DE60037289T3 - Wiederverschließbarer Beutel mit Reißverschluss - Google Patents
Wiederverschließbarer Beutel mit Reißverschluss Download PDFInfo
- Publication number
- DE60037289T3 DE60037289T3 DE60037289T DE60037289T DE60037289T3 DE 60037289 T3 DE60037289 T3 DE 60037289T3 DE 60037289 T DE60037289 T DE 60037289T DE 60037289 T DE60037289 T DE 60037289T DE 60037289 T3 DE60037289 T3 DE 60037289T3
- Authority
- DE
- Germany
- Prior art keywords
- zipper
- slider
- bag
- profiles
- profile
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/06—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it
- B65B9/08—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it in a web folded and sealed transversely to form pockets which are subsequently filled and then closed by sealing
- B65B9/087—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it in a web folded and sealed transversely to form pockets which are subsequently filled and then closed by sealing the web advancing continuously
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B19/00—Slide fasteners
- A44B19/42—Making by processes not fully provided for in one other class, e.g. B21D53/50, B21F45/18, B22D17/16, B29D5/00
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B5/00—Measuring for diagnostic purposes; Identification of persons
- A61B5/0093—Detecting, measuring or recording by applying one single type of energy and measuring its conversion into another type of energy
- A61B5/0095—Detecting, measuring or recording by applying one single type of energy and measuring its conversion into another type of energy by applying light and detecting acoustic waves, i.e. photoacoustic measurements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/18—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements
- B65B61/188—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements by applying or incorporating profile-strips, e.g. for reclosable bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/06—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it
- B65B9/08—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it in a web folded and sealed transversely to form pockets which are subsequently filled and then closed by sealing
- B65B9/093—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it in a web folded and sealed transversely to form pockets which are subsequently filled and then closed by sealing the web having intermittent motion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/16—End- or aperture-closing arrangements or devices
- B65D33/25—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners
- B65D33/2508—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners using slide fasteners with interlocking members having a substantially uniform section throughout the length of the fastener; Sliders therefor
- B65D33/2541—Riveting; Dovetailing; Screwing; using press buttons or slide fasteners using slide fasteners with interlocking members having a substantially uniform section throughout the length of the fastener; Sliders therefor characterised by the slide fastener, e.g. adapted to interlock with a sheet between the interlocking members having sections of particular shape
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B19/00—Slide fasteners
- A44B19/10—Slide fasteners with a one-piece interlocking member on each stringer tape
- A44B19/16—Interlocking member having uniform section throughout the length of the stringer
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B19/00—Slide fasteners
- A44B19/24—Details
- A44B19/26—Sliders
- A44B19/267—Sliders for slide fasteners with edges of stringers having uniform section throughout the length thereof
-
- A—HUMAN NECESSITIES
- A44—HABERDASHERY; JEWELLERY
- A44B—BUTTONS, PINS, BUCKLES, SLIDE FASTENERS, OR THE LIKE
- A44B19/00—Slide fasteners
- A44B19/42—Making by processes not fully provided for in one other class, e.g. B21D53/50, B21F45/18, B22D17/16, B29D5/00
- A44B19/62—Assembling sliders in position on stringer tapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/74—Auxiliary operations
- B31B70/81—Forming or attaching accessories, e.g. opening devices, closures or tear strings
- B31B70/813—Applying closures
- B31B70/8131—Making bags having interengaging closure elements
- B31B70/8132—Applying the closure elements in the machine direction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/18—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for making package-opening or unpacking elements
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T24/00—Buckles, buttons, clasps, etc.
- Y10T24/15—Bag fasteners
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T24/00—Buckles, buttons, clasps, etc.
- Y10T24/25—Zipper or required component thereof
- Y10T24/2532—Zipper or required component thereof having interlocking surface with continuous cross section
- Y10T24/2534—Opposed interlocking surface having dissimilar cross section
Description
- Die vorliegende Erfindung bezieht sich auf ein Verfahren zum Herstellen von Reißverschlüssen und dadurch herstellbaren Reißverschlussanordnungen. Insbesondere bezieht sich die vorliegende Erfindung auf durch dieses Verfahren hergestellte Reißverschlussanordnungen mit einem Nuten aufweisenden Reißverschluss und wenigstens einem Schieber zur Verwendung bei der Herstellung von thermoplastischen Beuteln.
- Hintergrund der Erfindung
- Plastikbeutel sind gängig zum Aufbewahren von Lebensmitteln und anderen Gegenständen. Mit einem Reißverschluss versehene Plastikbeutel, die sicher geschlossen und wieder geöffnet werden können, sind besonders beliebt aufgrund ihrer wahrgenommenen Möglichkeit, Frische der aufbewahrten Lebensmittel in den Beuteln beizubehalten und/oder Leckage aus dem Beutel heraus oder in den Beutel herein zu minimieren oder zu eliminieren. Diese Beutel werden einer nach dem anderen durch den Verbraucher genutzt. Diese Beutel werden auch geschäftsmäßig verwendet, um Gegenstände zu verpacken, die dann an die Verbraucher verkauft werden. Zum Beispiel werden Nüsse, Süßigkeiten, Snacks, Zutaten, Salz, Käse und andere Lebensmittel, aber auch Nicht-Lebensmittelprodukte in diese Beutel durch Form-, Füll- und Abdichtmaschinen gepackt.
- Schieberbeutel sind auch bei Verbrauchern aus einer Vielzahl von Gründen beliebt geworden, die z. B. auf Schwierigkeiten zurückgehen, die beim Öffnen oder Schließen von reißverschlussbehafteten Beuteln ohne einen Schiebermechanismus entstehen. Produkthersteller haben allerdings nicht Reißverschlüsse mit Schiebern in ihren Form-, Füll- und Abdichtmaschinen aus einer Vielzahl von Gründen verwendet. Einige dieser Gründe beinhalten die Schwierigkeit, verlässliche Anordnungen von Schiebern zu Reißverschlüssen mit angepassten Form-, Füll- und Abdicht-Herstellungsraten, über welche die Reißverschlüsse mit Schiebern versorgt werden, die nicht dazu neigen, die Maschine zu verstopfen und dadurch besondere Stillstandszeiten zu verursachen. Es liegen aber auch Schwierigkeiten beim Installieren der Schieber in engen und beengten Gebieten von Form-, Füll- und Abdichtmaschinengrundflächen vor.
- Es besteht daher ein Bedarf, die oben angesprochenen Probleme durch das Vorhalten von Reißverschlüssen in einer dann angemessenen Konfiguration zu lösen und Methoden zum einfachen Platzieren von Schiebern auf Reißverschlüssen zur Verfügung zu stellen.
- In dem US-Dokument
US 533,791 wird ein übereinstimmender Endbegrenzer oder Endanschlag für Plastikreißverschlüsse offenbart. Der Plastikbeutel darin umfasst erste und zweite sich gegenüberstehende Paneele, einen wiederverschließbaren Reißverschluss und einen Schieber. Die ersten und zweiten sich gegenüberstehenden Paneele sind fest miteinander entlang eines Paares an Seiten und an einem Boden, der die zwei Seitenpaare verbindet, verbunden. Der wiederverschließbare Reißverschluss erstreckt sich entlang der Öffnung, die gegenüberliegend zum Boden gebildet ist. Der Reißverschluss umfasst eine erste Bahn mit einem ersten Profil und eine zweite Bahn mit einem zweiten Profil. Die ersten und zweiten Profile sind lösbar miteinander in Kontakt bringbar. Der Schieber ist schiebbar auf dem Reißverschluss zur Bewegung zwischen einer geschlossenen Position und einer offenen Position aufgebracht. Die ersten und zweiten Profile sind miteinander in Kontakt, während der Schieber in seiner geschlossenen Position ist, und die ersten und zweiten Profile sind voneinander gelöst, und zwar als Antwort auf die Bewegung des Schiebers aus einer geschlossenen Position in eine offene Position. Um zu verhindern, dass der Schieber über die Enden des Reißverschlusses hinausgeht, und um angepasste Endfestigkeit vorzusehen, die den Drücken Widerstand leistet, die auf die Profile während des normalen Nutzens des Beutels wirken, werden Endstopper in der Form von flexiblen Segmenten, die von einem flexiblen Plastikstreifen abgeschnitten wurden, ziemlich steife Segmente, die von einem extrudierten Clipprofil abgeschnitten wurden, oder weichgemachtes Plastikmaterial an die sich gegenüberliegenden Enden angebracht und an diesen gegenüberliegenden Enden des Reißverschlusses gesichert. - In der europäischen Patentanmeldung
EP 0 505 055 wird ein aus Plastik bestehender wiederverschließbarer Verschluss mit einem selbsthemmenden Schieber offenbart. Die Verschlussstruktur darin umfasst einen aus Plastik bestehenden wiederverschließbaren Verschluss mit einem Schieber zum Öffnen und Schließen des wiederverschließbaren Verschlusses. Der Verschluss und der Schieber umfassen eine Festlegung zum Zurückhalten des Schiebers in seiner geschlossenen Position und Zurückhalten männlicher und weiblicher Elemente des Verschlusses bei einer ineinandergreifenden Anordnung, wenn der Schieber während der Bewegung entlang der Bahnen des Verschlusses das geschlossene Ende erreicht. - Eine schwenkbare Reißverschlussstruktur, die eine durchgehende Serie von vorbestimmten Reißverschlusssektionenlängen umfasst und Gelenke umfasst, die die Reißverschlusssektionen so zusammenhalten, dass die Sektionen jeweils aufeinander abgelegt gefaltet werden können, ist in der
US-Patentschrift US 5 071 689 offenbart. - Benachbarter Stand der Technik ist auch in den Druckschriften
GB 2 109 771 A US 3 991 801 A ,US 5 301 395 A undWO 98/05567 A - Zusammenfassung der Erfindung
- Die obige Aufgabe wird durch den Gegenstand von Anspruch 1 gelöst.
- Nach einer durch das Verfahren nach Anspruch 1 hergestellten Ausführungsform umfasst ein wiederverschließbarer Beutel einen Reißverschluss und wenigstens einen Schieber. Der Reißverschluss umfasst erste und zweite sich gegenüberliegende Bahnen. Die erste Bahn hat ein erstes Profil und die zweite Bahn hat ein zweites Profil. Die ersten und zweiten Profile sind wiederentfernbar miteinander in Kontakt bringbar. Die erste Bahn hat einen oder mehrere voneinander beabstandete primäre Kerben oder Nuten, die das erste Profil unterbrechen. Der Schieber wird auf das erste Profil über eine entsprechende Primärkerbe oder Primärnut aufgeschoben. Der Schieber ist so ausgestaltet, dass er die ersten und zweiten Profile als Antwort auf die Bewegung entlang des Reißverschlusses in Kontakt bringt oder aus Kontakt miteinander bringt.
- Eine Bahn aus thermoplastischem Film ist an besagtem Reißverschluss mit einem Schieber angebracht, um besagten wiederverschließbaren Beutel auszubilden. Besagte Bahn aus thermoplastischem Film formt eine erste Seitenwand und eine zweite Seitenwand. Besagte erste und zweite Seitenwände sind durch Seitendichtungen angefügt. Wenigstens eine Nut ist in der Nähe eines Endes des besagten wiederverschließbaren Beutels angebracht, um beim Ausformen von wenigstens einer der besagten Seitendichtungen des Beutels unterstützend zu wirken.
- Nach einem Verfahren der vorliegenden Erfindung, wird ein Reißverschluss und wenigstens ein Schieber vorgesehen. Die erste Bahn hat eine oder mehrere beabstandete erste bzw. Primärnuten, die das erste Profil unterbrechen.
- Der Reißverschluss umfasst erste und zweite sich gegenüberliegende Bahnen. Eine Bahn aus thermoplastischem Film ist vorgesehen. Die erste Bahn hat ein erstes Profil und die zweite Bahn hat ein zweites Profil. Beide Profile sind lösbar miteinander in Kontakt bringbar, wobei besagter Reißverschluss wenigstens eine Nut aufweist und besagter Schieber so ausgebildet ist, dass er besagte erste und zweite Profile als Antwort auf die Bewegung entlang des Schiebers in Kontakt bringt oder voneinander löst. Die Abschnitte bzw. Schritte des Zuführens besagten Reißverschlusses mit besagtem darauf montiertem Schieber und Zuführens der besagten Bahn aus thermoplastischem Film werden durchgeführt.
- Kurze Beschreibung der Zeichnungen
- Andere Aufgaben und Vorteile der Erfindung werden beim Lesen der nachstehend aufgeführten Beschreibung unter Hinzunahme der Zeichnungen offensichtlich werden.
-
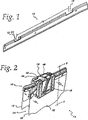
1 zeigt eine perspektivische Ansicht eines Reißverschlusses, der Teil der Erfindung ist, der zueinander beabstandete Primärnuten aufweist. -
2 ist eine perspektivische Ansicht eines Abschnittes einer wieder verschließbaren Verpackung, die einen Reißverschluss und einen Schieber umfasst, nach einem Ausführungsbeispiel der vorliegenden Erfindung. -
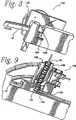
3 ist eine Schnittansicht eines Reißverschlusses entlang der Linie 3-3 aus2 vor dem Öffnen des Betätigungsnachweiselementes. -
4 ist eine perspektivische Ansicht einer Reißverschlussanordnung, die einen Reißverschluss mit einer Vielzahl von Schiebern umfasst, nach einem Ausführungsbeispiel der vorliegenden Erfindung. -
5 ist eine perspektivische Ansicht eines Reißverschlusses mit zueinander beabstandeten Primärnuten, nach einer Variante, die nicht Teil der vorliegenden Erfindung, jedoch wichtig für deren Verständnis ist. -
6 ist ein Diagramm bezüglich grundlegender Komponenten einer Form-, Füll- und Abdichtmaschine. -
7a ist eine perspektivische Ansicht einer Reißverschlussanordnung, die gefaltet ist, entsprechend einem weiteren Ausführungsbeispiel der vorliegenden Erfindung. -
7b ist eine perspektivische Ansicht einer gefalteten Reißverschlussanordnung, nach einem weiteren Ausführungsbeispiel der vorliegenden Erfindung. -
7c ist eine Ansicht von oben auf die gefaltete Reißverschlussanordnung aus7b . -
8 ist eine perspektivische Ansicht eines Lochapparates zum Formen zueinander beabstandeter Primärnuten in einen Reißverschluss, nach einem Ausführungsbeispiel der vorliegenden Erfindung. -
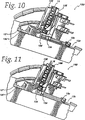
9 bis11 zeigen eine Bediensequenz, die einen Hemmmechanismus zum Platzieren der Schieber auf dem Reißverschluss darstellt, nach einem Ausführungsbeispiel der vorliegenden Erfindung. - Während die Erfindung durch verschiedene Abwandlungen und alternative Formen verändert werden kann, werden exemplarisch besondere Ausgestaltungsbeispiele in den Zeichnungen gezeigt und nachfolgend im Detail beschrieben. Es sollte verstanden sein, dass es nicht gewollt ist, die Erfindung durch die besonders offenbarten Ausgestaltungsbeispiele einzuschränken, sondern dass im Gegensatz dazu alle Modifikationen, Äquivalente, Alternativen, die innerhalb des Erfindungsgedankens befindlich sind, sowie in den angehängten Ansprüchen dargelegt sind, unter die Erfindung fallen.
