EP0806512B1 - Verfahren und Vorrichtung zum Fibrillieren von leicht fibrillierbaren Cellulosefasern, insbesondere von Tencel-Fasern - Google Patents
Verfahren und Vorrichtung zum Fibrillieren von leicht fibrillierbaren Cellulosefasern, insbesondere von Tencel-Fasern Download PDFInfo
- Publication number
- EP0806512B1 EP0806512B1 EP97810241A EP97810241A EP0806512B1 EP 0806512 B1 EP0806512 B1 EP 0806512B1 EP 97810241 A EP97810241 A EP 97810241A EP 97810241 A EP97810241 A EP 97810241A EP 0806512 B1 EP0806512 B1 EP 0806512B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- fabric
- web
- fibres
- storage means
- fabric web
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B3/00—Passing of textile materials through liquids, gases or vapours to effect treatment, e.g. washing, dyeing, bleaching, sizing, impregnating
- D06B3/28—Passing of textile materials through liquids, gases or vapours to effect treatment, e.g. washing, dyeing, bleaching, sizing, impregnating of fabrics propelled by, or with the aid of, jets of the treating material
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06C—FINISHING, DRESSING, TENTERING OR STRETCHING TEXTILE FABRICS
- D06C19/00—Breaking or softening of fabrics
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Treatment Of Fiber Materials (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
- Polysaccharides And Polysaccharide Derivatives (AREA)
- Nonwoven Fabrics (AREA)
Description
- Fig. 1
- eine schematische Darstellung einer fibrillierten Tencel Faser als Beispiel für eine fibrillierte Cellulose Faser,
- Fig. 2
- die schematische Darstellung eines Warenlaufs mit den Merkmalen der Erfindung,
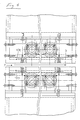
- Fig. 3
- eine Schnittdarstellung durch einen Führungsspalt zum Beschleunigen der Warenbahn mit den Merkmalen der Erfindung, und
- Fig. 4
- die ausschnittsweise Darstellung des Führungsspalts gemäss Fig. 3 in der Ansicht aus der Richtung "A" gemäss Fig. 3.
Claims (9)
- Verfahren zum Fibrillieren von in einer textilen Warenbahn (3) enthaltenen fibrillierbaren Cellulose-Fasern, insbesondere Lyocell-Fasern, dadurch gekennzeichnet, dass die ausgebreitete Warenbahn durch einen mit hoher Geschwindigkeit strömenden Flüssigkeitsstrom beaufschlagt und beschleunigt wird, dass die beschleunigte Warenbahn durch den Flüssigkeitsstrom gegen eine Prallfläche (13, 16) geschleudert wird, und dass der Beschleunigungs- und Schleudervorgang so oft wiederholt wird, bis Oberflächenbereiche der Fasern gespalten werden und sich Fibrillen bilden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Warenbahn (3) in einem Warenspeicher (6) angesammelt und sodann dem Flüssigkeitsstrom zugeführt wird.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Warenbahn (3) von der Prallfläche (13) einem zweiten Warenspeicher (17) zugeführt und dort angesammelt wird, dass sodann durch einen in entgegengesetzter Richtung strömenden Flüssigkeitsstrom die Warenbahn aus dem zweiten Warenspeicher (17) abgezogen und in den ersten Warenspeicher (6) zurückbefördert wird, wobei die Warenbahn (3) von dem mit hoher Geschwindigkeit strömenden Flüssigkeitsstrom beschleunigt und gegen eine zweite Prallfläche (16) geschleudert wird.
- Verfahren nach Anspruch 2 oder 3, dadurch gekennzeichnet, dass die Warenbahn (3) durch einen alternierenden Flüssigkeitsstrom abwechselnd zwischen den beiden Warenspeichern (6, 17) hin und her gefördert und dabei jeweils gegen eine Prallfläche (13, 16) geschleudert wird.
