EP0712784A2 - Caisses en une matière en feuille et flans pour la réalisation de telles caisses - Google Patents
Caisses en une matière en feuille et flans pour la réalisation de telles caisses Download PDFInfo
- Publication number
- EP0712784A2 EP0712784A2 EP96100892A EP96100892A EP0712784A2 EP 0712784 A2 EP0712784 A2 EP 0712784A2 EP 96100892 A EP96100892 A EP 96100892A EP 96100892 A EP96100892 A EP 96100892A EP 0712784 A2 EP0712784 A2 EP 0712784A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- flaps
- box
- width
- blank
- flap
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/02—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body
- B65D5/10—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body with end closures formed by inward-folding of self-locking flaps hinged to tubular body
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/02—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body
- B65D5/0227—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body with end closures formed by inward folding of flaps and securing them by heat-sealing, by applying adhesive to the flaps or by staples
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/001—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper stackable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/02—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/02—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body
- B65D5/029—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body the tubular body presenting a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/28—Folding sheets, blanks or webs around mandrels, e.g. for forming bottoms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/26—Folding sheets, blanks or webs
- B31B50/44—Folding sheets, blanks or webs by plungers moving through folding dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2301/00—Details of blanks
- B65D2301/10—Blanks mutually positioned to minimise waste material upon cutting out the individual blank from a continuous or large sheet
Definitions
- the present invention relates to boxes of cardboard, corrugated cardboard or similar sheet material, as well as the blanks of such material for the production of said boxes and a machine for producing said boxes from said blanks.
- Such cases are used to package objects or groups of objects which are introduced therein by the cover which remains open, the closing of said cover being carried out only after introduction of said objects.
- the section of the load constituted by said objects or groups of objects is square or rectangular and adapts exactly to that of the box in which said load is introduced, so that said load is not firmly held in said box by the lateral faces thereof and that the corners of said box are protruding and empty.
- said load can move inside the box, causing instability raising handling and loading difficulties on board a means of transport.
- the protruding corners of the box are exposed to external aggressions and can be easily torn, which affects the presentation and protection of the packaged products.
- the empty corners of the box constitute a waste of sheet material, since they are useless.
- US-A-4 308 029 proposes to place an object to be packed inside said mandrel and to wind up the blank, under tension and with elastic deformation of two opposite lateral faces of the checkout.
- a package with a square section is obtained, the faces of which are exactly tangent to the walls of said object.
- the box of sheet material such as cardboard or corrugated cardboard, comprising square or rectangular lateral faces two by two connected by a fold line, said fold lines being parallel to each other, is remarkable in that it comprises at least five lateral faces.
- said box has, parallel to its bottom, a quadrangular section with cut corners. It can have eight faces and have a rectangular section with four cut corners. It may also have only six side faces, the four corners also being cut. Alternatively, the box according to the invention may have six side faces, with only two consecutive cut corners. According to another variant, the box of the invention has eight lateral faces and it has a square section with four cut corners. In the latter case, the eight side faces may be identical.
- the box according to the invention has, parallel to its bottom, a triangular section with cut corners. It can have five side faces and have a triangular section with two cut corners. It can also have six lateral faces and have a triangular section at the three cut corners.
- a blank of sheet material such as cardboard or corrugated cardboard intended for the production of the box according to the present invention and comprising a series of rectangular or square shutters connected to each other by first parallel fold lines to each other and a first set of lateral flaps arranged on one side of said series of flaps, connected thereto by second fold lines perpendicular to said first fold lines and intended to form - at least partially the bottom of said box is remarkable in that said suite has at least five components.
- this blank further comprises a second set of lateral flaps arranged on the other side of said series of flaps, connected to the latter by third fold lines perpendicular to said first fold lines and intended to form at least partially the cover of said box.
- Some flaps may not have side flaps of said first set and / or of said second set.
- At least one flap of said first set and / or of the second set has, at least in the vicinity of said second or third corresponding fold line, the shape of the section of the box obtained from said blank.
- Two flaps, respectively of said first and second sets of flaps, connected to the same flap, may be identical or different in shape.
- a flap comprising neither flap of said first set, nor flap of said second set comprises, on the other hand, a stud on its edge being on the side of said first set of flaps and a notch on its edge being on the side of said second set of flaps, so that when two boxes obtained from two such identical blanks are superimposed the stud of the lower box enters the notch of the box superior. The boxes thus obtained are then easily stackable.
- the flaps of said first and second sets which are on the outside when the box is formed, have complementary shapes such that when two such boxes are superimposed, the flaps of said first set of the lower case fit into the flaps of said second set of the upper case.
- At least one flap of said first set and / or of said second set comprises at least one folding tab capable of being fixed to a flap, when the body is formed from said blank.
- the machine of the type recalled above is remarkable in that said mandrel has at least five faces and in that said means for supporting, bringing together and pressing said intermediate flap comprise a pressure plate comprising two faces rigidly linked together, the first of said faces corresponding to said intermediate flap and the second to a first flap adjacent to said intermediate flap, said first and second faces of the pressure plate defining a first dihedral such that, when said first face is applied against said face of the corresponding mandrel, said second face which is applied against the face of said mandrel corresponds to said first adjacent flap, the edge of said first dihedron then being in coincidence with the edge of said mandrel determined by said faces corresponding to said mandrel.
- said pressure plate to have a third face rigidly connected to said first and second faces of said plate, and corresponding to the second flap adjacent to said intermediate flap, said first and third faces of the pressure plate determining a second dihedral such that, when said first and second faces are applied against said faces of the mandrel which correspond to them, said third face is applied against the face of said mandrel corresponding to said adjacent second flap, the edge of said second dihedron being then in coincidence with the edge of said mandrel determined by said corresponding faces of said mandrel.
- said means for winding said series of flaps around the mandrel comprise a movable assembly comprising tilting arms.
- Figure 1 shows, flat, a blank of sheet material for the manufacture of a first embodiment of a box according to the present invention.
- Figures 2 and 3 show in perspective the box obtained from the blank of Figure 1, the cover of said box being respectively shown open ( Figure 2) and closed ( Figure 3).
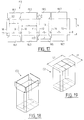
- FIG. 4 illustrates, in cross section parallel to its bottom, a use of the box of FIGS. 2 and 3.
- FIGs 5,6 and 7 schematically illustrate the process of forming the box of Figure 2 from the blank of Figure 1.
- Figures 8,10 and 12 are schematic elevational views of a machine for the manufacture of the box of Figure 2, from the blank of Figure 1, at different stages of this manufacture.
- Figures 9, 11 and 13 are schematic top views corresponding respectively to Figures 8, 10 and 12.
- Figures 14, 15 and 16 schematically illustrate in partial side views, perpendicular to Figures 8, 10 and 12, the closure of the bottom of the box of Figures 2 and 3.
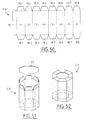
- Figures 17,20,23,26,29,32,35,38,41,44,47,50,53 and 56 show, flat, respectively, variants of blanks according to the present invention.
- Figures 18,21,24,27,30,33,36,39,45,48,51,54 and 57 show, in perspective, the boxes obtained respectively from the blanks of Figures 17,20,23,26,29 , 32,35,38,44, 47,50,53 and 56, said cases having their lid open.
- Figures 19,22,25,28,31,34,37,40,42,46,49,52,55 and 58 show, in perspective, the cases obtained respectively from the blanks of Figures 17,20,23, 26,29,32,35,38, 41,44,47,50,53 and 56, said cases having their lid closed.
- FIG. 43 is an end view of the box of FIG. 42, obtained from the blank of FIG. 41.
- the blank F1 of sheet material, for example of cardboard or corrugated cardboard, shown in FIG. 1 comprises a series of eight rectangular flaps aligned 1 to 8, two by two connected by preformed and parallel fold lines 9 to 15. Along the free edge of the end flap 1 of said series of flaps is arranged a tongue 16 connected to said end flap 1 by a fold line 17, parallel to the fold lines 9 to 15.
- each flap 1,3,5 and 7 are respectively provided with flaps 18.1, 18.3, 18.5, 18.7 and 19.1, 19.3, 19.5 and 19.7.
- Each side flap 18.1, 18.3, 18.5, 18.7 is articulated to the corresponding flap 1,3,5 or 7 by a preformed fold line 20.1, 20.3, 20.5 or 20.7. These fold lines 20.1, 20.3, 20.5 and 20.7 are aligned and perpendicular to the fold lines 9 to 15 and 17.
- each side flap 19.1, 19.3, 19.5, 19.7 is articulated to the corresponding 1,3,5,7 flap by a preformed fold line 21.1, 21.3, 21.5 or 21.7.
- the fold lines 21.1, 21.3, 21.5 and 21.7 are aligned and perpendicular to the fold lines 9 to 15 and 17.
- the flaps 2,4,6 and 8 have no lateral flap.
- the rectangular shutters 1 to 8 all have the same height h .
- the two flaps 1 and 5 are identical to each other and have a width l .
- the two flaps 3 and 7 are identical to each other and have a width L, greater than l .
- the four flaps 2,4,6 and 8 are identical to each other and have a width e less than l .
- the height h is greater than L.
- the blank F1 is intended to form, by winding and securing the flaps 1 to 8 and securing the flaps 18.1, 18.3, 18.5, 18.7, 19.1, 19.3, 19.5 and 19.7 - as described below in more detail with regard to Figures 5 to 16 - the box C1 shown in Figure 3.
- the box C1 has a height equal to h , a length L1 and a width l1 . It has the general appearance of a rectangular section box with four cut corners.
- the large side faces are formed by the flaps 3 and 7, while the small side faces are formed by the flaps 1 and 5, the flaps 2,4,6 and 8 forming the cut corners of said box C1 .
- the bottom of the box C1 is constituted by the flaps 18.1, 18.3, 18.5 and 18.7, while the cover of said box C1 is constituted by the flaps 19.1, 19.3, 19.5 and 19.7.
- the four flaps 18.1, 18.5, 19.1 and 19.5 are identical and rectangular. They have a length equal to the width l of the flaps 1 and 5.
- the flaps 18.3, 18.7, 19.3 and 19.7 are identical to each other. They have a length equal to the length L1 of the box C1 and a width l1 / 2 equal to half the width l1 of the latter.
- the flaps 18.3, 18.7, 19.3 and 19.7, the length L1 of which is greater than the width L of the corresponding flaps 3 and 7, are connected to the said flaps by a converging part whose inclined edges 22 have a length a equal to the width e of the flaps 2,4,6 and 8.
- each of said flaps 18.3, 18.7, 19.3 and 19.7 corresponds in shape to half of the section of the body C1.
- FIG 4 there is illustrated, in cross section, an application of the box C1 to the packaging of six bottles B separated by a dividing spider S. It can be seen that, thanks to the cut corners corresponding to the flaps 2.4 , 6 and 8, the end bottles B are well maintained, since these cut corners pitch the latter. These corners, not very protruding, are relatively little vulnerable to external aggressions.
- a / 2b of sheet material is used at each corner. If the faces 2,4,6 and 8 are inclined at 45 ° with respect to the faces 1,3,5,7, this proportion is equal to 1 / ⁇ 2, that is to say equal to 70%. The result is, for each corner, a material saving equal to 30%.
- the box C1 has eight lateral edges, corresponding respectively to the fold lines 9 to 17, which gives it greater compressive strength than that of a box with rectangular section.
- FIGS. 8 to 16 a machine is schematically illustrated allowing the manufacture of the box C1, with open lid, as shown in FIG. 2.
- FIGS. 8 to 16 are, for the sake of clarity, deliberately partial and simplified and they do not each include only the elements necessary for understanding the manufacturing phases they illustrate.
- the machine of FIGS. 8 to 16 comprises a mandrel 23 (shown on a larger scale in FIGS. 5 to 7), the external shape of which corresponds to the internal shape of the box C1 to be obtained from the blank F1.
- the section of the mandrel 23 is rectangular with cut sides.
- the length of the mandrel 23 may be different from the height h of the box C1.
- the mandrel 23 may be full or only made up of a reinforcement delimiting its edges, as shown in said Figures 5 to 7.
- said mandrel 23 was made up of profiles 24 (seen at the end in Figures 5 to 7), parallel and of rectangular section with a cut corner, defining lateral support faces 25 to 32 for the flaps of the blank F1, folding edges 33 to 40 corresponding to the fold lines between said flaps, and a front support face 41 for the flaps 18.1, 18.3, 18.5 and 18.7, the contour of said bearing face 41 forming fold edges corresponding to the fold lines of said flaps 18.1, 18.3, 18.5 and 18.7.
- FIGS. 5 to 7 the process of positioning the blank F1 relative to the mandrel 23 is illustrated diagrammatically, when it is desired to apply the intermediate flap 3 against the corresponding lower face 25 of the mandrel 23.
- a blank F1 is brought in the vicinity of the mandrel 23, so that its flap 3 is disposed at least approximately opposite the bearing face. 25.
- the lateral positioning of said flap 3 relative to said face 25 is sought as precise as possible, it may occur that a lateral offset ⁇ appears between the flap 3 and said bearing face 25.
- the flap 3 is brought closer to the bearing face 25 by means of a pressure plate 42, the profile of which is concave and which, transversely to the mandrel 23, has a face 43 superimposable on the face 25 of said mandrel, a face 44 superimposed on the face 26 of the mandrel 23 and a face 45 superimposed on the face 32 of the latter, the faces 43 and 44 being connected one to the other by an edge 46 superimposable on the edge 34, while the faces 43 and 45 are connected to each other by an edge 47 superimposed on the edge 33.
- the formation of the box C1 can be continued by winding the blank F1 around said mandrel (see the dotted lines in Figure 8) .
- the flaps 1,5,6,7,8 are respectively applied against the faces 31,27,28,29 and 30 and the tongue 16 is folded back on the face 30 (before or after the flap 8) . It is therefore possible to secure the tongue 16 and the flap 8, for example by gluing.
- the flaps 18.1 and 18.5 are folded around the edges of the front face 41 of the mandrel 23 corresponding respectively to the fold lines 20.1 and 20.5, to come to bear against said corresponding front face 41 of the mandrel 23.
