Field of the Invention
The present invention is in the field of computer controlled printing
devices. In particular, the field is liquid ink drop on demand (DOD) printing
systems.
Background of the Invention
Many different types of digitally controlled printing systems have
been invented, and many types are currently in production. These printing systems
use a variety of actuation mechanisms, a variety of marking materials, and a variety
of recording media. Examples of digital printing systems in current use include:
laser electrophotographic printers; LED electrophotographic printers; dot matrix
impact printers; thermal paper printers; film recorders; thermal wax printers; dye
diffusion thermal transfer printers; and ink jet printers. However, at present, such
electronic printing systems have not significantly replaced mechanical printing
presses, even though this conventional method requires very expensive setup and is
seldom commercially viable unless a few thousand copies of a particular page are to
be printed. Thus, there is a need for improved digitally controlled printing systems,
for example, being able to produce high quality color images at a high-speed and
low cost, using standard paper.
Inkjet printing has become recognized as a prominent contender in
the digitally controlled, electronic printing arena because, e.g., of its non-impact,
low-noise characteristics, its use of plain paper and its avoidance of toner transfers
and fixing.
Many types of ink jet printing mechanisms have been invented.
These can be categorized as either continuous ink jet (CIJ) or drop on demand
(DOD) ink jet. Continuous ink jet printing dates back to at least 1929: Hansell, US
Pat. No. 1,941,001.
Sweet et al US Pat. No. 3,373,437, 1967, discloses an array of
continuous ink jet nozzles where ink drops to be printed are selectively charged and
deflected towards the recording medium. This technique is known as binary
deflection CIJ, and is used by several manufacturers, including Elmjet and Scitex.
Hertz et al US Pat. No. 3,416,153, 1966, discloses a method of
achieving variable optical density of printed spots in CIJ printing using the
electrostatic dispersion of a charged drop stream to modulate the number of
droplets which pass through a small aperture. This technique is used in ink jet
printers manufactured by Iris Graphics.
Kyser et al US Pat. No. 3,946,398, 1970, discloses a DOD ink jet
printer which applies a high voltage to a piezoelectric crystal, causing the crystal to
bend, applying pressure on a ink reservoir and jetting drops on demand. Many
types of piezoelectric drop on demand printers have subsequently been invented,
which utilize piezoelectric crystals in bend mode, push mode, shear mode, and
squeeze mode. Piezoelectric DOD printers have achieved commercial success using
hot melt inks (for example, Tektronix and Dataproducts printers), and at image
resolutions up to 720 dpi for home and office printers (Seiko Epson). Piezoelectric
DOD printers have an advantage in being able to use a wide range of inks.
However, piezoelectric printing mechanisms usually require complex high voltage
drive circuitry and bulky piezoelectric crystal arrays, which are disadvantageous in
regard to manufacturability and performance.
Endo et al GB Pat. No. 2,007,162, 1979, discloses an electrothermal
DOD ink jet printer which applies a power pulse to an electrothermal transducer
(heater) which is in thermal contact with ink in a nozzle. The heater rapidly heats
water based ink to a high temperature, whereupon a small quantity of ink rapidly
evaporates, forming a bubble. The formation of these bubbles results in a pressure
wave which cause drops of ink to be ejected from small apertures along the edge of
the heater substrate. This technology is known as Bubblejet™ (trademark of Canon
K.K. of Japan), and is used in a wide range of printing systems from Canon, Xerox,
and other manufacturers.
Vaught et al US Pat. No. 4,490,728, 1982, discloses an
electrothermal drop ejection system which also operates by bubble formation. In
this system, drops are ejected in a direction normal to the plane of the heater
substrate, through nozzles formed in an aperture plate positioned above the heater.
This system is known as Thermal Ink Jet, and is manufactured by Hewlett-Packard.
In this document, the term Thermal Ink Jet is used to refer to both the Hewlett-Packard
system and systems commonly known as Bubblejet™.
Thermal Ink Jet printing typically requires approximately 20 µJ over
a period of approximately 2 µs to eject each drop. The 10 Watt active power
consumption of each heater is disadvantageous in itself and also necessitates special
inks, complicates the driver electronics and precipitates deterioration of heater
elements.
Other ink jet printing systems have also been described in technical
literature, but are not currently used on a commercial basis. For example, U.S.
Patent No. 4,275,290 discloses a system wherein the coincident address of
predetermined print head nozzles with heat pulses and hydrostatic pressure, allows
ink to flow freely to spacer-separated paper, passing beneath the print head. U.S.
Patent Nos. 4,737,803; 4,737,803 and 4,748,458 disclose ink jet recording systems
wherein the coincident address of ink in print head nozzles with heat pulses and an
electrostatically attractive field cause ejection of ink drops to a print sheet.
Each of the above-described ink jet printing systems has advantages
and disadvantages. However, there remains a widely recognized need for an
improved ink jet printing approach, providing advantages for example, as to cost,
speed, quality, reliability, power usage, simplicity of construction and operation,
durability and consumables.
Summary of the Invention
One object of the present invention is to provide liquid ink printing
systems which afford significant advancements towards attaining the above-noted
advantages. The invention provides a drop-on-demand printing mechanism wherein
the means of selecting drops to be printed produces a difference in position between
selected drops and drops which are not selected, but which is insufficient to cause
the ink drops to overcome the ink surface tension and separate from the body of
ink, and wherein an additional means is provided to cause separation of said
selected drops from said body of ink.
A preferred aspect of the invention is that the means of producing a
difference in position between selected drops and unselected drops is electrothermal
reduction of surface tension of pressurized ink.
An alternative preferred aspect of the invention is that the means of
producing a difference in position between selected drops and unselected drops is
electrothermal ink vapor bubble generation, said ink vapor bubble being insufficient
to cause the separation of said selected drops from the body of ink in said nozzle.
A further alternative preferred aspect of the invention is that the
means of producing a difference in position between selected drops and unselected
drops is activation of a piezoelectric transducer which is in direct or indirect
mechanical contact with said ink, and when activated causes a change to the volume
of an ink cavity which communicates with ink in the printing nozzle, such volume
change being insufficient to case the separation of said selected drops from the
body of ink in said nozzle.
A further alternative preferred aspect of the invention is that the
means of producing a difference in position between selected drops and unselected
drops is electrostatic attraction of electrically conductive ink, such electrostatic
attraction being insufficient to cause the separation of said selected drops from the
body of ink in said nozzle.
A further alternative preferred aspect of the invention is that the
means of separating said selected drops from the body of ink comprises arranging
the printing medium in such a manner so that selected drops contact said print
medium, and so that drops which are not selected do not contact said printing
medium.
A preferred aspect of the invention where the means of separating
said selected drops from the body of ink comprises arranging the printing medium in
such a manner so that selected drops contact said print medium and that the rate
that said selected drops soak into and/or wet the surface of said printing medium is
greater than the rate of egress of ink from the printing nozzle.
A further preferred aspect of the invention is that the ink pressure
oscillates.
A further preferred aspect of the invention is that the ink pressure
oscillates at a frequency which is an integral multiple of the drop ejection frequency
from the nozzle.
An alternative preferred aspect of the invention is that the means of
separating said selected drops from the body of ink comprises electrostatic
attraction of electrically conducting ink towards the recording medium.
A preferred aspect of the invention is that the electric field producing
said electrostatic attraction is applied substantially evenly to all nozzles.
A preferred aspect of the invention is that the difference in electric
force experienced by selected drops and unselected drops is largely due to the
difference in position between said selected drops and said unselected drops.
An alternative preferred aspect of the invention is that the means of
separating said selected drops from the body of ink comprises magnetic attraction
of ink which contains magnetically active substances towards the recording
medium,
A preferred aspect of the invention is that the magnetic field
producing said magnetic attraction is applied substantially evenly to all nozzles.
A preferred aspect of the invention is that the difference in magnetic
force experienced by selected drops and unselected drops is largely due to the
difference in position between said selected drops and said unselected drops.
In another particularly preferred embodiment, the present invention
constitutes methods and apparatus employing an acoustic wave as a coincident
force in drop selection.
In another preferred embodiment, the present invention constitutes
methods and apparatus for varying the distance between print heads of the invention
and the print region to vary the drop size of printed ink.
Brief Description of the Drawings
Figure 1(a) shows a simplified block schematic diagram of one
exemplary printing apparatus according to the present invention.
Figure 1(b) shows a cross section of one variety of nozzle tip in
accordance with the invention.
Figures 2(a) to 2(f) show fluid dynamic simulations of drop
selection.
Figure 3(a) shows a finite element fluid dynamic simulation of a
nozzle in operation according to an embodiment of the invention.
Figure 3(b) shows successive meniscus positions during drop
selection and separation.
Figure 3(c) shows the temperatures at various points during a drop
selection cycle.
Figure 3(d) shows measured surface tension versus temperature
curves for various ink additives.
Figure 3(e) shows the power pulses which are applied to the nozzle
heater to generate the temperature curves of figure 3(c)
Figure 4 shows a block schematic diagram of print head drive
circuitry for practice of the invention.
Figure 5 shows projected manufacturing yields for an A4 page width
color print head embodying features of the invention, with and without fault
tolerance.
Figure 6 shows a generalized block diagram of a printing system
using one embodiment of the present invention.
Figure 7 shows a cross section of an example print head nozzle
embodiment of the invention used for computer simulations shown in Figures 8
to 18.
Figure 8(a) shows the power sub-pulses applied to the print head for
a single heater energizing pulse.
Figure 8(b) shows the temperature at various points in the nozzle
during the drop selection process.
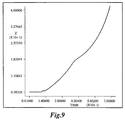
Figure 9 is a graph of meniscus position versus time for the drop
selection process.
Figure 10 is a plot of meniscus position and shape at 5 µs intervals
during the drop selection process.