- Verfahren nach Anspruch 4, dadurch gekennzeichnet, dass dem ersten Warenspeicher (6) laufend zusätzlich Ware (3) zugeführt und dass aus dem zweiten Warenspeicher (17) laufend Ware abgeführt wird, und dass bei vorbestimmten Förder- und Beschleunigungsschritten eine längere Warenbahn (3) in den zweiten Warenspeicher (17) gefördert wird, als beim darauffolgenden, entgegengesetzt gerichteten Beschleunigungsprozess zurück in den ersten Warenspeicher (6) gefördert wird.
- Verfahren nach einem der vorangegangenen Ansprüche, dadurch gekennzeichnet, dass die Warenbahn auf eine Geschwindigkeit von wenigstens 8 m/Sek., vorzugsweise auf eine Geschwindigkeit von 9 m/Sek. bis 15 m/Sek. beschleunigt wird.
- Vorrichtung zum Fibrillieren von in einer textilen Warenbahn enthaltenen fibrillierbaren Cellulose-Fasern, insbesondere von Tencel-Fasern, dadurch gekennzeichnet, dass eine die zu fibrillierenden Fasern (1) enthaltene Warenbahn (3) in einem von einer Flüssigkeit durchströmten Führungsspalt (7) beschleunigt wird, wobei der Führungsspalt (7) wenigstens auf einer Seite durch ein Düsenelement (9a, 9b, 10a, 10b) begrenzt ist, das einen Zufuhrkanal (12) für die Flüssigkeit und auf zwei entgegengesetzten Seiten einen sich zum Führungsspalt (7) verengenden düsenartigen Austrittsspalt (10a, 10b) und ein Ventil-Element (11) zum abwechselnden Verschliessen einer der Austrittsspalten (10a, 10b) aufweist.
- Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass auf beiden Seiten des Führungsspalts (7) Austrittsspalte (10a, 10b) vorgesehen sind.
- Vorrichtung nach Anspruch 7 oder 8, dadurch gekennzeichnet, dass der Austrittsspalt (10a, 10b) unter einem Winkel α von 10 bis 25 und vorzugsweise von 15° bis 20° zur Ebene des Führungsspalts (7) verläuft.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH117396 | 1996-05-08 | ||
| CH1173/96 | 1996-05-08 | ||
| CH117396 | 1996-05-08 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0806512A1 EP0806512A1 (de) | 1997-11-12 |
| EP0806512B1 true EP0806512B1 (de) | 2001-08-08 |
Family
ID=4204209
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP97810241A Expired - Lifetime EP0806512B1 (de) | 1996-05-08 | 1997-04-18 | Verfahren und Vorrichtung zum Fibrillieren von leicht fibrillierbaren Cellulosefasern, insbesondere von Tencel-Fasern |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US5845355A (de) |
| EP (1) | EP0806512B1 (de) |
| JP (1) | JPH1088467A (de) |
| AT (1) | ATE204038T1 (de) |
| DE (1) | DE59704221D1 (de) |
| ES (1) | ES2165012T3 (de) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19732230A1 (de) * | 1997-07-26 | 1999-01-28 | Kuesters Eduard Maschf | Verfahren und Vorrichtung zum Fibrillieren oder Defibrillieren von Cellulosefasern |
| DE19825123C2 (de) * | 1998-06-05 | 2003-07-03 | Silke Baumann | Verfahren zur Erzeugung einer Fibrillation auf textilen Flächengebilden, die mehrheitlich Zellulose-Regeneratfasern enthalten |
| US6630231B2 (en) | 1999-02-05 | 2003-10-07 | 3M Innovative Properties Company | Composite articles reinforced with highly oriented microfibers |
| US6110588A (en) | 1999-02-05 | 2000-08-29 | 3M Innovative Properties Company | Microfibers and method of making |
| ES2172364B1 (es) * | 1999-05-20 | 2003-10-16 | Jaume Anglada Vinas Sa | Aparato para el tratamiento de tejidos |
| US6680114B2 (en) | 2001-05-15 | 2004-01-20 | 3M Innovative Properties Company | Fibrous films and articles from microlayer substrates |
| ITFI20010168A1 (it) * | 2001-09-12 | 2003-03-12 | Coramtex Srl | Macchina e metodo per il trattamento in continuo di un tessuto |