- Beschreibung mittels Ausführungsbeispielen
- Kommt man zu den Zeichnungen, so zeigt
1 einen Reißverschluss oder einen Verschluss10 , mit einer Vielzahl von grundsätzlich zueinander ausgerichteten Paaren an Primärnuten12 mit einer Herstellung nach einem Ausführungsbeispiel der vorliegenden Erfindung. Die Primärnuten12 sind so dargestellt, dass sie um einen Abstand W voneinander beabstandet sind, der grundsätzlich der Breite eines thermoplastischen Beutels entspricht. Die Primärnuten12 haben jeweils eine Distanz D1 von der Top-Oberfläche des Reißverschlusses10 . Die2 illustriert einen Öffnungsabschnitt des wiederverschließbaren Beutels oder der wiederverschließbaren Packung14 mit einem Schieber16 auf dem Reißverschluss10 , wobei3 den Reißverschluss10 des Öffnungsabschnittes des wiederverschließbaren Beutels14 entlang der Linie 3-3 der2 zeigt. -
2 und3 zeigen, dass der Öffnungsabschnitt des wiederverschließbaren Paketes14 ein Paar von sich gegenüberliegenden Wandpaneelen18 und20 aus polymerischen Film-, Multischicht- und Multikomponentenlaminaten oder Co-Extrusionen umfasst. Das Paar von sich gegenüberstehenden Wandpaneelen18 und20 formt einen Paketkörper22 und definiert einen Aufnahmebereich24 . An dem Wandpaneel18 ist eine männliche Bahn26 mit einem männlichen Profil28 und einem ersten Rippenabschnitt30 verbunden, wobei sich der erste Rippenabschnitt30 vom männlichen Profil28 nach unten erstreckt. Am anderen Wandpaneel20 ist eine weibliche Bahn32 mit einem weiblichen Profil34 und einem zweiten Rippenabschnitt36 verbunden, wobei sich der zweite Rippenabschnitt36 vom weiblichen Profil34 nach unten erstreckt. - Die männlichen und weiblichen Profile
28 ,34 sind wiederentfernbar miteinander in Kontakt bringbar, so dass eine wiederverschließbare Dichtung des Paketes erzielt werden kann. In3 werden die unteren Kanten der ersten und zweiten Rippenabschnitte30 ,36 miteinander verbunden, und zwar entlang einer einmal brechbaren vorzugsweise als Gebiet schwächeren Widerstandes oder vorzugsweise als Reißgebiet38 verbunden, um ein Betätigungsnachweiselement40 zu schaffen, das nur einmal geöffnet werden kann. Die Rippen können so ausgeformt sein, dass sie in einem Stück ausgebildet sind, die ein Gebiet besonderer Schwachheit oder vorzugsweise eines Abreißgebietes umfassen. Die miteinander verbundenen ersten und zweiten Rippenabschnitte30 ,36 haben grundsätzlich im Schnitt eine U-Form oder eine V-Form. Ein Betätigungsnachweiselement40 ist im Detail in der US-Anmeldung 08/950,535 mit dem Titel „Wiederverschließbarer Verschlussstreifen mit einem Betätigungsnachweiselement” beschrieben und wurde am 15. Oktober 1997 eingereicht. - Es ist nicht notwendig, dass die ersten und zweiten Rippen
30 ,36 wiederentfernbar in Kontakt miteinander über ein einmal brechbares vorzugsweise als Sollbruchstelle ausgebildetes Gebiet ausgeformt ist. So kann z. B. die erste Rippe30 von der zweiten Rippe36 nach einem weiteren Ausführungsbeispiel der vorliegenden Erfindung separiert sein. - Das wiederverschließbare Paket
14 hat einen Schieber16 (2 ), der schiebbar auf dem Reißverschluss10 zur Bewegung zwischen einer geschlossenen und offenen Position aufgebracht ist. Die männlichen und weiblichen Profile28 ,34 sind so miteinander in Kontakt bringbar, während der Schieber16 in seiner geschlossenen Position ist, und Bewegung des Schiebers16 aus seiner geschlossenen Position in eine offene Position bringt die männlichen und weiblichen Profile28 ,34 auseinander aus Kontakt. Die Art des Funktionierens dieser Reißverschluss- und Schieberanordnung ist im Detail in der US-Patentanmeldung Nr. 5,063,644, gemäß Herrington, Jr. usw. beschrieben. - Die Schieber, die bei der vorliegenden Erfindung genutzt werden, können verschiedene Schieber inkludieren, welche so ausgestaltet sind, dass sie die männlichen und weiblichen Profile
28 ,34 bewegen und auseinander aus Kontakt bringen. Ein solcher Schieber (Schieber16 ) ist in2 dargestellt. Der Schieber16 aus2 ist grundsätzlich U-förmig und inkludiert ein Querunterstützungselement42 mit zwei davon abhängigen Beinen44 ,46 . Ein Separierfinger48 hängt von dem Querunterstützungselement42 ab und ist zwischen den abhängigen Beinen44 ,46 positioniert. Der Separierfinger48 erstreckt sich zumindest teilweise zwischen den männlichen und weiblichen Profilen28 ,34 , um beim Aus-Kontakt-Bringen der männlichen und weiblichen Profile28 ,34 beim Schieben des Schiebers26 entlang des Reißverschlusses10 zu unterstützen. -
4 stellt eine Reißverschlussanordnung50 dar, die einen Reißverschluss52 und eine Vielzahl von Schiebern16 umfasst. Ein Schieber16a ist dabei in einer beabstandeten Primärnut12 angeordnet, wobei der Schieber16b in einer Position gezeigt ist, die die weiblichen und männlichen Profile auseinander spreizt bzw. überbrückt. In den1 ,3 und4 hat die männliche Bahn26 eine Vielzahl von beabstandeten ersten Primärnuten12a , die das männliche Profil28 unterbrechen, wobei die weibliche Bahn32 eine Vielzahl von zweiten Primärnuten12b aufweist, die das weibliche Profil34 unterbrechen. Die ersten Primärnuten12a sind grundsätzlich mit den zweiten Primärnuten12b so ausgerichtet, dass sie zueinander ausgerichtete Paare von Primärnuten12 bilden. Die Schieber16 sind so ausgestaltet, dass sie auf den männlichen und weiblichen Profilen28 ,34 entlang schiebbar sind, und zwar über die jeweils ausgerichteten Paare von Primärnuten12 . Wenigstens eine der ersten und zweiten Primärnuten12a ,12b kann einen Abschnitt der ersten Rippe30 und/oder der zweiten Rippe36 jeweils unterbrechen. - Nach einem weiteren Ausführungsbeispiel, das man nach einem Verfahren der vorliegenden Erfindung herstellt, kann der Reißverschluss einen Schieber anstelle einer Vielzahl von Schiebern, wie sie in der Reißverschlussanordnung nach
4 beschrieben sind, aufweisen. Nach einer weiteren Ausführungsform, die man nach einem Verfahren der vorliegenden Erfindung herstellt, kann der Reißverschluss eine erste Primärnut und/oder eine zweite Primärnut aufweisen. Desgleichen kann der Reißverschluss eine Sekundärnut aufweisen. - Die Vielzahl an Primärnuten
12 ist vorzugsweise nahe der Enden des wiederverschließbaren Paketes14 aus einer Vielzahl von Gründen angeordnet. Zum Beispiel ermöglicht das Anbringen der Primärnuten12 nahe der Enden des Paketes14 ein grundsätzlich ästhetischeres Äußeres für die Verbraucher. Zusätzlich erlaubt diese Position der Anordnung, den Schieber16 zu bewegen und das Paket14 über eine größere Distanz zu öffnen, was in einer größeren Öffnung des Paketes14 resultiert. Sind die Primärnuten12 nahe der Enden des Paketes14 angeordnet, so kann dies beim Formen von Seitendichtungen des Paketes14 Unterstützungsdienste leisten, da die Profile nicht notwendigerweise abgeflacht werden müssen. Seitendichtungen des Paketes14 können einfacher und/oder effizienter aufgrund der Reduktion oder der Eliminierung der Temperaturen, Drücke und Zeiten, in Zusammenhang mit dem Anschmelzen der männlichen und weiblichen Profile28 ,34 zusammen nahe der Enden des Paketes14 geformt werden. Das Positionieren der Primärnuten nahe der Enden des Paketes14 kann auch die Notwendigkeit eliminieren, die männlichen und weiblichen Profile28 ,34 zusammenzuschmelzen, wenn die männlichen und weiblichen Profile28 ,34 an den Stellen weggeschnitten sind, wo das seitliche Abdichten stattfindet. - Die Beziehung zwischen der Nut
12 und dem Schieber16 wird in Bezugnahme auf die4 diskutiert werden. Eine Distanz D1 der Nut ist vorzugsweise geringer als die Distanz D3 (die interne Öffnung des Schiebers16 ), so dass der Schieber einfacher auf den Profilen positioniert werden kann. Wie in4 gezeigt, überlappen die Schieber16a und16b einen Abschnitt der Rippen, um beim Ausrichten der Position der Schieber16a und16b vor dem Einfädeln auf die Profile zu unterstützen. Besonders die Öffnung der Schieber16a und16b zwischen den Schieberflügeln fällt zwischen die Rippen. Die ausgerichtete Primärnut12 hat vorzugsweise eine Breite, die größer als die Länge L des Schiebers16 ist. Die ausgerichteten Primärnuten12 der1 und4 sind so dargestellt, dass sie sich durch die entsprechenden männlichen und weiblichen Profile in einer Richtung grundsätzlich quer zu einer Länge des Reißverschlusses16 erstrecken. Die Primärnuten12 erstrecken sich jedoch nicht komplett durch die erste Rippe30 und die zweite Rippe36 , wie in4 dargestellt. - Nach einer weiteren Ausführungsform, die nach einem Verfahren der vorliegenden Erfindung hergestellt ist, kann der Reißverschluss eine Vielzahl von sekundären Nuten umfassen. Kommt man nun zu
4 , stellt man fest, dass die männliche Bahn26 der Reißverschlussanordnung50 des Weiteren durch eine Vielzahl von optionalen ersten Sekundärnuten54a unterbrochen wird, während die weibliche Bahn32 des Weiteren durch eine Vielzahl von optionalen Sekundärnuten54b nach einem weiteren Ausführungsbeispiel der vorliegenden Erfindung unterbrochen wird. Die ersten Sekundärnuten54a sind grundsätzlich mit den zweiten Sekundärnuten54b ausgerichtet, um grundsätzlich Paare von zueinander ausgerichteten Sekundärnuten54 zu bilden. Die ausgerichteten Nuten54 haben eine Distanz D2, die sich von einer oberen Oberfläche des Reißverschlusses52 erstreckt. - Die Sekundärnuten
54 sind nicht so ausgestaltet, dass sie den Separierfinger48 des Reißverschlusses16 kontaktieren, welcher den Schieber16 vom Entfernen bzw. Aus-Kontakt-Bringen mit den männlichen und weiblichen Profilen28 ,34 erschwert oder verhindert. In anderen Worten ist der Separator48 ineffektiv beim Zwingen eines oberen Abschnittes (die Ohren) der männlichen und weiblichen Profile28 ,34 voneinander weg, so dass ein Öffnen der Verpackung14 erfolgt. Der Schieber wird in dieser Situation einer Ausgestaltung als „geparkt” angesehen. Die Sekundärnuten54 geben einem Nutzer der Verpackung14 auch das Gefühl einer sicheren Schließung und stellen auch sicher, dass der Beutel im flachen Zustand mit Sicherheit geschlossen ist. Die Sekundärnuten werden im Detail imUS-Patent Nr. 5,067,208 beschrieben. - Die Sekundärnuten
54 sind vorzugsweise an den geschlossenen Enden des Beutels positioniert. Wie in4 gezeigt, erstrecken sich die ersten und zweiten Sekundärnuten54a ,54b zumindest teilweise in die entsprechenden männlichen und weiblichen Profile28 ,34 . Die ausgerichteten Sekundärnuten54 können in die entsprechenden ausgerichteten Primärnuten12 , wie in4 gezeigt, zusammengefügt sein. - Nach einer Variante (
5 ), die nicht Teil der Erfindung, jedoch wichtig für deren Verständnis ist, umfasst der Reißverschluss60 eine männliche Bahn62 und eine weibliche Bahn64 . Die männliche Bahn umfasst ein männliches Profil66 und eine erste Rippe68 . Die männliche Bahn62 hat eine Vielzahl von beabstandeten Primärnuten70 , die das männliche Profil66 unterbrechen. Die weibliche Bahn ist in5 als durchgehend gezeigt und umfasst ein weibliches Profil72 und eine zwei Rippe74 . Ein Schieber (z. B. der Schieber, wie er in4 dargestellt ist) ist so ausgestaltet, dass er auf dem weiblichen Profil72 in einem Gebiet, wo die Primärnut70 ausgeformt wurde, platziert ist. Der Schieber ist auf das männliche Profil66 über die Primärnut70 aufgeschoben. Der Reißverschluss60 kann auch einen Schieber oder eine Vielzahl von Schiebern umfassen. Genauso, gemäß einer weiteren Variante, die nicht Teil der Erfindung, jedoch wichtig für deren Verständnis ist, kann ein Schieber auch auf einer durchgehenden männlichen Bahn (nicht dargestellt) platziert werden, und zwar in einem Gebiet, wo die weibliche Bahn durch eine Primärnut unterbrochen wurde. Der Schieber wird dann auf das weibliche Profil über die Primärnut aufgeschoben. - Nach einem weiteren Ausführungsbeispiel, das nach einem Verfahren der vorliegenden Erfindung hergestellt ist, umfasst ein Reißverschluss (nicht dargestellt) eine männliche Bahn und eine weibliche Bahn. Die männliche Bahn umfasst ein männliches Profil und die weibliche Bahn umfasst ein weibliches Profil. Weder die männliche Bahn noch die weibliche Bahn umfasst eine erste Rippe oder eine zweite Rippe, insbesondere nicht jeweils nach diesem Ausführungsbeispiel. Der Reißverschluss umfasst eine Vielzahl von grundsätzlich zueinander ausgerichteten Primärnuten, die in dem Reißverschluss ausgeformt sind. Ein Schieber kann auch nach einem weiteren Ausführungsbeispiel, das nach einem Verfahren der vorliegenden Erfindung hergestellt ist, jeweils in einer der Vielzahl von ausgerichteten Primärnuten positioniert sein. Ein Schieber wird dann auf die männlichen und weiblichen Profile über jeweils eine der ausgerichteten Primärnuten aufgeschoben. Alternativ dazu wird eine Vielzahl von Schiebern auf die männlichen und weiblichen Profile über die jeweiligen der ausgerichteten Primärnuten aufgeschoben. Eine Primärnut kann nur eines der Profile unterbrechen, wie oben bezüglich