Figure 11 shows the quiescent position of the ink meniscus before
the drop selection process.
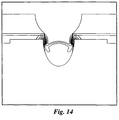
Figures 12 to 17 show the meniscus position and thermal contours
at various stages during the drop selection process.
Figure 18 shows fluid streamlines 50 µs after the beginning of the
drop selection heater pulse.
Figures 19(a) to 19(i) show a drop ejection cycle of a thermal
proximity separation nozzle.
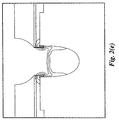
Figures 20(a) and 20(b), respectively, show an acoustic wave
applied to the ink and a space/time diagram showing the ink occupancy along the
nozzle axis for both selected and non-selected drops.
Figure 21(a) is a cross section of an embodiment print head and
platen and Figure 21(b) to 21(d) are cross sections of a single nozzle showing an
adjustment for different drop sizes.
Detailed Description of Preferred Embodiments
In one general aspect, the invention constitutes a drop-on-demand
printing mechanism wherein the means of selecting drops to be printed produces a
difference in position between selected drops and drops which are not selected, but
which is insufficient to cause the ink drops to overcome the ink surface tension and
separate from the body of ink, and wherein an alternative means is provided to
cause separation of the selected drops from the body of ink.
The separation of drop selection means from drop separation means
significantly reduces the energy required to select which ink drops are to be printed.
Only the drop selection means must be driven by individual signals to each nozzle.
The drop separation means can be a field or condition applied simultaneously to all
nozzles.
The drop selection means may be chosen from, but is not limited to,
the following list:
The drop separation means may be chosen from, but is not limited
to, the following list:
The table "DOD printing technology targets" shows some desirable
characteristics of drop on demand printing technology. The table also lists some
methods by which some embodiments described herein, or in other of my related
applications, provide improvements over the prior art.
DOD printing technology targets
|
Target
|
Method of achieving improvement over prior art
|
|
High speed operation
|
Practical, low cost, pagewidth printing heads with more than 10,000 nozzles. Monolithic A4 pagewidth print heads can be manufactured using standard 300 mm (12") silicon wafers |
|
High image quality
|
High resolution (800 dpi is sufficient for most applications), six color process to reduce image noise |
|
Full color operation
|
Halftoned process color at 800 dpi using stochastic screening |
| Ink flexibility |
Low operating ink temperature and no requirement for bubble formation |
|
Low power requirements
|
Low power operation results from drop selection means not being required to fully eject drop |
|
Low cost
|
Monolithic print head without aperture plate, high manufacturing yield, small number of electrical connections, use of modified existing CMOS manufacturing facilities |
|
High manufacturing yield
|
Integrated fault tolerance in printing head |
|
High reliability
|
Integrated fault tolerance in printing head. Elimination of cavitation and kogation. Reduction of thermal shock. |
|
Small number of electrical connections
|
Shift registers, control logic, and drive circuitry can be integrated on a monolithic print head using standard CMOS processes |
|
Use of existing VLSI manufacturing facilities
|
CMOS compatibility. This can be achieved because the heater drive power is less is than 1% of Thermal Ink Jet heater drive power |
|
Electronic collation
|
A new page compression system which can achieve 100:1 compression with insignificant image degradation, resulting in a compressed data rate low enough to allow real-time printing of any combination of thousands of pages stored on a low cost magnetic disk drive. |
In thermal ink jet (TIJ) and piezoelectric ink jet systems, a drop
velocity of approximately 10 meters per second is preferred to ensure that the
selected ink drops overcome ink surface tension, separate from the body of the ink,
and strike the recording medium. These systems have a very low efficiency of
conversion of electrical energy into drop kinetic energy. The efficiency of TIJ
systems is approximately 0.02%). This means that the drive circuits for TIJ print
heads must switch high currents. The drive circuits for piezoelectric ink jet heads
must either switch high voltages, or drive highly capacitive loads. The total power
consumption of pagewidth TIJ printheads is also very high. An 800 dpi A4 full
color pagewidth TIJ print head printing a four color black image in one second
would consume approximately 6 kW of electrical power, most of which is
converted to waste heat. The difficulties of removal of this amount of heat
precludes the production of low cost, high speed, high resolution compact
pagewidth TIJ systems.
One important feature of embodiments of the invention is a means of
significantly reducing the energy required to select which ink drops are to be
printed. This is achieved by separating the means for selecting ink drops from the
means for ensuring that selected drops separate from the body of ink and form dots
on the recording medium. Only the drop selection means must be driven by
individual signals to each nozzle. The drop separation means can be a field or
condition applied simultaneously to all nozzles.
The table "Drop selection means" shows some of the possible means
for selecting drops in accordance with the invention. The drop selection means is
only required to create sufficient change in the position of selected drops that the
drop separation means can discriminate between selected and unselected drops.
Drop selection means
|
Method
|
Advantage
|
Limitation |
|
|
1. Electrothermal reduction of surface tension of pressurized ink
|
Low temperature increase and low drop selection energy. Can be used with many ink types. Simple fabrication. CMOS drive circuits can be fabricated on same substrate |
Requires ink pressure regulating mechanism. Ink surface tension must reduce substantially as temperature increases |
|
2. Electrothermal reduction of ink viscosity, combined with oscillating ink pressure
|
Medium drop selection energy, suitable for hot melt and oil based inks. Simple fabrication. CMOS drive circuits can be fabricated on same substrate |
Requires ink pressure oscillation mechanism. Ink must have a large decrease in viscosity as temperature increases |
|
3. Electrothermal bubble generation, with insufficient bubble volume to cause drop ejection
|
Well known technology, simple fabrication, bipolar drive circuits can be fabricated on same substrate |
High drop selection energy, requires water based ink, problems with kogation, cavitation, thermal stress |
| 4. Piezoelectric, with insufficient volume change to cause drop ejection |
Many types of ink base can be used |
High manufacturing cost, incompatible with integrated circuit processes, high drive voltage, mechanical complexity, bulky |
|
5. Electrostatic attraction with one electrode per nozzle
|
Simple electrode fabrication |
Nozzle pitch must be relatively large. Crosstalk between adjacent electric fields. Requires high voltage drive circuits |
Other drop selection means may also be used.
The preferred drop selection means for water based inks is method
1: "Electrothermal reduction of surface tension of pressurized ink", This drop
selection means provides many advantages over other systems, including; low
power operation (approximately 1% of TIJ), compatibility with CMOS VLSI chip
fabrication, low voltage operation (approx. 10 V), high nozzle density, low
temperature operation, and wide range of suitable ink formulations. The ink must
exhibit a reduction in surface tension with increasing temperature.
The preferred drop selection means for hot melt or oil based inks is
method 2: "Electrothermal reduction of ink viscosity, combined with oscillating ink
pressure". This drop selection means is particularly suited for use with inks which
exhibit a large reduction of viscosity with increasing temperature, but only a small
reduction in surface tension. This occurs particularly with non-polar ink carriers
with relatively high molecular weight. This is especially applicable to hot melt and
oil based inks.
The table "Drop separation means" shows some of the possible
methods for separating selected drops from the body of ink, and ensuring that the
selected drops form dots on the printing medium. The drop separation means
discriminates between selected drops and unselected drops to ensure that unselected
drops do not form dots on the printing medium.
Drop separation means
|
Means
|
Advantage
|
Limitation |
|
|
1. Electrostatic attraction
|
Can print on rough surfaces, simple implementation |
Requires high voltage power supply |
|
2. AC electric field
|
Higher field strength is possible than electrostatic, operating margins can be increased, ink pressure reduced, and dust accumulation is reduced |
Requires high voltage AC power supply synchronized to drop ejection phase. Multiple drop phase operation is difficult |
|
3. Proximity (print head in close proximity to, but not touching, recording medium)
|
Very small spot sizes can be achieved. Very low power dissipation. High drop position accuracy |
Requires print medium to be very close to print head surface, not suitable for rough print media, usually requires transfer roller or belt |
|
4. Transfer Proximity (print head is in close proximity to a transfer roller or belt
|
Very small spot sizes can be achieved, very low power dissipation, high accuracy, can print on rough paper |
Not compact due to size of transfer roller or transfer belt. |
|
5. Proximity with oscillating ink pressure
|
Useful for hot melt inks using viscosity reduction drop selection method, reduces possibility of nozzle clogging, can use pigments instead of dyes |
Requires print medium to be very close to print head surface, not suitable for rough print media. Requires ink pressure oscillation apparatus |
|
6. Magnetic attraction
|
Can print on rough surfaces. Low power if permanent magnets are used |
Requires uniform high magnetic field strength, requires magnetic ink |
Other drop separation means may also be used.
The preferred drop separation means depends upon the intended use.
For most applications, method 1: "Electrostatic attraction", or method 2: "AC
electric field" are most appropriate. For applications where smooth coated paper or
film is used, and very high speed is not essential, method 3: "Proximity" may be
appropriate. For high speed, high quality systems, method 4: "Transfer proximity"
can be used. Method 6: "Magnetic attraction" is appropriate for portable printing
systems where the print medium is too rough for proximity printing, and the high
voltages required for electrostatic drop separation are undesirable. There is no clear
'best' drop separation means which is applicable to all circumstances.
Further details of various types of printing systems according to the
present invention are described in the following Australian patent specifications filed
on 12 April 1995, the disclosure of which are hereby incorporated by reference:
A simplified schematic diagram of one preferred printing system
according to the invention appears in Figure 1(a).
An image source 52 may be raster image data from a scanner or
computer, or outline image data in the form of a page description language (PDL),
or other forms of digital image representation. This image data is converted to a
pixel-mapped page image by the image processing system 53. This may be a raster
image processor (RIP) in the case of PDL image data, or may be pixel image
manipulation in the case of raster image data. Continuous tone data produced by the
image processing unit 53 is halftoned. Halftoning is performed by the Digital
Halftoning unit 54. Halftoned bitmap image data is stored in the image memory 72.
