EP0666332A1 - High tensile strength steel having superior fatigue strength and weldability at welds and method for manufacturing the same - Google Patents
High tensile strength steel having superior fatigue strength and weldability at welds and method for manufacturing the same Download PDFInfo
- Publication number
- EP0666332A1 EP0666332A1 EP94923079A EP94923079A EP0666332A1 EP 0666332 A1 EP0666332 A1 EP 0666332A1 EP 94923079 A EP94923079 A EP 94923079A EP 94923079 A EP94923079 A EP 94923079A EP 0666332 A1 EP0666332 A1 EP 0666332A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- high tensile
- weld
- tensile steel
- steel
- fatigue strength
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/021—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a particular fabrication or treatment of ingot or slab
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0231—Warm rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
Definitions
- the present invention relates to a high tensile steel, having excellent fatigue strength at its weld and weldability, for shipbuilding, offshore structures, bridges, and the like and a process for producing the same.
- a high-strength thin steel sheet having excellent fatigue properties in spot welding comprising C: not more than 0.3%, Si: 0.7 to 1.1%, Mn: not more than 2.0%, P: not more than 0.16%, and sol. Al: 0.02 to 0.1%, is disclosed.
- Japanese Unexamined Patent Publication (Kokai) No. 3-264645 in order to attain good stretch-flange ability, fatigue properties, and resistance weldability by advantageously forming clean polygonal ferrite by Si, strengthening and improving the hardenability of a steel by B, a high-strength thin steel sheet having excellent stretch-flange ability and other properties, comprising C: 0.01 to 0.2%, Mn: 0.6 to 2.5%, Si: 0.02 to 1.5%, B: 0.0005 to 0.1%, and the like, is disclosed.
- a very low carbon steel plate having a good spot weldability comprising C: not more than 0.006%, Mn: not more than 0.5%, Al: not more than 0.05%, and 0.001 to 0.100% in total of at least one member selected from Ti and/or Nb in a solid solution form exclusive of a nitride and a sulfide, is disclosed.
- the thin steel sheets disclosed in Japanese Unexamined Patent Publication (Kokai) Nos. 62-10239 and 3-264645 are those of which the applications are mainly limited to base materials of wheels and disks for automobiles, and these steel sheets are quite different from steel plates used in shipbuilding and offshore structures, contemplated in the present invention, in applications, plate thickness, and use. Therefore, the findings associated with these steel sheets, as such, cannot be applied to the steel plates. Also regarding steel chemical compositions, the thin steel sheet disclosed in Japanese Unexamined Patent Publication (Kokai) No.
- spot welding is a kind of resistance welding and used mainly in welding of thin steel sheets having a sheet thickness in the range of from about 0.5 to 3.5 mm after forming, for example, welding of thin steel sheets for members of automobiles.
- spot welding portions to be welded are clamped between electrodes, and a large current is passed through the assembly for a short time.
- the spot welding is different from arc welding used in welding of high-tensile steel plates, having a thickness of not less than 6 mm, as materials for shipbuilding, offshore structures, bridges, and the like in welding process, such as shape of electrodes, use or not of welding materials, and welding conditions, as well as in the shape of the weld, the weld residual stress, and the like, resulting in a difference in factors governing the fatigue strength between both the welding methods.
- the fatigue strength could be improved in spot welding, the findings for spot welding, as such, cannot be applied to arc welding.
- Japanese Examined Patent Publication (Kokoku) No. 3-56301 describes a spot weld of a very low carbon steel sheet and aims to regulate the hardness distribution at a spot weld.
- B is added to refine the structure and prevent grain growth.
- the upper limit of the amount of B added is set from the viewpoint of preventing a deterioration in material, and no study is made of the weldability.
- An object of the present invention is to improve the fatigue strength of a weld of structural members, particularly a weld formed by arc welding.
- Another object of the present invention is to improve the fatigue strength of structural members at their welds, particularly a weld heat affected zone (hereinafter referred to as "HAZ") of structural members by regulating the HAZ micro-structure of the as-welded structural members.
- HAZ weld heat affected zone
- a further object of the present invention is to provide a high-tensile steel plate having weldability good enough to stop weld cracking upon welding.
- a further object of the present invention is to provide a process for producing a high-tensile steel plate which can attain the above object.
- the present invention provides the following high-tensile steel plate.
- the ferritic micro-structure fraction is higher than 20% and the bainite micro-structure fraction is lower than 80%, the fatigue cracking is likely to start from grain boundary ferrite or a soft ferritic micro-structure, such as ferrite side plate, so that the fatigue strength is not improved.
- the hardenability is high, the martensitic micro-structure fraction is higher than 20% and the bainite micro-structure fraction is lower than 80%, the fatigue cracking starts at the grain boundary in the interface of a hard martensitic micro-structure. In this case as well, no improvement in fatigue strength can be attained.
- the present invention by virtue of the above effects (1) and (2), provides a high-tensile steel sheet having improved fatigue strength and weldability, and further provides a high-tensile steel sheet having a higher fatigue strength by a combination of the effects (1) and (2) with the effect (3).
- the addition of Cu and Mo is advantageous for further strengthening the ferritic micro-structure in HAZ by solid solution strengthening and, at the same time, improving the hardenability.
- the addition of Nb is useful for inhibiting the recrystallization of ferrite in a temperature region which does not recrystallize during rolling and, at the same time, improving the hardenability
- the addition of Ti is useful for inhibiting the coarsening of the grain diameter of austenite.
- Ca and REM is useful for fixing sulfides causative of fatigue cracking and improving the ductility.
- the present invention provides a high-tensile steel, characterized by comprising, by weight, C: 0.03 to 0.20%, Si: 0.6 to 2.0%, Mn: 0.6 to 2.0%, Al: 0.01 to 0.08%, N: 0.002 to 0.008%, and B: not more than 0.0020% with the balance consisting of Fe and unavoidable impurities.
- the present invention provides a high-tensile steel comprising the above chemical compositions and further comprising at least one optional element selected from Cu: 0.1 to 1.5%, Mo: 0.05 to 0.5%, Ni: 0.1 to 3.0%, Cr: 0.1 to 1.0%, V: 0.01 to 0.10%, Nb: 0.005 to 0.06%, Ti: 0.005 to 0.05%, Ca: 0.0005 to 0.0050%, and REM: 0.0005 to 0.0050%. Furthermore, the present invention provides a high-tensile steel, having excellent fatigue strength at its weld and weldability, comprising the above elements, the bainite micro-structure fraction of HAZ being not less than 80%.
- C is an element which serves to increase the strength of the base material, and the addition thereof in a large amount is preferred from the viewpoint of increasing the strength of the base material.
- the upper limit of the C content is 0.20%.
- the C content is excessively low, it becomes difficult to ensure the strength of the base material and, at the same time, the hardenability of the weld is deteriorated, leading to the formation of grain boundary pro-eutectoid ferrite harmful to the fatigue strength.
- the C content is less than 0.03%, no micro-structure favorable for an improvement in fatigue strength can be formed. For this reason, the lower limit of the C content is 0.03%.
- Si is a solid-solution strengthening element which does not significantly increase the hardenability. Si strengthens the micro-structure by solid-solution strengthening, inhibits dislocation motion, and inhibits fatigue cracking. Further, Si is known to reduce the stacking fault energy of the steel plate micro-structure and reduce the cross slip. Therefore, when plastic deformation is repeatedly applied to a steel plate, Si inhibits the crossing and localization of dislocation slip lines and enhances the reversibility of the plastic deformation to inhibit cracking. For this reason, Si is indispensable for improving the fatigue strength.
- the Si content is less than 0.6%, the effect of solid-solution strengthening and stacking fault energy reduction is so small that an improvement in fatigue strength cannot be expected. For this reason, the lower limit of the Si content is 0.6%.
- the Si is added in an amount exceeding 2.0%, the surface appearance is deteriorated due to the occurrence of red scale, increasing the fatigue cracking source and, at the same time, deteriorating the toughness. For this reason, the upper limit of the Si content is 2.0%.
- Mn is an element which serves to increase the strength of the base material without a significant loss of toughness.
- the lower limit of the Mn content is 0.6%.
- Mn is added in an amount exceeding 2.0%, the toughness of the weld is lowered and, at the same time, the weldability and the ductility are deteriorated. For this reason, the upper limit of the Mn content is limited to 2.0%.
- Al is necessary as a deoxidizing element, and when the amount of Al added is less than 0.01%, the deoxidizing effect cannot be expected. On the other hand, when Al is added in an amount exceeding 0.08%, large amounts of oxides and nitrides of Al are formed, deteriorating the toughness of the weld. For this reason, the upper limit of the Al content is 0.08%.