- the flaps 18.3 and 18.7 are folded around the edges of the front face 41 of the mandrel 23 respectively corresponding to the fold lines 20.3 and 20.7 and applied against the flaps 18.1 and 18.5 already folded, so that said flaps 18.1, 18.3, 18.5 and 18.7 may be made integral with each other, for example by gluing.
- this box C1 To fill this box C1, it is released from the mandrel 23 and it is made to rest on its bottom consisting of integral flaps 18.1, 18.3, 18.5 and 18.7.
- the box C1 can be closed by folding the flaps 19.1 and 19.5, respectively around the fold lines 21.1 and 21.5, then by folding the flaps 19.3 and 19.7 on the folded flaps 19.1 and 19.5, and finally by securing said flaps 19.1 , 19.3, 19.5 and 19.7, for example by gluing.
- This machine comprises a frame 50 with respect to which the mandrel 23 and the pressure plate 42 are mounted. It further comprises a device (not shown), of any known type, making it possible to take one by one of the blanks F1 in a store to bring them under the mandrel 23. Glueers 51, 52 and 53, mounted on the frame 50, make it possible to deposit lines of adhesive 54, 55, 56, respectively on the tongue 16 and on the flaps 18.1 and 18.5, during the supply of a blank F1 under the mandrel 23.
- the blank F1 is arranged, already glued, under the mandrel 23 in the position shown in FIG. 5, above the pressure plate 42, driven by a jack 57, carried by the frame 50.
- the machine comprises a mechanism comprising a movable assembly 58 which can be raised or lowered by means of a jack 59, bearing on the frame 50.
- the moving element 58 comprises two articulated arms 6O and 61, for example respectively driven by a linkage 62 connected to the frame 50 and by a cam 63 mounted on said frame.
- Actuators 64 to 67 are mounted on the frame 50 and can fold the flaps 18.1, 18.5, 18.7 and 18.3 respectively.
- Pressers 68 and 69 are provided for applying the tongue 16 and the flap 8 against the face 30 of the mandrel 23.
- the blank F1 then takes, relative to the mandrel 23, successively the relative positions illustrated by FIGS. 6 and 7.
- the rise of the moving assembly 58 continuing, the arms 60 and 61 respectively press the flaps 5,6 and 1 against the corresponding faces 27, 28 and 31 of the mandrel 23 (see FIGS. 10 and 11).
- the presser 68 then applies the tongue 16 against the face 30 of the mandrel, after which the other presser 69 applies the flap 8 against the tongue 16 and the face 30. Thanks to the line of adhesive 54, the flap 8 is therefore secured of the tongue 16 (see Figures 12 and 13).
- the actuators 64 and 65 fold the flaps 18.1 and 18.5 against the front face 41 of the mandrel 23 (FIG. 11), after which the actuators 66 and 67 respectively apply the flap 18.7 (FIG. 15) then the flap 18.3 (FIG. 16) against the folded back flaps 18.1 and 18.5. Thanks to the adhesive lines 55 and 56, the flaps 18.1, 18.3, 18.5 and 18.7 are joined to each other to form the bottom of the box C1.
- Figures 17,20,23,26,29,32,35,38 and 41 respectively show blanks of sheet material F2 to F10 capable of forming boxes of rectangular section with cut corners, like box C1.
- the blanks F2, F3, F5 to F9 of Figures 17,20,26,29,32,35, and 38 we find the continuation of the eight rectangular shutters aligned 1 to 8, two by two connected by the preformed fold lines and parallel 9 to 15 and bordered by fold lines 20.1, 20.3, 20.5, 20.7, 21.1, 21.3, 21.5 and 21.7, as described above with reference to Figure 1.
- the flaps 18.1, 18.3, 18.5, 18.7 and 19.1, 19.3, 19.5 and 19.7 have different shapes, so that the boxes obtained C2, C3 and C5 to C9 are different from the box C1, although, having the same rectangular section with corners cut.
- the series of aligned rectangular flaps 1 to 8 is also different, so that the corresponding boxes C4 and C10 are different from the box C1, although of similar section.
- boxes C2 to C10 can be obtained by using the machine described with reference to FIGS. 5 to 16, possibly by adapting the position and / or the number of glueers 51 to 53, actuators 64 to 67 and pressers 68.69.
- the flaps 18.3, 18.7, 19.3 and 19.7 are identical and rectangular. They have a length equal to the width L of the flaps 3 and 7 and a width equal to half of l1.
- the flaps 18.1, 18.5, 19.1 and 19.5 are identical to each other and each of them has a length equal to 11. These are the flaps 18.1, 18.5, 19.1 and 19.5 which therefore comprise, in the vicinity of their fold line with the corresponding flaps, the widening provided by the inclined edges 22, these having the length a .
- the blank F3 of FIG. 20 is identical to the blank F2 of FIG. F2, except as regards the free edges of the flaps 2,4,6,8 and of the tongue 16.
- the free edges of said flaps and of said directed tongue on the side of the flaps 18.1, 18.3, 18.5 and 18.7 have notches 70, while those directed on the side of the flaps 19.1, 19.3, 19.5 and 19.7 have projections 71.
- the box C3 has slots 73 and at its upper part of the pins 74. When two boxes C3 are superimposed, the pins 74 of the lower box penetrate into the slots 73 of the upper box, so that said boxes are held laterally with respect to one another.
- the flaps 2 to 8 and the flaps 18.3, 18.5, 18.7, 19.3, 19.5 and 19.7 of the blank F4 of FIG. 23 are identical to those of the blank F1 of FIG. 1.
- the flap 1, the tongue 16 and the flaps 18.1 and 19.1 have been deleted and replaced by two rectangular flaps 1.1 and 1.2, respectively secured to the outer edges of flaps 2 and 9, along the fold lines 9 and 75.
- At each of the flaps 1.1 and 1.2 are associated respectively with rectangular flaps 18.11, 19.11 and 18.72, 19.72.
- the flaps 1.1 and 1.2 and the flaps 18.11, 19.11, 18.72 and 19.72 have a width l2 greater than the half width l of the flap 5.
- the flaps 1.1 and 1.2 and the flaps 18.11 , 19.11, 18.72 and 19.72 are superimposed along an overlapping area 76, along which they can be joined, for example by gluing.
- the flaps 1 to 8, the tongue 16, the flaps 18.1, 18.3, 18.5, 18.7, 19.1 and 19.5 are identical to those of the blank F1 in FIG. 1.
- the flaps 18.3 and 18.7 have tabs 77.
- the flaps 19.3 and 19.7 have a shape which corresponds to the section of the body C5.
- the inclined edges 22 and 78 of the cut corners of the flap 19.7 have tabs 79.
- the legs 77 and 79 therefore constitute reinforcements, connecting the bottom and the cover of the box C5 to the side wall thereof.
- a handle 80 on the flap 19.7 said handle 80 being accessible through a slot 81 provided in the flap 19.3 when the latter is folded over the flap 19.7 and secured to it.
- the flaps 1 to 8, the tongue 16 and the flaps 18.1, 18.3, 18.5 and 18.7 are identical to those of the blank F2 in FIG. 17.
- the flaps 19.1, 19.3, 19.5 and 19.7 have a small width and all have inclined edges 22.
- the box C6 comprises a cover consisting only of a peripheral edge 82, delimiting a central opening 83.
- the blank F7 in FIG. 32 has flaps 1 to 8, a tongue 16 and flaps 18.1, 18.3, 18.5 and 18.7 similar to those of the blank F1 in FIG. 1.
- the flaps 19.1 and 19.5 are rectangular, of length equal to the width l of the flaps 1 and 7, but of small width.
- the flaps 19.3 and 19.7 have inclined widening edges 22, but their width is less than 11/2.
- said flaps 19.3 and 19.7 have tabs 84.
- the body C7 has a cover consisting of a peripheral edge 85 defining a central opening 86, the tabs 84, after folding and gluing, securing said cover lateral faces of said box corresponding to flaps 1 and 5.
- each flap 18.1, 18.5, 19.1, 19.5 comprises, in the vicinity of its fold line and connection to the corresponding flap, a widening zone with inclined edges 22, then a narrowing zone with the inclined edges 87, in opposite directions at edges 22, and finally an area 88 of constant length.
- Each flap 18.3, 18.7, 19.3 and 19.7 comprises, in the vicinity of its fold line and connection to the corresponding flap, a zone 89 of constant width, then a widening zone with inclined edges 90 and finally a zone 91 of length constant.
- the total width of the flaps 18.3, 18.7, 19.3 and 19.7 is equal to half of l1 and their length, at the level of the constant-length portion 91, is equal to L1.
- the box C8 obtained from the blank F8 is shown in FIGS. 36 and 37.
- the flaps 1 to 8, the tongue 16 and the flaps 18.1, 18.5, 19.1 and 19.5 are similar to those of the blank F2 in FIG. 17.
- the width of the said flaps is less than the half of l1 .
- the flaps 18.3, 18.7, 19.3 and 19.7 are identical to each other. They comprise, in the vicinity of their fold line and of connection to the corresponding flap, a rectangular part 92, then a narrowing part 93, with inclined edges 94.
- the width of these latter flaps is equal to half of l1 .
- the manufacture of the blanks F9 is economical in sheet material, since two blanks F9 can be nested one inside the other, with longitudinal offset.
- FIG. 41 there is shown a blank F10 in which the series of flaps 1 to 8 is such that the height h thereof is less than the width L of flaps 3 and 7, unlike what has been shown for the blanks F1 to F9, previously described.
- the flaps 18.1 and 18.5 are substantially similar to those of the blank F2 of Figure 17, while the flaps 18.3 and 18.7 are substantially similar to those of the blank F1 of Figure 1.
- the flaps 19.1, 19.3, 19.5 and 19.7 are substantially similar to those of the blank F2 of FIG. 17.
- the lateral edges of the flaps 19.3 and 19.7 include notches 95.
- the bottom of the box C10 is formed by the folding down and fixing of the flaps 18.1 and 18.5 on the flaps 18.3 and 18.7, previously folded down, so that said flaps 18.1 and 18.5 are projecting with respect to the latter.
- the cover of the box C10 is formed by the folding and fixing of the flaps 19.3 and 19.7 on the flaps 19.1 and 19.5, previously folded down, so that said flaps 19.3 and 19.7, projecting with respect to the flaps 19.1 and 19.5, form cavities 96 at the ends of said box.
- the shape of said cavities 96 corresponds to that of flaps 18.1 and 18.5.
- the projections formed by the flaps 18.1 and 18.5 of the bottom of the upper box are received in the cavities 96 of the cover of the lower box, so that the cooperation of the projections 18.1 and 18.5 and cavities 96 ensures the vertical stability of said boxes.
- This stability is further reinforced by the fact that the flaps 2,4,6,8 include the projections 71 and the notches 70 of the blank F3 in FIG. 20, so that the body C10 has pins 74 and the recesses 73 similar to those of the box C3, favoring the stacking of said boxes C10.
- the flaps 1 and 5 of the blanks F1 to F10 described above have been deleted.
- the flap 8 is linked to the flap 2 and it carries the tongue 16.
- the box C11 has a hexagonal and no longer octagonal section.
- Triangular flaps 18.2, 18.4, 18.6, 18.8, 19.2, 19.4, 19.6 and 19.8 are arranged at the ends of the flaps 2, 4, 6 and 8.
- the flaps 18.3, 18.7, 19.3 and 19.7 are trapezoidal.
- box C11 the corners are largely cut, resulting in the total removal, with respect to boxes C1 to C10, of the side faces corresponding to the flaps 1 and 5.
- Box C12 in Figures 48 and 49 has only two consecutive cut corners.
- the corresponding blank F12 comprises the same series of flaps 8,2,3,4,6,7 as the blank F11, but, after formation of the box C12, the flaps 6 and 8 are orthogonal to the flap 7. These components 6 and 8 have no flaps.
- the flaps 2,3,4 and 7 have flaps 18.2, 18.3, 18.4, 18.7, 19.2, 19.3, 19.4 and 19.7 capable of forming the bottom and the cover of the C12 box.
- the blank F13 of FIG. 50 comprises a series of eight identical flaps 1 to 8, to which are associated, respectively, trapezoidal flaps 18.1 to 18.8 and 19.1 to 19.8.
- the box C13 obtained from the blank F13 therefore has an octagonal section corresponding to a square section with the four corners cut.
- Octagonal plates 97 are provided for the box C13 to form the bottom and the cover, respectively in cooperation with the flaps 18.1 to 18.8 and 19.1 to 19.8.
- the blank F14 in FIG. 53 comprises a series of five flaps 3 to 7, the tongue 16 being linked to the first flap 3.
- the box C14 therefore has a triangular section with two cut corners.
- the flap 5 carries flaps 18.5 and 19.5 of substantially corresponding triangular shape comprising at their base inclined sides 22, to adapt to the lateral faces corresponding to the flaps 4 and 6.
- the flaps 3 and 7 have flaps 18.3, 18.7 and 19.3, 19.7 intended to serve as a support for the flaps 18.5 and 19.5 and to form the bottom and the cover of the box C14.
- the blank F15 in Figure 56 is similar to the blank F14 in Figure 53, but has an additional flap 8 and the tip of the flaps 18.5 and 19.5 is cut.
- the C15 box therefore has a triangular section with three cut corners.
- a handle 80 is provided on the flap 8.
- the boxes C11 to C15 can be obtained by winding the blanks F11 to F15 around mandrels 23 of shape corresponding to the section of said boxes , this winding being carried out in cooperation with a pressure plate 42, the profile of which corresponds to that of two and, preferably three, consecutive faces of said mandrel.
Abstract
Description
- La présente invention concerne les caisses de carton, de carton ondulé ou de matière en feuille analogue, ainsi que les flans de telle matière pour la réalisation desdites caisses et une machine pour réaliser lesdites caisses à partir desdits flans.
- Par les brevets US-A-4 242 949, DE-A-3 541 821 et FR-A-2 629 012, par exemple, on connaît des machines grâce auxquelles il est possible de réaliser une caisse de carton ou analogue par enroulement d'un flan autour d'un mandrin. Dans ces machines, ledit mandrin présente une section essentiellement carrée ou rectangulaire, de sorte que les caisses obtenues comportent quatre faces latérales délimitant un volume dont la section, parallèlement au fond desdites caisses, est également carrée ou rectangulaire. Bien entendu, deux faces latérales adjacentes sont alors orthogonales entre elles et forment une arête perpendiculaire au fond de la caisse.