Depending upon the printer and system configuration, the image memory 72 may be
a full page memory, or a band memory. Heater control circuits 71 read data from
the image memory 72 and apply time-varying electrical pulses to the nozzle heaters
(103 in figure 1(b)) that are part of the print head 50. These pulses are applied at
appropriate time, and to the appropriate nozzle, so that selected drops will form
spots on the recording medium 51 in the appropriate position designated by the data
in the image memory 72.
The recording medium 51 is moved relative to the head 50 by a
paper transport system 65, which is electronically controlled by a paper transport
control system 66, which in turn is controlled by a microcontroller 315. The paper
transport system shown in figure 1(a) is schematic only, and many different
mechanical configurations are possible. In the case of pagewidth print heads, it is
most convenient to move the recording medium 51 past a stationary head 50.
However, in the case of scanning print systems, it is usually most convenient to
move the head 50 along one axis (the sub-scanning direction) and the recording
medium 51 along the orthogonal axis (the main scanning direction), in a relative
raster motion. The microcontroller 315 may also control the ink pressure regulator
63 and the heater control circuits 71.
For printing using surface tension reduction, ink is contained in an
ink reservoir 64 under pressure. In the quiescent state (with no ink drop ejected),
the ink pressure is insufficient to overcome the ink surface tension and eject a drop.
A constant ink pressure can be achieved by applying pressure to the ink reservoir 64
under the control of an ink pressure regulator 63. Alternatively, for larger printing
systems, the ink pressure can be very accurately generated and controlled by
situating the top surface of the ink in the reservoir 64 an appropriate distance above
the head 50. This ink level can be regulated by a simple float valve (not shown).
For printing using viscosity reduction, ink is contained in an ink
reservoir 64 under pressure, and the ink pressure is caused to oscillate. The means
of producing this oscillation may be a piezoelectric actuator mounted in the ink
channels (not shown).
When properly arranged with the drop separation means, selected
drops proceed to form spots on the recording medium 51, while unselected drops
remain part of the body of ink.
The ink is distributed to the back surface of the head 50 by an ink
channel device 75. The ink preferably flows through slots and/or holes etched
through the silicon substrate of the head 50 to the front surface, where the nozzles
and actuators are situated. In the case of thermal selection, the nozzle actuators are
electrothermal heaters.
In some types of printers according to the invention, an external field
74 is required to ensure that the selected drop separates from the body of the ink
and moves towards the recording medium 51. A convenient external field 74 is a
constant electric field, as the ink is easily made to be electrically conductive. In this
case, the paper guide or platen 67 can be made of electrically conductive material
and used as one electrode generating the electric field. The other electrode can be
the head 50 itself. Another embodiment uses proximity of the print medium as a
means of discriminating between selected drops and unselected drops.
For small drop sizes gravitational force on the ink drop is very small;
approximately 10-4 of the surface tension forces, so gravity can be ignored in most
cases. This allows the print head 50 and recording medium 51 to be oriented in any
direction in relation to the local gravitational field. This is an important requirement
for portable printers.
Figure 1(b) is a detail enlargement of a cross section of a single
microscopic nozzle tip embodiment of the invention, fabricated using a modified
CMOS process. The nozzle is etched in a
substrate 101, which may be silicon,
glass, metal, or any other suitable material. If substrates which are not
semiconductor materials are used, a semiconducting material (such as amorphous
silicon) may be deposited on the substrate, and integrated drive transistors and data
distribution circuitry may be formed in the surface semiconducting layer. Single
crystal silicon (SCS) substrates have several advantages, including:
In this example, the nozzle is of cylindrical form, with the heater 103
forming an annulus. The nozzle tip 104 is formed from silicon dioxide layers 102
deposited during the fabrication of the CMOS drive circuitry. The nozzle tip is
passivated with silicon nitride. The protruding nozzle tip controls the contact point
of the pressurized ink 100 on the print head surface. The print head surface is also
hydrophobized to prevent accidental spread of ink across the front of the print head.
Many other configurations of nozzles are possible, and nozzle
embodiments of the invention may vary in shape, dimensions, and materials used.
Monolithic nozzles etched from the substrate upon which the heater and drive
electronics are formed have the advantage of not requiring an orifice plate. The
elimination of the orifice plate has significant cost savings in manufacture and
assembly. Recent methods for eliminating orifice plates include the use of 'vortex'
actuators such as those described in Domoto et al US Pat. No. 4,580,158, 1986,
assigned to Xerox, and Miller et al US Pat. No. 5,371,527, 1994 assigned to
Hewlett-Packard. These, however are complex to actuate, and difficult to fabricate.
The preferred method for elimination of orifice plates for print heads of the
invention is incorporation of the orifice into the actuator substrate.
This type of nozzle may be used for print heads using various
techniques for drop separation.
Operation with Electrostatic Drop Separation
As a first example, operation using thermal reduction of surface
tension and electrostatic drop separation is shown in figure 2.
Figure 2 shows the results of energy transport and fluid dynamic
simulations performed using FIDAP, a commercial fluid dynamic simulation
software package available from Fluid Dynamics Inc., of Illinois, USA. This
simulation is of a thermal drop selection nozzle embodiment with a diameter of 8
µm, at an ambient temperature of 30°C. The total energy applied to the heater is
276 nJ, applied as 69 pulses of 4 nJ each. The ink pressure is 10 kPa above ambient
air pressure, and the ink viscosity at 30°C is 1.84 cPs. The ink is water based, and
includes a sol of 0.1% palmitic acid to achieve an enhanced decrease in surface
tension with increasing temperature. A cross section of the nozzle tip from the
central axis of the nozzle to a radial distance of 40 µm is shown. Heat flow in the
various materials of the nozzle, including silicon, silicon nitride, amorphous silicon
dioxide, crystalline silicon dioxide, and water based ink are simulated using the
respective densities, heat capacities, and thermal conductivities of the materials. The
time step of the simulation is 0.1 µs.
Figure 2(a) shows a quiescent state, just before the heater is
actuated. An equilibrium is created whereby no ink escapes the nozzle in the
quiescent state by ensuring that the ink pressure plus external electrostatic field is
insufficient to overcome the surface tension of the ink at the ambient temperature.
In the quiescent state, the meniscus of the ink does not protrude significantly from
the print head surface, so the electrostatic field is not significantly concentrated at
the meniscus.
Figure 2(b) shows thermal contours at 5°C intervals 5 µs after the
start of the heater energizing pulse. When the heater is energized, the ink in contact
with the nozzle tip is rapidly heated. The reduction in surface tension causes the
heated portion of the meniscus to rapidly expand relative to the cool ink meniscus.
This drives a convective flow which rapidly transports this heat over part of the free
surface of the ink at the nozzle tip. It is necessary for the heat to be distributed over
the ink surface, and not just where the ink is in contact with the heater. This is
because viscous drag against the solid heater prevents the ink directly in contact
with the heater from moving.
Figure 2(c) shows thermal contours at 5°C intervals 10 µs after the
start of the heater energizing pulse. The increase in temperature causes a decrease
in surface tension, disturbing the equilibrium of forces. As the entire meniscus has
been heated, the ink begins to flow.
Figure 2(d) shows thermal contours at 5°C intervals 20 µs after the
start of the heater energizing pulse. The ink press has caused the ink to flow to a
new meniscus position, which protrudes from the print head. The electrostatic field
becomes concentrated by the protruding conductive ink drop.
Figure 2(e) shows thermal contours at 5°C intervals 30 µs after the
start of the heater energizing pulse, which is also 6 µs after the end of the heater
pulse, as the heater pulse duration is 24 µs. The nozzle tip has rapidly cooled due to
conduction through the oxide layers, and conduction into the flowing ink. The
nozzle tip is effectively 'water cooled' by the ink. Electrostatic attraction causes the
ink drop to begin to accelerate towards the recording medium. Were the heater
pulse significantly shorter (less than 16 µs in this case) the ink would not accelerate
towards the print medium, but would instead return to the nozzle.
Figure 2(f) shows thermal contours at 5°C intervals 26 µs after the
end of the heater pulse. The temperature at the nozzle tip is now less than 5°C
above ambient temperature. This causes an increase in surface tension around the
nozzle tip. When the rate at which the ink is drawn from the nozzle exceeds the
viscously limited rate of ink flow through the nozzle, the ink in the region of the
node tip 'necks', and the selected drop separates from the body of ink. The
selected drop then travels to the recording medium under the influence of the
external electrostatic field. The meniscus of the ink at the nozzle tip then returns to
its quiescent position, ready for the next heat pulse to select the next ink drop. One
ink drop is selected, separated and forms a spot on the recording medium for each
heat pulse. As the heat pulses are electrically controlled, drop on demand ink jet
operation can be achieved.
Figure 3(a) shows successive meniscus positions during the drop
selection cycle at 5 µs intervals, starting at the beginning of the heater energizing
pulse.
Figure 3(b) is a graph of meniscus position versus time, showing the
movement of the point at the centre of the meniscus. The heater pulse starts 10 µs
into the simulation.
Figure 3(c) shows the resultant curve of temperature with respect to
time at various points in the nozzle. The vertical axis of the graph is temperature, in
units of 100°C. The horizontal axis of the graph is time, in units of 10 µs. The
temperature curve shown in figure 3(b) was calculated by FIDAP, using 0.1 µs time
steps. The local ambient temperature is 30 degrees C. Temperature histories at
three points are shown:
Figure 3(e) shows the power applied to the heater. Optimum
operation requires a sharp rise in temperature at the start of the heater pulse, a
maintenance of the temperature a little below the boiling point of the ink for the
duration of the pulse, and a rapid fall in temperature at the end of the pulse. To
achieve this, the average energy applied to the heater is varied over the duration of
the pulse. In this case, the variation is achieved by pulse frequency modulation of
0.1 µs sub-pulses, each with an energy of 4 nJ. The peak power applied to the
heater is 40 mW, and the average power over the duration of the heater pulse is
11.5 mW. The sub-pulse frequency in this case is 5 Mhz. This can readily be varied
without significantly affecting the operation of the print head. A higher sub-pulse
frequency allows finer control over the power applied to the heater. A sub-pulse
frequency of 13.5 Mhz is suitable, as this frequency is also suitable for minimizing
the effect of radio frequency interference (RFI).