- N when Ti is added, combines with Ti to inhibit the growth of austenite grains in HAZ. When N is less than 0.002%, this effect cannot be expected. For this reason, the lower limit of the N content is 0.002%. On the other hand, the addition of N in an excessive amount increases the amount of N in a solid solution form and lowers the HAZ toughness, so that the upper limit of the N content is 0.008%.
- B serves to improve the hardenability of the HAZ micro-structure and, at the same time, to inhibit the formation of grain boundary ferrite as a fatigue crack origin.
- weld cracking such as root cracking and toe cracking.
- the effect is saturated when the B content is 0.0020%.
- the upper limit of the amount of B added is 0.0020%.
- the upper limit of the B content is 0.0005% from the viewpoint of having substantially no effect on the susceptibility to cold cracking.
- P and S are impurity elements. The lower the contents of these elements, the better the results.
- the upper limits of P and S each are preferably 0.020% when the toughness of the base material and the weld is taken into consideration in the case of P and when the toughness of the base material and the weld and, at the same time, a lowering in ductility in the through-thickness direction, are taken into consideration in the case of S.
- Cu and Mo serve to improve the hardenability of the base material and HAZ. These elements are rather useful for reinforcing a ferrite matrix through solid-solution strengthening as with Si.
- the lowering of stacking fault energy by Cu and Mo is smaller than that by Si, and the effect of Cu and Mo is not significant when the amounts of Cu and Mo added are less than 0.1% and less than 0.05%, respectively. For this reason, the lower limits of the Cu and Mo contents are 0.1% and 0.05%, respectively.
- the amount of Cu and Mo added exceeds 1.5% and 0.5%, respectively, the hardenability is so high that martensite is formed to unfavorably lower the fatigue strength. For this reason, the upper limits of the Cu and Mo contents are 1.5% and 0.5%, respectively.
- Ni, Cr, and V are elements which serve to improve the hardenability of the base material and HAZ.
- the lower limits of the Ni, Cr, and V contents are respectively 0.1%, 0.1%, and 0.01% from the viewpoint of attaining the effects of these elements.
- the addition of these elements in excessive amounts facilitates the formation of lower bainite and martensitic micro-structure and rather lowers the fatigue strength of the weld.
- the upper limits of the Ni, Cr, and V contents are 3.0%, 1.0%, and 0.10%, respectively.
- Nb has the effect of increasing the strength of the base material and, at the same time, improving the hardenability. Further, when controlled rolling and controlled cooling are applied in the production of a steel plate, the addition of Nb in an amount of not less than 0.005% is preferred for the purpose of increasing the temperature region which does not recrystallize to inhibit the recrystallization during rolling, thereby enabling controlled rolling to be carried out in a wide temperature region. The incorporation of Nb in a large amount, however, deteriorates the toughness of HAZ. For this reason, the upper limit of the Nb content is 0.06%.
- Ti combines with N to form TiN which refines the HAZ micro-structure to improve the toughness of HAZ.
- the addition of Ti in an amount of not less than 0.005% is necessary.
- the addition of Ti in an amount exceeding 0.05% saturates the effect. For this reason, the lower limit and the upper limit of the Ti content are 0.005% and 0.05%, respectively.
- Ca serves to fix sulfides as a fatigue crack source to improve the ductility. Further, it can prevent the occurrence of fatigue failure starting at the sulfides.
- the amount of Ca added is not more than 0.0005%, this contemplated effect cannot be expected.
- the Ca content exceeds 0.0050%, the toughness is lowered. For this reason, the lower limit and the upper limit of the Ca content are 0.0005% and 0.0050%, respectively.
- REM serves to fix sulfides as a fatigue crack source to improve the ductility. Further, it can prevent the occurrence of fatigue failure starting at the sulfides.
- REM's are rare earth elements which have the same effect. Among REM's, La, Ce, and Y are representative examples.
- REM In order to attain the contemplated effect by the addition of REM, it is necessary to add REM in a total amount of not less than 0.0005%.
- the addition of REM in a total amount exceeding 0.0050% however, saturates the effect and, at the same time, is not cost-effective. For this reason, the lower limit and the upper limit of the total amount of REM added are 0.0005% and 0.0050%, respectively.
- Steels contemplated in the present invention are mainly high-tensile steels having a tensile strength of not less than 490 MPa, and steel plates having various strengths may be produced by applying the following production processes.
- a steel ingot should be austenitized to 100% prior to hot rolling.
- the steel ingot may be heated to the Ac3 point or above.
- heating of the steel ingot to a temperature above 1250°C coarsens austenite grains to increase the grain diameter after rolling, deteriorating properties of the base material, such as strength and toughness. For this reason, the heating temperature is limited to between the Ar3 point and 1250°C.
- a high-tensile steel can be stably provided at a low cost.
- the hot rolling is terminated in a recrystallization temperature region and then spontaneously cooled.
- lack of strength often occurs when the plate thickness is large or the amount of the added elements is small.
- a production process using controlled rolling can provide a high-tensile steel having high strength and toughness.
- introduction of a deformation band within austenite grains by rolling to increase the number of ferrite nuclei followed by spontaneous cooling is useful.
- the introduction of the deformation band requires hot rolling in an unrecrystallization temperature region with a cumulative reduction ratio of not less than 40%.
- the cumulative reduction ratio exceeds 90%, the toughness of the base material is unfavorably lowered. For this reason, the cumulative reduction ratio is limited to 40 to 90%.
- a high-tensile steel can be provided which has higher strength than the steel prepared by the production process using controlled rolling alone.
- cooling should be carried out at a rate of not less than 1°C/sec.
- the cooling rate exceeds 60°C/sec, the increase in strength is saturated and the toughness is unfavorably lowered. For this reason, the cooling rate is limited to 1 to 60°C/sec.
- the temperature at which the transformation is completed is 600°C or below
- the cooling termination temperature is limited to 600°C to room temperature because a liquid at room temperature or above is usually employed as the cooling medium.
- a high-tensile steel can be provided which has higher strength and toughness than the steel prepared by the production process using a combination of controlled rolling with accelerated cooling.
- it is useful to recover the deformed micro-structure by decreasing the lattice defect density through the annihilation of dislocations and coalescence.
- the tempering temperature is below 300°C, these effects cannot be expected.
- the tempering temperature and time are limited to between 300°C and the Ac1 point and from 10 to 120 min, respectively.
- the accumulative reduction ratio in recrystallization region is a reduction ratio defined by (h0 - h1)/h0
- the accumulative reduction ratio in the unrecrystallization region is a reduction ratio defined by (h1 - h2)/h1
- h0 represents slab thickness (mm)
- h1 represents plate thickness (mm) after rolling in recrystallization temperature region or plate thickness (mm) before rolling in unrecrystallization temperature region
- h2 represents plate thickness (mm) after rolling in the unrecrystallization temperature region.
- the slabs were subjected to a series of steps wherein the slab was heated to between the Ac3 point and 1250°C, held at that temperature for 60 min, hot-rolled in a recrystallization temperature region, and then spontaneously cooled, or alternatively subsequently hot-rolled, without spontaneous cooling, in an uncrystallization temperature region with a cumulative reduction ratio of 40 to 90% and then spontaneously cooled, or alternatively forcibly cooled, without spontaneous cooling, at a cooling rate of 1 to 60°C/sec to a temperature in the range of from 600°C to room temperature and then spontaneously cooled, or further heated to between the 300°C and the Ac1 point to carry out tempering thereby preparing steel plates having a final thickness of 15 mm.
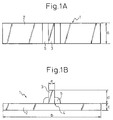
- a T-shaped fillet weld fatigue specimen 1 as shown in Fig. 1.
- numeral 2 designates a flat plate
- numeral 3 designates a rib plate.
- a fillet 4 is formed by both the plates.
- the fillet was welded.
- Numeral 5 designates a weld metal.
- the level of the amount of Si added are three.
- the steel 3 of the present invention prepared by controlled rolling with a cumulative reduction ratio of 40% in an unrecrystallization region has higher yield stress and tensile strength. Further, it was found that, although an increase in the amount of Si added gives rise to an increase in fatigue strength, it also increases the Charpy transition temperature, indicating that an optimal amount of Si added exists for putting the steel to practical use.
- the steels 4 to 16 of the present invention with at least one member selected from Cu, Mo, Ni, Cr, Nb, V, Ti, B, Ca, and REM being added thereto also had higher fatigue strength than the steels 1 to 3 of the present invention by virtue of synergistic effect of the effect of Si, solid-solution strengthening by Cu and Mo, the effect of improving the hardenability by Ni, Cr, and V, the inhibition of recrystallization by Nb, the inhibition of coarsening of grains by Ti and N, the effect of inhibiting grain boundary ferrite by B, on the inhibition of sulfides by Ca and REM.