5 beschrieben wurde. - Ein gefüllter und gedichteter Lebensmittel- oder Lagerungsbeutel kann durch eine Form-, Füll- und Dicht(Versiegelungs-)maschine geformt werden. Die Reißverschlussanordnung von
6 umfasst einen Reißverschluss10 und eine Vielzahl von Schiebern16 . Beutelfilm oder Gewebe82 , Reißverschlüsse10 und Schieber16 sind Komponenten zum Zusammenbauen eines kompletten Beutels. Eine schematische Darstellung einer Form-, Füll- und Dichtmaschine80 ist in6 gegeben. Wie auf der linken Seite von6 dargestellt, wird Dichtmaschine80 ist in6 gegeben. Wie auf der linken Seite von6 dargestellt wird der Plastikfilm oder das Gewebe82 und ein Reißverschluss10 mit Schiebern16 in die Form-, Füll- und Dichtmaschine80 eingegeben. Das Gewebe82 wurde auch grundsätzlich in U-förmiger Ausgestaltung ausgeformt, um eine erste Seitenwand84 , eine zweite Seitenwand86 und ein offenes Oberteil88 zu definieren, die individuelle fertige Beutel90 werden. In6 werden die Schieber16 als auf dem Reißverschluss10 aufgebracht dargestellt, aber die Schieber16 können erst zusammengebaut und angesammelt werden und dann auf dem Reißverschluss10 mittels der Form-, Füll- und Dichtmaschine80 aufgebracht werden. - Der Reißverschluss
10 mit den Schiebern16 aus6 ist an einer ersten Seitenwand84 des Gewebes82 über einen erhitzten Dichtbalken92 angebracht. Seitliche Dichtungen94 werden an dem Gewebe82 über einen zweiten erhitzten Dichtbalken96 angeformt, wobei nur das offene Oberteil88 als einziger Zugang zum Inneren des ausgeformten Beutels90 offen bleibt. Ein weiterer zweiter erhitzter Dichtbalken (in6 versteckt) ist typischerweise auf der gegenüberliegenden Seite des zweiten erhitzten Dichtbalkens96 angebracht und arbeitet in Zusammenwirkung mit dem Dichtbalken96 und formt die Seitenverschlüsse oder Seitendichtungen94 aus. Der Beutel90 wird dann unter einen Füllausgießer98 bewegt, durch welchen ein Produkt100 in das Innere jeden Beutels90 gefüllt wird. Wie vorab schon beschrieben kann das Produkt100 aus Nüssen, Süßigkeiten, Snacks, Zutaten, Salz, Käse und anderen Lebensmittel- oder Non-Food-Produkten bestehen. Nachdem der Beutel90 gefüllt wurde, werden die zweiten Seitenwände86 des Beutels90 an dem Reißverschluss10 über einen dritten erhitzten Dichtbalken102 versiegelt. Die individuellen Beutel90 werden dann voneinander über ein Messer104 separiert, welches das Gewebe82 an den Seitenverschlüssen oder Seitendichtungen94 schneidet. Die gefüllten Beutel90 können dann zum Händler zwecks Verkaufs an den Endverbraucher verschickt werden. - Der Beutel
90 kann auch eine Endbegrenzung oder einen Stopper (nicht dargestellt) zum Hemmen oder Verhindern, dass der Schieber16 über die Enden des Reißverschlusses hinausgeht, aufweisen. Die Endbegrenzungen halten auch die männlichen und weiblichen Profile zusammen, um Drücken, die auf die Profile während des normalen Nutzens des Plastikbeutels auftreffen, entgegenzuwirken. Eine Art von Endbegrenzung ist in der Form eines Clips/Bandes, das über das Oberteil des Reißverschlusses gewickelt ist. Weitere Information bezüglich einer solchen Endbegrenzung kann in demUS-Patent Nr. 5,067,208 gefunden werden. - Ein Ende des Bandes ist mit einem nietengleichen Element vorgesehen, das durch die Reißverschlussrippen penetriert und in eine zusammenpassende Öffnung an dem anderen Ende des Bandes durchgreift. Andere Endbegrenzungen sind in den
US-Patenten Nr. 5,482,373 ,5,448,807 ,5,442,837 ,5,403,478 ,5,161,286 ,5,131,121 und5,088,971 offenbart. - Der Beutel
90 kann auch Endbegrenzungen aufweisen, die an ersten und zweiten abstehenden Paneelen (nicht dargestellt) angeformt sind, die sich nach oben von den jeweiligen ersten und zweiten Körperpaneelen erstrecken. Die sich gegenüberstehenden Enden der ersten abstehenden Paneele sind an den entsprechenden sich gegenüberstehenden Enden des zweiten abstehenden Paneels angebracht, um eine offene Tasche zu formen, in welcher der Schieber und Reißverschluss gefangen ist. Dies wird in besonderer Breite in demUS-Patent Nr. 5,713,669 diskutiert. - Die Form-, Füll- und Dichtmaschinen können auch Beutel produzieren, die unterschiedlich zu denen in
6 sind. Zum Beispiel können die individuellen Beutel90 anders als über ein Messer104 separiert werden, nachdem die Seitensiegel94 in die Beutel über den Siegel- oder Dichtbalken96 geformt sind, aber bevor die individuellen Beutel90 mit dem Produkt100 gefüllt sind und mit dem oberen Verschluss102 verschlossen sind. Der Reißverschluss10 mit den Schiebern16 kann an dem Boden oder an der C-Faltung des Gewebes82 positioniert sein, und zwar gegenüberliegend des offenen Oberteils88 . Andere Variationen der beschriebenen Form-, Füll- und Abdichtprozesse nach6 sind auch erwogen, wie z. B., dass der Reißverschluss10 an den Beutel90 , nachdem dieser mit Produkt100 gefüllt wurde, angeschlossen wurde. Es ist auch betrachtet, dass der Reißverschluss und die Reißverschlussanordnungen in anderen Beutelherstellungs- oder Verpackungsprozessen Verwendung finden können. - Bevor ein Reißverschluss z. B. in einer Form-, Füll- und Dichtmaschine Verwendung finden kann, kann der Reißverschluss auch durch eine Vielzahl von Verfahren gelagert werden, wie z. B. dem Falten in eine Schachtel. Ein weiteres Beispiel einer gefalteten Reißverschlussanordnung
120 ist in den7b und7c dargestellt. Die gefaltete Reißverschlussanordnung120 kann z. B. eine ähnliche Form wie in1 haben. Die gefaltete Reißverschlussanordnung120 umfasst erste und zweite sich gegenüberliegende Bahnen, wo die erste Bahn eine Vielzahl von Primärnuten aufweist, die das männliche Profil unterbrechen, und dass die zweite Bahn eine Vielzahl von beabstandeten zweiten Primärnuten aufweist, die das zweite Profil unterbrechen. Die zweiten Primärnuten sind grundsätzlich mit den entsprechenden ersten Primärnuten ausgerichtet, um ausgerichtete Paare an Primärnuten124 zu formen. - In den
7a bis7c umfasst der Reißverschluss120 eine Vielzahl von Falteregionen oder -gebieten122 , um das Falten des Reißverschlusses zu erleichtern. Die Vielzahl an Faltegebieten122 sind grundsätzlich quer zu einer Länge des Reißverschlusses10 ausgerichtet und mit einem jeweiligen ausgerichteten Paar an Primärnuten124 ausgerichtet. Die Faltegebiete122 teilen den Reißverschluss120 in eine Vielzahl von Reißverschlusssegmenten. Die Reißverschlusssegmente des gefalteten Reißverschlusses120 sind grundsätzlich parallel zueinander und korrespondieren grundsätzlich zur Breite des thermoplastischen Beutels. Der Reißverschluss120 kann auch Faltlinien umfassen, die beim Falten des Reißverschlusses120 Unterstützungsdienste leisten, wie z. B. Perforationslinien. Der Reißverschluss kann auch Sollbruchlinien oder Gebiete besonderer Schwachheit (nicht dargestellt) umfassen, die in den Faltegebieten positioniert sind, um das Separieren von Abschnitten des Reißverschlusses vom Rest zu erleichtern. Die Perforationslinien, die auch als Kerbelinie ausgestaltet sein können, können auch in einem Verfahren verwendet werden, in welchem die Beutel mit dem Produkt gefüllt sind, und der Reißverschluss später an einen gefüllten Beutel angebracht wird. Der Reißverschluss120 der7a bis7c ist dabei in einer grundsätzlichen akkordeonähnlichen Form oder z-Form entlang der Faltegebiete122 dargestellt. - In einem weiteren Ausführungsbeispiel umfasst ein Reißverschluss eine Vielzahl von Faltegebieten oder -regionen, um beim Falten des Reißverschlusses entlang der Faltegebiete Unterstützungsdienste zu leisten. Der Reißverschluss hat eine erste Bahn mit einer Vielzahl von beabstandeten Primärnuten, die das erste Profil unterbrechen und eine zweite Bahn mit einer Vielzahl von beabstandeten Schlitzen (nicht dargestellt), die das zweite Profil unterbrechen. Die Schlitze sind grundsätzlich mit entsprechenden Primärnuten ausgerichtet. Die Vielzahl an Faltegebieten ist grundsätzlich mit den entsprechenden ausgerichteten Schlitzen und Primärnuten ausgerichtet. Der Reißverschluss kann eine Linie besonderer Schwachheit oder ein Gebiet besonderer Schwachheit (nicht dargestellt) in dem Gebiet der Faltegebiete aufweisen, um beim Separieren von Abschnitten des Reißverschlusses vom Rest zu helfen.
- Es wird auch außerdem betrachtet, dass der Reißverschluss in anderen Formen gefaltet werden kann, wie z. B. durch Rollen oder Packen. Der Reißverschluss
120 einer Box kann auch zu einer Reißverschlussanordnung (nicht dargestellt) von einer zweiten Box angespleißt sein. Der Reißverschluss kann ohne die Schieber16 (nicht dargestellt) gefaltet sein. - Die Reißverschlussanordnung und Schieber der vorliegenden Erfindung können von einer Vielzahl von geeigneten Materialien gewählt werden. Einige Beispiele, die beim Formen der Profile, Bahnen und Rippen gewählt werden können, umfassen folgende Harze: hochdichtes Polyethylen (HDPE), linear niederdichtes Polyethylen (LLDPE), metallocenes katalysiertes LLDPE, Polypropylen (PP), Ethylenpropylen-Copolymer (E-P Copolymer), Ethylenvinylacetat-Copolymer (EVA), niederdichtes Polyethylen (LDPE), sehr niederdichtes Polyethylen (VLDPE) und Nylon.
- Die Rippen können aus einer Vielzahl von Lagen bestehen, wobei die äußere Lage aus einem Material besteht mit einem niedrigeren Schmelzpunkt und die innere Lage aus einem Material besteht mit einem höheren Schmelzpunkt, um ein Zusammenschmelzen der Rippen zu erschweren. Desgleichen kann auch eine Rippe aus einer Vielzahl von Lagen bestehen, wobei die äußere Lage aus einem Material mit einem niedrigeren Schmelzpunkt besteht und die innere Lage aus einem Material mit einem höheren Schmelzpunkt besteht. Die Materialien mit einem niedrigeren Schmelzpunkt können z. B. EVA, LDPE, VLDPE, LLDPE und metallocenes katalysiertes LLDPE umfassen.
- Der Schieber kann aus jeglichem geeignetem Plastik gestaltet sein, z. B. Nylon, Polypropylen, Polystyrol, Delrin oder ABS. Die sich gegenüberstehenden Wandpaneele können aus jeglichem geeignetem thermoplastischen Film, wie z. B. Polyethylen, Polypropylen, Polyester, Copolyester oder Mischungen daraus hergestellt werden. Des Weiteren können die Wandpaneele eine Vielzahl von Lagen durch Co-Extrusion oder Laminiervorgänge zusammengefügt umfassen. Des Weiteren kann ein Fachmann mehrlagige Polymerbeutel entwerfen und co-extrudieren, welche verschiedene Eigenschaften durch Differieren von Polyethylen- und Polypropylenzusammensetzungen umfassen. Es ist des Weiteren möglich, Pigmente, metallische Komponenten, Papier und/oder Papier/Plastik-Komponenten in oder auf die Lage oder die Lagen der vorliegenden Erfindung im Polymermaterial einzubringen oder aufzubringen.