- De telles caisses sont utilisées pour emballer des objets ou des groupes d'objets qui y sont introduits par le couvercle resté ouvert, la fermeture dudit couvercle n'étant réalisée qu'après introduction desdits objets.
- Il arrive rarement, pour ne pas dire jamais, que la section de la charge constituée par lesdits objets ou groupes d'objets soit carrée ou rectangulaire et s'adapte exactement à celle de la caisse dans laquelle ladite charge est introduite, de sorte que ladite charge n'est pas fermement maintenue dans ladite caisse par les faces latérales de celle-ci et que les coins de ladite caisse sont saillants et vides. Il en résulte que ladite charge peut bouger à l'intérieur de la caisse, engendrant une instabilité soulevant des difficultés de manipulation et de chargement à bord d'un moyen de transport. De plus, les coins saillants de la caisse sont exposés aux agressions externes et peuvent être aisément déchirés, ce qui nuit à la présentation et à la protection des produits emballés. Enfin, les coins vides de la caisse constituent un gaspillage de matière en feuille, puisque inutiles.
- Pour remédier en partie à ces inconvénients, le brevet US-A-4 308 029 propose de disposer un objet à emballer à l'intérieur dudit mandrin et d'enrouler le flan, sous tension et avec déformation élastique de deux faces latérales opposées de la caisse. Ainsi, on obtient un emballage à section carrée, dont les faces sont exactement tangentes aux parois dudit objet.
- On remarquera que la mise en oeuvre de la machine décrite dans ce dernier brevet soulève des difficultés lorsqu'un groupe d'objets (et non pas un objet unique) doit être emballé dans la caisse. De plus, l'emballage obtenu comporte également des coins saillants et vides, susceptibles d'être endommagés et inutiles.
- La présente invention a pour objet de remédier à ces inconvénients. A cette fin, selon l'invention, la caisse de matière en feuille, telle que carton ou carton ondulé, comportant des faces latérales carrées ou rectangulaires deux à deux reliées par une ligne de pliage, lesdites lignes de pliage étant parallèles entre elles, est remarquable en ce qu'elle comporte au moins cinq faces latérales.
- Ainsi, grâce au nombre élevé desdites faces latérales de la caisse conforme à la présente invention :
- on peut adapter au mieux la forme de la section de la caisse à la section de la charge qu'elle doit contenir, de sorte que celle-ci peut être maintenue latéralement de façon optimale ;
- on peut supprimer les coins saillants vides et inutiles de la caisse, ce qui permet de réduire les risques de détérioration desdits coins saillants et de faire des économies de matière en feuille. Ces coins saillants (dièdres à 90°) sont alors transformés en dièdres plus ouverts (angle supérieur à 90°), moins vulnérables aux agressions extérieures ;
- on augmente le nombre des arêtes latérales et donc la résistance à la compression de la caisse.
- De préférence, ladite caisse présente, parallèlement à son fond, une section quadrangulaire à coins coupés. Elle peut comporter huit faces et présenter une section rectangulaire aux quatre coins coupés. Elle peut également ne comporter que six faces latérales, les quatre coins étant également coupés. En variante, la caisse conforme a l'invention peut comporter six faces latérales, avec seulement deux coins consécutifs coupés. Selon une autre variante, la caisse de l'invention comporte huit faces latérales et elle présente une section carrée aux quatre coins coupés. Dans ce dernier cas, les huit faces latérales peuvent être identiques.
- Selon un autre mode de réalisation, la caisse conforme à l'invention présente, parallèlement à son fond, une section triangulaire à coins coupés. Elle peut comporter cinq faces latérales et présenter une section triangulaire à deux coins coupés. Elle peut également comporter six faces latérales et présenter une section triangulaire aux trois coins coupés.
- Ainsi, selon l'invention, un flan de matière en feuille, tel le que carton ou carton ondulé destiné à la réalisation de la caisse conforme à la présente invention et comportant une suite de volets rectangulaires ou carrés reliés les uns aux autres par des premières lignes de pliage parallèles les unes aux autres et un premier ensemble de rabats latéraux disposés d'un côté de ladite série de volets, reliés à celle-ci par des secondes lignes de pliage perpendiculaires auxdites premières lignes de pliage et destinés à former-au moins partiellement le fond de ladite caisse, est remarquable en ce que ladite suite comporte au moins cinq volets.
- De préférence, ce flan comporte de plus un second ensemble de rabats latéraux disposés de l'autre côté de ladite suite de volets, reliés à celle-ci par des troisièmes lignes de pliage perpendiculaires auxdites premières lignes de pliage et destinés à former au moins partiellement le couvercle de ladite caisse.
- Certains volets peuvent ne pas comporter de rabats latéraux dudit premier ensemble et/ou dudit second ensemble.
- Il est avantageux que au moins un rabat dudit premier ensemble et/ou du second ensemble présente, au moins au voisinage de ladite seconde ou troisième ligne de pliage correspondante, la forme de la section de la caisse obtenue à partir dudit flan.
- Deux rabats, respectivement desdits premier et second ensembles de rabats, reliés à un même volet, peuvent être identiques ou différents en forme.
- Avantageusement, un volet ne comportant ni rabat dudit premier ensemble, ni rabat dudit second ensemble comporte, en revanche, un téton sur son bord se trouvant du côté dudit premier ensemble de rabats et une encoche sur son bord se trouvant du côté dudit second ensemble de rabats, de sorte que lorsque deux caisses obtenues à partir de deux tels flans identiques sont superposées le téton de la caisse inférieure pénètre dans l'encoche de la caisse supérieure. Les caisses ainsi obtenues sont alors facilement gerbables.
- A la même fin, en variante, on peut prévoir que les rabats desdits premier et second ensembles, qui se trouvent du côté extérieur lorsque la caisse est formée, présentent des formes complémentaires telles que lorsque deux telles caisses sont superposées, les rabats dudit premier ensemble de la caisse inférieure s'emboîtent dans les rabats dudit second ensemble de la caisse supérieure.
- Afin de renforcer encore la solidité des caisses conformes a l'invention, il est avantageux qu'au moins un rabat dudit premier ensemble et/ou dudit second ensemble, comporte au moins une patte rabattable susceptible d'être fixée à un volet, lorsque la caisse est formée à partir dudit flan.
- Dans le brevet français FR-A-2 629 012, est décrite une machine pour la réalisation d'une caisse à partir d'un flan de matière ou feuille comportant une suite de volets rectangulaires ou carrés reliés les uns aux autres par des premières lignes de pliage parallèles les unes aux autres et un premier ensemble de rabats latéraux disposés d'un côté de ladite suite de volets, reliés à celle-ci par des secondes lignes de pliage perpendiculaires auxdites premières lignes de pliage et destinés à former au moins partiellement le fond de ladite caisse, ladite machine comportant :
- un mandrin, dont la section extérieure correspond à la section intérieure de ladite caisse à obtenir ;
- des moyens pour supporter librement un volet intermédiaire de ladite suite de volets au moins approximativement en regard de la face correspondante dudit mandrin, mais à quelque distance de celle-ci, puis pour rapprocher ledit volet intermédiaire en direction de ladite face correspondante du mandrin, puis presser ledit volet intermédiaire contre ladite face correspondante, après repliement des volets adjacents audit volet intermédiaire jusqu'à ce que lesdits volets adjacents portent contre ledit mandrin ;
- des moyens pour enrouler ladite suite de volets autour dudit mandrin ;
- des moyens pour fixer entre eux les volets extrêmes de ladite suite de volets ainsi enroulée sur ledit mandrin ;
- des moyens pour replier les rabats dudit premier ensemble contre une face correspondante dudit mandrin ; et
- des moyens pour fixer les uns aux autres lesdits rabats ainsi repliés.
- Une telle machine permet de remédier aux inconvénients inhérents a celles prévues pour la réalisation des caisses américaines. Il est donc avantageux de perfectionner une telle machine pour la fabrication des caisses selon l'invention.
- A cette fin, selon un autre aspect de la présente invention, la machine du type rappelé ci-dessus est remarquable en ce que ledit mandrin comporte au moins cinq faces et en ce que lesdits moyens de support, de rapprochement et de pression dudit volet intermédiaire comportent une plaque de pression comprenant deux faces rigidement liées entre elles, la première desdites faces correspondant audit volet intermédiaire et la deuxième à un premier volet adjacent audit volet intermédiaire, lesdites première et deuxième faces de la plaque de pression déterminant un premier dièdre tel que, lorsque ladite première face est appliquée contre ladite face du mandrin correspondant, ladite seconde face qui est appliquée contre la face dudit mandrin correspond audit premier volet adjacent, l'arête dudit premier dièdre étant alors en coincidence avec l'arête dudit mandrin déterminée par lesdites faces correspondantes dudit mandrin.
- Ainsi, deux volets dudit flan sont parfaitement positionnés par rapport au mandrin et maintenus par rapport aux faces correspondantes de celui-ci pendant l'enroulement dudit flan, de sorte que la caisse obtenue est particulièrement précise en forme.
- Pour augmenter encore cette précision, il est avantageux que ladite plaque de pression comporte une troisième face liée rigidement auxdites première et deuxième faces de ladite plaque, et correspondant au second volet adjacent audit volet intermédiaire, lesdites première et troisième faces de la plaque de pression déterminant un second dièdre tel que, lorsque lesdites première et seconde faces sont appliquées contre lesdites faces du mandrin qui leur correspondent, ladite troisième face est appliquée contre la face dudit mandrin correspondant audit second volet adjacent, l'arête dudit second dièdre étant alors en coïncidence avec l'arête dudit mandrin déterminée par lesdites faces correspondantes dudit mandrin. Ainsi, pendant la phase finale d'enroulement des volets trois d'entre eux sont disposés de façon précise et maintenus fermement contre les faces correspondantes du mandrin.
- Avantageusement, lesdits moyens pour enrouler ladite suite de volets autour du mandrin comportent un équipage mobile comprenant des bras basculants.
- Les figures du dessin annexé feront bien comprendre comment l'invention peut être réalisée. Sur ces figures, des références identiques désignent des éléments semblables.
- La figure 1 montre, à plat, un flan de matière en feuille pour la fabrication d'un premier mode de réalisation d'une caisse conforme à la présente invention.
- Les figures 2 et 3 montrent en perspective la caisse obtenue à partir du flan de la figure 1, le couvercle de ladite caisse étant respectivement représenté ouvert (figure 2) et fermé (figure 3).
- La figure 4 illustre, en coupe transversale parallèle à son fond, une utilisation de la caisse des figures 2 et 3.
- Les figures 5,6 et 7 illustrent schématiquement le processus de formation de la caisse de la figure 2 à partir du flan de la figure 1.
- Les figures 8,10 et 12 sont des vues schématiques en élévation d'une machine destinée à la fabrication de la caisse de la figure 2, à partir du flan de la figure 1, à différents stades de cette fabrication.
- Les figures 9, 11 et 13 sont des vues schématiques de dessus correspondant respectivement aux figures 8, 10 et 12.
- Les figures 14, 15 et 16 illustrent schématiquement en vues latérales partielles, perpendiculaires aux figures 8, 10 et 12, la fermeture du fond de la caisse des figures 2 et 3.
- Les figures 17,20,23,26,29,32,35,38,41,44,47,50,53 et 56 montrent, à plat, respectivement des variantes de flans conformes à la présente invention.
- Les figures 18,21,24,27,30,33,36,39,45,48,51,54 et 57 montrent, en perspective les caisses obtenues respectivement à partir des flans des figures 17,20,23,26,29,32,35,38,44, 47,50,53 et 56, lesdites caisses ayant leur couvercle ouvert.
- Les figures 19,22,25,28,31,34,37,40,42,46,49,52,55 et 58 montrent, en perspective, les caisses obtenues respectivement à partir des flans des figures 17,20,23,26,29,32,35,38, 41,44,47,50,53 et 56, lesdites caisses ayant leur couvercle fermé.
- La figure 43 est une vue en bout de la caisse de la figure 42, obtenue à partir du flan de la figure 41.
- Le flan F1 de matière en feuille, par exemple de carton ou de carton ondulé, montré par la figure 1 comporte une suite de huit volets rectangulaires alignés 1 à 8, deux à deux reliés par des lignes de pliage préformées et parallèles 9 à 15. Le long du bord libre du volet extrême 1 de ladite suite de volets est disposée une languette 16 reliée audit volet extrême 1 par une ligne de pliage 17, parallèle aux lignes de pliage 9 à 15.
- Par ailleurs, de part et d'autre de chaque volet 1,3,5 et 7 sont respectivement prévus des rabats 18.1, 18.3, 18.5, 18.7 et 19.1, 19.3, 19.5 et 19.7. Chaque rabat latéral 18.1, 18.3, 18.5, 18.7 est articulé au volet 1,3,5 ou 7 correspondant par une ligne de pliage préformée 20.1, 20.3, 20.5 ou 20.7. Ces lignes de pliage 20.1, 20.3, 20.5 et 20.7 sont alignées et perpendiculaires aux lignes de pliage 9 à 15 et 17. De même, chaque rabat latéral 19.1, 19.3, 19.5, 19.7 est articulé au volet 1,3,5,7 correspondant par une ligne de pliage préformée 21.1, 21.3, 21.5 ou 21.7. Les lignes de pliage 21.1, 21.3, 21.5 et 21.7 sont alignées et perpendiculaires aux lignes de pliage 9 à 15 et 17. Les volets 2,4,6 et 8 ne comportent aucun rabat latéral.
- Les volets rectangulaires 1 à 8 présentent tous la même hauteur h. Les deux volets 1 et 5 sont identiques entre eux et présentent une largeur l. Les deux volets 3 et 7 sont identiques entre eux et ont une largeur L, supérieure à l.
- Les quatre volets 2,4,6 et 8 sont identiques entre eux et présentent une largeur e inférieure à l. La hauteur h est supérieure à L.