- production processes used were ordinary rolling, controlled rolling, controlled rolling + accelerated cooling, controlled rolling + accelerated cooling + temper heat treatment.
- the comparative steel 1 is a steel wherein the amount of Si added is smaller than the Si content range of the steel of the present invention.
- the fatigue strength is improved when the amount of Si added falls within the Si content range of the steel of the present invention.
- the fatigue strength is higher than that of the comparative steel 1.
- the comparative steels 2 to 8 have excessively high hardenability and form a martensitic micro-structure to lower the bainite micro-structure fraction, so that the fatigue strength is lower than that of the steels of the present invention.
- the fatigue strength while ensuring the weldability of steel plates, can be improved by adding particular elements to regulate the micro-structure of heat affected zone, and the use of the steel of the present invention can improve the reliability of welded structures with respect to fatigue failure.
Abstract
A method for manufacturing a high tensile strength steel by normally hot rolling or control rolling following the hot rolling of a high tensile strength steel or a slab made thereof containing, in terms of weight %, 0.03 to 0.20 % of C, 0.6 to 2.0 % of Si, 0.6 to 2.0 % of Mn, 0.01 to 0.08 % of Al, 0.0020 % or less of B, 0.002 to 0.008 % or less of N, and, as required, at least one of Cu, Mo, Ni, Cr, Nb, V, Ti, Ca and REM, as well as the remaining portion of Fe and unavoidable impurities, wherein generation of fatigue cracks as welded is restrained at portions of this steel which are affected by welding heat, and development of cracks, if generated, is prevented or restrained.
Description
- The present invention relates to a high tensile steel, having excellent fatigue strength at its weld and weldability, for shipbuilding, offshore structures, bridges, and the like and a process for producing the same.
- Recently, with an increase in size of structures, a reduction in weight of structural members has become important. In order to realize this, an effort has been made to increase the tensile strength of a steel used in the structures. Since, however, ships, offshore structures, bridges, and the like repeatedly undergo loading during use, consideration should be given to the prevention of fatigue failure. Welds are sites where a fatigue fracture is most likely to occur, which has led to a demand for an improvement in fatigue strength at the weld.
- Up to now, the factors governing the fatigue strength at the weld and an improvement in the fatigue strength have been studied, and an improvement in fatigue strength at the weld has been primarily attempted by mechanical factors, such as a reduction in stress concentration through an improvement in the shape of the toe of the weld such as shaping of the toe of weld by grinding using a grinder or heat-remelting of the final layer of the weld bead, or shot peening treatment or other treatments for creating compressive stress at the toe of weld (Japanese Unexamined Patent Publication (Kokai) Nos. 59-110490 and 1-301823 and the like). Further, it is well known that the effect of reducing the residual stress can be attained by post-weld heat treatment.
- On the other hand, a proposal has been made wherein the fatigue strength at a weld is improved by taking advantage of chemical compositions of steel products without use of the above special execution and post-weld heat treatment.
- In Japanese Unexamined Patent Publication (Kokai) No. 62-10239, in order to prevent a deterioration in fatigue properties at a spot weld even in the case of high C and high Mn levels by increasing the Si content and specifying the amounts of C and P added, a high-strength thin steel sheet having excellent fatigue properties in spot welding, comprising C: not more than 0.3%, Si: 0.7 to 1.1%, Mn: not more than 2.0%, P: not more than 0.16%, and sol. Al: 0.02 to 0.1%, is disclosed.
- In Japanese Unexamined Patent Publication (Kokai) No. 3-264645, in order to attain good stretch-flange ability, fatigue properties, and resistance weldability by advantageously forming clean polygonal ferrite by Si, strengthening and improving the hardenability of a steel by B, a high-strength thin steel sheet having excellent stretch-flange ability and other properties, comprising C: 0.01 to 0.2%, Mn: 0.6 to 2.5%, Si: 0.02 to 1.5%, B: 0.0005 to 0.1%, and the like, is disclosed.
- In Japanese Unexamined Patent Publication (Kokai) No. 3-56301, in order to advantageously improve the fatigue strength of a joint at its spot weld by optimizing the chemical compositions in the steel and the proportion of unrecrystallized structure in the steel sheet by adding B or the like, a very low carbon steel plate having a good spot weldability, comprising C: not more than 0.006%, Mn: not more than 0.5%, Al: not more than 0.05%, and 0.001 to 0.100% in total of at least one member selected from Ti and/or Nb in a solid solution form exclusive of a nitride and a sulfide, is disclosed.
- Among the above techniques, the techniques disclosed in Japanese Unexamined Patent Publication (Kokai) Nos. 59-110490 and 1-301823 requires special execution after welding and cannot improve the fatigue strength of the as-welded steel. The technique where heat treatment is carried out after welding requires additional steps and unfavorably complicates welding procedure. Further, the effect attained by the technique is limited.
- The thin steel sheets disclosed in Japanese Unexamined Patent Publication (Kokai) Nos. 62-10239 and 3-264645 are those of which the applications are mainly limited to base materials of wheels and disks for automobiles, and these steel sheets are quite different from steel plates used in shipbuilding and offshore structures, contemplated in the present invention, in applications, plate thickness, and use. Therefore, the findings associated with these steel sheets, as such, cannot be applied to the steel plates. Also regarding steel chemical compositions, the thin steel sheet disclosed in Japanese Unexamined Patent Publication (Kokai) No. 62-10239 specifies particularly the relationship between the C and P contents to C: less than 0.22%, P: not more than 0.16%, and C: 0.22 to 0.3% with C + 0.6P ≦ 0.31 from the viewpoint of improving the fatigue strength at its spot weld, and this publication is utterly silent on solid-solution strengthening of a ferritic structure at a weld formed by arc welding.
- Specifically, spot welding is a kind of resistance welding and used mainly in welding of thin steel sheets having a sheet thickness in the range of from about 0.5 to 3.5 mm after forming, for example, welding of thin steel sheets for members of automobiles. In the spot welding, portions to be welded are clamped between electrodes, and a large current is passed through the assembly for a short time.
- Therefore, the spot welding is different from arc welding used in welding of high-tensile steel plates, having a thickness of not less than 6 mm, as materials for shipbuilding, offshore structures, bridges, and the like in welding process, such as shape of electrodes, use or not of welding materials, and welding conditions, as well as in the shape of the weld, the weld residual stress, and the like, resulting in a difference in factors governing the fatigue strength between both the welding methods. Thus, even though the fatigue strength could be improved in spot welding, the findings for spot welding, as such, cannot be applied to arc welding.
- On the other hand, for the thin steel sheet disclosed in Japanese Unexamined Patent Publication (Kokai) No. 3-264645, B is added to improve the strength and hardenability of the steel, thereby providing a desired structure. This publication is silent on the relationship between the addition of B and the weldability. Further, no mention is made of an improvement in fatigue strength of welds besides base materials.
- Japanese Examined Patent Publication (Kokoku) No. 3-56301 describes a spot weld of a very low carbon steel sheet and aims to regulate the hardness distribution at a spot weld. In this steel sheet, B is added to refine the structure and prevent grain growth. The upper limit of the amount of B added is set from the viewpoint of preventing a deterioration in material, and no study is made of the weldability.
- An object of the present invention is to improve the fatigue strength of a weld of structural members, particularly a weld formed by arc welding.
- Another object of the present invention is to improve the fatigue strength of structural members at their welds, particularly a weld heat affected zone (hereinafter referred to as "HAZ") of structural members by regulating the HAZ micro-structure of the as-welded structural members.
- A further object of the present invention is to provide a high-tensile steel plate having weldability good enough to stop weld cracking upon welding.
- A further object of the present invention is to provide a process for producing a high-tensile steel plate which can attain the above object.
- In order to attain the above object, the present invention provides the following high-tensile steel plate.
- The fundamental concept of the present invention will now be described.
- (1) The present inventors have microscopically observed the occurrence and propagation of cracks in a fatigue specimen of a weld joint. As a result, they have found that the fatigue cracking, in many cases, occurs in a boundary between the weld metal and the HAZ where repeated stress concentrates, propagates through the HAZ and further propagates to the base materials, resulting in the failure of the specimen.
The results of the observation suggest that the HAZ micro-structure, at which fatigue cracking occurs and through which the fatigue cracking propagates, is greatly related to the fatigue strength. The fatigue occurs due to repeated motion of dislocation. These facts have led to a conclusion that, in order to improve the fatigue strength at a weld, the HAZ micro-structure should be strengthened so as to suppress the occurrence and propagation of fatigue cracking, thereby inhibiting dislocation motion.