Inks with a negative temperature coefficient of surface tension
The requirement for the surface tension of the ink to decrease with
increasing temperature is not a major restriction, as most pure liquids and many
mixtures have this property. Exact equations relating surface tension to temperature
for arbitrary liquids are not available. However, the following empirical equation
derived by Ramsay and Shields is satisfactory for many liquids:
γ T = k (T c -T-6)3( Mx ρ )2
Where γ T is the surface tension at temperature T, k is a constant, T c is
the critical temperature of the liquid, M is the molar mass of the liquid, x is the
degree of association of the liquid, and ρ is the density of the liquid. This equation
indicates that the surface tension of most liquids falls to zero as the temperature
reaches the critical temperature of the liquid. For most liquids, the critical
temperature is substantially above the boiling point at atmospheric pressure, so to
achieve an ink with a large change in surface tension with a small change in
temperature around a practical ejection temperature, the admixture of surfactants is
recommended.
The choice of surfactant is important. For example, water based ink
for thermal ink jet printers often contains isopropyl alcohol (2-propanol) to reduce
the surface tension and promote rapid drying. Isopropyl alcohol has a boiling point
of 82.4°C, lower than that of water. As the temperature rises, the alcohol
evaporates faster than the water, decreasing the alcohol concentration and causing
an increase in surface tension. A surfactant such as 1-Hexanol (b.p. 158°C) can be
used to reverse this effect, and achieve a surface tension which decreases slightly
with temperature. However, a relatively large decrease in surface tension with
temperature is desirable to maximize operating latitude. A surface tension decrease
of 20 mN/m over a 30°C temperature range is preferred to achieve large operating
margins, while as little as 10mN/m can be used to achieve operation of the print
head according to the present invention.
Inks With Large-Δγ
T
Several methods may be used to achieve a large negative change in
surface tension with increasing temperature. Two such methods are:
Inks with Surfactants Sols
Inks can be prepared as a sol of small particles of a surfactant which
melts in the desired operating temperature range. Examples of such surfactants
include carboxylic acids with between 14 and 30 carbon atoms, such as:
| Name | Formula | m.p. | Synonym |
| Tetradecanoic acid | CH3(CH2)12 COOH | 58°C | Myristic acid |
| Hexadecanoic acid | CH3(CH2)14 COOH | 63°C | Palmitic acid |
| Octadecanoic acid | CH3(CH2)15 COOH | 71°C | Stearic acid |
| Eicosanoic acid | CH3(CH2)16COOH | 77°C | Arachidic acid |
| Docosanoic acid | CH3(CH2)20 COOH | 80°C | Behenic acid |
As the melting point of sols with a small particle size is usually
slightly less than of the bulk material, it is preferable to choose a carboxylic acid
with a melting point slightly above the desired drop selection temperature. A good
example is Arachidic acid.
These carboxylic acids are available in high purity and at low cost.
The amount of surfactant required is very small, so the cost of adding them to the
ink is insignificant. A mixture of carboxylic acids with slightly varying chain lengths
can be used to spread the melting points over a range of temperatures. Such
mixtures will typically cost less than the pure acid.
It is not necessary to restrict the choice of surfactant to simple
unbranched carboxylic acids. Surfactants with branched chains or phenyl groups, or
other hydrophobic moieties can be used. It is also not necessary to use a carboxylic
acid. Many highly polar moieties are suitable for the hydrophilic end of the
surfactant. It is desirable that the polar end be ionizable in water, so that the surface
of the surfactant particles can be charged to aid dispersion and prevent flocculation.
In the case of carboxylic acids, this can be achieved by adding an alkali such as
sodium hydroxide or potassium hydroxide.
Preparation of Inks with Surfactant Sols
The surfactant sol can be prepared separately at high concentration,
and added to the ink in the required concentration.
An example process for creating the surfactant sol is as follows:
The ink preparation will also contain either dye(s) or pigment(s),
bactericidal agents, agents to enhance the electrical conductivity of the ink if
electrostatic drop separation is used, humectants, and other agents as required.
Anti-foaming agents will generally not be required, as there is no
bubble formation during the drop ejection process.
Cationic surfactant sols
Inks made with anionic surfactant sols are generally unsuitable for
use with cationic dyes or pigments. This is because the cationic dye or pigment may
precipitate or flocculate with the anionic surfactant. To allow the use of cationic
dyes and pigments, a cationic surfactant sol is required. The family of alkylamines is
suitable for this purpose.
Various suitable alkylamines are shown in the following table:
| Name | Formula | Synonym |
| Hexadecylamine | CH3(CH2)14CH2NH2 | Palmityl amine |
| Octadecylamine | CH3(CH2)16CH2NH2 | Stearyl amine |
| Eicosylamine | CH3(CH2)18CH2NH2 | Arachidyl amine |
| Docosylamine | CH3(CH2)20CH2NH2 | Behenyl amine |
The method of preparation of cationic surfactant sols is essentially
similar to that of anionic surfactant sols, except that an acid instead of an alkali is
used to adjust the pH balance and increase the charge on the surfactant particles. A
pH of 6 using HCl is suitable.
Microemulsion Based Inks
An alternative means of achieving a large reduction in surface
tension as some temperature threshold is to base the ink on a microemulsion. A
microemulsion is chosen with a phase inversion temperature (PIT) around the
desired ejection threshold temperature. Below the PIT, the microemulsion is oil in
water (O/W), and above the PIT the microemulsion is water in oil (W/O). At low
temperatures, the surfactant forming the microemulsion prefers a high curvature
surface around oil, and at temperatures significantly above the PIT, the surfactant
prefers a high curvature surface around water. At temperatures close to the PIT, the
microemulsion forms a continuous 'sponge' of topologically connected water and
oil.
There are two mechanisms whereby this reduces the surface tension.
Around the PIT, the surfactant prefers surfaces with very low curvature. As a
result, surfactant molecules migrate to the ink/air interface, which has a curvature
which is much less than the curvature of the oil emulsion. This lowers the surface
tension of the water. Above the phase inversion temperature, the microemulsion
changes from O/W to W/O, and therefore the ink/air interface changes from
water/air to oil/air. The oil/air interface has a lower surface tension.
There is a wide range of possibilities for the preparation of
microemulsion based inks.
For fast drop ejection, it is preferable to chose a low viscosity oil.
In many instances, water is a suitable polar solvent. However, in
some cases different polar solvents may be required. In these cases, polar solvents
with a high surface tension should be chosen, so that a large decrease in surface
tension is achievable.
The surfactant can be chosen to result in a phase inversion
temperature in the desired range. For example, surfactants of the group
poly(oxyethylene)alkylphenyl ether (ethoxylated alkyl phenols, general formula:
CnH2n+1C4H6(CH2CH2O)mOH) can be used. The hydrophilicity of the surfactant can
be increased by increasing m, and the hydrophobicity can be increased by increasing
n. Values of m of approximately 10, and n of approximately 8 are suitable.
Low cost commercial preparations are the result of a polymerization
of various molar ratios of ethylene oxide and alkyl phenols, and the exact number of
oxyethylene groups varies around the chosen mean. These commercial preparations
are adequate, and highly pure surfactants with a specific number of oxyethylene
groups are not required.
The formula for this surfactant is C8H17C4H6(CH2CH2O)nOH
(average n=10).
Synonyms include Octoxynol-10, PEG-10 octyl phenyl ether and
POE (10) octyl phenyl ether
The HLB is 13.6, the melting point is 7°C, and the cloud point is
65°C.
Commercial preparations of this surfactant are available under
various brand names. Suppliers and brand names are listed in the following table:
| Trade name | Supplier |
| Akyporox OP100 | Chem-Y GmbH |
| Alkasurf OP-10 | Rhone-Poulenc Surfactants and Specialties |
| Dehydrophen POP |
| 10 | Pulcra SA |
| Hyonic OP-10 | Henkel Corp. |
| Iconol OP-10 | BASF Corp. |
| Igepal O | Rhone-Poulenc France |
| Macol OP-10 | PPG Industries |
| Malorphen 810 | Huls AG |
| Nikkol OP-10 | Nikko Chem. Co. Ltd. |
| Renex 750 | ICI Americas Inc. |
| Rexol 45/10 | Hart Chemical Ltd. |
| Synperonic OP10 | ICI PLC |
| Teric X10 | ICI Australia |
These are available in large volumes at low cost (less than one dollar
per pound in quantity), and so contribute less than 10 cents per liter to prepared
microemulsion ink with a 5% surfactant concentration.