- Le flan F1 est destiné à former, par enroulement et solidarisation des volets 1 à 8 et solidarisation des rabats 18.1, 18.3, 18.5, 18.7, 19.1, 19.3, 19.5 et 19.7 - de la façon décrite ci-après plus en détail en regard des figures 5 à 16 - la caisse C1 montrée sur la figure 3. La caisse C1 a une hauteur égale à h, une longueur L1 et une largeur l1. Elle présente l'allure générale d'une caisse à section rectangulaire aux quatre coins coupés. Dans la caisse C1, les grandes faces latérales sont formées par les volets 3 et 7, tandis que les petites faces latérales sont formées par les volets 1 et 5, les volets 2,4,6 et 8 formant les coins coupés de ladite caisse C1. De plus, le fond de la caisse C1 est constitué par les rabats 18.1, 18.3, 18.5 et 18.7, tandis que le couvercle de ladite caisse C1 est constitué par les rabats 19.1, 19.3, 19.5 et 19.7.
- Les quatre rabats 18.1, 18.5, 19.1 et 19.5 sont identiques et rectangulaires. Ils ont une longueur égale à la largeur l des volets 1 et 5.
- Les rabats 18.3, 18.7, 19.3 et 19.7 sont identiques entre eux. Ils ont une longueur égale à la longueur L1 de la caisse C1 et une largeur l1/2 égale à la moitié de la largeur l1 de cette dernière. Les rabats 18.3, 18.7, 19.3 et 19.7, dont la longueur L1 est supérieure à la largeur L des volets 3 et 7 correspondants, sont reliées auxdits volets par une partie convergente dont les bords inclinés 22 ont une longueur a égale à la largeur e des volets 2,4,6 et 8. Ainsi, chacun desdits rabats 18.3, 18.7, 19.3 et 19.7 correspond en forme à la moitié de la section de la caisse C1.
- Sur la figure 4, on a illustré, en coupe transversale, une application de la caisse C1 à l'emballage de six bouteilles B séparées par un croisillon de séparation S. On peut voir que, grâce aux coins coupés correspondant aux volets 2,4,6 et 8, les bouteilles B d'extrémité sont bien maintenues, puisque ces coins coupés tangentent ces dernières. Ces coins, peu saillants, sont relativement peu vulnérables aux agressions extérieures. De plus, à chaque coin, par rapport à une caisse rectangulaire connue, on voit que l'on n'utilise qu'une proportion a/2b de matière en feuille. Si les faces 2,4,6 et 8 sont inclinées à 45° par rapport aux faces 1,3,5,7, cette proportion est égale à 1/√2, c'est-à-dire égale à 70%. Il en résulte, pour chaque coin, une économie de matière égale à 30%.
- Enfin, la caisse C1 présente huit arêtes latérales, correspondant respectivement aux lignes de pliage 9 à 17, ce qui lui confère une résistance a la compression supérieure à celle d'une caisse à section rectangulaire.
- Sur les figures 8 à 16, on a illustré schématiquement une machine permettant la fabrication de la caisse C1, avec couvercle ouvert, telle que représentée sur la figure 2. Ces figures sont, à des fins de clarté, volontairement partielles et simplifiées et elles ne comportent chacune que les éléments nécessaires à la compréhension des phases de fabrication qu'elles illustrent.
- La machine des figures 8 à 16 comporte un mandrin 23 (représenté à plus grande échelle sur les figures 5 à 7), dont la forme extérieure correspond à la forme intérieure de la caisse C1 à obtenir à partir du flan F1. A cet effet, la section du mandrin 23 est rectangulaire à pans coupés. Comme montré sur les figures 8 à 16, la longueur du mandrin 23 peut être différente de la hauteur h de la caisse C1. Le mandrin 23 peut être plein ou seulement constitué d'une armature délimitant ses arêtes, comme cela est représenté sur lesdites figures 5 à 7. Sur ces figures, on a supposé que ledit mandrin 23 était constitué de profilés 24 (vus en bout sur les figures 5 à 7), parallèles et à section rectangulaire avec un coin coupé, définissant des faces d'appui latérales 25 à 32 pour les volets du flan F1, des arêtes de pliage 33 à 40 correspondant aux lignes de pliage entre lesdits volets, et une face d'appui frontale 41 pour les rabats 18.1, 18.3, 18.5 et 18.7, le contour de ladite face d'appui 41 formant des arêtes de pliage correspondant aux lignes de pliage desdits rabats 18.1, 18.3, 18.5 et 18.7.
- Sur les figures 5 à 7, on a illustré schématiquement le processus de positionnement du flan F1 par rapport au mandrin 23, lorsque l'on désire appliquer le volet intermédiaire 3 contre la face inférieure correspondante 25 du mandrin 23.
- Par des moyens connus, par exemple ceux montrés dans le document FR-A-2 629 012, un flan F1 est amené au voisinage du mandrin 23, de façon que son volet 3 soit disposé au moins approximativement en regard de la face d'appui 25. Bien que le positionnement latéral dudit volet 3 par rapport a ladite face 25 soit recherché aussi précis que possible, il peut se produire qu'un décalage latéral δ apparaisse entre le volet 3 et ladite face d'appui 25. Pour éviter des pliages intempestifs du flan F1, à l'extérieur des lignes de pliage 10 et 11, lors du rabattement des autres volets du flan F1, on fait en sorte que, avant rabattement desdits autres volets, le volet 3 soit écarté de la face d'appui 25 d'une distance d (voir la figure 5). Ensuite, pendant le rabattement desdits volets 2,1 et de la languette 16 d'une part, et des volets 4 à 8 d'autre part, le volet 3 est rapproché de la face d'appui 25 par l'intermédiaire d'une plaque de pression 42, dont le profil est concave et qui, transversalement au mandrin 23, présente une face 43 superposable à la face 25 dudit mandrin, une face 44 superposable à la face 26 du mandrin 23 et une face 45 superposable à la face 32 de ce dernier, les faces 43 et 44 étant reliées l'une à l'autre par une arête 46 superposable a l'arête 34, tandis que les faces 43 et 45 sont reliées l'une à l'autre par une arête 47 superposable à l'arête 33. Ainsi, pendant le rapprochement du volet 3 de la face 25 (flèche F), les volets 2,1 et la languette 16, d'une part et les volets 4 à 8 d'autre part, sont en appui contre le mandrin 23 (voir les lignes pointillées 48 et 49 de la figure 5), ce qui engendre un effet de guidage latéral et positionne exactement le volet 3 par rapport à la face d'appui 25 (voir la figure 6). Lorsque la plaque 42 presse le volet 3 contre la face d'appui 25, (voir la figure 7), les lignes de pliage 10 et 11 sont exactement superposées aux arêtes de pliage 33 et 34 et les lignes de pliage 9 et 12 sont exactement superposées aux arêtes de pliage 40 et 35.
- Puisqu'alors le flan F1 est provisoirement rendu solidaire du mandrin 23 par la pression exercée par la plaque 42, la formation de la caisse C1 peut être poursuivie par enroulement du flan F1 autour dudit mandrin (Voir les lignes en pointillés sur la figure 8).
- Grâce à un tel enroulement, les volets 1,5,6,7,8 sont respectivement appliqués contre les faces 31,27,28,29 et 30 et la languette 16 est rabattue sur la face 30 (avant ou après le volet 8). Il est donc possible de solidariser la languette 16 et le volet 8, par exemple par collage.
- Ensuite, les rabats 18.1 et 18.5 sont rabattus autour des arêtes de la face avant 41 du mandrin 23 correspondant respectivement aux lignes de pliage 20.1 et 20.5, pour venir s'appliquer contre ladite face avant 41 correspondante du mandrin 23.
- Enfin, les rabats 18.3 et 18.7 sont rabattus autour des arêtes de la face avant 41 du mandrin 23 correspondant respectivement aux lignes de pliage 20.3 et 20.7 et appliqués contre les rabats 18.1 et 18.5 déjà repliés, de sorte que lesdits rabats 18.1, 18.3, 18.5 et 18.7 peuvent être rendus solidaires les uns des autres, par exemple par collage.
- On obtient alors la caisse C1 montrée sur la figure 2, emmanchée sur le mandrin 23 et ouverte du côté des rabats 19.1, 19.3, 19.5 et 19.7.
- Pour remplir cette caisse C1, on la dégage du mandrin 23 et on la fait reposer sur son fond constitué des rabats solidaires 18.1, 18.3, 18.5 et 18.7. Après remplissage, la caisse C1 peut être fermée par repliage des rabats 19.1 et 19.5, respectivement autour des lignes de pliage 21.1 et 21.5, puis par repliage des rabats 19.3 et 19.7 sur les rabats repliés 19.1 et 19.5, et enfin par solidarisation desdits rabats 19.1, 19.3, 19.5 et 19.7, par exemple par collage. On obtient alors la caisse fermée C1 montrée par la figure 3.
- Les opérations indiquées ci-dessus peuvent être effectuées automatiquement grâce à la machine illustrée schématiquement et partiellement sur les figures 8 à 16. Cette machine comporte un bâti 50 par rapport auquel sont montés le mandrin 23 et la plaque de pression 42. Elle comporte de plus un dispositif (non représenté), de tout type connu, permettant de prélever un à un des flans F1 dans un magasin pour les amener sous le mandrin 23. Des encolleurs 51, 52 et 53, montés sur le bâti 50, permettent de déposer des lignes d'adhésif 54,55,56, respectivement sur la languette 16 et sur les rabats 18.1 et 18.5, pendant l'amenée d'un flan F1 sous le mandrin 23.
- Ainsi, grâce aux encolleurs 51 à 53, le flan F1 est disposé, déjà encollé, sous le mandrin 23 dans la position représentée sur la figure 5, au-dessus de la plaque de pression 42, mue par un vérin 57, porté par le bâti 50.
- Pour enrouler les volets 1 à 8 et la languette 16 autour du mandrin 23, la machine comporte un mécanisme comportant un équipage mobile 58 pouvant être levé ou abaissé par l'intermédiaire d'un vérin 59, prenant appui sur le bâti 50.
- L'équipage mobile 58 comporte deux bras articulés 6O et 61, par exemple respectivement mus par une tringlerie 62 reliée au bâti 50 et par une came 63 montée sur ledit bâti.
- Des actionneurs 64 à 67, tels que des vérins par exemple, sont montés sur le bâti 50 et peuvent rabattre respectivement les rabats 18.1, 18.5, 18.7 et 18.3. Des presseurs 68 et 69, également montés sur le bâti 50, sont prévus pour appliquer la languette 16 et le volet 8 contre la face 30 du mandrin 23.
- Un flan F1 étant amené sous le mandrin 23 de façon à se trouver dans la position de la figure 5 (voir les figures 8 et 9), les vérins 57 et 59 sont actionnés pour que, d'une part, la plaque de pression 42 se rapproche du mandrin 23 et que, d'autre part, les bras articulés 60 et 61, en réponse à la montée de l'équipage mobile 58, replient les volets du flan F1, respectivement disposés de part et d'autre du volet 3. Le flan F1 prend alors, par rapport au mandrin 23, successivement les positions relatives illustrées par les figures 6 et 7. Ensuite, la montée de l'équipage mobile 58 se poursuivant, les bras 60 et 61 plaquent respectivement les volets 5,6 et 1 contre les faces correspondantes 27, 28 et 31 du mandrin 23 (voir les figures 10 et 11).
- Le presseur 68 applique alors la languette 16 contre la face 30 du mandrin, après quoi l'autre presseur 69 applique le volet 8 contre la languette 16 et la face 30. Grâce à la ligne d'adhésif 54, le volet 8 est donc solidarisé de la languette 16 (voir les figures 12 et 13).
- Ensuite, les actionneurs 64 et 65 rabattent les rabats 18.1 et 18.5 contre la face avant 41 du mandrin 23 (figure 11), après quoi les actionneurs 66 et 67 appliquent respectivement le rabat 18.7 (figure 15) puis le rabat 18.3 (figure 16) contre les rabats 18.1 et 18.5 repliés. Grâce aux lignes d'adhésif 55 et 56, les rabats 18.1, 18.3, 18.5 et 18.7 sont solidarisés les uns des autres pour former le fond de la caisse C1.
- Les figures 17,20,23,26,29,32,35,38 et 41 montrent respectivement des flans de matière en feuille F2 à F10 susceptibles de former des caisses à section rectangulaire à coins coupés, comme la caisse C1. Dans les flans F2,F3,F5 à F9 des figures 17,20,26,29,32,35, et 38 on retrouve la suite des huit volets rectangulaires alignés 1 à 8, deux à deux reliés par les lignes de pliage préformées et parallèles 9 à 15 et bordés par les lignes de pliage 20.1, 20.3, 20.5, 20.7, 21.1, 21.3, 21.5 et 21.7, tel que décrit ci-dessus en regard de la figure 1. Toutefois, dans ces variantes de réalisation, les rabats 18.1, 18.3, 18.5, 18.7 et 19.1, 19.3, 19.5 et 19.7 présentent des formes différentes, de sorte que les caisses obtenues C2,C3 et C5 à C9 sont différentes de la caisse C1, bien que, présentant la même section rectangulaire à coins coupés.
- En ce qui concerne les flans F4 et F10 des figures 23 et 41, la suite des volets rectangulaires alignés 1 à 8 est également différente, de sorte que les caisses correspondantes C4 et C10 sont différentes de la caisse C1, quoique que de section semblable.
- De ce qui précède, on comprendra aisément que les caisses C2 à C10 peuvent être obtenues par la mise en oeuvre de la machine décrite en regard des figures 5 à 16, éventuellement en adaptant la position et/ou le nombre des encolleurs 51 à 53, des actionneurs 64 à 67 et des presseurs 68,69.
- Dans le flan F2 de la figure 17, les rabats 18.3, 18.7, 19.3 et 19.7 sont identiques et rectangulaires. Ils ont une longueur égale à la largeur L des volets 3 et 7 et une largeur égale à la moitié de l1. De plus, les rabats 18.1, 18.5, 19.1 et 19.5 sont identiques entre eux et chacun d'eux a une longueur égale à l1. Ce sont les rabats 18.1, 18.5, 19.1 et 19.5 qui comportent donc, au voisinage de leur ligne de pliage avec les volets correspondants, l'élargissement procuré par les bords inclinés 22, ceux-ci ayant la longueur a.