Micro-structural strengthening methods generally include solid-solution strengthening, precipitation strengthening, and dislocation strengthening. Since the weld is rapidly heated and cooled, precipitates are also dissolved, making it impossible to strengthen the as-welded HAZ micro-structure by precipitation strengthening. Further, even though the base material could be strengthened by deformation dislocation, the dislocation density is reduced by welding, rendering the dislocation strengthening unsuitable for strengthening. In this sense, the solid-solution strengthening is effective for strengthening the HAZ micro-structure.
Elements useful for solid-solution strengthening are, in the order of effectiveness, C, N, P, Si, Cu, and Mo. For C and N, which are interstitial elements, the solid-solution strengthening effect is large. However, the influence of these elements on various properties other than solid-solution strengthening, such as hardenability, weldability, and toughness, is larger than the solid-solution strengthening effect, and mere increase in the amount of these elements added cannot lead to exclusive solid-solution strengthening of the HAZ micro-structure. P too exhibits a large solid-solution strengthening effect. Since, however, it renders grain boundaries brittle, the P content should be reduced. On the other hand, for Si, Cu, and Mo, which are substitutional elements, although the proportion of the solid-solution strengthening to the amount thereof added is lower than that for C, N, and P, these elements can be added in a larger amount than the insterstitial elements, rendering these substitutional elements useful for solid-solution strengthening. Si serves to reduce stacking fault energy and cross slip, thereby preventing the localization of the deformation at the time of repeated plastic deformation and, at the same time, enhancing the reversibility of plastic deformation to prevent cracking.
Therefore, the addition of Si is considered effective for improving the fatigue strength.
Based on the above results of studies, T-shaped fillet weld joints as shown in Fig. 1 were prepared from various high-tensile steels, which have undergone solid-solution strengthening using Si. These joints were subjected to a fatigue test, which has led to the finding described above in connection with the present invention. - (2) In the preparation of T-shaped fillet weld joints, a high-tensile steel containing a large amount of B gave rise to cold cracking in HAZ. Cold cracking in a high-tensile steel at its weld is unacceptable, and, in this case, it is, of course, expected that the application of repeated load easily gives rise to fatigue failure starting at the cold crack. The carbon equivalent Pcm, which is a measure of susceptibility to cold cracking, is expressed by the following equation.

Since, however, B serves to inhibit the formation of grain boundary ferrite causative of fatigue cracking, the amount of B added should be not more than 0.0020%, in which the inhibitory effect is saturated, when the susceptibility to cold cracking is taken into consideration. Further, when the Pcm value is high due to a combination of elements, the amount of B added is preferably limited to less than 0.0005% which has substantially no effect on the susceptibility to cold cracking.
For this reason, a premise for improving the fatigue strength of the weld is that B is limited so as to ensure the weldability.
In order to ensure weldability good enough to inhibit cold cracking, elements other than B, as described above, should be also taken into consideration in the regulation of the carbon equivalent Pcm. For example, if steel plates having a thickness of 15 mm, as described in working examples of the present application, are welded, the welding can be successfully made at room temperature by bringing the Pcm value to not more than 0.26. When the Pcm value is larger than 0.26, it is necessary to additionally provide the step of inhibiting penetration of hydrogen, the step of preheating the steel sheet, and other steps. - (3) The present inventors have microscopically made detailed observation on the occurrence and propagation of cracking of a fatigue specimen for a weld joint and, as a result, have found the relationship between the HAZ micro-structure and the fatigue strength. The HAZ micro-structure is classified according to the hardenability of the steel into ferritic micro-structure, bainite micro-structure, and martensitic micro-structure, and the HAZ micro-structure of commercially available high-tensile steels is, in many cases, a bainite micro-structure. In this case, the bainite micro-structure includes both an upper bainite structure and a lower bainite micro-structure, and the proportion of the bainite structure to the whole micro-structure as observed under a microscope is defined as the bainite micro-structure fraction.
- When the hardenability of the HAZ micro-structure is low, the ferritic micro-structure fraction is higher than 20% and the bainite micro-structure fraction is lower than 80%, the fatigue cracking is likely to start from grain boundary ferrite or a soft ferritic micro-structure, such as ferrite side plate, so that the fatigue strength is not improved. On the other hand, when the hardenability is high, the martensitic micro-structure fraction is higher than 20% and the bainite micro-structure fraction is lower than 80%, the fatigue cracking starts at the grain boundary in the interface of a hard martensitic micro-structure. In this case as well, no improvement in fatigue strength can be attained.
- Based on the above finding, it was confirmed that an improvement in fatigue strength is derived from the bainite micro-structure, and when the fraction of the bainite micro-structure is not less than 80%, the effect of improving the fatigue strength becomes significant.
- In order to bring the HAZ micro-structure to a micro-structure composed mainly of bainite, it is also useful to add suitable amounts of Ni, Cr, and V as elements for improving the hardenability of the micro-structure.
- The present invention, by virtue of the above effects (1) and (2), provides a high-tensile steel sheet having improved fatigue strength and weldability, and further provides a high-tensile steel sheet having a higher fatigue strength by a combination of the effects (1) and (2) with the effect (3).
- The addition of Cu and Mo is advantageous for further strengthening the ferritic micro-structure in HAZ by solid solution strengthening and, at the same time, improving the hardenability. Furthermore, in the present invention, the addition of Nb is useful for inhibiting the recrystallization of ferrite in a temperature region which does not recrystallize during rolling and, at the same time, improving the hardenability, and the addition of Ti is useful for inhibiting the coarsening of the grain diameter of austenite.
- Furthermore, the addition of Ca and REM is useful for fixing sulfides causative of fatigue cracking and improving the ductility.
- Specifically, the present invention provides a high-tensile steel, characterized by comprising, by weight, C: 0.03 to 0.20%, Si: 0.6 to 2.0%, Mn: 0.6 to 2.0%, Al: 0.01 to 0.08%, N: 0.002 to 0.008%, and B: not more than 0.0020% with the balance consisting of Fe and unavoidable impurities. Further, the present invention provides a high-tensile steel comprising the above chemical compositions and further comprising at least one optional element selected from Cu: 0.1 to 1.5%, Mo: 0.05 to 0.5%, Ni: 0.1 to 3.0%, Cr: 0.1 to 1.0%, V: 0.01 to 0.10%, Nb: 0.005 to 0.06%, Ti: 0.005 to 0.05%, Ca: 0.0005 to 0.0050%, and REM: 0.0005 to 0.0050%. Furthermore, the present invention provides a high-tensile steel, having excellent fatigue strength at its weld and weldability, comprising the above elements, the bainite micro-structure fraction of HAZ being not less than 80%.
-
- Fig. 1A is a plan view of a fatigue specimen of a T-shaped fillet weld joint; and
- Fig. 1B is a side view of the fatigue specimen shown in Fig. 1A.
- The best mode for carrying out the present invention will now be described in detail.
- At the outset, the reasons for the limitation of chemical compositions of a steel as a base material in the present invention will be described.
- C is an element which serves to increase the strength of the base material, and the addition thereof in a large amount is preferred from the viewpoint of increasing the strength of the base material. The addition of C in an amount exceeding 0.20%, however, lowers the toughness of the base material and the weld, resulting in deteriorated weldability. For this reason, the upper limit of the C content is 0.20%. On the other hand, when the C content is excessively low, it becomes difficult to ensure the strength of the base material and, at the same time, the hardenability of the weld is deteriorated, leading to the formation of grain boundary pro-eutectoid ferrite harmful to the fatigue strength. Thus, when the C content is less than 0.03%, no micro-structure favorable for an improvement in fatigue strength can be formed. For this reason, the lower limit of the C content is 0.03%.
- Si is a solid-solution strengthening element which does not significantly increase the hardenability. Si strengthens the micro-structure by solid-solution strengthening, inhibits dislocation motion, and inhibits fatigue cracking. Further, Si is known to reduce the stacking fault energy of the steel plate micro-structure and reduce the cross slip. Therefore, when plastic deformation is repeatedly applied to a steel plate, Si inhibits the crossing and localization of dislocation slip lines and enhances the reversibility of the plastic deformation to inhibit cracking. For this reason, Si is indispensable for improving the fatigue strength.
- When the Si content is less than 0.6%, the effect of solid-solution strengthening and stacking fault energy reduction is so small that an improvement in fatigue strength cannot be expected. For this reason, the lower limit of the Si content is 0.6%. On the other hand, when Si is added in an amount exceeding 2.0%, the surface appearance is deteriorated due to the occurrence of red scale, increasing the fatigue cracking source and, at the same time, deteriorating the toughness. For this reason, the upper limit of the Si content is 2.0%.