Other suitable ethoxylated alkyl phenols include those listed in the
following table:
| Trivial name | Formula | HLB | Cloud point |
| Nonoxynol-9 | C9H19C4H6(CH2CH2O)∼9OH | 13 | 54°C |
| Nonoxynol-10 | C9H19C4H6(CH2CH2O)∼10OH | 13.2 | 62°C |
| Nonoxynol-11 | C9H19C4H6(CH2CH2O)∼11OH | 13.8 | 72°C |
| Nonoxynol-12 | C9H19C4H6(CH2CH2O)∼12OH | 14.5 | 81°C |
| Octoxynol-9 | C8H17C4H6(CH2CH2O)∼9OH | 12.1 | 61°C |
| Octoxynol-10 | C8H17C4H6(CH2CH2O)∼10OH | 13.6 | 65°C |
| Octoxynol-12 | C8H17C4H6(CH2CH2O)∼12OH | 14.6 | 88°C |
| Dodoxynol-10 | C12H25C4H6(CH2CH2O)∼10OH | 12.6 | 42°C |
| Dodoxynol-11 | C12H25C4H6(CH2CH2O)∼11OH | 13.5 | 56°C |
| Dodoxynol-14 | C12H25C4H6(CH2CH2O)∼14OH | 14.5 | 87°C |
Microemulsion based inks have advantages other than surface
tension control:
Dyes and pigments in microemulsion based inks
Oil in water mixtures can have high oil contents - as high as 40% -
and still form O/W microemulsions. This allows a high dye or pigment loading.
Mixtures of dyes and pigments can be used. An example of a
microemulsion based ink mixture with both dye and pigment is as follows:
The following table shows the nine basic combinations of colorants
in the oil and water phases of the microemulsion that may be used.
| Combination | Colorant in water phase | Colorant in oil phase |
| 1 | none | oil miscible pigment |
| 2 | none | oil soluble dye |
| 3 | water soluble dye | none | |
| 4 | water soluble dye | oil miscible pigment |
| 5 | water soluble dye | oil soluble dye |
| 6 | pigment dispersed in water | none |
| 7 | pigment dispersed in water | oil miscible pigment |
| 8 | pigment dispersed in water | oil soluble dye |
| 9 | none | none |
The ninth combination with no colorants, is useful for printing
transparent coatings, UV ink, and selective gloss highlights.
As many dyes are amphiphilic, large quantities of dyes can also be
solubilized in the oil-water boundary layer as this layer has a very large surface area
It is also possible to have multiple dyes or pigments in each phase,
and to have a mixture of dyes and pigments in each phase.
When using multiple dyes or pigments the absorption spectrum of
the resultant ink will be the weighted average of the absorption spectra of the
different colorants used. This presents two problems:
Surfactants with a Krafft point in the drop selection temperature range
For ionic surfactants there is a temperature (the Krafft point) below
which the solubility is quite low, and the solution contains essentially no micelles.
Above the Krafft temperature micelle formation becomes possible and there is a
rapid increase in solubility of the surfactant. If the critical micelle concentration
(CMC) exceeds the solubility of a surfactant at a particular temperature, then the
minimum surface tension will be achieved at the point of maximum solubility, rather
than at the CMC. Surfactants are usually much less effective below the Krafft point.
This factor can be used to achieve an increased reduction in surface
tension with increasing temperature. At ambient temperatures, only a portion of the
surfactant is in solution. When the nozzle heater is turned on, the temperature rises,
and more of the surfactant goes into solution, decreasing the surface tension.
A surfactant should be chosen with a Krafft point which is near the
top of the range of temperatures to which the ink is raised. This gives a maximum
margin between the concentration of surfactant in solution at ambient temperatures,
and the concentration of surfactant in solution at the drop selection temperature.
The concentration of surfactant should be approximately equal to the
CMC at the Krafft point. In this manner, the surface tension is reduced to the
maximum amount at elevated temperatures, and is reduced to a minimum amount at
ambient temperatures.
The following table shows some commercially available surfactants
with Krafft points in the desired range.
| Formula | Krafft point |
| C16H33SO3 -Na+ | 57°C |
| C18H37SO3 -Na+ | 70°C |
| C16H33SO4 -Na+ | 45°C |
| Na+-O4S(CH2)16SO4 -Na+ | 44.9°C |
| K+-O4S(CH2)16SO4 - K + | 55°C |
| C16H33CH(CH3)C4H6SO3 -Na+ | 60.8°C |
Non-ionic surfactants using polyoxyethylene (POE) chains can be
used to create an ink where the surface tension falls with increasing temperature. At
low temperatures, the POE chain is hydrophilic, and maintains the surfactant in
solution. As the temperature increases, the structured water around the POE section
of the molecule is disrupted, and the POE section becomes hydrophobic. The
surfactant is increasingly rejected by the water at higher temperatures, resulting in
increasing concentration of surfactant at the air/ink interface, thereby lowering
surface tension. The temperature at which the POE section of a nonionic surfactant
becomes hydrophilic is related to the cloud point of that surfactant. POE chains by
themselves are not particularly suitable, as the cloud point is generally above 100°C
Polyoxypropylene (POP) can be combined with POE in POE/POP
block copolymers to lower the cloud point of POE chains without introducing a
strong hydrophobicity at low temperatures.
Two main configurations of symmetrical POE/POP block
copolymers are available. These are:
Some commercially available varieties of poloxamer and meroxapol
with a high surface tension at room temperature, combined with a cloud point
above 40°C and below 100°C are shown in the following table:
| Trivial name | BASF Trade name | Formula | Surface Tension (mN/m) | Cloud point |
| Meroxapol 105 | Pluronic 10R5 | HO(CHCH3CH2O)∼7-(CH2CH2O)∼22-(CHCH3CH2O)∼7OH | 50.9 | 69°C |
| Meroxapol 108 | Pluronic 10R8 | HO(CHCH3CH2O)∼7-(CH2CH2O)∼91-(CHCH3CH2O)∼7OH | 54.1 | 99°C |
| Meroxapol 178 | Pluronic 17R8 | HO(CHCH3CH2O)∼12-(CH2CH2O)∼136-(CHCH3CH2O)∼12OH | 47.3 | 81°C |
| Meroxapol 258 | Pluronic 25R8 | HO(CHCH3CH2O)∼18-(CH2CH2O)∼163-(CHCH3CH2O)∼18OH | 46.1 | 80°C |
| Poloxamer 105 | Pluronic L35 | HO(CH2CH2O)∼11-(CHCH3CH2O)∼16-(CH2CH2O)∼11OH | 48.8 | 77°C |
| Poloxamer 124 | Pluronic L44 | HO(CH2CH2O)∼11-(CHCH3CH2O)∼21-(CH2CH2O)∼11OH | 45.3 | 65°C |
Other varieties of poloxamer and meroxapol can readily be
synthesized using well known techniques. Desirable characteristics are a room
temperature surface tension which is as high as possible, and a cloud point between
40°C and 100°C, and preferably between 60°C and 80°C.
Meroxapol [HO(CHCH3CH2O)x(CH2CH2O)y(CHCH3CH2O)zOH]
varieties where the average x and z are approximately 4, and the average y is
approximately 15 may be suitable.
If salts are used to increase the electrical conductivity of the ink,
then the effect of this salt on the cloud point of the surfactant should be considered.
The cloud point of POE surfactants is increased by ions that disrupt
water structure (such as I-), as this makes more water molecules available to form
hydrogen bonds with the POE oxygen lone pairs. The cloud point of POE
surfactants is decreased by ions that form water structure (such as Cl-, OH-), as
fewer water molecules are available to form hydrogen bonds. Bromide ions have
relatively little effect. The ink composition can be 'tuned' for a desired temperature
range by altering the lengths of POE and POP chains in a block copolymer
surfactant, and by changing the choice of salts (e.g Cl- to Br- to I-) that are added to
increase electrical conductivity. NaCl is likely to be the best choice of salts to
increase ink conductivity, due to low cost and non-toxicity. NaCl slightly lowers the
cloud point of nonionic surfactants.
Hot Melt Inks
The ink need not be in a liquid state at room temperature. Solid 'hot
melt' inks can be used by heating the printing head and ink reservoir above the
melting point of the ink. The hot melt ink must be formulated so that the surface
tension of the molten ink decreases with temperature. A decrease of approximately
2 mN/m will be typical of many such preparations using waxes and other
substances. However, a reduction in surface tension of approximately 20 mN/m is
desirable in order to achieve good operating margins when relying on a reduction in
surface tension rather than a reduction in viscosity.
The temperature difference between quiescent temperature and drop
selection temperature may be greater for a hot melt ink than for a water based ink,
as water based inks are constrained by the boiling point of the water.
The ink must be liquid at the quiescent temperature. The quiescent
temperature should be higher than the highest ambient temperature likely to be
encountered by the printed page. The quiescent temperature should also be as low
as practical, to reduce the power needed to heat the print head, and to provide a
maximum margin between the quiescent and the drop ejection temperatures. A
quiescent temperature between 60°C and 90°C is generally suitable, though other
temperatures may be used. A drop ejection temperature of between 160°C and
200°C is generally suitable.
There are several methods of achieving an enhanced reduction in
surface tension with increasing temperature.
To achieve a large reduction in surface tension with temperature, it
is desirable that the hot melt ink carrier have a relatively large surface tension
(above 30 mN/m) when at the quiescent temperature. This generally excludes
alkanes such as waxes. Suitable materials will generally have a strong intermolecular
attraction; which may be achieved by multiple hydrogen bonds, for example,
polyols, such as Hexanetetrol, which has a melting point of 88°C.
Surface tension reduction of various solutions
Figure 3(d) shows the measured effect of temperature on the surface
tension of various aqueous preparations containing the following additives:
Inks suitable for printing systems of the present invention are
described in the following Australian patent specifications, the disclosure of which
are hereby incorporated by reference:
Operation Using Reduction of Viscosity
As a second example, operation of an embodiment using thermal
reduction of viscosity and proximity drop separation, in combination with hot melt
ink, is as follows. Prior to operation of the printer, solid ink is melted in the
reservoir 64. The reservoir, ink passage to the print head, ink channels 75, and print
head 50 are maintained at a temperature at which the ink 100 is liquid, but exhibits a
relatively high viscosity (for example, approximately 100 cP). The Ink 100 is
retained in the nozzle by the surface tension of the ink. The ink 100 is formulated so
that the viscosity of the ink reduces with increasing temperature. The ink pressure
oscillates at a frequency which is an integral multiple of the drop ejection frequency
from the nozzle. The ink pressure oscillation causes oscillations of the ink meniscus
at the nozzle tips, but this oscillation is small due to the high ink viscosity. At the
normal operating temperature, these oscillations are of insufficient amplitude to
result in drop separation. When the heater 103 is energized, the ink forming the
selected drop is heated, causing a reduction in viscosity to a value which is
preferably less than 5 cP. The reduced viscosity results in the ink meniscus moving
further during the high pressure part of the ink pressure cycle. The recording
medium 51 is arranged sufficiently close to the print head 50 so that the selected
drops contact the recording medium 51, but sufficiently far away that the unselected
drops do not contact the recording medium 51. Upon contact with the recording
medium 51, part of the selected drop freezes, and attaches to the recording medium.