- Verfahren zum Ausbilden von Nuten
- Die Primärnuten und optionalen Sekundärnuten können durch eine Vielzahl von Verfahren geformt werden. Zum Beispiel ist eine Methode zum Formen der Primärnuten in einem Reißverschluss in
8 dargestellt.8 illustriert einen Stanzapparat160 , der ausgerichtete Primärnuten bildet. Der Stanzapparat160 umfasst ein bewegbares Element162 und einen Luftzylindermechanismus163 . Der Luftzylindermechanismus163 kontrolliert die Bewegung des bewegbaren Elements162 . - Das bewegbare Element
162 ist in8 beim Stanzen der ausgerichteten Primärnuten, die sich durch die männlichen und weiblichen Profile hindurcherstrecken, dargestellt. Das bewegbare Element162 lässt vorzugsweise wenigstens einen Abschnitt der ersten und zweiten Rippen übrig, so dass ein Schieber auf einer Schnittkante der Rippen positioniert werden kann. Ein Abschnitt164 des Reißverschlusses10 ist als abgesetztes und entlastetes Teil von dem Reißverschluss10 durch das bewegbare Element162 dargestellt. Das bewegbare Element162 kerbt den Reißverschluss10 an gewünschten Abständen, so dass die Abstände ungefähr eine Beutelentfernung voneinander entfernt sind. - Der Stanzapparat
160 kann auch ein zweites bewegbares Element (nicht dargestellt) umfassen, das eine Vielzahl von zweiten Nuten in ähnlicher Weise wie oben dargestellt für das bewegbare Element162 formen kann. Alternativ kann der Stanzapparat auch ein abgestuftes bewegbares Element (nicht dargestellt) umfassen, das simultan eine Vielzahl von ausgerichteten Primär- und Sekundärnuten stanzt. Des Weiteren kann in einer weiteren Variante der Stanzapparat (nicht dargestellt) so ausgestaltet sein, dass er eine erste Bahn stanzt, ohne die zweite Bahn zu stanzen. Ein solcher Stanzapparat würde ein bewegbares Element umfassen, das vertikal über dem Reißverschluss angeordnet ist und so ausgestaltet ist, dass es in einer nach unten gerichteten Richtung zum Stanzen der ersten Bahn, ohne die zweite Bahn zu. stanzen, beweglich ist. Dies kann angewendet werden, ohne zuerst die männlichen und weiblichen Profile voneinander zu separieren. - Verfahren zum Platzieren von wenigstens einem Schieber auf dem Reißverschluss
- Eine Methode zum Platzieren von wenigstens einem Schieber auf dem Reißverschluss ist in
9 bis11 dargestellt. In9 ist ein Hemmmechanismus180 dargestellt, der jeweils einen der Schieber16 in ein entsprechendes ausgerichtetes Paar an Primärnuten des Reißverschlusses10 fallen lässt. Der Hemmmechanismus180 ist stromabwärts von der Stanzmaschine160 aus8 angeordnet. Der Hemmmechanismus180 ist vorzugsweise um einen Beutelabstand stromabwärts von der Stanzmaschine160 entfernt angeordnet. Der Hemmmechanismus180 kann auch stromaufwärts von der Form-, Füll- und Dicht-Versiegelmaschine, wie weiter oben in6 diskutiert, angeordnet sein. - Der Hemmmechanismus
180 umfasst einen Schieberhalter182 , eine Einführvorrichtung oder einen Schieberfinger184 und einen Rückhaltefinger186 . Der Schieberhalter182 ist so gebildet, dass er kompatibel mit den Anordnungen von Schiebern16 oder individuellen Schiebern ist. Der Schieberhalter182 umfasst eine vertikale Säule mit einem Kanal, der so ausgestaltet ist, dass er die Schieber16 darin halten kann. Der Kanal des Schieberhalters182 umfasst ein offenes Oberteil und einen offenen Boden. Es ist auch angedacht, dass der Schieberhalter182 auf unterschiedliche Weise, als in9 dargestellt, ausgeformt ist. Zum Beispiel kann der Schieberhalter rechteckig oder quadratisch sein. Zusätzliche Beispiele sind in der Anmeldung mit dem Titel „Anordnung und Akkumulation von Schiebern für profilierte Reißverschlüsse” (Docket Nr. PCOS:013) gezeigt, die gleichzeitig mit dieser Anmeldung eingereicht wurde. Die Form des Schieberhalters korrespondiert grundsätzlich zu der Form der Zusammenstellung an Schiebern oder individuellen Schiebern. Der Schieberhalter182 ist vorzugsweise so ausgestaltet, dass ein Schieber16 jeweils in einer Primärnut des Reißverschlusses10 positioniert werden kann, und zwar pro Zeiteinheit. - Wie in
9 gezeigt, wird ein Reißverschluss10 in Richtung des Hemmmechanismus180 in Richtung des Pfeils nach vorne bewegt. Der Reißverschluss10 kann durch den Hemmmechanismus180 gestoßen oder gezogen werden. Wenn eines der ausgerichteten Paare an Primärnuten grundsätzlich unterhalb des offenen Bodens des Kanals des Schieberhalters182 positioniert ist, wird ein Schieber16c in die ausgerichteten Paare an Primärnuten (in9 versteckt) des Reißverschlusses10 fallen gelassen. Der Schieber16c kann in die Nuten aufgrund der Schwerkraft eingreifen und kann auch mechanisch oder elektromechanisch hineingetrieben werden. Der Reißverschluss10 bewegt sich dann weiter durch den Hemmmechanismus180 hindurch. Der Einführvorrichtungsfinger184 kontaktiert den gefallenen Schieber16c und hält ihn in Position, während der Reißverschluss10 entweder gestoßen oder gezogen ist, so dass der Schieber16c in die Profile eingeführt wird. Eine Kante des Schiebers16c grenzt an den Einführvorrichtungsfinger184 an und verhindert ein Bewegen nach vorne mit dem Reißverschluss10 . Dadurch bewegen sich die ausgerichteten Paare an Primärnuten von dem Schieber16c weg, wobei der Schieber16c entlang der männlichen und weiblichen Profile bewegt wird. - In
10 ist der Einführvorrichtungsfinger184 dann von dem Weg des Schiebers16c wegbewegt, was darin resultiert, dass der Schieber16c sich nach vorne mit dem Reißverschluss10 erstreckt. Die Bewegung des Einführvorrichtungsfingers184 aus dem Pfad des Schiebers16c korrespondiert mit der gewünschten Platzierung des Schiebers16c relativ zu einer Primärnut12c . Wenn eine größere Beabstandung gewünscht ist zwischen Schieber16c und der Nut12c , dann bleibt der Einführvorrichtungsfinger184 in Anlage mit dem Schieber16c für einen längeren Zeitabschnitt. Zur selben Zeit wie der Einführvorrichtungsfinger184 aus dem Pfad von dem Schieber16c bewegt wird, wird der Rückhaltefinger186 in Richtung des Schiebers16 bewegt. Der Rückhaltefinger186 halt den nächsten Schieber16d in Position, während der Reißverschluss10 durch den Hemmmechanismus180 hindurchgelangt. - Nach diesem Ausführungsbeispiel sind der Einführvorrichtungsfinger
184 und der Rückhaltefinger186 durch unabhängige Kolben angetrieben. Interne Luftdurchführungen erlauben, dass nur entweder der Einführvorrichtungsfinger184 oder der Rückhaltefinger186 komplett zurückgezogen werden kann, während der andere komplett ausgefahren ist. In11 ist der Einführvorrichtungsfinger184 in dieselbe Position zurückgezogen dargestellt wie in9 , nachdem der Schieber16c an dem Einführvorrichtungsfinger184 vorbei nach vorne geschoben wurde. Zur selben Zeit gelangt der Rückhaltefinger186 in eine Position fern der Zusammenstellung an Schiebern16 . Der nächste Schieber (16d ) wird in einem ausgerichteten Paar an Primärnuten12d positioniert, während der Reißverschluss10 nach vorne bewegt wird. - Nach einem weiteren Ausführungsbeispiel kann der Schieber, der in der vorangehend beschriebenen Methode genutzt wird, von dem Typ wie in
2 beschrieben sein. Ein Separierfinger des Schiebers kann sich wenigstens teilweise zwischen die männlichen und weiblichen Profile schieben, so dass die männlichen und weiblichen Profile als Antwort auf die Bewegung entlang des Reißverschlusses aus Kontakt miteinander gelangen. Es ist vorzugsweise so, dass der Schieber in einer Primärnut positioniert ist, so dass der Separierfinger des Schiebers zwischen den männlichen und weiblichen Profilen bleibt. - Nach einem weiteren Verfahren der vorliegenden Erfindung kann ein Schieber so an einem Reißverschluss platziert werden, wie vorab beschrieben. Der Reißverschluss kann eine Länge aufweisen, die grundsätzlich zur Breite des Beutels korrespondiert, nachdem der Schieber auf dem Reißverschluss positioniert wurde.
- Des Weiteren kann ein Schieber nach einem weiteren Verfahren auf dem Reißverschluss dort positioniert werden, wo nur eine erste Bahn eine Vielzahl von beabstandeten Primärnuten aufweist, die das erste Profil unterbrechen. In dieser Methode werden die Schieber nach unten auf das zweite Profil und in die jeweiligen Primärnuten gestoßen. Die Schieber werden auf das erste Profil über die entsprechenden Primärnuten aufgeschoben. Die Methode kann ähnliche Hemmmechanismen
180 verwenden, die erlauben, dass die Schieber nach unten auf das zweite Profil gestoßen werden. Die Schieber des Typs wie in2 beschrieben. sind vorzugsweise so positioniert, dass ein Separierfinger des Schiebers zwischen den männlichen und weiblichen Profilen bleibt. Des Weiteren kann ein Schieber auf dem Reißverschluss mit einer Länge positioniert werden, die grundsätzlich der Breite des Beutels, nachdem der Schieber auf dem Reißverschluss positioniert wurde, entspricht.