- Mn is an element which serves to increase the strength of the base material without a significant loss of toughness. When the Mn content is less than 0.6%, sufficient base material strength cannot be obtained. Therefore, the lower limit of the Mn content is 0.6%. On the other hand, when Mn is added in an amount exceeding 2.0%, the toughness of the weld is lowered and, at the same time, the weldability and the ductility are deteriorated. For this reason, the upper limit of the Mn content is limited to 2.0%.
- Al is necessary as a deoxidizing element, and when the amount of Al added is less than 0.01%, the deoxidizing effect cannot be expected. On the other hand, when Al is added in an amount exceeding 0.08%, large amounts of oxides and nitrides of Al are formed, deteriorating the toughness of the weld. For this reason, the upper limit of the Al content is 0.08%.
- N, when Ti is added, combines with Ti to inhibit the growth of austenite grains in HAZ. When N is less than 0.002%, this effect cannot be expected. For this reason, the lower limit of the N content is 0.002%. On the other hand, the addition of N in an excessive amount increases the amount of N in a solid solution form and lowers the HAZ toughness, so that the upper limit of the N content is 0.008%.
- B serves to improve the hardenability of the HAZ micro-structure and, at the same time, to inhibit the formation of grain boundary ferrite as a fatigue crack origin. However, if significantly deteriorates the susceptibility to weld cracking to lower the weldability, and the addition thereof gives rise to weld cracking, such as root cracking and toe cracking. The effect is saturated when the B content is 0.0020%. For this reason, the upper limit of the amount of B added is 0.0020%. When the amount of alloying elements other than B is large and the Pcm is high, the upper limit of the B content is 0.0005% from the viewpoint of having substantially no effect on the susceptibility to cold cracking.
- P and S are impurity elements. The lower the contents of these elements, the better the results. The upper limits of P and S each are preferably 0.020% when the toughness of the base material and the weld is taken into consideration in the case of P and when the toughness of the base material and the weld and, at the same time, a lowering in ductility in the through-thickness direction, are taken into consideration in the case of S.
- Cu and Mo serve to improve the hardenability of the base material and HAZ. These elements are rather useful for reinforcing a ferrite matrix through solid-solution strengthening as with Si. The lowering of stacking fault energy by Cu and Mo is smaller than that by Si, and the effect of Cu and Mo is not significant when the amounts of Cu and Mo added are less than 0.1% and less than 0.05%, respectively. For this reason, the lower limits of the Cu and Mo contents are 0.1% and 0.05%, respectively. On the other hand, when the amount of Cu and Mo added exceeds 1.5% and 0.5%, respectively, the hardenability is so high that martensite is formed to unfavorably lower the fatigue strength. For this reason, the upper limits of the Cu and Mo contents are 1.5% and 0.5%, respectively.
- Ni, Cr, and V are elements which serve to improve the hardenability of the base material and HAZ. The lower limits of the Ni, Cr, and V contents are respectively 0.1%, 0.1%, and 0.01% from the viewpoint of attaining the effects of these elements. The addition of these elements in excessive amounts facilitates the formation of lower bainite and martensitic micro-structure and rather lowers the fatigue strength of the weld. For this reason, the upper limits of the Ni, Cr, and V contents are 3.0%, 1.0%, and 0.10%, respectively.
- Nb has the effect of increasing the strength of the base material and, at the same time, improving the hardenability. Further, when controlled rolling and controlled cooling are applied in the production of a steel plate, the addition of Nb in an amount of not less than 0.005% is preferred for the purpose of increasing the temperature region which does not recrystallize to inhibit the recrystallization during rolling, thereby enabling controlled rolling to be carried out in a wide temperature region. The incorporation of Nb in a large amount, however, deteriorates the toughness of HAZ. For this reason, the upper limit of the Nb content is 0.06%.
- Ti combines with N to form TiN which refines the HAZ micro-structure to improve the toughness of HAZ. In this respect, the addition of Ti in an amount of not less than 0.005% is necessary. The addition of Ti in an amount exceeding 0.05% saturates the effect. For this reason, the lower limit and the upper limit of the Ti content are 0.005% and 0.05%, respectively.
- Ca serves to fix sulfides as a fatigue crack source to improve the ductility. Further, it can prevent the occurrence of fatigue failure starting at the sulfides. When the amount of Ca added is not more than 0.0005%, this contemplated effect cannot be expected. On the other hand, when the Ca content exceeds 0.0050%, the toughness is lowered. For this reason, the lower limit and the upper limit of the Ca content are 0.0005% and 0.0050%, respectively.
- REM, as with Ca, serves to fix sulfides as a fatigue crack source to improve the ductility. Further, it can prevent the occurrence of fatigue failure starting at the sulfides. REM's are rare earth elements which have the same effect. Among REM's, La, Ce, and Y are representative examples. In order to attain the contemplated effect by the addition of REM, it is necessary to add REM in a total amount of not less than 0.0005%. The addition of REM in a total amount exceeding 0.0050%, however, saturates the effect and, at the same time, is not cost-effective. For this reason, the lower limit and the upper limit of the total amount of REM added are 0.0005% and 0.0050%, respectively.
- The processes for producing a high-tensile steel according to the present invention will now be described.
- Steels contemplated in the present invention are mainly high-tensile steels having a tensile strength of not less than 490 MPa, and steel plates having various strengths may be produced by applying the following production processes.
- In any production process, a steel ingot should be austenitized to 100% prior to hot rolling. For austenitization, the steel ingot may be heated to the Ac₃ point or above. However, heating of the steel ingot to a temperature above 1250°C coarsens austenite grains to increase the grain diameter after rolling, deteriorating properties of the base material, such as strength and toughness. For this reason, the heating temperature is limited to between the Ar₃ point and 1250°C. In order to provide good base material properties, it is necessary to reduce the grain diameter of austenite. Heating of the steel ingot makes the grain diameter of austenite very large. Therefore, after heating, hot rolling is carried out in a recrystallization temperature region where the austenite grain diameter can be reduced (ordinary rolling: rolling at a temperature of about 900 to 1250°C with a reduction ratio of 10 to 95%).
- According to a production process using the above ordinary rolling, a high-tensile steel can be stably provided at a low cost. In this case, the hot rolling is terminated in a recrystallization temperature region and then spontaneously cooled. However, lack of strength often occurs when the plate thickness is large or the amount of the added elements is small.
- On the other hand, a production process using controlled rolling (rolling in an unrecrystallization temperature region at a temperature of about 750 to 900°C for a high-tensile steel) can provide a high-tensile steel having high strength and toughness. In this case, introduction of a deformation band within austenite grains by rolling to increase the number of ferrite nuclei followed by spontaneous cooling is useful. The introduction of the deformation band requires hot rolling in an unrecrystallization temperature region with a cumulative reduction ratio of not less than 40%. However, when the cumulative reduction ratio exceeds 90%, the toughness of the base material is unfavorably lowered. For this reason, the cumulative reduction ratio is limited to 40 to 90%.
- According to a production process using a combination of controlled rolling with accelerated cooling, a high-tensile steel can be provided which has higher strength than the steel prepared by the production process using controlled rolling alone. In this case, it is useful to conduct accelerated cooling, while keeping the C concentration of ferrite high, to a temperature at which the transformation is completed. In order to keep the C concentration of ferrite, cooling should be carried out at a rate of not less than 1°C/sec. However, when the cooling rate exceeds 60°C/sec, the increase in strength is saturated and the toughness is unfavorably lowered. For this reason, the cooling rate is limited to 1 to 60°C/sec. Although the temperature at which the transformation is completed is 600°C or below, the cooling termination temperature is limited to 600°C to room temperature because a liquid at room temperature or above is usually employed as the cooling medium.
- According to a production process comprising controlled rolling, accelerated cooling, and temper heat treatment, a high-tensile steel can be provided which has higher strength and toughness than the steel prepared by the production process using a combination of controlled rolling with accelerated cooling. In this case, it is useful to recover the deformed micro-structure by decreasing the lattice defect density through the annihilation of dislocations and coalescence. When the tempering temperature is below 300°C, these effects cannot be expected. On the other hand, when it exceeds Ac₁ point, the transformation begins rather than the recovery. For this reason, the tempering temperature and time are limited to between 300°C and the Ac₁ point and from 10 to 120 min, respectively.
- Examples of the present invention will now be described.
- In order to examine the influence of the amount of elements added, 16 steels of the present invention and 8 comparative steels, 24 steels in total, were melted, and 50 kg slabs having a size of 90 x 200 x 380 mm were cast in a laboratory. Chemical compositions and carbon equivalent of the steels under test are given in Table 1. The carbon equivalent was calculated by the above equation.