As the ink pressure falls, ink begins to move back into the nozzle. The body of ink
separates from the ink which is frozen onto the recording medium. The meniscus of
the ink 100 at the nozzle tip then returns to low amplitude oscillation. The viscosity
of the ink increases to its quiescent level as remaining heat is dissipated to the bulk
ink and print head. One ink drop is selected, separated and forms a spot on the
recording medium 51 for each heat pulse. As the heat pulses are electrically
controlled, drop on demand ink jet operation can be achieved.
Manufacturing of Print Heads
Manufacturing processes for monolithic print heads in accordance
with the present invention are described in the following Australian patent
specifications filed on 12 April 1995, the disclosure of which are hereby
incorporated by reference:
Control of Print Heads
Means of providing page image data and controlling heater
temperature in print heads of the present invention is described in the following
Australian patent specifications filed on 12 April 1995, the disclosure of which are
hereby incorporated by reference:
Image Processing for Print Heads
An objective of printing systems according to the invention is to
attain a print quality which is equal to that which people are accustomed to in
quality color publications printed using offset printing. This can be achieved using a
print resolution of approximately 1,600 dpi. However, 1,600 dpi printing is difficult
and expensive to achieve. Similar results can be achieved using 800 dpi printing,
with 2 bits per pixel for cyan and magenta, and one bit per pixel for yellow and
black. This color model is herein called CC'MM'YK. Where high quality
monochrome image printing is also required, two bits per pixel can also be used for
black. This color model is herein called CC'MM'YKK'. Color models, halftoning,
data compression, and real-time expansion systems suitable for use in systems of
this invention and other printing systems are described in the following Australian
patent specifications filed on 12 April 1995, the disclosure of which are hereby
incorporated by reference:
Applications Using Print Heads According to this Invention
Printing apparatus and methods of this invention are suitable for a
wide range of applications, including (but not limited to) the following: color and
monochrome office printing, short run digital printing, high speed digital printing,
process color printing, spot color printing, offset press supplemental printing, low
cost printers using scanning print heads, high speed printers using pagewidth print
heads, portable color and monochrome printers, color and monochrome copiers,
color and monochrome facsimile machines, combined printer, facsimile and copying
machines, label printing, large format plotters, photographic duplication, printers for
digital photographic processing, portable printers incorporated into digital 'instant'
cameras, video printing, printing of PhotoCD images, portable printers for 'Personal
Digital Assistants', wallpaper printing, indoor sign printing, billboard printing, and
fabric printing.
Printing systems based on this invention are described in the
following Australian patent specifications filed on 12 April 1995, the disclosure of
which are hereby incorporated by reference:
Compensation of Print Heads for Environmental Conditions
It is desirable that drop on demand printing systems have consistent
and predictable ink drop size and position. Unwanted variation in ink drop size and
position causes variations in the optical density of the resultant print, reducing the
perceived print quality. These variations should be kept to a small proportion of the
nominal ink drop volume and pixel spacing respectively. Many environmental
variables can be compensated to reduce their effect to insignificant levels. Active
compensation of some factors can be achieved by varying the power applied to the
nozzle heaters.
An optimum temperature profile for one print head embodiment
involves a instantaneous raising of the active region of the nozzle tip to the
ejection temperature, maintenance of this region at the ejection temperature for the
duration of the pulse, and instantaneous cooling of the region to the ambient
temperature.
This optimum is not achievable due to the stored heat capacities and
thermal conductivities of the various materials used in the fabrication of the nozzles
in accordance with the invention. However, improved performance can be achieved
by shaping the power pulse using curves which can be derived by iterative
refinement of finite element simulation of the print head. The power applied to the
heater can be varied in time by various techniques, including, but not limited to:
To obtain accurate results, a transient fluid dynamic simulation with
free surface modeling is required, as convection in the ink, and ink flow,
significantly affect on the temperature achieved with a specific power curve.
By the incorporation of appropriate digital circuitry on the print head
substrate, it is practical to individually control the power applied to each nozzle.
One way to achieve this is by 'broadcasting' a variety of different digital pulse trains
across the print head chip, and selecting the appropriate pulse train for each nozzle
using multiplexing circuits.
An example of the environmental factors which may be compensated
for is listed in the table "Compensation for environmental factors". This table
identifies which environmental factors are best compensated globally (for the entire
print head), per chip (for each chip in a composite multichip print head), and per
nozzle.
Compensation for environmental factors
|
Factor compensated
|
Scope
|
Sensing or user control method
|
Compensation mechanism
|
| Ambient Temperature |
Global |
Temperature sensor mounted on print head |
Power supply voltage or global PFM patterns |
| Power supply voltage fluctuation with number of active nozzles |
Global |
Predictive active nozzle count based on print data |
Power supply voltage or global PFM patterns |
| Local heat build-up with successive nozzle actuation |
Per nozzle |
Predictive active nozzle count based on print data |
Selection of appropriate PFM pattern for each printed drop |
| Drop size control for multiple bits per pixel |
Per nozzle |
Image data |
Selection of appropriate PFM pattern for each printed drop |
| Nozzle geometry variations between wafers |
Per chip |
Factory measurement, datafile supplied with print head |
Global PFM patterns per print head chip |
| Heater resistivity variations between wafers |
Per chip |
Factory measurement, datafile supplied with print head |
Global PFM patterns per print head chip |
| User image intensity adjustment |
Global |
User selection |
Power supply voltage, electrostatic acceleration voltage, or ink pressure |
| Ink surface tension reduction method and threshold temperature |
Global |
Ink cartridge sensor or user selection |
Global PFM patterns |
| Ink viscosity |
Global |
Ink cartridge sensor or user selection |
Global PFM patterns and/or clock rate |
| Ink dye or pigment concentration |
Global |
Ink cartridge sensor or user selection |
Global PFM patterns |
| Ink response time |
Global |
Ink cartridge sensor or user selection |
Global PFM patterns |
Most applications will not require compensation for all of these
variables. Some variables have a minor effect, and compensation is only necessary
where very high image quality is required.
Print head drive circuits
Figure 4 is a block schematic diagram showing electronic operation
of an example head driver circuit in accordance with this invention. This control
circuit uses analog modulation of the power supply voltage applied to the print head
to achieve heater power modulation, and does not have individual control of the
power applied to each nozzle Figure 4 shows a block diagram for a system using a
800 dpi pagewidth print head which prints process color using the CC'MM'YK
color model. The print head 50 has a total of 79,488 nozzles, with 39,744 main
nozzles and 39,744 redundant nozzles. The main and redundant nozzles are divided
into six colors, and each color is divided into 8 drive phases. Each drive phase has a
shift register which converts the serial data from a head control ASIC 400 into
parallel data for enabling heater drive circuits. There is a total of 96 shift registers,
each providing data for 828 nozzles. Each shift register is composed of 828 shift
register stages 217, the outputs of which are logically anded with phase enable
signal by an and gate 215. The output of the nand gate 215 drives an inverting
buffer 216, which in turn controls the drive transistor 201. The drive transistor 201
actuates the electrothermal heater 200, which may be a heater 103 as shown in
figure 1(b). To maintain the shifted data valid during the enable pulse, the clock to
the shift register is stopped the enable pulse is active by a clock stopper 218, which
is shown as a single gate for clarity, but is preferably any of a range of well known
glitch free clock control circuits. Stopping the clock of the shift register removes
the requirement for a parallel data latch in the print head, but adds some complexity
to the control circuits in the Head Control ASIC 400. Data is routed to either the
main nozzles or the redundant nozzles by the data router 219 depending on the state
of the appropriate signal of the fault status bus.
The print head shown in figure 4 is simplified, and does not show
various means of improving manufacturing yield, such as block fault tolerance.
Drive circuits for different configurations of print head can readily be derived from
the apparatus disclosed herein.
Digital information representing patterns of dots to be printed on the
recording medium is stored in the Page or Band memory 1513, which may be the
same as the Image memory 72 in figure 1(a). Data in 32 bit words representing dots
of one color is read from the Page or Band memory 1513 using addresses selected
by the address mux 417 and control signals generated by the Memory Interface 418.
These addresses are generated by Address generators 411, which forms part of the
'Per color circuits' 410, for which there is one for each of the six color components.
The addresses are generated based on the positions of the nozzles in relation to the
print medium. As the relative position of the nozzles may be different for different
print heads, the Address generators 411 are preferably made programmable. The
Address generators 411 normally generate the address corresponding to the
position of the main nozzles. However, when faulty nozzles are present, locations of
blocks of nozzles containing faults can be marked in the Fault Map RAM 412. The
Fault Map RAM 412 is read as the page is printed. If the memory indicates a fault
in the block of nozzles, the address is altered so that the Address generators 411
generate the address corresponding to the position of the redundant nozzles. Data
read from the Page or Band memory 1513 is latched by the latch 413 and converted
to four sequential bytes by the multiplexer 414. Timing of these bytes is adjusted to
match that of data representing other colors by the FIFO 415. This data is then
buffered by the buffer 430 to form the 48 bit main data bus to the print head 50.