Claims (13)
- Ein Verfahren zum Ausformen eines wiederverschließbaren Beutels (
14 ,90 ), wobei das Verfahren den Vorgang des Vorsehens eines Reißverschlusses (10 ), umfassend erster und zweiter sich gegenüberliegender Bahnen (26 ,32 ) umfasst, mit einer Bahn (82 ) aus thermoplastischem Film und einem Schieber (16 ), wobei besagte erste Bahn (26 ) ein erstes Profil (28 ) und besagte zweite Bahn (32 ) ein zweites Profil (34 ) aufweist, wobei besagte erste und zweite Profile (28 ,34 ) lösbar miteinander in Kontakt bringbar sind, wobei der Reißverschluss (10 ) ein ausgerichtetes Paar von Nuten (12 ,12a ,12b ,12c ,12d ,124 ) umfasst, die die ersten zweiten Profile (28 und34 ) unterbrechen; wobei besagter Schieber (16 ) zum Kontaktieren und Lösen besagter erster und zweiter Profile (28 ,34 ) in Antwort auf die Bewegung entlang des Reißverschlusses (10 ) ausgebildet ist; Zuführen besagten Reißverschlusses (10 ) mit besagtem Schieber (16 ) darauf; Zuführen besagter Bahn (82 ) aus thermoplastischem Film; Anbringen des besagten Reißverschlusses (10 ) mit besagtem Schieber (16 ) darauf an besagter Bahn (82 ) aus thermoplastischem Film; und Ausformen von seitlichen Dichtungen (94 ) auf besagter Bahn (82 ) aus thermoplastischem Film, um beim Ausformen des wiederverschließbaren Beutels (14 ,90 ) zu unterstützen, gekennzeichnet durch: Schieben des Schiebers auf die ersten und zweiten Profile (28 ,34 ) über das jeweilige Paar von Nuten (12 ,12a ,12b ,12c ,12d ,124 ) und Wegschneiden der ersten und zweiten Profile (28 ;34 ) in den Gebieten, wo das seitliche Dichten auftritt, wobei das Paar von Nuten (12 ,12a ,12b ,12c ,12d ,124 ) an einem Ende des wiederverschließbaren Beutels (14 ,90 ) angeordnet ist, um beim Ausformen von wenigstens einer seitlichen Dichtung des besagten Beutels (14 ,90 ) zu unterstützen, und wobei das ausgerichtete Paar von Nuten (12 ,12a ,12b ,12c ,12d ,124 ) am Ende des Beutels (14 ;90 ) angeordnet ist, um die Notwendigkeit eines Zusammenschmelzens der ersten und zweiten Profile (28 ;34 ) zu beseitigen. - Das Verfahren nach Anspruch 1, wobei besagte erste Bahn (
26 ) eine erste Rippe (30 ,68 ) aufweist, die sich nach unten von besagtem ersten Profil (28 ) weg erstreckt, wobei besagte zweite Bahn (32 ) eine zweite Rippe (36 ,72 ) aufweist, die sich nach unten von besagtem zweiten Profil (34 ) weg erstreckt, wobei besagte erste Rippe (30 ,68 ) lösbar mit besagter zweiter Rippe (36 ,72 ) verbunden ist. - Das Verfahren nach Anspruch 1 oder 2, wobei besagte erste Bahn eine erste Rippe (
30 ,68 ) aufweist, die sich nach unten von besagtem ersten Profil weg erstreckt. - Das Verfahren nach Anspruch 3, wobei besagte zweite Bahn eine zweite Rippe (
36 ,72 ) aufweist, die sich nach unten von besagtem zweiten Profil weg erstreckt. - Das Verfahren nach einem der vorherigen Verfahrensansprüche, wobei besagter Schieber eine erste Seitenwand (
84 ), eine zweite Seitenwand (86 ) und ein Querkörperelement (42 ), das besagte erste und zweite Seitenwände (84 ,86 ) überbrückt, aufweist, wobei besagtes Querkörperelement einen Separierfinger (48 ) umfasst. - Das Verfahren nach einem der Ansprüche 1–5, wobei besagter Schieber (
16 ) einen Separierfinger (48 ) umfasst, wobei besagter Separierfinger sich wenigstens teilweise zwischen besagten ersten und zweiten Profilen erstreckt, so dass er sich von besagten ersten und zweiten Profilen in Antwort auf die Bewegung entlang des Reißverschlusses (10 ) löst. - Das Verfahren nach einem der vorherigen Verfahrensansprüche, wobei besagter Reißverschluss (
10 ) ein Manipulationsnachweiselement (40 ) aufweist. - Das Verfahren nach einem der vorherigen Verfahrensansprüche, wobei besagter wiederverschließbarer Beutel (
14 ,90 ) mit wenigstens einem anderen wiederverschließbaren Beutel (14 ,90 ) in Verbindung steht. - Das Verfahren nach einem der vorherigen Verfahrensansprüche, des Weiteren umfassend das Befüllen besagten wiederverschließbaren Beutels (
14 ,90 ) mit einem Produkt. - Das Verfahren nach einem der vorherigen Verfahrensansprüche, des Weiteren umfassend ein Separieren des besagten wiederverschließbaren Beutels (
14 ,90 ) mit besagtem Produkt von einem Restbestandteil der Bahn (82 ) aus thermoplastischem Film. - Das Verfahren nach einem der vorherigen Verfahrensansprüche, das des Weiteren ein Separieren von besagtem wiederverschließbaren Beutel (
14 ,90 ) vom Restbestandteil der Bahn (82 ) aus thermoplastischem Film umfasst, um einen einzelnen wiederverschließbaren Beutel auszuformen, und des Weiteren umfassend ein Befüllen des besagten einzelnen wiederverschließbaren Beutels (14 ,90 ) mit einem Produkt. - Das Verfahren nach einem der vorherigen Verfahrensansprüche, wobei ein Schieber (
16 ) eine Vielzahl an Schiebern umfasst. - Das Verfahren nach einem der vorherigen Verfahrensansprüche, wobei der besagte Reißverschluss (
10 ) eine Vielzahl an Nuten (12 ,12a ,12b ,12c ,12d ,54 ,54a ,54b ,70 ,124 ) umfasst, die an jedem Ende des wiederverschließbaren Beutels angeordnet sind, um beim Ausformen der seitlichen Dichtungen des besagten Beutels unterstützend zu wirken.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US307937 | 1999-05-10 | ||
| US09/307,937 US6286189B1 (en) | 1999-05-10 | 1999-05-10 | Zipper and zipper arrangements and methods of manufacturing the same |
| EP06016369A EP1714574B2 (de) | 1999-05-10 | 2000-05-05 | Wiederverschließbarer Beutel mit Reißverschluss |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| DE60037289D1 DE60037289D1 (de) | 2008-01-10 |
| DE60037289T2 DE60037289T2 (de) | 2008-03-06 |
| DE60037289T3 true DE60037289T3 (de) | 2012-08-30 |
Family
ID=23191813
Family Applications (5)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE60035535T Expired - Lifetime DE60035535T3 (de) | 1999-05-10 | 2000-05-05 | Reißverschluss |
| DE60037289T Expired - Lifetime DE60037289T3 (de) | 1999-05-10 | 2000-05-05 | Wiederverschließbarer Beutel mit Reißverschluss |
| DE60027125T Expired - Lifetime DE60027125T2 (de) | 1999-05-10 | 2000-05-05 | Reissverschluss und anordnungen sowie verfahren zu dessen herstellung |
| DE60033978T Expired - Lifetime DE60033978T2 (de) | 1999-05-10 | 2000-05-05 | Reißverschluss |
| DE60030015T Revoked DE60030015T2 (de) | 1999-05-10 | 2000-05-05 | Verfahren zur Füllung von thermoplastischen Beuteln |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE60035535T Expired - Lifetime DE60035535T3 (de) | 1999-05-10 | 2000-05-05 | Reißverschluss |
Family Applications After (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE60027125T Expired - Lifetime DE60027125T2 (de) | 1999-05-10 | 2000-05-05 | Reissverschluss und anordnungen sowie verfahren zu dessen herstellung |
| DE60033978T Expired - Lifetime DE60033978T2 (de) | 1999-05-10 | 2000-05-05 | Reißverschluss |
| DE60030015T Revoked DE60030015T2 (de) | 1999-05-10 | 2000-05-05 | Verfahren zur Füllung von thermoplastischen Beuteln |
Country Status (11)
| Country | Link |
|---|---|
| US (3) | US6286189B1 (de) |
| EP (6) | EP1554944B1 (de) |
| JP (1) | JP4623834B2 (de) |
| KR (1) | KR20010053458A (de) |
| AT (4) | ATE366526T1 (de) |
| AU (1) | AU4820000A (de) |
| CA (1) | CA2336693C (de) |
| DE (5) | DE60035535T3 (de) |
| ES (3) | ES2261203T3 (de) |
| IL (1) | IL140428A0 (de) |
| WO (1) | WO2000067603A1 (de) |
Families Citing this family (82)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6216423B1 (en) | 1997-11-07 | 2001-04-17 | Huntsman Kcl Corporation | Method and apparatus for placing a product in a flexible recloseable container |
| US5956924A (en) | 1997-11-07 | 1999-09-28 | Rcl Corporation | Method and apparatus for placing a product in a flexible recloseable container |
| US6609353B1 (en) * | 1998-06-08 | 2003-08-26 | Illinois Tool Works Inc. | Application system for sliders at form-fill-seal machine |
| US6360513B1 (en) | 1999-05-11 | 2002-03-26 | Sargento Foods Inc. | Resealable bag for filling with food product(s) and method |
| US7101079B2 (en) * | 1999-05-11 | 2006-09-05 | Sargento Foods, Inc. | Resealable bag for filling with food product(s) and method |
| US20020184858A1 (en) * | 1999-05-21 | 2002-12-12 | Steven Ausnit | Methods of making slide-zippered reclosable packages on horizontal form-fill-seal machines |
| US6138439A (en) * | 1999-05-21 | 2000-10-31 | Illinois Tool Works Inc. | Methods of making slide-zippered reclosable packages on horizontal form-fill-seal machines |
| US6412254B1 (en) * | 1999-06-11 | 2002-07-02 | Reynolds Consumer Products Inc. | Resealable package having slider device, tamper-evident structure, and methods of manufacturing |
| US6477820B1 (en) | 1999-07-29 | 2002-11-12 | Kraft Foods Holdings, Inc. | Method of making a package with a zipper closure |
| US6071011A (en) | 1999-08-12 | 2000-06-06 | Tenneco Packaging, Inc. | Fill-through-the-top package |
| JP2001270012A (ja) * | 1999-12-02 | 2001-10-02 | Reynolds Consumer Prod Inc | スライダ装置を有する再閉可能パッケージの製造方法 |
| US6499878B1 (en) * | 1999-12-21 | 2002-12-31 | Pactiv Corporation | Reclosable packages with barrier properties |
| US6439771B1 (en) | 2000-03-15 | 2002-08-27 | Webster Industries Division Chelsea Industries, Inc. | Zippered resealable closure |
| US6481183B1 (en) * | 2000-04-21 | 2002-11-19 | Cmd Corporation | Vertical form fill seal bag with recloseable seal and method of making thereof |
| EP1164087A3 (de) * | 2000-06-12 | 2002-11-27 | Reynolds Consumer Products, Inc. | Verpackung mit Schieber und Originalitätsreissverschluss und mit verschiedenen Einreisspunkten |
| US6871473B1 (en) * | 2000-08-10 | 2005-03-29 | Pactiv Corporation | Method and apparatus for making reclosable plastic bags using a pre-applied slider-operated fastener |
| US6470551B1 (en) | 2000-08-10 | 2002-10-29 | Pactiv Corporation | Method of making a fasteners arrangement with notches at spaced preseals |
| US6688080B2 (en) * | 2001-04-18 | 2004-02-10 | Kraft Foods Holdings, Inc. | Method for manufacturing flexible packages having slide closures |
| US6675558B2 (en) * | 2001-04-18 | 2004-01-13 | Kraft Foods Holdings, Inc. | Method for manufacturing flexible packages having slide closures |
| US6820393B2 (en) | 2001-04-18 | 2004-11-23 | Kraft Foods Holdings, Inc. | Apparatus for manufacturing flexible packages having slide closures |
| US6688079B2 (en) * | 2001-04-18 | 2004-02-10 | Kraft Foods Holdings, Inc. | Method for manufacturing flexible packages having slide closures |
| US6769229B2 (en) * | 2001-08-30 | 2004-08-03 | Kraft Foods Holdings, Inc. | Method for manufacturing flexible packages having slide closures |
| US6611996B2 (en) | 2001-07-02 | 2003-09-02 | Pactiv Corporation | Slider for reclosable fastener |
| US6713152B2 (en) | 2001-09-07 | 2004-03-30 | Pactiv Corporation | Fins and profiles for plastic bags |
| US6804935B2 (en) * | 2001-09-24 | 2004-10-19 | Illinois Tool Works Inc. | Form, fill and seal packaging method utilizing zipper with slider |
| US6686005B2 (en) | 2001-10-11 | 2004-02-03 | Pactiv Corporation | End termination materials for reclosable polymeric bags |
| US7100487B2 (en) * | 2001-11-02 | 2006-09-05 | Pactiv Corporation | Punch device for creating a guide notch in a polymeric fastener attached to a plastic package |
| US6918234B2 (en) * | 2002-02-21 | 2005-07-19 | Pactiv Corporation | Process for attaching slider-operated closure on form-fill-seal packaging machinery |
| US7159282B2 (en) | 2002-03-01 | 2007-01-09 | Pactiv Corporation | Reclosable fasteners or zippers for use with polymeric bags |
| US6698926B2 (en) * | 2002-03-09 | 2004-03-02 | Reynolds Consumer Products, Inc. | Profile cleaning slider |
| US6842973B2 (en) * | 2002-03-11 | 2005-01-18 | Illinois Tool Works Inc. | Apparatus for attaching sliders onto zipper bags and film |
| US7040808B2 (en) * | 2002-03-20 | 2006-05-09 | Pactiv Corporation | Reclosable bags with tamper evident features and methods of making the same |
| US6983573B2 (en) | 2002-06-07 | 2006-01-10 | Reynolds Consumer Products, Inc. | Method of applying a slider device to an open closure mechanism on a resealable bag |
| WO2003106273A2 (en) * | 2002-06-17 | 2003-12-24 | Pliant Corporation | Peel seal tamper evident slider bag |
| US6846107B2 (en) | 2002-07-19 | 2005-01-25 | Cti Industries Corporation | Glue drop end stops for zippered bag |
| US6796931B2 (en) * | 2002-07-31 | 2004-09-28 | Illinois Tool Works Inc. | Modular tube system for feeding sliders to slider insertion device |
| US7341160B2 (en) | 2002-08-08 | 2008-03-11 | Pactiv Corporation | Reclosable package having an accessible zipper and a method for making the same |
| US6854887B2 (en) * | 2002-08-20 | 2005-02-15 | Cti Industries Corporation | Slider with arm |
| US6780146B2 (en) * | 2002-09-17 | 2004-08-24 | Pactiv Corporation | Methods for applying sliders to reclosable plastic bags |