- Production conditions for individual steels (heating temperature, accumulative reduction ratio in recrystallization region, accumulative reduction ratio in unrecrystallization region, finishing temperature, cooling initiation temperature, cooling rate, cooling termination temperature, and tempering temperature) are given in Table 2.
- The accumulative reduction ratio in recrystallization region is a reduction ratio defined by


- The slabs were subjected to a series of steps wherein the slab was heated to between the Ac₃ point and 1250°C, held at that temperature for 60 min, hot-rolled in a recrystallization temperature region, and then spontaneously cooled, or alternatively subsequently hot-rolled, without spontaneous cooling, in an uncrystallization temperature region with a cumulative reduction ratio of 40 to 90% and then spontaneously cooled, or alternatively forcibly cooled, without spontaneous cooling, at a cooling rate of 1 to 60°C/sec to a temperature in the range of from 600°C to room temperature and then spontaneously cooled, or further heated to between the 300°C and the Ac₁ point to carry out tempering thereby preparing steel plates having a final thickness of 15 mm.
- The mechanical properties of the hot-rolled plates were measured. The yield stress, tensile strength, elongation at break, and Charpy impact values obtained are also given in Table 2.
- These steel plates were used to prepare a T-shaped fillet weld fatigue specimen 1 as shown in Fig. 1. In the drawing, numeral 2 designates a flat plate, and numeral 3 designates a rib plate. A
fillet 4 is formed by both the plates. The fillet was welded.Numeral 5 designates a weld metal. The specimen 1 had the dimensions a = 50 mm, b = 200 mm, c = 15 mm, d = 30 mm, and e = 15 mm. - Welding was carried out by shielded metal arc welding, and the weld heat input was 18 kJ/cm. The specimen 1 was subjected to a three-point bending fatigue test at a stress ratio R



Table 3 Steel Results of fatigue test (MPa) Fatigue strength (1x10⁵ times) Fatigue strength (2x10⁶ times) Steel of inv. 1 354 224 2 368 231 3 371 238 4 395 266 5 396 265 6 388 258 7 388 258 8 375 247 9 372 249 10 381 251 11 385 257 12 383 252 13 387 259 14 396 265 15 388 251 16 394 268 Comp. Steel 1 271 167 2 321 194 3 291 178 4 303 189 5 286 173 6 308 184 7 323 191 8 327 199 Table 4 Steel Fraction of bainite structure(%) Crack stopping temp.(°C) Steel of inv. 1 76 25 2 69 25 3 54 25 4 83 25 5 86 25 6 91 25 7 96 25 8 89 25 9 82 25 10 65 25 11 96 25 12 72 25 13 73 25 14 97 25 15 96 25 16 87 25 Comp. steel 1 28 25 2 15 50 3 73 25 4 46 25 5 34 25 6 48 25 7 67 25 8 5 75 - For the
steels steels 1 and 2 of the present invention prepared by ordinary rolling, thesteel 3 of the present invention prepared by controlled rolling with a cumulative reduction ratio of 40% in an unrecrystallization region has higher yield stress and tensile strength. Further, it was found that, although an increase in the amount of Si added gives rise to an increase in fatigue strength, it also increases the Charpy transition temperature, indicating that an optimal amount of Si added exists for putting the steel to practical use. - The
steels 4 to 16 of the present invention with at least one member selected from Cu, Mo, Ni, Cr, Nb, V, Ti, B, Ca, and REM being added thereto also had higher fatigue strength than the steels 1 to 3 of the present invention by virtue of synergistic effect of the effect of Si, solid-solution strengthening by Cu and Mo, the effect of improving the hardenability by Ni, Cr, and V, the inhibition of recrystallization by Nb, the inhibition of coarsening of grains by Ti and N, the effect of inhibiting grain boundary ferrite by B, on the inhibition of sulfides by Ca and REM. In these experiments, production processes used were ordinary rolling, controlled rolling, controlled rolling + accelerated cooling, controlled rolling + accelerated cooling + temper heat treatment. As compared with the use of ordinary rolling alone, a combination of ordinary rolling with controlled rolling provided a high-tensile steel having higher strength on the same carbon equivalent basis. Further, it is apparent that the fatigue strength of weld joints does not depend upon the yield stress of the base material and the tensile strength and the above effects including solid-solution strengthening by Si described above in connection with the present invention are indispensable for improving the fatigue strength. - On the other hand, the comparative steel 1 is a steel wherein the amount of Si added is smaller than the Si content range of the steel of the present invention. The fatigue strength is improved when the amount of Si added falls within the Si content range of the steel of the present invention.
- For the
comparative steels 2 to 8 with Cu, Mo, Ni, Cr, Nb, V, or B being added in an excessive amount, since the amount of Si added falls within a proper range, the fatigue strength is higher than that of the comparative steel 1. However, as can be understood also from the bainite micro-structure fraction given in Table 4, thecomparative steels 2 to 8 have excessively high hardenability and form a martensitic micro-structure to lower the bainite micro-structure fraction, so that the fatigue strength is lower than that of the steels of the present invention. - The addition of B in an excessive amount increased the crack stopping temperature in an oblique y-groove weld cracking test and remarkably deteriorated the weldability. By contrast, for all the steels of the present invention, the crack stopping temperature was low, indicating that the steels of the present invention have good weldability.
- According to the steel of the present invention, regarding high-tensile steels used in ships, offshore structures, bridges, and the like, the fatigue strength, while ensuring the weldability of steel plates, can be improved by adding particular elements to regulate the micro-structure of heat affected zone, and the use of the steel of the present invention can improve the reliability of welded structures with respect to fatigue failure.
Claims (11)
- A high tensile steel having excellent fatigue strength at its weld, and good weldability, characterized by comprising, by weight, C: 0.03 to 0.20%, Si: 0.6 to 2.0%, Mn: 0.6 to 2.0%, Al: 0.01 to 0.08%, N: 0.002 to 0.008%, and B: not more than 0.0020% with the balance consisting of Fe and unavoidable impurities.
- he high tensile steel according to claim 1, which further comprises at least one element selected from the group consisting of, by weight, Cu: 0.1 to 1.5% and Mo: 0.05 to 0.5%.
- The high tensile steel according to claim 1 or 2, which further comprises, by weight, Ni: 0.1 to 3.0%, Cr: 0.1 to 1.0%, V: 0.01 to 0.10%, and Nb: 0.005 to 0.06%.
- The high tensile steel according to claim 1, 2, or 3, which further comprises at least one element selected from the group consisting of, by weight, Ti: 0.005 to 0.05%, Ca: 0.0005 to 0.0050%, and REM: 0.0005 to 0.0050%.
- The high tensile steel according to claim 1, which further comprises, by weight, B: less than 0.0005%.
- A high tensile steel having excellent fatigue strength at its weld, and good weldability, characterized by comprising, by weight, C: 0.03 to 0.20%, Si: 0.6 to 2.0%, Mn: 0.6 to 2.0%, Al: 0.01 to 0.08%, N: 0.002 to 0.008%, and B: not more than 0.0020% with the balance consisting of Fe and unavoidable impurities and further comprising at least one element selected from the group consisting of Ni: 0.1 to 3.0%, Cr: 0.1 to 1.0%, V: 0.01 to 0.10%, Cu: 0.1 to 1.5%, Mo: 0.05 to 0.5%, and Nb: 0.005 to 0.06%, the weld in its heat-affected zone having a bainite micro-structure fraction of not less than 80%.
- A process for producing a high tensile steel having excellent fatigue strength at its weld, and good weldability, characterized by comprising the steps of: heating a slab comprising, by weight, C: 0.03 to 0.20%, Si: 0.6 to 2.0%, Mn: 0.6 to 2.0%, Al: 0.01 to 0.08%, N: 0.002 to 0.008%, and B: not more than 0.0020% with the balance consisting of Fe and unavoidable impurities to a temperature in the range from the Ac₃ point to 1250°C, hot-rolling the heated slab in a recrystallization temperature region, and spontaneously cooling the hot-rolled sheet.
- The process for producing a high tensile steel according to claim 7, wherein said plate prepared by hot rolling in a recrystallization temperature region is subsequently hot-rolled in an unrecrystallization temperature region with a cumulative reduction ratio of 40 to 90% and then spontaneously cooled.
- The process for producing a high tensile steel according to claim 7, wherein said plate prepared by hot rolling in a recrystallization temperature region is subsequently hot-rolled in an unrecrystallization temperature region with a cumulative reduction ratio of 40 to 90%, cooled at a rate of 1 to 60°C/sec, stopping the cooling when the temperature reaches between 600°C and room temperature, and then spontaneously cooling the plate.