The data is buffered as the print head may be located a relatively long distance from
the head control ASIC. Data from the Fault Map RAM 412 also forms the input to
the FIFO 416. The timing of this data is matched to the data output of the FIFO
415, and buffered by the buffer 431 to form the fault status bus.
The programmable power supply 320 provides power for the head
50. The voltage of the power supply 320 is controlled by the DAC 313, which is
part of a RAM and DAC combination (RAMDAC) 316. The RAMDAC 316
contains a dual port RAM 317. The contents of the dual port RAM 317 are
programmed by the Microcontroller 315. Temperature is compensated by changing
the contents of the dual port RAM 317. These values are calculated by the
microcontroller 315 based on temperature sensed by a thermal sensor 300. The
thermal sensor 300 signal connects to the Analog to Digital Converter (ADC) 311.
The ADC 311 is preferably incorporated in the Microcontroller 315.
The Head Control ASIC 400 contains control circuits for thermal lag
compensation and print density. Thermal lag compensation requires that the power
supply voltage to the head 50 is a rapidly time-varying voltage which is
synchronized with the enable pulse for the heater. This is achieved by programming
the programmable power supply 320 to produce this voltage. An analog time
varying programming voltage is produced by the DAC 313 based upon data read
from the dual port RAM 317. The data is read according to an address produced by
the counter 403. The counter 403 produces one complete cycle of addresses during
the period of one enable pulse. This synchronization is ensured, as the counter 403
is clocked by the system clock 408, and the top count of the counter 403 is used to
clock the enable counter 404. The count from the enable counter 404 is then
decoded by the decoder 405 and buffered by the buffer 432 to produce the enable
pulses for the head 50. The counter 403 may include a prescaler if the number of
states in the count is less than the number of clock periods in one enable pulse.
Sixteen voltage states are adequate to accurately compensate for the heater thermal
lag. These sixteen states can be specified by using a four bit connection between the
counter 403 and the dual port RAM 317. However, these sixteen states may not be
linearly spaced in time. To allow non-linear timing of these states the counter 403
may also include a ROM or other device which causes the counter 403 to count in a
non-linear fashion. Alternatively, fewer than sixteen states may be used.
For print density compensation, the printing density is detected by
counting the number of pixels to which a drop is to be printed ('on' pixels) in each
enable period. The 'on' pixels are counted by the On pixel counters 402. There is
one On pixel counter 402 for each of the eight enable phases. The number of enable
phases in a print head in accordance with the invention depend upon the specific
design. Four, eight, and sixteen are convenient numbers, though there is no
requirement that the number of enable phases is a power of two. The On Pixel
Counters 402 can be composed of combinatorial logic pixel counters 420 which
determine how many bits in a nibble of data are on. This number is then
accumulated by the adder 421 and accumulator 422. A latch 423 holds the
accumulated value valid for the duration of the enable pulse. The multiplexer 401
selects the output of the latch 423 which corresponds to the current enable phase,
as determined by the enable counter 404. The output of the multiplexer 401 forms
part of the address of the dual port RAM 317. An exact count of the number of 'on'
pixels is not necessary, and the most significant four bits of this count are adequate.
Combining the four bits of thermal lag compensation address and the
four bits of print density compensation address means that the dual port RAM 317
has an 8 bit address. This means that the dual port RAM 317 contains 256 numbers,
which are in a two dimensional array. These two dimensions are time (for thermal
lag compensation) and print density. A third dimension - temperature - can be
included. As the ambient temperature of the head varies only slowly, the
microcontroller 315 has sufficient time to calculate a matrix of 256 numbers
compensating for thermal lag and print density at the current temperature.
Periodically (for example, a few times a second), the microcontroller senses the
current head temperature and calculates this matrix.
The clock to the print head 50 is generated from the system clock
408 by the Head clock generator 407, and buffered by the buffer 406. To facilitate
testing of the Head control ASIC, JTAG test circuits 499 may be included.
Comparison with thermal ink jet technology
The table "Comparison between Thermal ink jet and Present
Invention" compares the aspects of printing in accordance with the present
invention with thermal ink jet printing technology.
A direct comparison is made between the present invention and
thermal ink jet technology because both are drop on demand systems which operate
using thermal actuators and liquid ink. Although they may appear similar, the two
technologies operate on different principles.
Thermal ink jet printers use the following fundamental operating
principle. A thermal impulse caused by electrical resistance heating results in the
explosive formation of a bubble in liquid ink. Rapid and consistent bubble formation
can be achieved by superheating the ink, so that sufficient heat is transferred to the
ink before bubble nucleation is complete. For water based ink, ink temperatures of
approximately 280°C to 400°C are required. The bubble formation causes a
pressure wave which forces a drop of ink from the aperture with high velocity. The
bubble then collapses, drawing ink from the ink reservoir to re-fill the nozzle.
Thermal ink jet printing has been highly successful commercially due to the high
nozzle packing density and the use of well established integrated circuit
manufacturing techniques. However, thermal ink jet printing technology faces
significant technical problems including multi-part precision fabrication, device
yield, image resolution, 'pepper' noise, printing speed, drive transistor power, waste
power dissipation, satellite drop formation, thermal stress, differential thermal
expansion, kogation, cavitation, rectified diffusion, and difficulties in ink
formulation.
Printing in accordance with the present invention has many of the
advantages of thermal ink jet printing, and completely or substantially eliminates
many of the inherent problems of thermal ink jet technology.
Comparison between Thermal ink jet and Present Invention
| |
Thermal Ink-jet
|
Present Invention
|
|
Drop selection mechanism
|
Drop ejected by pressure wave caused by thermally induced bubble |
Choice of surface tension or viscosity reduction mechanisms |
|
Drop separation mechanism
|
Same as drop selection mechanism |
Choice of proximity, electrostatic, magnetic, and other methods. |
|
Basic ink carrier
|
Water |
Water, microemulsion, alcohol, glycol, or hot melt |
|
Head construction
|
Precision assembly of nozzle plate, ink channel, and substrate |
Monolithic |
|
Per copy printing cost
|
Very high due to limited print head life and expensive inks |
Can be low due to permanent print heads and wide range of possible inks |
|
Satellite drop formation
|
Significant problem which degrades image quality |
No satellite drop formation |
|
Operating ink temperature
|
280°C to 400°C (high temperature limits dye use and ink formulation) |
Approx. 70°C (depends upon ink formulation) |
|
Peak heater temperature
|
400°C to 1,000°C (high temperature reduces device life) |
Approx. 130°C |
|
Cavitation (heater erosion by bubble collapse)
|
Serious problem limiting head life |
None (no bubbles are formed) |
|
Kogation (coating of heater by ink ash)
|
Serious problem limiting head life and ink formulation |
None (water based ink temperature does not exceed 100°C) |
|
Rectified diffusion (formation of ink bubbles due to pressure cycles)
|
Serious problem limiting ink formulation |
Does not occur as the ink pressure does not go negative |
|
Resonance
|
Serious problem limiting nozzle design and repetition rate |
Very small effect as pressure waves are small |
|
Practical resolution
|
Approx. 800 dpi max. |
Approx. 1,600 dpi max. |
|
Self-cooling operation
|
No (high energy required) |
Yes: printed ink carries away drop selection energy |
|
Drop ejection velocity
|
High (approx. 10 m/sec) |
Low (approx. 1 m/sec) |
|
Crosstalk
|
Serious problem requiring careful acoustic design, which limits nozzle refill rate. |
Low velocities and pressures associated with drop ejection make crosstalk very small. |
|
Operating thermal stress
|
Serious problem limiting print-head life. |
Low: maximum temperature increase approx. 90°C at centre of heater. |
|
Manufacturing thermal stress
|
Serious problem limiting print-head size. |
Same as standard CMOS manufacturing process. |
|
Drop selection energy
|
Approx. 20 µJ |
Approx. 270 nJ |
|
Heater pulse period
|
Approx. 2-3 µs |
Approx. 15-30 µs |
|
Average heater pulse power
|
Approx. 8 Watts per heater. |
Approx. 12 mW per heater. This is more than 500 times less than Thermal Ink-Jet. |
|
Heater pulse voltage
|
Typically approx. 40V. |
Approx. 5 to 10V. |
|
Heater peak pulse current
|
Typically approx. 200 mA per heater. This requires bipolar or very large MOS drive transistors. |
Approx. 4 mA per heater. This allows the use of small MOS drive transistors. |
|
Fault tolerance
|
Not implemented. Not practical for edge shooter type. |
Simple implementation results in better yield and reliability |
|
Constraints on ink composition
|
Many constraints including kogation, nucleation, etc. |
Temperature coefficient of surface tension or viscosity must be negative. |
|
Ink pressure
|
Atmospheric pressure or less |
Approx. 1.1 atm |
|
Integrated drive circuitry
|
Bipolar circuitry usually required due to high drive current |
CMOS, nMOS, or bipolar |
|
Differential thermal expansion
|
Significant problem for large print heads |
Monolithic construction reduces problem |
|
Pagewidth print heads
|
Major problems with yield, cost, precision construction, head life, and power dissipation |
High yield, low cost and long life due to fault tolerance. Self cooling due to low power dissipation. |
Yield and Fault Tolerance
In most cases, monolithic integrated circuits cannot be repaired if
they are not completely functional when manufactured. The percentage of
operational devices which are produced from a wafer run is known as the yield.
Yield has a direct influence on manufacturing cost. A device with a yield of 5% is
effectively ten times more expensive to manufacture than an identical device with a
yield of 50%.
There are three major yield measurements:
For large die, it is typically the wafer sort yield which is the most
serious limitation on total yield. Full pagewidth color heads in accordance with this
invention are very large in comparison with typical VLSI circuits. Good wafer sort
yield is critical to the cost-effective manufacture of such heads.