| US7204641B2 (en) * | 2002-09-19 | 2007-04-17 | Illinois Tool Works Inc. | Pouch with spout |
| US20120243805A9 (en) * | 2002-09-19 | 2012-09-27 | Stolmeier Robert C | Pouch with spout |
| US6884207B2 (en) | 2002-10-25 | 2005-04-26 | Kraft Foods Holdings, Inc. | Fastener closure arrangement for flexible packages |
| US6817763B2 (en) * | 2002-10-30 | 2004-11-16 | Reynolds Consumer Products, Inc. | Leak-proof package design including reclosable zipper having slider including a full-length plow |
| US7305742B2 (en) * | 2002-11-13 | 2007-12-11 | Cti Industries Corporation | Seal for zippered bag |
| US6862866B2 (en) * | 2002-12-31 | 2005-03-08 | Protoco Engineering, Inc. | Automatic reclosable bag filler |
| US6863645B2 (en) * | 2003-05-12 | 2005-03-08 | Illinois Tool Works Inc. | Method and apparatus for inserting sliders during automated manufacture of reclosable bags |
| US8122687B2 (en) | 2003-07-31 | 2012-02-28 | Kraft Foods Global Brands Llc | Method of making flexible packages having slide closures |
| US7611283B2 (en) * | 2003-09-11 | 2009-11-03 | Cti Industries, Inc. | Airtight zipper |
| US20050159974A1 (en) * | 2004-01-15 | 2005-07-21 | Cairo Inc. | Techniques for identifying and comparing local retail prices |
| US7163133B2 (en) * | 2004-03-05 | 2007-01-16 | S.C. Johnson Home Storage, Inc. | Apparatus for and method of moving a slider along mating zipper elements |
| US7244222B2 (en) * | 2004-03-05 | 2007-07-17 | S.C. Johnson Home Storage, Inc. | Apparatus for and method of positioning a slider on mating zipper elements |
| US20060171610A1 (en) * | 2005-01-31 | 2006-08-03 | Buchman James E | Internal gripping slider and method |
| US20060177156A1 (en) * | 2005-02-09 | 2006-08-10 | Illinois Tool Works Inc. | HFFS slider bags with zipper in fin seal |
| US20060177155A1 (en) * | 2005-02-09 | 2006-08-10 | Illinois Tool Works Inc. | Bag top with sealed appearance for a slider |
| US7219481B2 (en) * | 2005-02-22 | 2007-05-22 | Alcoa, Inc. | Method of applying sliders, duplex packaging machine and slider applicator therefor |
| FR2892707A1 (fr) * | 2005-10-28 | 2007-05-04 | S2F Flexico Sarl | Procede de fabrication de sachets comportant des decoupes, sachet correspondant |
| US7819583B2 (en) * | 2005-11-04 | 2010-10-26 | Graphic Packaging International, Inc. | Bag structures and methods of assembling the same |
| US7827765B2 (en) * | 2006-10-27 | 2010-11-09 | Pactiv Corporation | Method for forming a slider reclosure segment |
| ITRE20060163A1 (it) * | 2006-12-29 | 2008-06-30 | Slider Pack Srl | Macchina per l'assemblaggio di cerniere di chiusura in plastica |
| US7784160B2 (en) * | 2007-03-16 | 2010-08-31 | S.C. Johnson & Son, Inc. | Pouch and airtight resealable closure mechanism therefor |
| US7886412B2 (en) | 2007-03-16 | 2011-02-15 | S.C. Johnson Home Storage, Inc. | Pouch and airtight resealable closure mechanism therefor |
| US7946766B2 (en) | 2007-06-15 | 2011-05-24 | S.C. Johnson & Son, Inc. | Offset closure mechanism for a reclosable pouch |
| US7887238B2 (en) | 2007-06-15 | 2011-02-15 | S.C. Johnson Home Storage, Inc. | Flow channels for a pouch |
| US7967509B2 (en) | 2007-06-15 | 2011-06-28 | S.C. Johnson & Son, Inc. | Pouch with a valve |
| US7874731B2 (en) | 2007-06-15 | 2011-01-25 | S.C. Johnson Home Storage, Inc. | Valve for a recloseable container |
| US7857515B2 (en) | 2007-06-15 | 2010-12-28 | S.C. Johnson Home Storage, Inc. | Airtight closure mechanism for a reclosable pouch |
| US20090129707A1 (en) * | 2007-11-15 | 2009-05-21 | Illinois Tool Works Inc. | Reclosable package with zipper and slider in the fin seal |
| US20090263048A1 (en) * | 2008-04-16 | 2009-10-22 | Iannelli Ii Michael Louis | Bag Structures And Methods Of Assembling The Same |
| US8142077B2 (en) * | 2008-04-16 | 2012-03-27 | Graphic Packaging International, Inc. | Bag structures and methods of assembling the same |
| WO2010086818A2 (en) * | 2009-01-29 | 2010-08-05 | Bordi Carlo S.R.L. | Method and apparatus for applying a slider to a zip |
| WO2010092404A1 (en) * | 2009-02-16 | 2010-08-19 | Illinois Tool Works Inc. | Zipper fasteners, sliders therefor, methods and apparatus for applying zipper fasteners to substrates |
| FR2945188B1 (fr) * | 2009-05-07 | 2011-09-30 | S2F Flexico | Machine de pose automatique de curseurs et procede associe. |
| US20100310195A1 (en) * | 2009-06-05 | 2010-12-09 | Gateway Packaging Company | Layered bag with re-sealable closure assembly |
| JP2010284928A (ja) * | 2009-06-12 | 2010-12-24 | Idemitsu Unitech Co Ltd | ジッパーテープ付包装袋の製造方法およびその製造装置 |
| IT1398551B1 (it) | 2010-03-05 | 2013-03-01 | Concetti Spa | Apparecchiatura di realizzazione di mezzi di apertura/chiusura della bocca di sacchi e macchina di riempimento/sigillatura di sacchi dotata di detta apparecchiatura |
| US8087826B1 (en) | 2010-06-25 | 2012-01-03 | Pactiv Corporation | Slider track with improved seal strength |
| ITMI20110814A1 (it) | 2011-05-11 | 2012-11-12 | Concetti Spa | Apparecchiatura di trasporto e inserimento di mezzi di apertura/chiusura della bocca di sacchi e macchina di riempimento/sigillatura di sacchi dotata di detta apparecchiatura |
| NZ737505A (en) * | 2013-04-09 | 2019-05-31 | Reynolds Presto Products Inc | Child resistant slider having insertable torpedo and methods |
| EP3085263B1 (de) * | 2015-06-20 | 2020-11-25 | AB Merculor | Verschluss für pappkartonverpackungen mit giebel und abdichtung dafür |
| CN108697209A (zh) * | 2016-01-20 | 2018-10-23 | 泰斯勤·汤姆斯 | 改进型拉链滑块系统 |
| CN110013085B (zh) * | 2019-04-13 | 2024-02-06 | 东莞市建日塑料制品有限公司 | 一种自动装拉链头装置 |
| KR102540908B1 (ko) * | 2021-02-18 | 2023-06-07 | 김영교 | 슬라이더 분리가 가능한 지퍼 |
Family Cites Families (216)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1785234A (en) | 1925-02-14 | 1930-12-16 | Hookless Fastener Co | Separable fastener |
| US2091617A (en) | 1933-07-10 | 1937-08-31 | Hookless Fastener Co | Method of manufacturing separable interlocking fasteners |
| US2779385A (en) | 1954-03-25 | 1957-01-29 | Sylvania Electric Prod | Article handling apparatus |
| US3074137A (en) † | 1959-03-06 | 1963-01-22 | Hawley Edwin Lawrence | Slide fasteners |
| US3225429A (en) | 1959-12-11 | 1965-12-28 | Fr De Fermetures De Luxe Soc | Method of making and applying stock chain for slide fasteners |
| FR76817E (fr) | 1959-12-11 | 1961-12-08 | Fr De Fermetures De Luxe Soc | élément préfabriqué pour la mise en place de fermetures à glissière et procédé pour la fixation de fermetures réalisées à partir de cet élément |
| GB1173019A (en) * | 1966-03-01 | 1969-12-03 | Lightning Fasteners Ltd | Improvements in or relating to methods of Making Sliding Clasp Fasteners |
| US3394798A (en) | 1963-08-05 | 1968-07-30 | Fmc Corp | Method of and apparatus for dispensing packaged articles |
| US3259951A (en) | 1964-07-15 | 1966-07-12 | Merle A Zimmerman | Slide fastener |
| FR1412593A (fr) | 1964-08-07 | 1965-10-01 | Fayard & Ravel | Machine pour la confection de sachets en matière plastique |
| AT268986B (de) | 1965-12-11 | 1969-02-25 | Minigrip Europ Akt | Aus schweißbarer Kunststoffolie hergestellter Beutel |
| FR1529652A (fr) | 1967-03-07 | 1968-06-21 | Curseur pour fermeture de sachets constitués par des bandes profilées complémentaires | |
| US3532571A (en) | 1967-06-28 | 1970-10-06 | Steven Ausnit | Method and apparatus for forming continuous plastic tubing with separable pressure reclosable fastener strips attached to the surface thereof |
| FR1564039A (de) | 1968-03-07 | 1969-04-18 | ||
| DE1913873C3 (de) | 1969-03-19 | 1974-06-06 | William Prym-Werke Kg, 5190 Stolberg | Vorrichtung zum Aufziehen von Reißverschlußschiebern auf Gliederreihen von Reißverschlüssen |
| US3839128A (en) | 1969-09-09 | 1974-10-01 | Modern Package Co Ltd | Apparatus for manufacturing thermoplastic containers having thermoplastic closures |
| FR2076345A6 (de) | 1970-01-12 | 1971-10-15 | Minigrip Europ As | |
| USRE27174E (en) | 1970-01-23 | 1971-09-21 | Reclosable bags with rib and groove elements | |
| FR2076728A5 (de) | 1970-01-26 | 1971-10-15 | Minigrip Europ As | |
| US3608439A (en) | 1970-02-18 | 1971-09-28 | Steven Ausnit | Method of making a flexible pilfer proof closure construction for bags |
| US3613524A (en) | 1970-02-24 | 1971-10-19 | Dow Chemical Co | Method and apparatus for manufacturing bag stock |
| US3868891A (en) | 1970-10-05 | 1975-03-04 | Pressure Chemical Corp | Machines and methods for the manufacture of containers and the product therefrom |
| DE2053550A1 (de) * | 1970-10-31 | 1972-05-10 | Uhrig, Wilhelm, 5600 Wuppertal | Verfahren zur Ausbildung der Schieberlauf-Begrenzungsglieder bei Reißverschlüssen |
| US3736198A (en) | 1971-02-08 | 1973-05-29 | W Leistner | Method of forming a nailing strip by applying a hot melt liquid plastic |
| FR2126060B1 (de) † | 1971-02-22 | 1974-06-21 | Flexico France Sarl | |
| BE785713A (fr) | 1971-06-30 | 1973-01-02 | Flexico France Sarl | Perfectionnements apportes aux sachets munis d'elements de fermeture profiles complementaires cooperant avec un curseur et a leurs procedes defabrication |
| US3785111A (en) | 1972-02-04 | 1974-01-15 | Schneider W | Method of forming containers and packages |
| US3806988A (en) | 1972-02-24 | 1974-04-30 | Gainesville Machine Co Inc | Poultry processing method and apparatus |
| AR204697A1 (es) | 1972-05-17 | 1976-02-27 | Alberts H | Cierre de cremallera para unir los bordes solapados entre si de prendas de vestir |
| US3948705A (en) | 1972-07-25 | 1976-04-06 | Steven Ausnit | Method for making multiple plastic bags with reclosable fasteners thereon |
| NL7416354A (nl) | 1973-12-24 | 1975-06-26 | Yoshida Kogyo Kk | Draagstrook voor het gebruiksgereed opstellen van schuiven bij de vervaardiging van rits- sluitingen. |
| US3962007A (en) | 1974-01-25 | 1976-06-08 | Opti-Holding Ag | Method of making slide-fastener stringers |
| US3948702A (en) | 1974-06-14 | 1976-04-06 | Krall & Roth Weberei, Kg | Bi-elastic textile fabric |
| US4024010A (en) | 1975-05-15 | 1977-05-17 | Minigrip, Inc. | Open profile bag |
| US3991801A (en) * | 1975-06-23 | 1976-11-16 | Steven Ausnit | Plastic fasteners with connecting web |
| FR2329439A1 (fr) | 1975-11-03 | 1977-05-27 | Flexico France Sarl | Procede et machine pour la reunion d'une feuille a au moins une bande portant un profile d'accouplement, les produits obtenus et leurs parties |
| US4196030A (en) | 1976-12-27 | 1980-04-01 | Minigrip, Inc. | Method of making extruded construction for bags |
| US4101355A (en) | 1977-01-21 | 1978-07-18 | Steven Ausnit | Method of and means for making variable width zipper profile film |
| US4122594A (en) | 1977-08-22 | 1978-10-31 | Bruning Bros. Co., Inc. | Method for engaging a slider automatically on a slide fastener chain |
| US4232429A (en) | 1978-09-07 | 1980-11-11 | Friedberg Martin F | Sliding fastener |
| USRE31487E (en) | 1978-04-13 | 1984-01-10 | Slide fastener with improved end connections | |
| DE2824989C2 (de) | 1978-06-07 | 1983-08-11 | Minigrip Europe Gmbh, 7000 Stuttgart | Vorrichtung zum Herstellen seitengeschweißter Folienbeutel mit Schließleisten |
| US4241865A (en) | 1979-08-06 | 1980-12-30 | Kcl Corporation | Reclosable shipping sack and method |
| GB2054451B (en) | 1979-08-06 | 1983-12-14 | Roeder Ind Holdings | Making tubular plastics intermediate product and forming reclosable bags therefrom |
| US4240241A (en) | 1979-08-09 | 1980-12-23 | W. R. Grace & Co. | Method and apparatus for making a reclosable package |
| US4395891A (en) | 1980-10-09 | 1983-08-02 | Presto Lock, Inc. | Zipper slider latching assembly |
| FR2491742A1 (fr) | 1980-10-14 | 1982-04-16 | Flexico France Sarl | Machine pour la pose automatique de curseurs sur des bandes de fermeture a profiles d'accouplement |
| US4430070A (en) | 1981-08-11 | 1984-02-07 | Minigrip, Inc. | Method of and apparatus for uninterruptedly assembling components for making bags |
| US4446088A (en) | 1981-09-08 | 1984-05-01 | Mobil Oil Corporation | Method and mold for making an improved egg carton |
| JPS5951803B2 (ja) | 1981-10-28 | 1984-12-15 | ワイケイケイ株式会社 | 合成樹脂製連続フアスナ−エレメント列を有するスライドフアスナ− |
| GB2109771B (en) * | 1981-11-19 | 1986-04-03 | Nigel Ervine Claxton | Bags and the manufacture of bags |
| US4415386A (en) | 1982-02-12 | 1983-11-15 | Kcl Corporation | Method and apparatus for assembling and attaching zipper closure strips to sacks |
| US4601694A (en) | 1982-04-16 | 1986-07-22 | Minigrip, Inc. | Thin wall reclosable bag material and method of making same |
| US4430071A (en) | 1982-05-27 | 1984-02-07 | Dorr-Oliver Incorporated | Feed seal for bottom feed centrifuge |
| FR2532162B1 (fr) | 1982-08-31 | 1986-05-09 | Flexico France Sarl | Machine pour la fabrication de sacs en matiere plastique pouvant etre ouverts ou fermes par un curseur, appareil de positionnement de curseurs, equipant une telle machine; son mode de fonctionnement |