- The process for producing a high tensile steel according to claim 7, wherein the plate prepared by hot rolling in a recrystallization temperature region is subsequently hot-rolled in an unrecrystallization temperature region with a cumulative reduction ratio of 40 to 90%, cooling, after the completion of hot rolling, the hot-rolled plate in the temperature range of from 600°C to room temperature at a cooling rate of from 1 to 60°C/sec, spontaneously cooling the plate, and heating the plate to between 300°C and the Ac₁ point to temper the plate.
- The process for producing a high tensile steel according to any one of claims 7 to 10, wherein said steel further comprises, by weight, Cu: 0.1 to 1.5%, Mo: 0.05 to 0.5%, Ni: 0.1 to 3.0%, Cr: 0.1 to 1.0%, V: 0.01 to 0.10%, Nb: 0.005 to 0.06%, Ti: 0.005 to 0.05%, Ca: 0.0005 to 0.0050%, and REM: 0.0005 to 0.0050%.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP19335093 | 1993-08-04 | ||
| JP193350/93 | 1993-08-04 | ||
| PCT/JP1994/001297 WO1995004838A1 (en) | 1993-08-04 | 1994-08-04 | High tensile strength steel having superior fatigue strength and weldability at welds and method for manufacturing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0666332A1 true EP0666332A1 (en) | 1995-08-09 |
| EP0666332A4 EP0666332A4 (en) | 1995-12-13 |
Family
ID=16306444
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP94923079A Withdrawn EP0666332A4 (en) | 1993-08-04 | 1994-08-04 | High tensile strength steel having superior fatigue strength and weldability at welds and method for manufacturing the same. |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP0666332A4 (en) |
| JP (1) | JP3526576B2 (en) |
| KR (1) | KR0157540B1 (en) |
| CN (1) | CN1040555C (en) |
| NO (1) | NO951288L (en) |
| WO (1) | WO1995004838A1 (en) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1996041024A1 (en) * | 1995-06-07 | 1996-12-19 | Ipsco Inc. | Steckel mill/on-line accelerated cooling combination |
| DE19632370A1 (en) * | 1996-08-10 | 1998-02-12 | Thyssen Stahl Ag | High-performance welding-suitable soft magnetic steel and its use for parts of magnetic levitation trains |
| EP1069198A1 (en) * | 1999-01-28 | 2001-01-17 | Sumitomo Metal Industries, Ltd. | Machine structural steel product |
| EP1072689A1 (en) * | 1999-07-30 | 2001-01-31 | Usinor | Process of manufacturing thin "TRIP" type steel strips and strips obtained thereby |
| US6264767B1 (en) | 1995-06-07 | 2001-07-24 | Ipsco Enterprises Inc. | Method of producing martensite-or bainite-rich steel using steckel mill and controlled cooling |
| US6309482B1 (en) | 1996-01-31 | 2001-10-30 | Jonathan Dorricott | Steckel mill/on-line controlled cooling combination |
| EP1577412A1 (en) * | 2002-12-24 | 2005-09-21 | Nippon Steel Corporation | High strength steel sheet exhibiting good burring workability and excellent resistance to softening in heat-affected zone and method for production thereof |
| US9975134B2 (en) | 2011-03-15 | 2018-05-22 | Samsung Display Co., Ltd. | Deposition mask and method of manufacturing the same |
| EP4116445A1 (en) * | 2021-07-08 | 2023-01-11 | SSAB Technology AB | Hot-rolled weather resistant steel product and method of manufacturing the same |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100401167B1 (en) * | 1998-12-29 | 2003-12-31 | 주식회사 포스코 | Bainite-based high strength steel with excellent weld toughness and manufacturing method |
| KR100431850B1 (en) * | 1999-12-28 | 2004-05-20 | 주식회사 포스코 | High strength steel having low yield ratio and method for manufacturing it |
| KR100431851B1 (en) * | 1999-12-28 | 2004-05-20 | 주식회사 포스코 | structural steel having High strength and method for menufactreing it |
| KR100380750B1 (en) * | 2000-10-24 | 2003-05-09 | 주식회사 포스코 | Method for high strength steel plate having superior toughness in weld heat-affected zone |
| KR100482215B1 (en) * | 2000-11-29 | 2005-04-21 | 주식회사 포스코 | Method for manufacturing high strength steel plate having superior toughness in weld heat-affected zone by nitriding treatment |
| KR100470647B1 (en) * | 2000-12-11 | 2005-03-07 | 주식회사 포스코 | Method for manufacturing steel plate having superior toughness in weld heat-affected zone by controlled rolling at two phase regions |
| KR100482197B1 (en) * | 2000-12-16 | 2005-04-21 | 주식회사 포스코 | Method of manufacturing high strength steel plate to be precipitating TiO and TiN by nitriding treatment for welded structures |
| KR100568362B1 (en) * | 2001-12-26 | 2006-04-05 | 주식회사 포스코 | Method for manufacturing high strength steel plate having superior toughness in weld heat-affected zone |
| KR100584763B1 (en) * | 2001-12-26 | 2006-05-30 | 주식회사 포스코 | Method for Manufacturing Fine Grain Ferritic Steel Having superior HAZ Toughness |
| KR100568361B1 (en) * | 2001-12-26 | 2006-04-05 | 주식회사 포스코 | Method for manufacturing steel plate having superior toughness in weld heat-affected zone by nitriding |
| CN100392135C (en) * | 2005-06-30 | 2008-06-04 | 宝山钢铁股份有限公司 | Ultra-high strength strip steel and its production process |
| CN100430505C (en) * | 2005-09-29 | 2008-11-05 | 宝山钢铁股份有限公司 | Superhigh-strength cold rolling band steel with anti-tensile strength above 880Mpa and its production |
| JP4825024B2 (en) * | 2006-03-09 | 2011-11-30 | 株式会社神戸製鋼所 | High-yield ratio high-tensile steel sheet with excellent fatigue crack growth suppression and weld heat-affected zone toughness |
| CN101328564B (en) * | 2007-06-21 | 2010-04-07 | 宝山钢铁股份有限公司 | Low yield ratio HT780 steel plate having superior weldability and manufacturing method thereof |
| CN101538679B (en) * | 2009-04-17 | 2010-09-29 | 钢铁研究总院 | Microalloyed easy welding nitrogen-increasing steel with |
| CN101693980B (en) * | 2009-09-30 | 2011-06-01 | 山西太钢不锈钢股份有限公司 | Flat steel and manufacture method thereof |
| CN101838768B (en) * | 2010-04-09 | 2012-08-22 | 武汉钢铁(集团)公司 | Low-temperature impact resistant steel for hot-rolling U-type steel sheet pile and production method thereof |
| CN102925799B (en) * | 2012-11-01 | 2015-08-19 | 湖南华菱湘潭钢铁有限公司 | A kind of production method of ultra-high strength steel plate |
| CN102925802B (en) * | 2012-11-01 | 2015-08-19 | 湖南华菱湘潭钢铁有限公司 | A kind of production method of ultra-high strength steel plate |
| CN102925800B (en) * | 2012-11-01 | 2015-08-19 | 湖南华菱湘潭钢铁有限公司 | A kind of production method of ultra-high strength steel plate |
| CN102925801A (en) * | 2012-11-01 | 2013-02-13 | 湖南华菱湘潭钢铁有限公司 | Production method of ultrahigh-strength steel plate |
| CN105128446B (en) * | 2015-09-01 | 2017-12-29 | 宝鸡市钛程金属复合材料有限公司 | Ti-Mo-Ni alloy composite plate and its preparation method |
| KR101758497B1 (en) * | 2015-12-22 | 2017-07-27 | 주식회사 포스코 | Steel Plate For Pressure Vessel With Excellent PWHT Resistance And Manufacturing Method Thereof |
| CN113441863B (en) * | 2020-03-24 | 2022-04-05 | 广西汽车集团有限公司 | Method for judging fatigue strength of welding seam of welding part |
| CN117344232A (en) * | 2022-06-29 | 2024-01-05 | 宝山钢铁股份有限公司 | 490 MPa-level thick steel plate with high core fatigue strength and manufacturing method thereof |
| CN115058656B (en) * | 2022-06-30 | 2023-08-11 | 马鞍山钢铁股份有限公司 | Tyre for elastic wheel serving in cold environment and heat treatment process thereof |
| CN116482139B (en) * | 2023-06-21 | 2023-09-19 | 宁德时代新能源科技股份有限公司 | Battery fatigue strength determination method, device, computer equipment and storage medium |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4279647A (en) * | 1979-06-18 | 1981-07-21 | Henrik Giflo | Construction steel exhibiting high fatigue strength |
| US4299621A (en) * | 1979-07-03 | 1981-11-10 | Henrik Giflo | High mechanical strength reinforcement steel |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55154547A (en) * | 1979-05-23 | 1980-12-02 | Gifuro Henriku | Structural steel |
| JPS57110650A (en) * | 1980-12-26 | 1982-07-09 | Kobe Steel Ltd | High strength hot rolled steel plate with superior stretch flanging property and resistance weldability |