- Le flan F3 de la figure 20 est identique au flan F2 de la figure F2, sauf en ce qui concerne les bords libres des volets 2,4,6,8 et de la languette 16. Les bords libres desdits volets et de ladite languette dirigés du côté des rabats 18.1, 18.3, 18.5 et 18.7 comportent des échancrures 70, tandis que ceux dirigés du côté des rabats 19.1, 19.3, 19.5 et 19.7 comportent des saillies 71. Ainsi, la caisse C3 comporte à sa partie inférieure des fentes 73 et à sa partie supérieure des tétons 74. Lorsque deux caisses C3 sont superposées, les tétons 74 de la caisse inférieure pénètrent dans les fentes 73 de la caisse supérieure, de sorte que lesdites caisses sont maintenues latéralement l'une par rapport à l'autre.
- Les volets 2 à 8 et les rabats 18.3, 18.5, 18.7, 19.3, 19.5 et 19.7 du flan F4 de la figure 23 sont identiques à ceux du flan F1 de la figure 1. En revanche, le volet 1, la languette 16 et les rabats 18.1 et 19.1 ont été supprimés et remplacés par deux volets rectangulaires 1.1 et 1.2, respectivement solidaires des bords extérieurs des volets 2 et 9, le long des lignes de pliage 9 et 75. A chacun des volets 1.1 et 1.2 sont associés respectivement des rabats rectangulaires 18.11, 19.11 et 18.72, 19.72. Les volets 1.1 et 1.2 et les rabats 18.11, 19.11, 18.72 et 19.72 ont une largeur l2 supérieure à la demi largeur l du volet 5. Ainsi, après repliement du flan F4 autour du mandrin 23, les volets 1.1 et 1.2 et les rabats 18.11, 19.11, 18.72 et 19.72 se superposent le long d'une zone de chevauchement 76, le long de laquelle ils peuvent être solidarisés, par exemple par collage.
- Pour l'essentiel, dans le flan F5 de la figure 26, les volets 1 à 8, la languette 16, les rabats 18.1, 18.3, 18.5, 18.7, 19.1 et 19.5 sont identiques à ceux du flan F1 de la figure 1. Cependant, le long de leurs bords inclinés 22, les rabats 18.3 et 18.7 comportent des pattes 77. Par ailleurs, les rabats 19.3 et 19.7 ont une forme qui correspond à la section de la caisse C5. De plus, les bords inclinés 22 et 78 des coins coupés du rabat 19.7 comportent des pattes 79. Ainsi, lorsque la caisse C5 est formée à partir du flan F5, les pattes 77 et 79 sont rabattues et solidarisées des faces de ladite caisse correspondant aux volets 2,4,6 et 8. Les pattes 77 et 79 constituent donc des renforts, liant le fond et le couvercle de la caisse C5 à la paroi latérale de celle-ci. On a prévu de plus une poignée 80 sur le rabat 19.7, ladite poignée 80 étant accessible à travers une fente 81 prévue dans le rabat 19.3 lorsque celui-ci est rabattu sur le rabat 19.7 et solidarisé de celui-ci.
- Dans le flan F6 de la figure 9, les volets 1 à 8, la languette 16 et les rabats 18.1, 18.3, 18.5 et 18.7 sont identiques à ceux du flan F2 de la figure 17. En revanche, les rabats 19.1, 19.3, 19.5 et 19.7 ont une faible largeur et comportent tous des bords inclinés 22. Ainsi, la caisse C6 comporte un couvercle constitué seulement d'une bordure périphérique 82, délimitant une ouverture centrale 83.
- Le flan F7 de la figure 32 comporte des volets 1 à 8, une languette 16 et des rabats 18.1, 18.3, 18.5 et 18.7 semblables à ceux du flan F1 de la figure 1. Les rabats 19.1 et 19.5 sont rectangulaires, de longueur égale à la largeur l des volets 1 et 7, mais de-faible largeur. Les rabats 19.3 et 19.7 comportent des bords inclinés d'élargissement 22, mais leur largeur est inférieure à l1/2. De plus, en prolongement longitudinal, lesdits rabats 19.3 et 19.7 comportent des pattes 84. Ainsi, la caisse C7 comporte un couvercle constitué d'une bordure périphérique 85 délimitant une ouverture centrale 86, les pattes 84, après rabattement et collage, solidarisant ledit couvercle des faces latérales de ladite caisse correspondant aux volets 1 et 5.
- Dans le flan F8 de la figure 35, les volets 1 à 8 et la languette 16 sont identiques à ceux des flans F1 et F2 des figures 1 et 2. Les rabats 18.1, 18.5, 19.1 et 19.5 sont identiques entre eux. De même, les rabats 18.3, 18.7, 19.3 et 19.7 sont identiques entre eux. Chaque rabat 18.1, 18.5, 19.1, 19.5 comporte, au voisinage de sa ligne de pliage et de raccordement au volet correspondant, une zone d'élargissement avec des bords inclinés 22, puis une zone de rétrécissement avec les bords inclinés 87, de sens contraire aux bords 22, et enfin une zone 88 de longueur constante. Chaque rabat 18.3, 18.7, 19.3 et 19.7 comporte, au voisinage de sa ligne de pliage et de raccordement au volet correspondant, une zone 89 de largeur constante, puis une zone d'élargissement avec des bords inclinés 90 et enfin une zone 91 de longueur constante.
- La largeur totale des rabats 18.3, 18.7, 19.3 et 19.7 est égale à la moitié de l1 et leur longueur, au niveau de la partie à longueur constante 91, est égale à L1. La caisse C8 obtenue à partir du flan F8 est montrée sur les figures 36 et 37.
- Dans le flan F9 de la figure 38, les volets 1 à 8, la languette 16 et les rabats 18.1, 18.5, 19.1 et 19.5 sont semblables à ceux du flan F2 de la figure 17. Toutefois, la largeur desdits rabats est inférieure à la moitié de l1. Les rabats 18.3, 18.7, 19.3 et 19.7 sont identiques entre eux. Ils comportent, au voisinage de leur ligne de pliage et de raccordement au volet correspondant, une partie rectangulaire 92, puis une partie de rétrécissement 93, avec des bords inclinés 94. La largeur de ces derniers rabats est égale à la moitié de l1. Comme cela est illustré sur la figure 38, la fabrication des flans F9 est économique en matière en feuille, puisque deux flans F9 peuvent être imbriqués l'un dans l'autre, avec décalage longitudinal.
- Sur la figure 41, on a représenté un flan F10 dans lequel la suite des volets 1 à 8 est telle que la hauteur h de ceux-ci est inférieure à la largeur L des volets 3 et 7, contrairement à ce qui a été représenté pour les flans F1 à F9, précédemment décrits. Les rabats 18.1 et 18.5 sont sensiblement semblables à ceux du flan F2 de la figure 17, tandis que les rabats 18.3 et 18.7 sont sensiblement semblables à ceux du flan F1 de la figure 1. De plus, les rabats 19.1, 19.3, 19.5 et 19.7 sont sensiblement semblables à ceux du flan F2 de la figure 17. Les bords latéraux des rabats 19.3 et 19.7 comportent des échancrures 95.
- Le fond de la caisse C10 est formé par le rabattement et la fixation des rabats 18.1 et 18.5 sur les rabats 18.3 et 18.7, préalablement rabattus, de sorte que lesdits rabats 18.1 et 18.5 sont en saillie par rapport à ces derniers. Le couvercle de la caisse C10 est formé par le rabattement et la fixation des rabats 19.3 et 19.7 sur les rabats 19.1 et 19.5, préalablement rabattus, de sorte que lesdits rabats 19.3 et 19.7, en saillie par rapport aux rabats 19.1 et 19.5, forment des cavités 96 aux extrémités de ladite caisse. La forme desdites cavités 96 correspond à celle des rabats 18.1 et 18.5. Ainsi, lorsque deux caisses C10 sont superposées, les saillies formées par les rabats 18.1 et 18.5 du fond de la caisse supérieure viennent se loger dans les cavités 96 du couvercle de la caisse inférieure, de sorte que la coopération des saillies 18.1 et 18.5 et des cavités 96 assure la stabilité verticale desdites caisses. Cette stabilité est encore renforcée par le fait que les volets 2,4,6,8 comportent les saillies 71 et les échancrures 70 du flan F3 de la figure 20, de sorte que la caisse C10 comporte des tétons 74 et les évidements 73 semblables à ceux de la caisse C3, favorisant le gerbage desdites caisses C10.
- Dans le flan F11 de la figure 44, les volets 1 et 5 des flans F1 à F10 décrits ci-dessus ont été supprimés. De plus, le volet 8 est lié au volet 2 et il porte la languette 16. Il en résulte que la caisse C11 présente une section hexagonale et non plus octogonale. Des rabats triangulaires 18.2, 18.4, 18.6, 18.8, 19.2, 19.4, 19.6 et 19.8 sont disposés aux extrémités des volets 2, 4, 6 et 8. Les rabats 18.3, 18.7, 19.3 et 19.7 sont trapézoïdaux.
- Ainsi, dans la caisse C11, les coins sont largement coupés, entraînant la suppression totale, par rapport aux caisses C1 à C10, des faces latérales correspondant aux volets 1 et 5.
- La caisse C12 des figures 48 et 49 n'a que deux coins consécutifs coupés. A cet effet, le flan correspondant F12 comporte la même série de volets 8,2,3,4,6,7 que le flan F11, mais, après formation de la caisse C12, les volets 6 et 8 sont orthogonaux au volet 7. Ces volets 6 et 8 ne comportent aucun rabat. Les volets 2,3,4 et 7 comportent des rabats 18.2, 18.3, 18.4, 18.7, 19.2, 19.3, 19.4 et 19.7 susceptibles de former le fond et le couvercle de la caisse C12.
- Le flan F13 de la figure 50 comporte une suite de huit volets identiques 1 à 8, auxquels sont respectivement associés des rabats trapézoïdaux identiques 18.1 à 18.8 et 19.1 à 19.8. La caisse C13 obtenue à partir du flan F13 présente donc une section octogonale correspondant à une section carrée avec les quatre coins coupés. On prévoit pour la caisse C13 des plaques octogonales 97 pour former le fond et le couvercle, respectivement en coopération avec les rabats 18.1 à 18.8 et 19.1 à 19.8.
- Le flan F14 de la figure 53 comporte une suite de cinq volets 3 à 7, la languette 16 étant liée au premier volet 3. La caisse C14 a donc une section triangulaire à deux coins coupés. Le volet 5 porte des rabats 18.5 et 19.5 de forme sensiblement triangulaire correspondante comportant à leur base des côtés inclinés 22, pour s'adapter aux faces latérales correspondant aux volets 4 et 6. De plus les volets 3 et 7 comportent des rabats 18.3, 18.7 et 19.3, 19.7 destinés à servir de support aux rabats 18.5 et 19.5 et à former le fond et le couvercle de la caisse C14.
- Le flan F15 de la figure 56 est semblable au flan F14 de la figure 53, mais comporte un volet 8 supplémentaire et la pointe des rabats 18.5 et 19.5 est coupée. La caisse C15 a donc une section triangulaire aux trois coins coupés. De plus, une poignée 80 est prévue sur le volet 8.
- On comprendra aisément, à l'aide de ce qui a été décrit en regard des figures 5 à 16, que les caisses C11 a C15 peuvent être obtenues par enroulement des flans F11 à F15 autour de mandrins 23 de forme correspondant à la section desdites caisses, cet enroulement s'effectuant en coopération avec une plaque de pression 42, dont le profil correspond à celui de deux et, de préférence trois, faces consécutives dudit mandrin.
Claims (10)
- Caisse (C1 à C10) de matière en feuille de carton réalisée à partir d'un flan (F1 à F10) comportant une suite de huit volets rectangulaires (1 à 8) formant les parois latérales de la caisse et terminée par une languette rectangulaire de fixation (16), lesdits volets et ladite languette étant reliés les uns aux autres par des premières lignes de pliage (9 à 15 et 17) parallèles les unes aux autres, à savoir quatre volets principaux séparés deux à deux par quatre volets intermédiaires et un premier ensemble de rabats latéraux (18.1, 18.3, 18.5, 18.7) disposés d'un coté et reliés aux volets principaux par des deuxièmes lignes de pliage (20.1, 20.3, 20.5, 20.7) perpendiculaires aux premières lignes de pliage et formant au moins partiellement le fond de la caisse, lesdits volets intermédiaires étant dénués de rabat,
les volets rectangulaires présentant tous la même hauteur h,
deux volets principaux opposés (1, 5) étant identiques et présentant une largeur l et les deux autres volets principaux ayant une largeur L supérieure à l, caractérisée
en ce que lesdites deuxièmes lignes de pliage (20.1, 20.3, 20.5, 20.7) sont alignées,
en ce que les quatre volets intermédiaires (2, 4, 6 et 8) sont identiques entre eux et présentent une largeur e inférieure à l,
en ce que deux rabats (18.1 ; 18.5) sont rectangulaires et ont une largeur égale à la largeur l,
en ce que les deux autres rabats (18.3, 18.7) sont identiques entre eux, ont une longueur L₁ de la caisse et une largeur l₁/2 égale à la moitié de la largeur l₁ de cette dernière,
en ce que le volet d'extrémité de la suite de volet et la languette d'une part, et les rabats adjacents d'autre part, sont fixés par application les uns sur les autres et par collage, ladite caisse étant montée automatiquement par rabattement desdits volets et des rabats dudit premier ensemble autour d'un mandrin,
et en ce que aucun rabat dudit premier ensemble n'a la forme de la section de la caisse obtenue à partir dudit flan, au moins au voisinage de ladite seconde ligne de pliage correspondante. - Caisse en carton ondulé selon la revendication 1, caractérisée en ce que les parois intermédiaires (2, 4, 6, 8) formant coins coupés présentent une largeur e sensiblement inférieure à la largeur l de la plus petite paroi latérale principale.
- Caisse selon l'une quelconque des revendications précédentes, caractérisée en ce que la hauteur h est supérieure à L,
- Caisse selon l'une quelconque des revendications précédentes, caractérisée en ce que le flan comporte un second ensemble de rabats latéraux (19.1, 19.3, 19.5, 19.7) disposés de l'autre côté des volets formant paroi latérale, reliés à celle-ci par des troisièmes lignes de pliage (21.1, 21.3, 21.5, 21.7) perpendiculaires aux premières lignes de pliage et destinées à former au moins partiellement le couvercle de ladite caisse, et en ce que aucun rabat dudit second ensemble n'a la forme de la section de la caisse obtenue à partir dudit flan, au moins au voisinage de ladite troisième ligne de pliage correspondante.