| US4528224A (en) | 1982-09-10 | 1985-07-09 | Minigrip, Inc. | Method of making multiple reclosable bag material |
| US4517788A (en) | 1982-09-30 | 1985-05-21 | Signode Corporation | Mechanism for filling bags of different sizes |
| US4563319A (en) | 1983-03-03 | 1986-01-07 | Minigrip, Inc. | Method of making quadruple profile tubing |
| JPS59137112U (ja) | 1983-03-03 | 1984-09-13 | ワイケイケイ株式会社 | スライドフアスナ− |
| FR2546481B1 (fr) | 1983-05-27 | 1986-05-30 | Flexico France Sarl | Sachet inviolable, du type en matiere plastique extrudee, a bandes de fermeture a profiles d'accouplement; bandes de fermeture destinees a equiper un tel sachet |
| US4663915A (en) | 1983-10-31 | 1987-05-12 | Signode Corporation | Method of packaging and apparatus |
| US4617683A (en) | 1984-01-30 | 1986-10-14 | Minigrip, Inc. | Reclosable bag, material, and method of and means for making same |
| US4655862A (en) | 1984-01-30 | 1987-04-07 | Minigrip, Incorporated | Method of and means for making reclosable bags and method therefor |
| US4612153A (en) | 1984-07-12 | 1986-09-16 | Mobil Oil Corporation | Process and apparatus for thermoforming a thermoplastic carton having an aperture therein for latching the cover |
| US4620320A (en) | 1984-12-20 | 1986-10-28 | Kcl Corporation | Substantially leakproof zipper closure for bags and method |
| US4710157A (en) | 1985-02-01 | 1987-12-01 | Baxter Travenol Laboratories, Inc. | Former for form, fill and seal packaging machine |
| US4637063A (en) | 1985-03-04 | 1987-01-13 | Kcl Corporation | Reclosable bag with sealed laminated liner and method |
| US4582549A (en) | 1985-03-15 | 1986-04-15 | Minigrip, Inc. | Method and apparatus for producing bag making material having reclosable fasteners |
| US4651504A (en) | 1985-06-28 | 1987-03-24 | Minigrip Incorporated | Double funnel bag material and method |
| US4703518A (en) | 1985-08-27 | 1987-10-27 | Minigrip, Inc. | Attachment of plastic zipper to the outside of incompatible bag wall web |
| US4682366A (en) | 1985-08-27 | 1987-07-21 | Minigrip, Incorporated | Attachment of plastic zipper to incompatible bag wall web |
| US4812074A (en) | 1985-08-30 | 1989-03-14 | Minigrip, Inc. | Apparatus for making bag material |
| WO1987002968A1 (en) | 1985-11-08 | 1987-05-21 | Kcl Corporation | Reclosable flexible container |
| US4673383A (en) | 1985-11-12 | 1987-06-16 | Minigrip, Incorporated | Fusible rib bonding of fasteners to substrate |
| US4666536A (en) | 1985-11-14 | 1987-05-19 | Signode Corporation | Method of and means for making reclosable bag material, and material produced thereby |
| US4840611A (en) | 1985-11-20 | 1989-06-20 | Minigrip, Inc. | Gusseted bags with reclosure features |
| US4787880A (en) | 1985-12-23 | 1988-11-29 | Minigrip, Inc. | Method of making extruded zipper strips and bags containing the same |
| US4706398A (en) | 1986-03-03 | 1987-11-17 | Nei Canada Limited | Multicolor indicator with arcuate pole pieces |
| US5107658A (en) | 1986-03-20 | 1992-04-28 | Oscar Mayer Foods Corporation | Method of making a reclosable package |
| US5005707A (en) | 1986-03-20 | 1991-04-09 | Oscar Mayer Foods Corporation | Reclosable package |
| US4782951A (en) | 1986-03-20 | 1988-11-08 | Oscar Mayer Foods Corporation | Reclosable package and method of making reclosable package |
| US4691372A (en) | 1986-08-05 | 1987-09-01 | Minigrip, Inc. | Manufacture of multi-layered reclosable bag making material and bags made therefrom |
| US4786190A (en) | 1986-08-11 | 1988-11-22 | Minigrip, Inc. | Reclosable package having outer reclosable closure and inner non-reclosable closure |
| US4925316A (en) | 1986-08-11 | 1990-05-15 | Minigrip, Inc. | Reclosable bag having an outer reclosable zipper type closure and inner non-reclosable closure |
| US4709533A (en) | 1986-12-22 | 1987-12-01 | Minigrip, Inc. | Method and apparatus for making reclosable bags in a form, fill and seal machine |
| US4792240A (en) | 1986-12-23 | 1988-12-20 | Minigrip, Inc. | Extruded zipper strips for bags |
| US4709398A (en) | 1987-01-07 | 1987-11-24 | Minigrip, Inc. | Chain bags, method and apparatus |
| US4745731A (en) | 1987-02-24 | 1988-05-24 | General Foods Corporation | Apparatus and method for forming reclosable storage containers |
| US4878987A (en) | 1987-03-16 | 1989-11-07 | Minigrip, Inc. | Transverse zipper bag material and method of and means for making same |
| US4756629A (en) | 1987-04-23 | 1988-07-12 | Minigrip, Inc. | System for producing non-compatible zipper film |
| ZA881429B (en) | 1987-05-11 | 1988-10-26 | Stripform Packaging Proprietar | Manufacture of bags |
| US4924655A (en) | 1987-06-29 | 1990-05-15 | Baxter Travenol Laboratories, Inc. | Film guide system |
| US4790126A (en) | 1987-06-29 | 1988-12-13 | Minigrip Inc. | Fill and seal machine for reclosable bags |
| US4929225A (en) | 1987-10-06 | 1990-05-29 | Minigrip, Inc. | Method of making bags and bag material having hinged zipper strips |
| US4840012A (en) | 1987-12-10 | 1989-06-20 | Zip-Pak Incorporated | Zippered film feed |
| US4876842A (en) | 1988-01-15 | 1989-10-31 | Minigrip, Inc. | Method of and apparatus for packaging product masses in a form, fill and seal machine |
| US4894975A (en) | 1988-03-09 | 1990-01-23 | Minigrip, Inc. | Method and apparatus for making reclosable bags with fastener strips in a form fill and seal machine |
| US4832505A (en) | 1988-03-11 | 1989-05-23 | Minigrip, Inc. | Tamper evident link bags |
| NZ228616A (en) | 1988-04-07 | 1993-08-26 | Idemitsu Petrochemical Co | Snap ridge linear fastener; plastics bag using same; method and apparatus for bag making and filling |
| US4844759A (en) | 1988-05-13 | 1989-07-04 | Minigrip, Inc. | Method of and means for applying reclosable fasteners to plastic film |
| US4850178A (en) | 1988-07-01 | 1989-07-25 | Minigrip, Inc. | Device for opening a double link bag chain |
| US4892414A (en) | 1988-07-05 | 1990-01-09 | Minigrip, Inc. | Bags with reclosable plastic fastener having automatic sealing gasket means |
| US5417035A (en) | 1988-09-06 | 1995-05-23 | Kcl Corporation | Apparatus and method for manufacture flexible reclosable containers |
| US5188461A (en) | 1988-10-17 | 1993-02-23 | Schurpack, Inc. | Packing, method of manufacturing same, and strip material therefor |
| DK576888D0 (da) | 1988-10-17 | 1988-10-17 | Schur Int As Brdr | Fremgangsmaade ved fremstilling af poseemballager med oprivelig svejselukning, saadanne emballager med genlukningsprofildele, samt hjaelpemateriale til brug ved denne fremstilling |
| CA1334955C (en) | 1988-11-21 | 1995-03-28 | Kenneth R. Makowka | Tamper-evident sealing system for envelope and method of making same |
| US4969309A (en) | 1989-01-27 | 1990-11-13 | Kramer & Grebe Canada, Ltd. | Method and apparatus for producing resealable packages |
| JPH07100041B2 (ja) | 1989-02-20 | 1995-11-01 | ワイケイケイ株式会社 | 装飾務歯をもったスライドファスナーの製造方法 |
| US4941307A (en) | 1989-04-24 | 1990-07-17 | Zip-Pak Incorporated | Zipper guide system for form tooling |
| US5067822A (en) | 1989-04-24 | 1991-11-26 | Reynolds Consumer Products, Inc. | Method of forming recloseable packages, profiles used therein, and packages produced thereby |
| CA2019761C (en) | 1989-06-30 | 2000-04-25 | Gerald O. Hustad | Tamper-evident, flexible, reclosable packages |
| US4909017B1 (en) | 1989-07-28 | 1999-02-09 | Minigrip Inc | Reclosable bag material method and apparatus |
| US4971454A (en) | 1989-11-16 | 1990-11-20 | Kcl Corporation | Reclosable bag having a top closure attached to a bag body composed of multiple thermoplastic layers |
| US5116301A (en) | 1989-11-30 | 1992-05-26 | Lps Industries, Inc. | Method of making a double zipper pouch |
| DE3941183A1 (de) | 1989-12-13 | 1991-06-20 | Multivac Haggenmueller Kg | Verpackungsmaschine zum herstellen einer ein produkt aufnehmenden wiederverschliessbaren packung |
| US5071689A (en) | 1990-01-08 | 1991-12-10 | Zip-Pak Incorporated | Hinged zipper |
| US5024537A (en) | 1990-01-08 | 1991-06-18 | Zip-Pak Incorporated | Tape carried pre-cut zipper |
| US5027584A (en) | 1990-01-12 | 1991-07-02 | Illinois Tool Works, Inc. | Method and apparatus for unfolding folded zipper film |
| US5014498A (en) | 1990-01-12 | 1991-05-14 | Illinois Tool Works | Web control means and method for bag making machine |
| US4974395A (en) | 1990-01-22 | 1990-12-04 | Zip-Pak Incorporated | Zipper guide and spreader device for form, fill and seal machines |
| US5042224A (en) | 1990-02-01 | 1991-08-27 | Zip-Pak Incorporated | Zipper tracking in form, fill and seal package machines |
| US4993212A (en) | 1990-02-01 | 1991-02-19 | Zip-Pak Incorporated | Method and apparatus for guiding a zippered film in form, fill and seal package making machines |
| US5085031A (en) | 1990-02-15 | 1992-02-04 | Zip-Pak Incorporated | Transverse zipper application for horizontal form, fill and seal machine |
| US5063639A (en) | 1990-02-23 | 1991-11-12 | Zip-Pak Incorporated | Zippered closure for packages |
| US5072571A (en) | 1990-02-26 | 1991-12-17 | Zip-Pak Incorporated | Zippered film plural sheet strip guide system and method for zippered film for form, fill and seal package making machines |
| US5010627A (en) | 1990-03-07 | 1991-04-30 | Mobil Oil Corporation | Foldable plastic slider and method of assembly with a plastic reclosable fastener |
| US5405629A (en) | 1990-04-05 | 1995-04-11 | Oscar Mayer Foods Corporation | Multi-seal reclosable flexible package for displaying thinly sliced food products |
| US5096516A (en) | 1990-04-09 | 1992-03-17 | Zip-Pak, Incorporated | Method of making dual reuseable pouches |
| US5147272A (en) | 1990-04-27 | 1992-09-15 | Kapak Corporation | Method of making a vented pouch |
| US5254073A (en) | 1990-04-27 | 1993-10-19 | Kapak Corporation | Method of making a vented pouch |
| US5157811A (en) * | 1990-05-09 | 1992-10-27 | Package Machinery Company Bodolay/Pratt Division | Reclosable strip fastener with self opener |
| US5036643A (en) | 1990-05-09 | 1991-08-06 | Package Machinery Company, Bodolay/Pratt Division | Form, fill, seal and separate packaging machine for reclosable containers including means for applying zipper to web |
| US5092831A (en) | 1990-10-16 | 1992-03-03 | Hayssen Manufacturing Co. | Method of and apparatus for opening a folded web of heat-sealable packaging material prior to formation of the web into sealed reclosable packages |
| US5046300A (en) | 1990-10-19 | 1991-09-10 | Reynolds Consumer Products, Inc. | Method and apparatus for forming a reclosable package |
| US5127208A (en) | 1990-10-19 | 1992-07-07 | Reynolds Consumer Products Inc. | Method and apparatus for forming a reclosable package |
| US5063644A (en) | 1991-03-22 | 1991-11-12 | Mobil Oil Corporation | Foldable zipper slider with compression-type latch |
| US5088971A (en) * | 1991-03-22 | 1992-02-18 | Mobil Oil Corporation | Method of making protruding end stops for plastic reclosable fastener |
| US5131121A (en) | 1991-03-22 | 1992-07-21 | Mobil Oil Corporation | Protruding end stops for plastic reclosable fastener |
| US5067208A (en) * | 1991-03-22 | 1991-11-26 | Mobil Oil Corporation | Plastic reclosable fastener with self-locking slider |
| US5161286A (en) | 1991-03-22 | 1992-11-10 | Mobil Oil Corporation | End clamp stops for plastic reclosable fastener |
| TW243431B (en) | 1991-05-31 | 1995-03-21 | Gen Foods Inc | Pouch having easy opening and reclosing characteristics and method and apparatus for production thereof |
| US5247781A (en) | 1991-08-08 | 1993-09-28 | Kraft General Foods, Inc. | In-line application of closure to packaging film |
| US5211482A (en) | 1991-08-19 | 1993-05-18 | Minigrip, Inc. | Closure for post filling application to packaging |
| US5111643A (en) | 1991-08-23 | 1992-05-12 | Sun-Maid Growers Of California | Apparatus and fastener supply strip for attaching reclosable fastener to plastic bags |
| US5167608A (en) | 1991-10-07 | 1992-12-01 | Steffens Jr Leonard | Bag severing and sealing apparatus |
| US5179816A (en) | 1991-11-12 | 1993-01-19 | John Wojnicki | Apparatus for automatically forming, filling, sealing and separating film packaging from a film webbing |
| JPH05294352A (ja) | 1992-04-17 | 1993-11-09 | Idemitsu Petrochem Co Ltd | 咬合具及び咬合具付き包装用袋 |
| US5259904A (en) | 1992-05-08 | 1993-11-09 | Minigrip, Inc. | Oscillating grip strip for recloseable plastic bags and method and apparatus for making the same |
| US5564259A (en) | 1992-05-22 | 1996-10-15 | Kcl Corporation | Method and apparatus for resealable closure addition to form, fill and seal bag |
| US5505037A (en) | 1992-06-29 | 1996-04-09 | Pacmac, Inc. | Vertical form, fill and seal machine for making recloseable bags |