| JPH03264645A (en) * | 1982-03-29 | 1991-11-25 | Kobe Steel Ltd | High-strength steel sheet having excellent elongation flanging property or the like |
| JP3265591B2 (en) * | 1991-08-12 | 2002-03-11 | 住友金属工業株式会社 | High-strength ERW steel pipe for automobiles with excellent weld toughness |
-
1994
- 1994-08-04 EP EP94923079A patent/EP0666332A4/en not_active Withdrawn
- 1994-08-04 JP JP50633695A patent/JP3526576B2/en not_active Expired - Fee Related
- 1994-08-04 WO PCT/JP1994/001297 patent/WO1995004838A1/en not_active Application Discontinuation
- 1994-08-04 CN CN94190577A patent/CN1040555C/en not_active Expired - Fee Related
- 1994-08-04 KR KR1019950701263A patent/KR0157540B1/en not_active IP Right Cessation
-
1995
- 1995-04-03 NO NO951288A patent/NO951288L/en not_active Application Discontinuation
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4279647A (en) * | 1979-06-18 | 1981-07-21 | Henrik Giflo | Construction steel exhibiting high fatigue strength |
| US4299621A (en) * | 1979-07-03 | 1981-11-10 | Henrik Giflo | High mechanical strength reinforcement steel |
Non-Patent Citations (2)
| Title |
|---|
| Ironmaking and Steelmaking, 20 (1993)1, p. 35 * |
| See also references of WO9504838A1 * |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6264767B1 (en) | 1995-06-07 | 2001-07-24 | Ipsco Enterprises Inc. | Method of producing martensite-or bainite-rich steel using steckel mill and controlled cooling |
| US5810951A (en) * | 1995-06-07 | 1998-09-22 | Ipsco Enterprises Inc. | Steckel mill/on-line accelerated cooling combination |
| WO1996041024A1 (en) * | 1995-06-07 | 1996-12-19 | Ipsco Inc. | Steckel mill/on-line accelerated cooling combination |
| US6309482B1 (en) | 1996-01-31 | 2001-10-30 | Jonathan Dorricott | Steckel mill/on-line controlled cooling combination |
| DE19632370A1 (en) * | 1996-08-10 | 1998-02-12 | Thyssen Stahl Ag | High-performance welding-suitable soft magnetic steel and its use for parts of magnetic levitation trains |
| DE19632370C2 (en) * | 1996-08-10 | 1998-07-02 | Thyssen Stahl Ag | High-performance welding-suitable soft magnetic steel and its use for parts of magnetic levitation trains |
| EP1069198A1 (en) * | 1999-01-28 | 2001-01-17 | Sumitomo Metal Industries, Ltd. | Machine structural steel product |
| EP1069198A4 (en) * | 1999-01-28 | 2002-02-06 | Sumitomo Metal Ind | Machine structural steel product |
| US6475305B1 (en) | 1999-01-28 | 2002-11-05 | Sumitomo Metal Industries, Ltd. | Machine structural steel product |
| FR2796966A1 (en) * | 1999-07-30 | 2001-02-02 | Ugine Sa | PROCESS FOR THE MANUFACTURE OF THIN STRIP OF TRIP-TYPE STEEL AND THIN STRIP THUS OBTAINED |
| EP1072689A1 (en) * | 1999-07-30 | 2001-01-31 | Usinor | Process of manufacturing thin "TRIP" type steel strips and strips obtained thereby |
| US6328826B1 (en) | 1999-07-30 | 2001-12-11 | Usinor | Method of fabricating “TRIP” steel in the form of thin strip, and thin strip obtained in this way |
| EP1577412A1 (en) * | 2002-12-24 | 2005-09-21 | Nippon Steel Corporation | High strength steel sheet exhibiting good burring workability and excellent resistance to softening in heat-affected zone and method for production thereof |
| EP1577412A4 (en) * | 2002-12-24 | 2006-04-12 | Nippon Steel Corp | High strength steel sheet exhibiting good burring workability and excellent resistance to softening in heat-affected zone and method for production thereof |
| US7749338B2 (en) | 2002-12-24 | 2010-07-06 | Nippon Steel Corporation | High burring, high strength steel sheet excellent in softening resistance of weld heat affected zone and method of production of same |
| US9975134B2 (en) | 2011-03-15 | 2018-05-22 | Samsung Display Co., Ltd. | Deposition mask and method of manufacturing the same |
| EP4116445A1 (en) * | 2021-07-08 | 2023-01-11 | SSAB Technology AB | Hot-rolled weather resistant steel product and method of manufacturing the same |
Also Published As
| Publication number | Publication date |
|---|---|
| WO1995004838A1 (en) | 1995-02-16 |
| CN1040555C (en) | 1998-11-04 |
| EP0666332A4 (en) | 1995-12-13 |
| NO951288L (en) | 1995-06-06 |
| NO951288D0 (en) | 1995-04-03 |
| KR0157540B1 (en) | 1998-11-16 |
| JP3526576B2 (en) | 2004-05-17 |
| CN1113391A (en) | 1995-12-13 |
| KR950703661A (en) | 1995-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0666332A1 (en) | High tensile strength steel having superior fatigue strength and weldability at welds and method for manufacturing the same | |
| JP4926406B2 (en) | Steel sheet with excellent fatigue crack propagation characteristics | |
| US6245290B1 (en) | High-tensile-strength steel and method of manufacturing the same | |
| EP3239327A1 (en) | High-strength steel plate for pressure vessel having excellent toughness after post weld heat treatment and manufacturing method thereof | |
| JP4951997B2 (en) | A method for producing a high-tensile steel sheet having a tensile strength of 550 MPa or more. | |
| US5634988A (en) | High tensile steel having excellent fatigue strength at its weld and weldability and process for producing the same | |
| JPH01230713A (en) | Production of high-strength and high-toughness steel having excellent stress corrosion cracking resistance | |
| JP3499085B2 (en) | Low Yield Ratio High Tensile Steel for Construction Excellent in Fracture Resistance and Manufacturing Method Thereof | |
| JP2005298877A (en) | Steel plate with excellent fatigue crack propagation characteristic, and its manufacturing method | |
| JP2002129281A (en) | High tensile strength steel for welding structure excellent in fatigue resistance in weld zone and its production method | |
| JP3569314B2 (en) | Steel plate for welded structure excellent in fatigue strength of welded joint and method of manufacturing the same | |
| JP3487262B2 (en) | High strength thick steel plate excellent in CTOD characteristics and method for producing the same | |
| JP2004162085A (en) | Steel plate with excellent fatigue crack propagation resistance, and its manufacturing method | |
| JPH06235044A (en) | High tensile strength steel for welding structure excellent in fatigue strength and toughness at weld heat-affected zone | |
| JP3858647B2 (en) | High strength steel excellent in low temperature joint toughness and SSC resistance and method for producing the same | |
| JPH11131177A (en) | Steel plate for medium-or ordinary-temperature pressure vessel, capable of omitting post weld heat treatment, and its production | |
| JP3462943B2 (en) | Steel sheet having high fatigue strength at welded portion and method for producing the same | |
| JP2706159B2 (en) | Method for producing low yield ratio high strength steel with good weldability | |
| JP3336877B2 (en) | Method for manufacturing thick high strength steel sheet with excellent brittle fracture arrestability and weldability | |
| JPH06240406A (en) | Steel plate with high strength and high toughness | |
| JP3367388B2 (en) | High ductility and high toughness steel sheet and manufacturing method thereof | |
| JP3541746B2 (en) | High strength thick steel plate excellent in CTOD characteristics and method for producing the same | |
| JP2546888B2 (en) | Manufacturing method of high-strength steel sheet with excellent weldability and toughness | |
| JPH0762489A (en) | High tensile strength steel excellent in fatigue property of arc welded part | |
| EP0651059B1 (en) | process for producing extra high tensile steel having excellent stress corrosion cracking resistance |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19950407 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): BE FR |
|
| A4 | Supplementary search report drawn up and despatched | ||
| AK | Designated contracting states |
Kind code of ref document: A4 Designated state(s): BE FR |
|
| 17Q | First examination report despatched |
Effective date: 19980608 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20000404 |