh) | 电容压力传感器 | |
| CN1527793A (zh) | 在一基体上形成微电子弹簧结构的方法 | |
| EP1804303A2 (en) | Semiconductor light emitting device and manufacturing method of the same | |
| WO2004018875A1 (de) | Peristaltische mikropumpe | |
| CN101415945A (zh) | 微型泵 | |
| WO2002070942B1 (fr) | Dispositif pour la connexion de capillaires a un composant de micro-fluidique | |
| CN1877169A (zh) | 密封件和带有串接的密封唇口的结构 | |
| CN1661769A (zh) | 微开关元件的制备方法及微开关元件 | |
| US20130056443A1 (en) | Plasma treatment in fabricating directional drilling assemblies | |
| CN1167549C (zh) | 静电吸附式喷墨装置以及制造该装置的方法 | |
| KR100838190B1 (ko) | 다단 가압 콜릿 | |
| CN1891652A (zh) | 一种用于玻璃刻蚀制作的新型掩膜及其在玻璃刻蚀中的应用 | |
| EP0435653B1 (en) | Micropump | |
| JP2010501810A (ja) | 流体流を制御するためのモジュールの製造方法および該方法により製造されたモジュール | |
| CN1806934A (zh) | 缝隙嘴 | |
| CN1808086A (zh) | 制造压力传感器的方法 | |
| DE602004005693T2 (de) | Substrat mit flüssigkeitselektrode | |
| CN1257316C (zh) | 压滤器电解槽的双极装配以及在该电解槽中的电解方法 | |
| CN1410249A (zh) | 制造流体单元件的方法 | |
| CN113771277A (zh) | 异质复合物及异质复合物的制造方法 | |
| JP2003225898A (ja) | 多層基板型マイクロ構造物の製造方法及びマイクロポンプ | |
| CN114453689A (zh) | 一种用于掩膜电解加工的柱塞式冲液加工装置 | |
| DE102005042656A1 (de) | Mikropumpe und Herstellungsverfahren |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C01 | Deemed withdrawal of patent application (patent law 1993) | ||
| WD01 | Invention patent application deemed withdrawn after publication |