- Caisse selon la revendication 4, caractérisée en ce que au moins deux rabats desdits premiers seconds ensembles reliés à un même volet sont de formes différentes.
- Flan (F1 à F10) pour la réalisation d'une caisse à huit parois latérales comportant une suite de huit volets rectangulaires (1, 2, 3, 4, 5, 6, 7, 8) terminés par une languette rectangulaire de fixation (16), destinés à former lesdites parois latérales, reliés les uns aux autres par des premières lignes de pliage (9 à 15 et 17) parallèles les unes aux autres, à savoir quatre volets principaux séparés deux à deux par quatre volets intermédiaires et un premier ensemble de rabats latéraux (18.1, 18.3, 18.5, 18.7) disposés d'un côté et reliés aux volets principaux par des deuxièmes lignes de pliage (20.1, 20.3, 20.5, 20.7) perpendiculaires aux premières lignes de pliage et destinés à former au moins partiellement le fond de ladite caisse, lesdits volets intermédiaires étant dénués de rabats, les volets rectangulaires présentant tous la même hauteur h, deux volets principaux opposés (1, 5) étant identiques et présentant une largeur l et les deux autres volets principaux ayant une largeur L supérieure à l,
caractérisé
en ce que lesdites deuxièmes lignes de pliage (20.1, 20.3, 20.5, 20.7) sont alignées,
en ce que les quatre volets intermédiaires (2, 4, 6 et 8) sont identiques entre eux et présentent une largeur a inférieur à l,
en ce que deux rabats (18.1, 18.5) sont rectangulaires et ont une longueur égale à la largeur l,
en ce que les deux autres rabats (18.3, 18.7) sont identiques entre eux, ont une longueur L₁ de la caisse à former et une largeur l₁/2 égale à la moitié de la largeur l₁ de cette dernière,
en ce que le volet d'extrémité de la suite de volet et la languette d'une part et les rabats adjacents d'autre part, sont destinés à être fixés uniquement par application les uns sur les autres et par collage, ledit flan étant propre à être plié par rabattement desdits volets et des rabats du premier ensemble autour d'un mandrin 23, et
en ce que aucun rabat dudit premier ensemble n'a la forme de la section de la caisse obtenue à partir dudit flan, au moins au voisinage de ladite seconde ligne de pliage correspondante. - Flan en carton ondulé selon la revendication 6, caractérisé en ce que les volets formant paroi intermédiaire (2, 4, 6, 8) présentent une largeur e sensiblement inférieure à la largeur l du volet formant la plus petite paroi latérale principale.
- Flan selon l'une quelconque des revendications 6 et 7, caractérisée en ce que la hauteur h est supérieure à L.
- Flan selon l'une quelconque des revendications 6 à 8, caractérisé en ce que ledit flan comporte un second ensemble de rabats latéraux (19.1, 19.3, 19.5, 19.7) disposé de l'autre côté des volets formant paroi latérale, reliés à celle-ci par des troisièmes lignes de pliage (21.1, 21.3, 21.5, 21.7) perpendiculaires aux premières lignes de pliage et destinés à former au moins partiellement le couvercle de ladite caisse, aucun desdits rabats dudit second ensemble présentant la forme de la section de la caisse obtenue à partir dudit flan, au moins au voisinage de ladite troisième ligne de pliage correspondante.
- Flan selon la revendication 9, caractérisé en ce que au moins deux rabats desdits premiers et seconds ensembles reliés à un même volet sont de formes différentes.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP99111929A EP0965441B1 (fr) | 1990-07-24 | 1991-07-17 | Machine et procédé pour la réalisation de caisses de matière en feuille |
| EP99111930A EP0965528B1 (fr) | 1990-07-24 | 1991-07-17 | Caisses en matière en feuille et flans pour leur réalisation |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9009457 | 1990-07-24 | ||
| FR909009457A FR2665137B1 (fr) | 1990-07-24 | 1990-07-24 | Caisses en une matiere en feuille, flans et machine pour la realisation de telles caisses. |
| EP91402004A EP0468860B1 (fr) | 1990-07-24 | 1991-07-17 | Machine et procédé pour la réalisation de caisses de matière en feuille |
| EP93110403A EP0570023B1 (fr) | 1990-07-24 | 1991-07-17 | Caisses en une matière en feuille et flans pour la réalisation de telles caisses |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93110403A Division EP0570023B1 (fr) | 1990-07-24 | 1991-07-17 | Caisses en une matière en feuille et flans pour la réalisation de telles caisses |
| EP93110403.8 Division | 1991-07-17 |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99111929A Division EP0965441B1 (fr) | 1990-07-24 | 1991-07-17 | Machine et procédé pour la réalisation de caisses de matière en feuille |
| EP99111930A Division EP0965528B1 (fr) | 1990-07-24 | 1991-07-17 | Caisses en matière en feuille et flans pour leur réalisation |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0712784A2 true EP0712784A2 (fr) | 1996-05-22 |
| EP0712784A3 EP0712784A3 (fr) | 1996-07-31 |
| EP0712784B1 EP0712784B1 (fr) | 2000-02-09 |
Family
ID=9399056
Family Applications (5)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99111930A Revoked EP0965528B1 (fr) | 1990-07-24 | 1991-07-17 | Caisses en matière en feuille et flans pour leur réalisation |
| EP93110403A Expired - Lifetime EP0570023B1 (fr) | 1990-07-24 | 1991-07-17 | Caisses en une matière en feuille et flans pour la réalisation de telles caisses |
| EP96100892A Expired - Lifetime EP0712784B1 (fr) | 1990-07-24 | 1991-07-17 | Caisses en une matière en feuille et flans pour la réalisation de telles caisses |
| EP91402004A Expired - Lifetime EP0468860B1 (fr) | 1990-07-24 | 1991-07-17 | Machine et procédé pour la réalisation de caisses de matière en feuille |
| EP99111929A Expired - Lifetime EP0965441B1 (fr) | 1990-07-24 | 1991-07-17 | Machine et procédé pour la réalisation de caisses de matière en feuille |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99111930A Revoked EP0965528B1 (fr) | 1990-07-24 | 1991-07-17 | Caisses en matière en feuille et flans pour leur réalisation |
| EP93110403A Expired - Lifetime EP0570023B1 (fr) | 1990-07-24 | 1991-07-17 | Caisses en une matière en feuille et flans pour la réalisation de telles caisses |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91402004A Expired - Lifetime EP0468860B1 (fr) | 1990-07-24 | 1991-07-17 | Machine et procédé pour la réalisation de caisses de matière en feuille |
| EP99111929A Expired - Lifetime EP0965441B1 (fr) | 1990-07-24 | 1991-07-17 | Machine et procédé pour la réalisation de caisses de matière en feuille |
Country Status (20)
| Country | Link |
|---|---|
| US (1) | US5147271A (fr) |
| EP (5) | EP0965528B1 (fr) |
| JP (4) | JP3304991B2 (fr) |
| KR (1) | KR100194302B1 (fr) |
| AT (5) | ATE211699T1 (fr) |
| CA (1) | CA2047497C (fr) |
| DE (7) | DE69101604T2 (fr) |
| DK (2) | DK0570023T3 (fr) |
| ES (5) | ES2051569T3 (fr) |
| FI (1) | FI97356C (fr) |
| FR (1) | FR2665137B1 (fr) |
| GR (1) | GR3021122T3 (fr) |
| HK (2) | HK27897A (fr) |
| HU (1) | HU219570B (fr) |
| IE (1) | IE68598B1 (fr) |
| IL (1) | IL98736A (fr) |
| NO (1) | NO304642B1 (fr) |
| NZ (1) | NZ238824A (fr) |
| OA (1) | OA09385A (fr) |
| PT (1) | PT98423B (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2762586A1 (fr) * | 1997-04-24 | 1998-10-30 | Otor Sa | Emballage, ensemble de flans, procede et dispositif pour le conditionnement d'un article ou d'un lot d'articles de volume indetermine |
| EP0891931A1 (fr) * | 1997-07-09 | 1999-01-20 | G.D S.p.A. | Emballage en carton pour paquets de cigarettes |
| WO2000056610A2 (fr) * | 1999-03-23 | 2000-09-28 | Focke & Co. (Gmbh & Co.) | Emballage de type cartouche de cigarettes |
| US6216871B1 (en) | 1996-10-11 | 2001-04-17 | Otor | Package and method for packaging of batches of articles of undetermined volume |
Families Citing this family (125)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2690415B1 (fr) * | 1992-04-24 | 1996-02-02 | Otor Sa | Emballage a section polygonale en une matiere en feuille et flan pour la realisation d'un tel emballage. |
| FR2690416B1 (fr) * | 1992-04-24 | 1996-03-08 | Otor Sa | Boite en carton ou analogue, notamment destinee a contenir des pots pour produits laitiers, et flan pour la realisation d'une telle boite. |
| FR2690414B1 (fr) * | 1992-04-24 | 1996-04-05 | Otor Sa | Caisse a section polygonale en une matiere en feuille et flan pour la realisation d'une telle caisse. |
| FR2699892B1 (fr) * | 1992-12-28 | 1995-03-17 | Otor Sa | Emballage à section polygonale en une matière en feuille, notamment pour bouteilles, flan et machine pour un tel emballage. |
| US5400955A (en) * | 1993-02-05 | 1995-03-28 | Otor | Box formed from a sheet material, blank |
| FR2704204B1 (fr) * | 1993-04-21 | 1995-07-13 | Otor Sa | Flan, procede de decoupe de flan, et barquette en feuille de carton ondule. |
| FR2704834B1 (fr) * | 1993-05-04 | 1995-08-18 | Otor Sa | Récipient gerbable réalisé en une matière en feuille, telle que carton ou carton ondulé, et flan pour sa réalisation. |
| DE4327681C2 (de) * | 1993-08-13 | 1996-10-10 | Reemtsma H F & Ph | Gebindekarton |
| DE4336021A1 (de) * | 1993-10-22 | 1995-04-27 | Packmaster System Entwicklung | Verpackungsmaterialzuschnitt sowie Verpackung |
| FR2723338B1 (fr) * | 1994-08-05 | 1996-10-04 | Otor Emballage | Dispositif et procede pour la realisation d'une caisse a partir d'un flan |
| US5437388A (en) * | 1994-12-05 | 1995-08-01 | Macmillan Bloedel Packaging, Inc. | Container |
| US5656006A (en) * | 1995-01-13 | 1997-08-12 | Swf Machinery, Inc. | Method and apparatus for forming a work object |
| FR2743780B1 (fr) * | 1996-01-22 | 1998-04-17 | Otor Sa | Ensemble de decoupes, boite, procede et machine pour la fabrication de boite a partir d'un tel ensemble de decoupes |
| FR2743779B1 (fr) | 1996-01-22 | 1998-04-17 | Otor Sa | Ensemble de decoupes pour caisse d'emballage formant presentoir et caisse obtenue avec un tel ensemble |
| ES2142189B1 (es) * | 1996-03-04 | 2000-11-01 | Assidoman Iberoamericana Sa | Perfeccionamientos introducidos en maquinas para armar contenedores ligeros. |
| US5697548A (en) * | 1996-04-08 | 1997-12-16 | The Mead Corporation | Tray-style carton having reinforced side walls |
| FR2775658B1 (fr) * | 1998-03-03 | 2000-06-16 | Otor Sa | Procede et machine pour la realisation d'une caisse octogonale a coins coupes en matiere en feuille |
| US6106450A (en) * | 1998-06-01 | 2000-08-22 | Georgia-Pacific Corporation | Apparatus and method for set-up of a non-rectangular container from a knocked-down-flat (KDF) precursor |
| WO2000046110A1 (fr) * | 1999-02-02 | 2000-08-10 | Hammervest Limited | Emballage en carton empilable a coins renforces |
| US6358191B1 (en) | 1999-08-27 | 2002-03-19 | The Mead Corporation | System and method for flexible control and adjustment of a box forming machine |
| US20020029547A1 (en) * | 2000-06-30 | 2002-03-14 | Jaime Lopez Silanes Perez | Mold-design and improvement of an automatic expansible side paperboard bag folding and gluing machine |
| FR2829421B1 (fr) * | 2001-09-12 | 2004-01-16 | Otor Sa | Machine et procede pour la realisation d'une caisse avec mandrin ajustable |
| US20050075230A1 (en) * | 2003-10-07 | 2005-04-07 | James Moshier | Method and apparatus for forming multi-sided containers |
| US20050079966A1 (en) * | 2003-10-08 | 2005-04-14 | James Moshier | Positioning apparatus for container forming machine |
| NZ584464A (en) | 2003-11-25 | 2010-07-30 | Otor Sa | Nestable tray, blank, corresponding packaging and machine for forming one such tray |
| FR2872488B1 (fr) * | 2004-06-30 | 2007-10-12 | Otor Sa | Plateau emboitable a fond biseaute avec poignee rembordee, flan correspondant et machine de formation d'un tel plateau |
| DE202004011165U1 (de) * | 2004-07-15 | 2005-12-01 | Henkel Kgaa | Pulverdichte Verpackung |
| US7350670B2 (en) * | 2004-09-30 | 2008-04-01 | Smurfit-Stone Container Enterprises, Inc. | Bag-in-box container |
| US8024910B2 (en) * | 2004-11-05 | 2011-09-27 | Smurfit-Stone Container Enterprises, Inc. | Methods and apparatus for forming a container |
| JP4677827B2 (ja) * | 2005-05-24 | 2011-04-27 | 凸版印刷株式会社 | 単紙を用いたバッグインボックス用外装箱およびその製造装置 |