| US6692823B2 (en) | 2001-12-19 | 2004-02-17 | 3M Innovative Properties Company | Microfibrillated articles comprising hydrophillic component |
| US6753080B1 (en) | 2002-01-29 | 2004-06-22 | 3M Innovative Properties Company | Receptor medium having a microfibrillated surface |
| ITMI20021220A1 (it) * | 2002-06-05 | 2003-12-05 | Savio Macchine Tessili Spa | Procedimento e dispositivo per il mercerizzo in continuo dei filati tessili |
| WO2015132757A1 (en) * | 2014-03-05 | 2015-09-11 | Biancalani S.R.L. | Method and machine for treating textile fabrics with an adjustable air flow |
| ITUB20153062A1 (it) * | 2015-08-12 | 2017-02-12 | Salvade S R L | Macchina per il trattamento di tessuti |
| TWI646234B (zh) | 2015-08-28 | 2019-01-01 | 立信歐洲有限責任公司 | 處理裝置的繩狀紡織品 |
| CN107475864A (zh) * | 2017-08-30 | 2017-12-15 | 江苏箭鹿毛纺股份有限公司 | 一种纳米抗菌防臭花呢及其生产工艺 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3593546A (en) * | 1967-12-16 | 1971-07-20 | Hirano Kinzoku Co Ltd | Fabric-relaxing apparatus |
| US3626449A (en) * | 1970-01-23 | 1971-12-07 | Komatsu Seiren Co | Apparatus for continuously relaxing textile material in a treating liquid |
| US4291442A (en) * | 1978-10-02 | 1981-09-29 | Milliken Research Corporation | Process for fibrillating polyester |
| DE3377147D1 (en) * | 1982-08-16 | 1988-07-28 | Toray Industries | Apparatus for raising or cropping surface of textile fabrics |
| JPS6170065A (ja) * | 1984-09-13 | 1986-04-10 | 株式会社 日阪製作所 | 布帛の液流処理装置 |
| JP2611334B2 (ja) * | 1988-05-25 | 1997-05-21 | 東洋紡績株式会社 | 再生セルロース系繊維織編物の加工方法 |
| JPH0735634B2 (ja) * | 1991-07-29 | 1995-04-19 | 内外特殊染工株式会社 | 布帛の加工処理方法 |
| EP0535288B1 (de) * | 1991-09-21 | 1996-02-21 | Solipat Ag | Verfahren und Vorrichtung zum Krumpfen von textilen Geweben |
| DE59107773D1 (de) * | 1991-09-21 | 1996-06-05 | Solipat Ag | Verfahren und Vorrichtung zur Griff- und Oberflächenverbesserung von textilen Geweben und Gewirken |
| JPH0711566A (ja) * | 1993-06-26 | 1995-01-13 | Toyobo Co Ltd | 絹様布帛の製造方法 |
| ES2082694B1 (es) * | 1993-09-28 | 1998-01-01 | Jauma Anglada Vinas S A | Maquina para tratamiento en humedo de tejidos. |
| IT1269065B (it) * | 1994-01-03 | 1997-03-21 | Biancalani F & C Off Mec | Macchina e metodo per il lavaggio in continuo di un tessuto, in specie per il lavaggio in corda |
| IT1272912B (it) * | 1995-01-19 | 1997-07-01 | Zonco Federico & Figlio | Macchina per il trattamento ad umido ed a secco di tessuti in corda o in largo |
-
1997
- 1997-04-18 EP EP97810241A patent/EP0806512B1/de not_active Expired - Lifetime
- 1997-04-18 DE DE59704221T patent/DE59704221D1/de not_active Expired - Fee Related
- 1997-04-18 ES ES97810241T patent/ES2165012T3/es not_active Expired - Lifetime
- 1997-04-18 US US08/840,461 patent/US5845355A/en not_active Expired - Fee Related
- 1997-04-18 AT AT97810241T patent/ATE204038T1/de not_active IP Right Cessation
- 1997-05-07 JP JP9117129A patent/JPH1088467A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| ATE204038T1 (de) | 2001-08-15 |
| ES2165012T3 (es) | 2002-03-01 |
| US5845355A (en) | 1998-12-08 |
| EP0806512A1 (de) | 1997-11-12 |
| JPH1088467A (ja) | 1998-04-07 |
| DE59704221D1 (de) | 2001-09-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0806512B1 (de) | Verfahren und Vorrichtung zum Fibrillieren von leicht fibrillierbaren Cellulosefasern, insbesondere von Tencel-Fasern | |
| DE10065859B4 (de) | Verfahren und Vorrichtung zur Herstellung von im Wesentlichen endlosen feinen Fäden | |
| EP0880611B1 (de) | Verfahren zum aerodynamischen texturieren, texturierdüse, düsenkopf sowie verwendung | |
| DE2620118A1 (de) | Garnspinnmaschine | |