| US5400565A (en) | 1992-06-29 | 1995-03-28 | Pacmac, Inc. | Vertical form, fill and seal packaging machine for making recloseable product filled bags |
| US5461845A (en) | 1992-10-26 | 1995-10-31 | Yeager; James W. | Zippered film and bag |
| US5782733A (en) | 1992-10-26 | 1998-07-21 | Innoflex Incorporated | Zippered film and bag |
| US5334127A (en) | 1993-03-01 | 1994-08-02 | Bruno Edward C | Reclosable plastic bags made with open mouth and method of making open mouth bags |
| US5322579A (en) | 1993-03-30 | 1994-06-21 | Illinois Tool Works Inc. | Method of forming side seams for zippered bags or packages |
| US5273511A (en) | 1993-03-30 | 1993-12-28 | Illinois Tool Works Inc. | Method to improve welding of profiled plastic film or tape |
| US5425825A (en) | 1993-04-22 | 1995-06-20 | Rasko; George | Reclosable zipper with tamper evident feature |
| US5435864A (en) | 1993-04-22 | 1995-07-25 | Minigrip, Inc. | Reclosable zipper with tamper evident feature |
| US5383989A (en) | 1993-05-21 | 1995-01-24 | Illinois Tool Works, Inc. | Method and apparatus for manufacturing reclosable plastic bags utilizing pre-heated zipper |
| US5448807A (en) | 1993-06-10 | 1995-09-12 | Mobil Oil Corporation | Plastic end clips fused to plastic zipper |
| US5301395A (en) * | 1993-07-29 | 1994-04-12 | Mobil Oil Corporation | Plastic reclosable fastener with structure for restraining slider in closed position and for facilitating reopening fastener |
| US5403094A (en) | 1993-10-06 | 1995-04-04 | Reynolds Consumer Products, Inc. | Reclosable zipper |
| US5405478A (en) | 1993-11-22 | 1995-04-11 | Mobil Oil Corporation | Tubular plastic end stops bonded to plastic zipper |
| US5558613A (en) | 1993-12-28 | 1996-09-24 | Minigrap, Inc. | Method for reducing the variance in the forces needed to open reclosable plastic bags from within and from without |
| US5573614A (en) | 1993-12-28 | 1996-11-12 | Minigrip, Inc. | Method for stabilizing a plastic zipper during attachment to a film |
| FR2716158B1 (fr) † | 1994-02-14 | 1996-05-10 | Flexico France Sarl | Machine et procédé de conditionnement de produits dans des emballages étanches refermables. |
| US5513915A (en) | 1994-04-11 | 1996-05-07 | Reynolds Consumer Products Inc. | Closure arrangement having a breakaway seal |
| US5647671A (en) | 1994-04-11 | 1997-07-15 | Reynolds Consumer Products, Inc. | Closure arrangement having a peelable seal |
| US5486051A (en) | 1994-04-11 | 1996-01-23 | Reynolds Consumer Products Inc. | Closure arrangement having a breakaway seal |
| US5470156A (en) | 1994-04-11 | 1995-11-28 | Reynolds Consumer Products, Inc. | Closure arrangement having a peelable seal |
| US5725312A (en) | 1994-04-11 | 1998-03-10 | Reynolds Consumer Products, Inc. | Closure arrangement having a peelable seal |
| US5412924A (en) | 1994-04-11 | 1995-05-09 | Minigrip, Inc. | Method of making reclosable plastic bags on a form, fill and seal machine |
| US5431760A (en) * | 1994-05-02 | 1995-07-11 | Mobil Oil Corporation | Zipper slider insertion through split track |
| US5425216A (en) | 1994-06-06 | 1995-06-20 | Minigrip, Inc. | Method of making reclosable plastic bags on a form, fill and seal machine with open zipper profiles |
| US5442837A (en) | 1994-06-20 | 1995-08-22 | Mobil Oil Corporation | Integrated end stops for zipper slider |
| US5511884A (en) | 1994-12-05 | 1996-04-30 | Bruno; Edward C. | Recloseable plastic bag with easy open and easy reclose profiles |
| US5492411A (en) | 1995-01-18 | 1996-02-20 | Reynolds Consumer Products Inc. | Tamper evident peelable seal |
| US5557907A (en) | 1995-02-24 | 1996-09-24 | Illinois Tool Works Inc. | Transverse zipper system |
| US5551208A (en) | 1995-05-31 | 1996-09-03 | Minigrip, Inc. | Method for applying zipper to film at tube on a form-fill-and-seal |
| US5622431A (en) | 1995-06-26 | 1997-04-22 | Reynolds Consumer Products Inc. | External zipper clip for a bag |
| US5711751A (en) | 1995-07-05 | 1998-01-27 | Harmanoglu; Hikmet | Hermetic seal for a plastic bag |
| US5552202A (en) | 1995-07-11 | 1996-09-03 | Reynolds Consumer Products Inc. | Tear guide arrangement |
| EP1231155B1 (de) | 1995-08-09 | 2010-03-10 | James Worth Yeager | Verfahren zum Herstellen von wiederverschliessbaren Beuteln |
| DE19532120C1 (de) * | 1995-08-31 | 1997-02-27 | Bosch Gmbh Robert | Vorrichtung zum Herstellen von Beutelpackungen |
| US5628566A (en) | 1996-01-29 | 1997-05-13 | Reynolds Consumer Products, Inc. | Profile sealing flange |
| US5745960A (en) * | 1996-06-18 | 1998-05-05 | Walrus, Inc. | Zipper apparatus and method facilitating maintenance and repair |
| US5664296A (en) | 1996-06-26 | 1997-09-09 | Reynolds Consumer Products Inc. | Closure arrangement having a reclosable seal |
| US5749134A (en) * | 1996-07-18 | 1998-05-12 | Zemitis; Martin S. | Slide fastener repair system |
| WO1998005567A1 (en) * | 1996-08-07 | 1998-02-12 | Tenneco Packaging Inc. | Reclosable package with tamper evident feature |
| US5924173A (en) | 1996-08-16 | 1999-07-20 | Tenneco Packaging | End posts for plastic zipper |
| US5669715A (en) | 1996-08-16 | 1997-09-23 | Tenneco Packaging | Tamper-evident reclosable plastic bag with slider |
| US5833791A (en) * | 1996-08-16 | 1998-11-10 | Tenneco Packaging | Conforming end stops for a plastic zipper |
| US5682730A (en) | 1996-09-12 | 1997-11-04 | Tenneco Packaging | Plastic bag with bottom header |
| US5788378A (en) | 1996-09-27 | 1998-08-04 | Tenneco Packaging Specialty And Consumer Products Inc. | Reclosable stand-up bag |
| US5713110A (en) | 1996-10-01 | 1998-02-03 | D. Swarovski & Co. | Zipper closure with decorative stones |
| US5906438A (en) | 1996-11-15 | 1999-05-25 | Profile Packaging, Inc. | Flexible pouch-type package having recloseable closure |
| US5871281A (en) * | 1996-11-25 | 1999-02-16 | Kcl Corporation | Zipper slider pivoting wedge |
| US5851070A (en) | 1996-12-05 | 1998-12-22 | Tenneco Packaging Inc. | Seals for plastic bags |
| US5713669A (en) | 1996-12-05 | 1998-02-03 | Tenneco Packaging | Plastic bag with zipper slider captured in pocket |
| US5956815A (en) | 1997-05-19 | 1999-09-28 | Kcl Corporation | Slider zipper recloseable fastener |
| US6003582A (en) * | 1997-07-17 | 1999-12-21 | Hudson-Sharp Machine Co. | Apparatus for applying reclosable fasteners to a web of film |
| US5896627A (en) | 1997-09-26 | 1999-04-27 | Tenneco Packaging Inc. | High-strength slider for a reclosable bag |
| US5956924A (en) | 1997-11-07 | 1999-09-28 | Rcl Corporation | Method and apparatus for placing a product in a flexible recloseable container |
| US6216423B1 (en) | 1997-11-07 | 2001-04-17 | Huntsman Kcl Corporation | Method and apparatus for placing a product in a flexible recloseable container |
| FR2773679B1 (fr) | 1998-01-16 | 2000-04-07 | Flexico France Sarl | Sachet comprenant des profiles de fermeture complementaires actionnes par curseur, ainsi que procede, machine et film pour sa production |
| US6138436A (en) | 1998-01-28 | 2000-10-31 | Illinois Tool Works, Inc. | Feeding of horizontal form-fill-and-seal zipper machine |
| US6178722B1 (en) | 1998-06-08 | 2001-01-30 | Illinois Tool Works, Inc. | Application system for sliders at form-fill-seal machine |
| US5953796A (en) | 1998-06-08 | 1999-09-21 | Illinois Tool Works Inc. | Slide zipper assembly |
| US5938337A (en) | 1998-10-13 | 1999-08-17 | Tenneco Packaging Inc. | Bottom filled, bottom-gusseted bag and method of making the same |
| US6327754B1 (en) | 1999-05-10 | 2001-12-11 | Pactiv Corporation | Fastener with slider thereon for use in manufacturing recloseable bags |
| US6292986B1 (en) | 1999-05-10 | 2001-09-25 | Alexander R. Provan | Assembly and accumulation of sliders for profiled zippers |
| US6360513B1 (en) | 1999-05-11 | 2002-03-26 | Sargento Foods Inc. | Resealable bag for filling with food product(s) and method |
| US6138439A (en) | 1999-05-21 | 2000-10-31 | Illinois Tool Works Inc. | Methods of making slide-zippered reclosable packages on horizontal form-fill-seal machines |
| US6412254B1 (en) | 1999-06-11 | 2002-07-02 | Reynolds Consumer Products Inc. | Resealable package having slider device, tamper-evident structure, and methods of manufacturing |
| US6212857B1 (en) | 1999-07-26 | 2001-04-10 | Illinois Tool Works Inc. | Slide-zipper assembly, method of attaching slide-zipper assembly to thermoplastic film, and method of making slide-zippered packages |
| BRPI0404834B1 (pt) | 2004-11-05 | 2009-01-13 | abraÇadeira para uso em operaÇÕes de prospecÇço de petràleo no fundo do mar. |
-
1999
- 1999-05-10 US US09/307,937 patent/US6286189B1/en not_active Ceased
-
2000
- 2000-05-05 KR KR1020017000345A patent/KR20010053458A/ko not_active Application Discontinuation
- 2000-05-05 ES ES00930367T patent/ES2261203T3/es not_active Expired - Lifetime
- 2000-05-05 DE DE60035535T patent/DE60035535T3/de not_active Expired - Lifetime
- 2000-05-05 ES ES05008913T patent/ES2282944T3/es not_active Expired - Lifetime
- 2000-05-05 AU AU48200/00A patent/AU4820000A/en not_active Abandoned
- 2000-05-05 AT AT06001558T patent/ATE366526T1/de not_active IP Right Cessation
- 2000-05-05 AT AT05008913T patent/ATE356558T1/de not_active IP Right Cessation
- 2000-05-05 EP EP05008913A patent/EP1554944B1/de not_active Expired - Lifetime
- 2000-05-05 CA CA002336693A patent/CA2336693C/en not_active Expired - Lifetime
- 2000-05-05 DE DE60037289T patent/DE60037289T3/de not_active Expired - Lifetime
- 2000-05-05 EP EP06001558A patent/EP1654949B2/de not_active Expired - Lifetime
- 2000-05-05 AT AT00930367T patent/ATE322188T1/de not_active IP Right Cessation
- 2000-05-05 WO PCT/US2000/012183 patent/WO2000067603A1/en active IP Right Grant
- 2000-05-05 EP EP04022558A patent/EP1488716B1/de not_active Revoked
- 2000-05-05 JP JP2000616643A patent/JP4623834B2/ja not_active Expired - Lifetime
- 2000-05-05 ES ES04022558T patent/ES2270250T3/es not_active Expired - Lifetime
- 2000-05-05 EP EP06016369A patent/EP1714574B2/de not_active Expired - Lifetime
- 2000-05-05 IL IL14042800A patent/IL140428A0/xx unknown
- 2000-05-05 EP EP00930367A patent/EP1119268B1/de not_active Expired - Lifetime
- 2000-05-05 EP EP06016376A patent/EP1721538A1/de not_active Withdrawn
- 2000-05-05 DE DE60027125T patent/DE60027125T2/de not_active Expired - Lifetime
- 2000-05-05 DE DE60033978T patent/DE60033978T2/de not_active Expired - Lifetime
- 2000-05-05 DE DE60030015T patent/DE60030015T2/de not_active Revoked
- 2000-05-05 AT AT04022558T patent/ATE335422T1/de not_active IP Right Cessation
-
2001
- 2001-01-17 US US09/761,174 patent/US6347437B2/en not_active Expired - Lifetime
-
2003
- 2003-08-29 US US10/652,572 patent/USRE44934E1/en not_active Expired - Lifetime
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60037289T3 (de) | Wiederverschließbarer Beutel mit Reißverschluss | |
| DE60034090T2 (de) | Reissverschluss und Verfahren zu dessen Anbringen an einer schlauchförmigen Folie in einer Form-Füll-Siegelmaschine | |
| DE69736672T2 (de) | Beutel mit material für befestigungsstreifen und herstellungsverfahren dafür | |
| DE69935635T2 (de) | Befestigungselement für eine Kunststofftasche | |
| DE69905989T2 (de) | Reissverschluss mit Schieber und Gehäuse, und Beutel mit Reissverschluss | |
| DE60113942T2 (de) | Wiederverschliessbare Versiegelung, Verpackung und Verfahren | |
| DE60006115T2 (de) | System zur herstellung einer wiederverschliessbaren verpackung mit schieber und originalitätsreissverschluss, und verfahren zu deren herstellung | |
| DE602004001604T2 (de) | Wiederverschliessbare Packungen, Herstellungsverfahren dafür, hergestelltes Produkt und Reissverschluss mit Schieber | |
| DE602005002514T2 (de) | Mehrschichtiger Beutel mit einem Reisverschluss mit Schieber | |
| DE60306984T2 (de) | Reissverschluss mit Endanschlägen für Schieber | |
| EP1247747A2 (de) | Seitenfaltenbeutel oder -sack aus flexiblem schweissbarem Material | |
| DE2818713A1 (de) | Wieder verschliessbarer beutel und verfahren und einrichtung zur herstellung desselben | |
| DE60105642T2 (de) | Verfahren zur herstellung eines doppelkammerbeutels | |
| DE60215436T2 (de) | Verfahren und Vorrichtung zum Zuführen von Reissverschluss mit Schieber | |
| EP3023350B1 (de) | Frontslider-beutel mit stanzgriff und folienbeutelrohling zu dessen bildung | |
| CA2484199C (en) | Zipper and zipper arrangements and methods of manufacturing the same | |
| DE2161257A1 (de) | Verfahren zum herstellen von zu einem block zu stapelnden beuteln aus thermoplastischer kunststoffolie | |
| WO1998017544A1 (de) | Verpackung mit folienventil | |
| MX2007014395A (es) | Metodo y dispositivo para producir bolsas de lamina | |
| WO1997015496A1 (de) | Vertikales form-füll- und siegelverfahren zur herstellung von fliessmittelpackungen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 8363 | Opposition against the patent |