| FR2887529B1 (fr) * | 2005-06-23 | 2007-10-05 | Otor Sa | Boite en carton ondule a volets ajoures et ensemble de decoupes pour obtenir une telle boite |
| US7717838B2 (en) * | 2005-12-16 | 2010-05-18 | Smurfit-Stone Container Enterprises, Inc. | Blank and methods and apparatus for forming a dispenser case from the blank |
| US7857743B2 (en) * | 2006-03-29 | 2010-12-28 | Smurfit-Stone Container Enterprises, Inc. | Blank, apparatus and method for constructing container |
| JP4698496B2 (ja) * | 2006-06-16 | 2011-06-08 | サントリーホールディングス株式会社 | 容器の箱詰め方法と箱詰め装置 |
| US8133163B2 (en) * | 2006-10-03 | 2012-03-13 | Smurfit-Stone Container Enterprises, Inc. | Apparatus for forming a barrel from a blank |
| KR100888759B1 (ko) * | 2007-06-08 | 2009-03-17 | 주식회사 제팩 | 포장용 박스 및 박스제조용 블랭크 |
| KR100833968B1 (ko) | 2007-07-03 | 2008-05-30 | 김주영 | 전개 시트 접착 방법 및 전개 시트 접착 장치 |
| FR2921638B1 (fr) * | 2007-09-28 | 2014-08-08 | Otor Sa | Ensemble de decoupes,boite et procede pour la fabrication de boite a partir d'un tel ensemble de decoupes |
| US8128547B2 (en) * | 2007-10-10 | 2012-03-06 | Smurfit-Stone Container Enterprises, Inc. | Methods and machines for forming a polygonal container |
| WO2009049003A1 (fr) * | 2007-10-11 | 2009-04-16 | Georgia-Pacific Corrugated Llc | Carton facile à ouvrir ayant une meilleure résistance à l'empilage |
| US8025209B2 (en) | 2007-11-13 | 2011-09-27 | Georgia-Pacific Corrugated Llc | Stacking strength carton with an easy opening feature |
| FR2927015B1 (fr) * | 2008-02-04 | 2010-03-05 | Otor Sa | Procede et dispositif pour la realisation de boites a partir d'un ensemble de decoupes |
| FR2929597B1 (fr) * | 2008-04-04 | 2010-05-14 | Otor Sa | Ensemble de decoupes en carton, boite et procede de formation de boite avec de telles decoupes |
| US8087569B2 (en) * | 2008-04-25 | 2012-01-03 | Georgia-Pacific Corrugated Llc | Polygonal tray having reinforced corners |
| US8105223B2 (en) | 2008-05-07 | 2012-01-31 | Smurfit-Stone Container Enterprises, Inc. | Machine and method for forming reinforced polygonal containers from blanks |
| US8827142B2 (en) | 2008-05-07 | 2014-09-09 | Rock-Tenn Shared Services, Llc | Reinforced polygonal containers and blanks of sheet material for making the same |
| US9908304B2 (en) | 2008-05-07 | 2018-03-06 | Westrock Shared Services, Llc | Machine and method for forming reinforced polygonal containers |
| US8579778B2 (en) * | 2010-05-14 | 2013-11-12 | Rock-Tenn Shared Services, Llc | Machine and method for forming reinforced polygonal containers from blanks |
| US8820618B2 (en) | 2008-05-07 | 2014-09-02 | Rock-Tenn Shared Services, Llc | Reinforced polygonal containers and blanks for making the same |
| US7935041B2 (en) * | 2008-08-25 | 2011-05-03 | Smurfit-Stone Container Enterprises, Inc. | Container with inner reinforcement and method and system of manufacturing |
| JP5075073B2 (ja) * | 2008-09-25 | 2012-11-14 | レンゴー株式会社 | ラップラウンドケース |
| JP2010188606A (ja) | 2009-02-18 | 2010-09-02 | Kobe Steel Ltd | 溶接ワイヤ包装用箱の隅部折り込み方法 |
| JP5541589B2 (ja) * | 2009-03-23 | 2014-07-09 | レンゴー株式会社 | ケースの組立方法およびその装置 |
| JP2010240981A (ja) * | 2009-04-06 | 2010-10-28 | Masao Inoue | カートン形成装置及びカートン形成方法 |
| JP2010240980A (ja) * | 2009-04-06 | 2010-10-28 | Masao Inoue | カートン形成装置及びカートン形成方法 |
| US9022913B2 (en) * | 2009-11-02 | 2015-05-05 | Rock-Tenn Shared Services, Llc | Methods and a machine for forming a container from a blank |
| US8844797B2 (en) * | 2009-11-11 | 2014-09-30 | Rock-Tenn Shared Services, Llc | Liquid dispensing containers and blanks for making the same |
| BR112012021442B1 (pt) | 2010-02-26 | 2020-11-17 | Monsanto Technology Llc | conjunto de contentor para armazenar, despachar, e/ou distribuir fluidos |
| CA2740243C (fr) | 2010-05-13 | 2017-09-19 | Douglas Machine Inc. | Formeuse de caisses a mouvement continu |
| US10196170B2 (en) | 2010-09-03 | 2019-02-05 | Georgia-Pacific Corrugated Llc | Reinforced packing container |
| NZ717319A (en) | 2010-09-03 | 2016-03-31 | Georgia Pacific Corrugated Llc | Packing container |
| US20120061456A1 (en) * | 2010-09-10 | 2012-03-15 | Orange County Container Group LLC | Carton with improved strength sidewall panels |
| US9409367B2 (en) | 2010-10-26 | 2016-08-09 | Westrock Shared Services, Llc | Machine for forming multiple types of containers |
| JP5918473B2 (ja) * | 2011-03-25 | 2016-05-18 | 岩谷産業株式会社 | 包装箱 |
| JP2012210960A (ja) * | 2011-03-31 | 2012-11-01 | Kao Corp | ダンボール箱 |
| US8800854B2 (en) | 2011-06-24 | 2014-08-12 | Rock-Tenn Shared Services, Llc | Reinforcing support assemblies for a container and method of making same |
| EP2540644B1 (fr) | 2011-06-30 | 2014-03-19 | The Procter and Gamble Company | Emballage de couche adapté en tant que tapis à langer |
| EP2540637B1 (fr) | 2011-06-30 | 2014-04-30 | The Procter and Gamble Company | Emballage avec des emballages souples pour articles absorbants |
| US8763803B2 (en) * | 2011-07-07 | 2014-07-01 | Kohler Co. | Packaging for plumbing fixtures |
| JP5834641B2 (ja) * | 2011-09-02 | 2015-12-24 | 凸版印刷株式会社 | 包装用箱 |
| JP2013193754A (ja) * | 2012-03-19 | 2013-09-30 | Nippon Tokan Package Kk | ラップアラウンドケース |
| DE102012204658A1 (de) * | 2012-03-22 | 2013-09-26 | Mondi Ag | Kartonzuschnitt zur Herstellung eines Behälters |
| DE202012101401U1 (de) * | 2012-04-17 | 2013-04-18 | Mayr-Melnhof Karton Ag | Faltschachtel und Zuschnitt hierfür |
| JP5946702B2 (ja) * | 2012-06-04 | 2016-07-06 | 日本トーカンパッケージ株式会社 | 連結箱 |
| FR2992294B1 (fr) * | 2012-06-20 | 2015-07-31 | Otor Sa | Caisse en matiere de feuille de carton, flan ou ensemble de flans, procede et dispositif pour former une telle caisse |
| JP2014005072A (ja) * | 2012-06-27 | 2014-01-16 | Rengo Co Ltd | 商品の包装方法 |
| JP6003302B2 (ja) * | 2012-07-05 | 2016-10-05 | 凸版印刷株式会社 | 包装用箱 |
| US9486972B2 (en) | 2012-09-12 | 2016-11-08 | Wexxar Packaging, Inc. | Bulk bin former apparatus and method |
| JP2014069838A (ja) * | 2012-09-28 | 2014-04-21 | Nippon Tokan Package Kk | 包装箱 |
| JP2014069839A (ja) * | 2012-09-28 | 2014-04-21 | Nippon Tokan Package Kk | 包装箱 |
| CA2830279C (fr) * | 2012-10-19 | 2020-10-20 | Rock-Tenn Shared Services, Llc | Appareil et procede de formation de recipient |
| US11433634B2 (en) | 2012-10-19 | 2022-09-06 | Westrock Shared Services, Llc | Container forming apparatus and method |
| FR2998275B1 (fr) | 2012-11-21 | 2015-05-15 | Otor Sa | Boite en carton avec languette de centrage, flan, ensemble de flans et procede pour la realisation d'une telle boite. |
| US10183776B2 (en) | 2013-01-09 | 2019-01-22 | Georgia-Pacific Corrugated Llc | Reinforced carton |
| JP5987706B2 (ja) * | 2013-01-25 | 2016-09-07 | 富士ゼロックス株式会社 | 収納箱 |
| JP5987705B2 (ja) * | 2013-01-25 | 2016-09-07 | 富士ゼロックス株式会社 | 収納箱 |
| PL3024743T3 (pl) * | 2013-07-23 | 2017-10-31 | Mayr Melnhof Karton Ag | Opakowanie i wykrój dla niego |
| WO2015010727A1 (fr) * | 2013-07-23 | 2015-01-29 | Mayr-Melnhof Karton Ag | Emballage et pièce découpée à cet effet |
| JP6174421B2 (ja) * | 2013-08-26 | 2017-08-02 | 日本トーカンパッケージ株式会社 | 包装箱 |
| US9701087B2 (en) | 2013-09-06 | 2017-07-11 | Westrock Shared Services, Llc | Methods and machine for forming a container from a blank using a pre-fold mandrel section |
| US9878512B2 (en) * | 2013-09-06 | 2018-01-30 | Westrock Shared Services, Llc | Methods and machine for forming a shipping and display container from a blank assembly using a pre-fold mandrel section |
| CN103600512A (zh) * | 2013-11-27 | 2014-02-26 | 深圳九星印刷包装集团有限公司 | 一种纸盒折叠装置 |
| JP5504386B1 (ja) * | 2014-01-20 | 2014-05-28 | 大王パッケージ株式会社 | 包装箱用シート及び包装箱 |
| JP6430126B2 (ja) * | 2014-02-20 | 2018-11-28 | 株式会社共和 | 折り畳みシートの製函方法及びその装置 |
| US10052837B2 (en) * | 2014-06-18 | 2018-08-21 | Westrock Shared Services, Llc | Methods and a machine for forming a container from a blank using a rotatable glue panel folder |
| US10549880B2 (en) | 2014-07-31 | 2020-02-04 | G.D Societa' Per Azioni | Rigid box for smoking articles and respective production method |
| US20160039551A1 (en) * | 2014-08-11 | 2016-02-11 | Rock-Tenn Shared Services, Llc | Manually operated tray forming machine and method of using same |
| US9469432B2 (en) | 2014-11-04 | 2016-10-18 | Westrock Shared Services, Llc | Reinforced containers and blanks for making the same |
| FR3028798B1 (fr) * | 2014-11-20 | 2017-01-06 | Otor Sa | Procede et machine pour la formation d'une caisse par depose sur un support en v. |
| US10556396B2 (en) * | 2014-12-19 | 2020-02-11 | Westrock Shared Services, Llc | Methods and a machine for forming a shelf-ready shipper display system |
| USD784806S1 (en) | 2015-01-16 | 2017-04-25 | Georgia-Pacific Corrugated Llc | Box |
| CN104828631B (zh) * | 2015-04-29 | 2017-03-22 | 江苏远翔物联科技有限公司 | 一种预压定位装置 |
| CN104816859B (zh) * | 2015-04-29 | 2017-04-12 | 江苏远翔物联科技有限公司 | 一种右预压定位装置 |
| US9919830B2 (en) * | 2015-06-30 | 2018-03-20 | Westrock Shared Services, Llc | Container with a reinforcement structure and method of forming the same |
| US10987889B2 (en) | 2015-09-21 | 2021-04-27 | Westrock Shared Services, Llc | Methods and machine for forming a shipping container with an article retaining web |
| JP6350622B2 (ja) * | 2015-09-25 | 2018-07-04 | 王子ホールディングス株式会社 | 包装箱 |
| GB2550125A (en) * | 2016-05-06 | 2017-11-15 | Ds Smith Packaging Ltd | Box and blank therefor |
| FR3057203B1 (fr) * | 2016-10-11 | 2021-11-19 | Ds Smith Packaging France | Procede et dispositif d’encollage d’un flan. |
| FR3057201B1 (fr) * | 2016-10-11 | 2018-11-02 | Ds Smith Packaging France | Procede et dispositif de mise en forme d’un flan autour d’un mandrin. |
| FR3059650B1 (fr) | 2016-12-01 | 2019-10-18 | Florence Chevalier | Decoupes pour emballage primaire et/ou secondaire et/ou tertiaire et emballage obtenu avec de telles decoupes |
| MX2019009902A (es) | 2017-04-17 | 2020-02-05 | Georgia Pacific Corrugated Llc | Recipiente de multiples lados reforzado. |
| RU2731941C1 (ru) | 2017-04-28 | 2020-09-09 | Майр-Мельнхоф Картон Аг | Упаковка и заготовка для нее |
| CA3056158A1 (fr) | 2017-04-28 | 2018-11-01 | Mayr-Melnhof Karton Ag | Emballage et decoupe pour celui-ci |
| CA3061163A1 (fr) | 2017-04-28 | 2019-10-23 | Mayr-Melnhof Karton Ag | Emballage et decoupe pour celui-ci |
| US10899101B2 (en) | 2018-04-10 | 2021-01-26 | Westrock Shared Services, Llc | Machine and methods for attaching retaining web to container blank |
| JP7201383B2 (ja) * | 2018-05-18 | 2023-01-10 | レンゴー株式会社 | 周壁可変収納箱 |
| US11548727B2 (en) * | 2018-07-17 | 2023-01-10 | Christopher E. Boyea | Transformative extender and method thereof |
| US10913231B2 (en) * | 2018-10-10 | 2021-02-09 | International Paper Company | Machine for forming containers |
| US11319151B2 (en) | 2019-02-08 | 2022-05-03 | Abb Schweiz Ag | Automated storage and retrieval system |
| JP6729733B1 (ja) * | 2019-02-28 | 2020-07-22 | 王子ホールディングス株式会社 | ブランクシートの製造方法 |
| JP7298422B2 (ja) * | 2019-09-27 | 2023-06-27 | 王子ホールディングス株式会社 | 包装箱 |
| CN111716816B (zh) * | 2020-05-25 | 2021-06-15 | 南京航空航天大学 | 一种连杆推挤式阶梯型纸盒包装纸的贴合装置及方法 |
| EP3932818A1 (fr) * | 2020-06-29 | 2022-01-05 | The Procter & Gamble Company | Boîte comportant des coins chanfreinés |
| GB2596532A (en) | 2020-06-29 | 2022-01-05 | Ds Smith Corrugated Packaging Ltd | 6-sided box and blank therefor |
| CN112318936B (zh) * | 2020-11-03 | 2021-07-16 | 安徽亚泰包装科技股份有限公司 | 一种瓦楞纸包装盒成型制作方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2967655A (en) * | 1958-05-19 | 1961-01-10 | Massillon Container Co | Polygonal carton |
| FR82619E (fr) * | 1962-09-24 | 1964-03-20 | Emballage pour produits de forme ronde | |
| US4702408A (en) * | 1986-05-23 | 1987-10-27 | The Mead Corporation | Bulk bin |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR706923A (fr) * | 1930-11-18 | 1931-07-01 | Boîte d'emballage notamment pour oranges | |
| US2114052A (en) * | 1936-04-22 | 1938-04-12 | Jr Gerard M Kincade | Container |
| GB489340A (en) * | 1937-01-22 | 1938-07-22 | Bank Of The Manhattan Company | Improvements in or relating to merchandising packages |
| US3000496A (en) * | 1958-10-29 | 1961-09-19 | Crown Zellerbach Corp | Recessed bottom container |
| US3638848A (en) * | 1970-02-20 | 1972-02-01 | Corning Glass Works | Carton for bulbous articles |