| EP0331946B1 (de) | Einrichtung zur Erzeugung von Fasern, insbesondere Mineralfasern, aus einer Schmelze | |
| DE2655340A1 (de) | Vorrichtung zum spinnen textiler fasern | |
| DE4040242A1 (de) | Verfahren und vorrichtung zur herstellung von feinstfasern aus thermoplastischen polymeren | |
| DE2653853A1 (de) | Verfahren und vorrichtung zum herstellen von ungewebten stoffen | |
| EP1058745B1 (de) | Verfahren zur luftblastexturierung von endlosfilamentgarn sowie garnveredelungseinrichtung, ferner deren verwendung | |
| EP1712668A1 (de) | Verfahren und Vorrichtung zum Ablegen synthetischer Fasern zu einem Vlies | |
| DE3041089A1 (de) | Nonwoven-stoff | |
| DE4240026A1 (de) | Garnitur für eine Auflösewalze einer OE-Spinnvorrichtung | |
| EP2065499B1 (de) | Düsenleiste | |
| CH679491A5 (de) | ||
| EP0175862B1 (de) | Verfahren und Vorrichtung zur Herstellung eines Garnes | |
| EP1215022A1 (de) | Verfahren zum Herstellen eines Verbundwerkstoffs aus Endlosfasern und Kunststoff | |
| DE1760713A1 (de) | Verfahren und Vorrichtung zum Herstellen eines Wirrfaden-Vlieses aus synthetischen Faeden | |
| DE2729167A1 (de) | Vorrichtung zum herstellen von mineralwolle o.dgl. fasergebilden aus einer mineralschmelze | |
| WO1999045182A1 (de) | Verfahren zur luftblastexturierung von endlosfilamentgarn sowie garnveredelungseinrichtung, ferner deren verwendung | |
| WO2001068958A1 (de) | Verfahren und vorrichtung zur herstellung von cellulosefasern und cellulosefilamentgarnen | |
| WO2016173893A1 (de) | Vliestrichter zum verdichten eines faservlieses mit einem leitelement | |
| CH533712A (de) | Vorrichtung zur Behandlung eines endlosen Faserstranges | |
| DE2510452C3 (de) | Vorrichtung zur Avivierung von Fasern, Fäden und Flächengebilden | |
| DE3843655A1 (de) | Verfahren zur reinigung eins kardenbandes | |
| DE1760483A1 (de) | Fasern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE ES FR GB IT LI SE |
|
| 17P | Request for examination filed |
Effective date: 19980113 |
|
| 17Q | First examination report despatched |
Effective date: 19991216 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 19991216 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE ES FR GB IT LI SE |
|
| REF | Corresponds to: |
Ref document number: 204038 Country of ref document: AT Date of ref document: 20010815 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59704221 Country of ref document: DE Date of ref document: 20010913 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: HEPP, WENGER & RYFFEL AG |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20011002 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2165012 Country of ref document: ES Kind code of ref document: T3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20020313 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20020320 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20020404 Year of fee payment: 6 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20030407 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030418 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030419 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20030428 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20030430 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20030701 Year of fee payment: 7 |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20030418 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041103 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041231 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050418 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20040419 |