| CH575317A5 (fr) * | 1973-06-16 | 1976-05-14 | Unilever Nv | |
| US3884352A (en) * | 1974-06-10 | 1975-05-20 | Container Corp | Book mailer |
| FR2276230A1 (fr) * | 1974-06-24 | 1976-01-23 | Neyret Roger | Ebauche tubulaire de corps de boite, et corps de boite obtenu a partir de cette ebauche |
| FR2311717A1 (fr) * | 1975-05-23 | 1976-12-17 | Lafarge Emballage | Emballage tel que caisse |
| DK146287C (da) | 1976-10-18 | 1984-01-30 | Radiometer As | Fremgangsmaade til deoxygenering af et blodproevemateriale og kapillarroer til anvendelse ved fremgangsmaaden |
| US4053290A (en) * | 1976-10-18 | 1977-10-11 | Monsanto Company | Fiber bed separator |
| FR2384604A1 (fr) * | 1977-03-23 | 1978-10-20 | Puechberty Georges | Dispositif pour la mise en forme d'une matiere en bande |
| JPS54154936U (fr) * | 1978-04-17 | 1979-10-27 | ||
| CH627414A5 (de) | 1978-04-21 | 1982-01-15 | Sig Schweiz Industrieges | Einrichtung zur herstellung von packungshuelsen aus folienzuschnitten. |
| FR2440827A1 (fr) * | 1978-11-10 | 1980-06-06 | Embadac | Procede et machine pour fabriquer un element tubulaire notamment pour la formation de boites |
| US4283001A (en) * | 1979-11-09 | 1981-08-11 | American Can Company | Tubular carton with polygonal cross-section |
| US4349345A (en) * | 1980-09-15 | 1982-09-14 | Paper Machinery Corporation | Blank wrapping mechanism for non-cylindrical container-making machines |
| US4386729A (en) * | 1981-03-23 | 1983-06-07 | International Paper Company | Self-locking design for octagonal container |
| DE3522614A1 (de) * | 1985-06-25 | 1987-01-15 | Focke & Co | Verfahren und vorrichtung zum herstellen von packungen mit abgeschraegten oder abgerundeten laengskanten |
| DE3541821A1 (de) | 1985-11-27 | 1987-06-04 | Bosch Gmbh Robert | Vorrichtung zum formen von huelsen fuer verpackungsbehaelter |
| JPS63307935A (ja) * | 1987-06-09 | 1988-12-15 | レンゴ−株式会社 | 箱の組立方法およびその装置 |
| FR2629012B1 (fr) * | 1988-03-22 | 1994-01-14 | Embal Systems | Procede et machine pour la realisation de caisses a section polygonale en une matiere en feuille et caisses ainsi obtenues |
-
1990
- 1990-07-24 FR FR909009457A patent/FR2665137B1/fr not_active Expired - Lifetime
-
1991
- 1991-07-03 NZ NZ238824A patent/NZ238824A/en not_active IP Right Cessation
- 1991-07-04 IL IL9873691A patent/IL98736A/en not_active IP Right Cessation
- 1991-07-09 US US07/727,117 patent/US5147271A/en not_active Expired - Lifetime
- 1991-07-10 IE IE241791A patent/IE68598B1/en not_active IP Right Cessation
- 1991-07-17 EP EP99111930A patent/EP0965528B1/fr not_active Revoked
- 1991-07-17 AT AT99111930T patent/ATE211699T1/de not_active IP Right Cessation
- 1991-07-17 DK DK93110403.8T patent/DK0570023T3/da active
- 1991-07-17 AT AT93110403T patent/ATE142158T1/de not_active IP Right Cessation
- 1991-07-17 AT AT99111929T patent/ATE211680T1/de not_active IP Right Cessation
- 1991-07-17 ES ES91402004T patent/ES2051569T3/es not_active Expired - Lifetime
- 1991-07-17 DE DE69101604T patent/DE69101604T2/de not_active Expired - Lifetime
- 1991-07-17 EP EP93110403A patent/EP0570023B1/fr not_active Expired - Lifetime
- 1991-07-17 ES ES99111930T patent/ES2168823T3/es not_active Expired - Lifetime
- 1991-07-17 DE DE69132907T patent/DE69132907T2/de not_active Revoked
- 1991-07-17 DE DE199191402004T patent/DE468860T1/de active Pending
- 1991-07-17 EP EP96100892A patent/EP0712784B1/fr not_active Expired - Lifetime
- 1991-07-17 DE DE69121910T patent/DE69121910T2/de not_active Expired - Lifetime
- 1991-07-17 AT AT91402004T patent/ATE103870T1/de not_active IP Right Cessation
- 1991-07-17 DE DE69131986T patent/DE69131986T2/de not_active Expired - Fee Related
- 1991-07-17 DK DK91402004.5T patent/DK0468860T3/da active
- 1991-07-17 DE DE9116739U patent/DE9116739U1/de not_active Expired - Lifetime
- 1991-07-17 AT AT96100892T patent/ATE189658T1/de not_active IP Right Cessation
- 1991-07-17 DE DE69132906T patent/DE69132906T2/de not_active Expired - Lifetime
- 1991-07-17 EP EP91402004A patent/EP0468860B1/fr not_active Expired - Lifetime
- 1991-07-17 ES ES99111929T patent/ES2168822T3/es not_active Expired - Lifetime
- 1991-07-17 EP EP99111929A patent/EP0965441B1/fr not_active Expired - Lifetime
- 1991-07-17 ES ES96100892T patent/ES2142508T3/es not_active Expired - Lifetime
- 1991-07-17 ES ES93110403T patent/ES2092190T3/es not_active Expired - Lifetime
- 1991-07-22 CA CA002047497A patent/CA2047497C/fr not_active Expired - Lifetime
- 1991-07-23 NO NO912873A patent/NO304642B1/no not_active IP Right Cessation
- 1991-07-23 HU HU468/91A patent/HU219570B/hu unknown
- 1991-07-23 PT PT98423A patent/PT98423B/pt not_active IP Right Cessation
- 1991-07-23 JP JP18227491A patent/JP3304991B2/ja not_active Expired - Lifetime
- 1991-07-24 KR KR1019910012673A patent/KR100194302B1/ko not_active IP Right Cessation
- 1991-07-24 FI FI913549A patent/FI97356C/fi not_active IP Right Cessation
- 1991-07-24 OA OA60050A patent/OA09385A/fr unknown
-
1996
- 1996-09-20 GR GR960402488T patent/GR3021122T3/el unknown
-
1997
- 1997-03-06 HK HK27897A patent/HK27897A/xx not_active IP Right Cessation
- 1997-07-18 HK HK97101576A patent/HK1000065A1/xx not_active IP Right Cessation
-
1999
- 1999-02-04 JP JP02759799A patent/JP3634654B2/ja not_active Expired - Lifetime
- 1999-02-04 JP JP02753499A patent/JP3631033B2/ja not_active Expired - Lifetime
-
2004
- 2004-09-28 JP JP2004281576A patent/JP2005008280A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2967655A (en) * | 1958-05-19 | 1961-01-10 | Massillon Container Co | Polygonal carton |
| FR82619E (fr) * | 1962-09-24 | 1964-03-20 | Emballage pour produits de forme ronde | |
| US4702408A (en) * | 1986-05-23 | 1987-10-27 | The Mead Corporation | Bulk bin |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6216871B1 (en) | 1996-10-11 | 2001-04-17 | Otor | Package and method for packaging of batches of articles of undetermined volume |
| FR2762586A1 (fr) * | 1997-04-24 | 1998-10-30 | Otor Sa | Emballage, ensemble de flans, procede et dispositif pour le conditionnement d'un article ou d'un lot d'articles de volume indetermine |
| US6264034B1 (en) | 1997-04-24 | 2001-07-24 | Otor | Package, assembly of blanks, method and device for packaging an articles or a group of articles of indefinite volume |
| EP0891931A1 (fr) * | 1997-07-09 | 1999-01-20 | G.D S.p.A. | Emballage en carton pour paquets de cigarettes |
| US6021893A (en) * | 1997-07-09 | 2000-02-08 | G.D. S.P.A. | Carton for packets of cigarettes |
| WO2000056610A2 (fr) * | 1999-03-23 | 2000-09-28 | Focke & Co. (Gmbh & Co.) | Emballage de type cartouche de cigarettes |
| WO2000056610A3 (fr) * | 1999-03-23 | 2001-04-26 | Focke & Co | Emballage de type cartouche de cigarettes |
| EP1449791A1 (fr) * | 1999-03-23 | 2004-08-25 | Focke & Co. (GmbH & Co.) | Emballage et flan |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0570023B1 (fr) | Caisses en une matière en feuille et flans pour la réalisation de telles caisses | |
| EP0549837B1 (fr) | Caisse en une matière en feuille, flan et machine pour la réalisation d'une telle caisse | |
| EP0876281B1 (fr) | Ensemble de decoupes, boite, procede et machine pour la fabrication de boite a partir d'un tel ensemble de decoupes | |
| CA1326153C (fr) | Procede et machine pour la realisation de caisses a section polygonale en une matiere en feuille et caisses ainsi obtenues | |
| FR2687634A1 (fr) | Procede et flan pour la realisation d'une caisse autour d'une charge, et caisse ainsi obtenue. | |
| EP0605268B1 (fr) | Emballage à section polygonale en une matière en feuille, notamment pour bouteilles, flan et machine pour un tel emballage | |
| EP0206966B1 (fr) | Emballage fermé à lien-poignée et cavité de préhension | |
| EP0028995A1 (fr) | Emballage pour ampoules pharmaceutiques ou similaires | |
| EP0904235B1 (fr) | Procede pour la realisation d'un emballage a couvercle emboitable a partir d'un flan | |
| FR2692233A1 (fr) | Emballage de type fourreau pour un groupe d'objets tels que des contenants primaires. | |
| FR2792290A1 (fr) | Ensemble de decoupes, caisse, procede et machine pour la fabrication de caisse a partir d'un tel ensemble | |
| EP0494023A1 (fr) | Machine de préformage et d'encollage de caisses en carton | |
| WO2005077647A2 (fr) | Machine et procede de formation d’un plateau par application d’un mandrin | |
| FR2695103A1 (fr) | Plateau d'emballage d'une pluralité d'objets et flan pour sa réalisation. | |
| FR2656591A1 (fr) | Boite modulaire et empilable. | |
| FR2780703A1 (fr) | Contenant en un materiau semi-rigide pour le conditionnement d'objets divers et flan pour sa realisation | |
| CA2057765A1 (fr) | Caisse en une matiere en feuille, flan et machine pour la realisation d'une telle caisse | |
| FR2775658A1 (fr) | Procede et machine pour la realisation d'une caisse octogonale a coins coupes en matiere en feuille | |
| FR2784656A1 (fr) | Cartonnage d'emballage a contenance variable et procede pour sa mise en oeuvre | |
| FR2681836A1 (fr) | Boite en carton dite a montage automatique. | |
| FR2583719A1 (fr) | Cadre de portance pour plateau alveole, flan propre a la realisation d'un tel cadre de portance, et emballage a plateau(x) alveole(s) le mettant en oeuvre, notamment pour le conditionnement de fruits | |
| FR2639921A1 (fr) | Emballage parallelepipedique | |
| FR3091857A3 (fr) | Boîte pliante | |
| EP0691276A1 (fr) | Boîte cartonnée ayant des bandes de ridification notamment pour pâtisseries | |
| CH425612A (fr) | Boîte à parois en caissons et trottoir plat |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 570023 Country of ref document: EP |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE DK ES GB GR IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE DK ES GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19961023 |
|
| 17Q | First examination report despatched |
Effective date: 19980305 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 570023 Country of ref document: EP Ref document number: 468860 Country of ref document: EP |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20000209 Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000209 |
|
| REF | Corresponds to: |
Ref document number: 189658 Country of ref document: AT Date of ref document: 20000215 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: JOHN P. MUNZINGER INGENIEUR-CONSEIL |
|
| REF | Corresponds to: |
Ref document number: 69131986 Country of ref document: DE Date of ref document: 20000316 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2142508 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20000509 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20000509 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20000427 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20000627 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20000629 Year of fee payment: 10 Ref country code: GB Payment date: 20000629 Year of fee payment: 10 Ref country code: CH Payment date: 20000629 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20000705 Year of fee payment: 10 |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000717 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20000717 Year of fee payment: 10 |
|
| EN4 | Fr: notification of non filing translation in an earlier bopi is erroneous | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20000816 Year of fee payment: 10 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010717 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010717 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010718 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010731 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010731 |
|
| BERE | Be: lapsed |
Effective date: 20010731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020201 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20010717 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20020201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020501 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20020810 |