Figure 5 is a graph of wafer sort yield versus defect density for a
monolithic full width color A4 head embodiment of the invention. The head is 215
run long by 5 mm wide. The non fault tolerant yield 198 is calculated according to
Murphy's method, which is a widely used yield prediction method. With a defect
density of one defect per square cm, Murphy's method predicts a yield less than
1%. This means that more than 99% of heads fabricated would have to be
discarded. This low yield is highly undesirable, as the print head manufacturing cost
becomes unacceptably high.
Murphy's method approximates the effect of a uneven distribution
of defects. Figure 5 also includes a graph of non fault tolerant yield 197 which
explicitly models the clustering of defects by introducing a defect clustering factor.
The defect clustering factor is not a controllable parameter in manufacturing, but is
a characteristic of the manufacturing process. The defect clustering factor for
manufacturing processes can be expected to be approximately 2, in which case yield
projections closely match Murphy's method.
A solution to the problem of low yield is to incorporate fault
tolerance by including redundant functional units on the chip which are used to
replace faulty functional units.
In memory chips and most Wafer Scale Integration (WSI) devices,
the physical location of redundant sub-units on the chip is not important. However,
in printing heads the redundant sub-unit may contain one or more printing
actuators. These must have a fixed spatial relationship to the page being printed. To
be able to print a dot in the same position as a faulty actuator, redundant actuators
must not be displaced in the non-scan direction. However, faulty actuators can be
replaced with redundant actuators which are displaced in the scan direction. To
ensure that the redundant actuator prints the dot in the same position as the faulty
actuator, the data timing to the redundant actuator can be altered to compensate for
the displacement in the scan direction.
To allow replacement of all nozzles, there must be a complete set of
spare nozzles, which results in 100% redundancy. The requirement for 100%
redundancy would normally more than double the chip area, dramatically reducing
the primary yield before substituting redundant units, and thus eliminating most of
the advantages of fault tolerance.
However, with print head embodiments according to this invention,
the minimum physical dimensions of the head chip are determined by the width of
the page being printed, the fragility of the head chip, and manufacturing constraints
on fabrication of ink channels which supply ink to the back surface of the chip. The
minimum practical size for a full width, full color head for printing A4 size paper is
approximately 215 mm x 5 mm. This size allows the inclusion of 100% redundancy
without significantly increasing chip area, when using 1.5 µm CMOS fabrication
technology. Therefore, a high level of fault tolerance can be included without
significantly decreasing primary yield.
When fault tolerance is included in a device, standard yield equations
cannot be used. Instead, the mechanisms and degree of fault tolerance must be
specifically analyzed and included in the yield equation. Figure 5 shows the fault
tolerant sort yield 199 for a full width color A4 head which includes various forms
of fault tolerance, the modeling of which has been included in the yield equation.
This graph shows projected yield as a function of both defect density and defect
clustering. The yield projection shown in figure 5 indicates that thoroughly
implemented fault tolerance can increase wafer sort yield from under 1% to more
than 90% under identical manufacturing conditions. This can reduce the
manufacturing cost by a factor of 100.
Fault tolerance is highly recommended to improve yield and
reliability of print heads containing thousands of printing nozzles, and thereby make
pagewidth printing heads practical. However, fault tolerance is not to be taken as an
essential part of the present invention.
Fault tolerance in drop-on-demand printing systems is described in
the following Australian patent specifications filed on 12 April 1995, the
disclosure of which are hereby incorporated by reference:
Printing System Embodiments
A schematic diagram of a digital electronic printing system using a
print head of this invention is shown in Figure 6. This shows a monolithic printing
head 50 printing an image 60 composed of a multitude of ink drops onto a
recording medium 51. This medium will typically be paper, but can also be overhead
transparency film, cloth, or many other substantially flat surfaces which will accept
ink drops. The image to be printed is provided by an image source 52, which may
be any image type which can be converted into a two dimensional array of pixels.
Typical image sources are image scaners, digitally stored images, images encoded
in a page description language (PDL) such as Adobe Postscript, Adobe Postscript
level 2, or Hewlett-Packard PCL 5, page images generated by a procedure-call
based rasterizer, such as Apple QuickDraw, Apple Quickdraw GX, or Microsoft
GDI, or text in an electronic form such as ASCII. This image data is then converted
by an image processing system 53 into a two dimensional array of pixels suitable for
the particular printing system. This may be color or monochrome, and the data will
typically have between 1 and 32 bits per pixel, depending upon the image source
and the specifications of the printing system. The image processing system may be a
raster image processor (RIP) if the source image is a page description, or may be a
two dimensional image processing system if the source image is from a scanner.
If continuous tone images are required, then a halftoning system 54
is necessary. Suitable types of halftoning are based on dispersed dot ordered dither
or error diffusion. Variations of these, commonly known as stochastic screening or
frequency modulation screening are suitable. The halftoning system commonly used
for offset printing - clustered dot ordered dither - is not recommended, as effective
image resolution is unnecessarily wasted using this technique. The output of the
halftoning system is a binary monochrome or color image at the resolution of the
printing system according to the present invention.
The binary image is processed by a data phasing circuit 55 (which
may be incorporated in a Head Control ASIC 400 as shown in figure 4) which
provides the pixel data in the correct sequence to the data shift registers 56. Data
sequencing is required to compensate for the nozzle arrangement and the movement
of the paper. When the data has been loaded into the shift registers 56, it is
presented in parallel to the heater driver circuits 57. At the correct time, the driver
circuits 57 will electronically connect the corresponding heaters 58 with the voltage
pulse generated by the pulse shaper circuit 61 and the voltage regulator 62. The
heaters 58 heat the tip of the nozzles 59, affecting the physical characteristics of the
ink. Ink drops 60 escape from the nozzles in a pattern which corresponds to the
digital impulses which have been applied to the heater driver circuits. The pressure
of the ink in the ink reservoir 64 is regulated by the pressure regulator 63. Selected
drops of ink drops 60 are separated from the body of ink by the chosen drop
separation means, and contact the recording medium 51. During printing, the
recording medium 51 is continually moved relative to the print head 50 by the paper
transport system 65. If the print head 50 is the full width of the print region of the
recording medium 51, it is only necessary to move the recording medium 51 in one
direction, and the print head 50 can remain fixed. If a smaller print head 50 is used,
it is necessary to implement a raster scan system. This is typically achieved by
scanning the print head 50 along the short dimension of the recording medium 51,
while moving the recording medium 51 along its long dimension.
Computer simulation of nozzle dynamics
Details of the operation of print heads according to this invention
have been extensively simulated by computer. Figures 8 to 18 are some results from
an example simulation of a preferred nozzle embodiment's operation using
electrothermal drop selection by reduction in surface tension, combined with
electrostatic drop separation
Computer simulation is extremely useful in determining the
characteristics of phenomena which are difficult to observe directly. Nozzle
operation is difficult to observe experimentally for several reasons, including:
Computer simulation overcomes the above problems. A leading
software package for fluid dynamics simulation is FIDAP, produced by Fluid
Dynamics International Inc. of Illinois, USA (FDI). FIDAP is a registered
trademark of FDI. Other simulation programs are commercially available, but
FIDAP was chosen for its high accuracy in transient fluid dynamic, energy
transport, and surface tension calculations. The version of FIDAP used is FIDAP
7.51.
The simulations combine energy transport and fluid dynamic aspects.
Axi-symmetric simulation is used, as the example nozzle is cylindrical in form.
There are four deviations from cylindrical form. These are the connections to the
heater, the laminar air flow caused by paper movement, gravity (if the printhead is
not vertical), and the presence of adjacent nozzles in the substrate. The effect of
these factors on drop ejection is minor.
To obtain convergence for transient free surface simulations with
variable surface tension at micrometer scales with microsecond transients using
FIDAP 7.51, it is necessary to nondimensionalize the simulation.
Only the region in the tip of the nozzle is simulated, as most
phenomena relevant to drop selection occur in this region. The simulation is from
the axis of symmetry of the nozzle out to a distance of 40 µm.
A the begining of the simulation, the entire nozzle and ink is at the
device ambient temperature, which in this case is 30°C. During operation, the
device ambient temperature will be slightly higher than the air ambient temperature,
as a equilibrium temperature based on printing density is reached over the period
of many drop ejections. Most of the energy of each drop selection is carried away
with the ink drop. The remaining heat in the nozzle becomes very evenly distributed
between drop ejections, due to the high thermal conductivity of silicon, and due to
convection in the ink.
Geometry of the simulated nozzle
Figure 7 shows the geometry and dimensions of the a preferred
nozzle embodiment modeled in this simulation.
The nozzle is constructed on a single crystal silicon substrate 2020.
The substrate has an epitaxial boron doped silicon layer 2018, which is used as a
etch stop during nozzle fabrication. An epitaxial silicon layer 2019 provides the
active substrate for the fabrication of CMOS drive transistors and data distribution
circuits. On this substrate are several layers deposited CMOS processing. These are
a thermal oxide layer 2021, a fist interlevel oxide layer 2022, first level metal 2023,
second interlevel oxide layer 2024, second level metal 2025, and passivation oxide
layer 2026. Subsequent processing of the wafers forms the nozzles and heaters.
These structures include the active heater 2027(a), an ESD shield formed from
'spare' heater material 2027(b), and a silicon nitride passivation layer 2028.
The heater is atop a narrow 'rim' etched from the various oxide
layers. This is to reduce the 'thermal mass' of the material around the heater, and to
prevent the ink from spreading across the surface of the print head.
The print head is filled with electrically conductive ink 2031. An
electric field is applied to the print head, using an electrode which is in electrical
contact with the ink, and another electrode which is behind the recording medium.
The nozzle radius is 8 µm, and the diagram is to scale.
Theoretical basis of calculations
The theoretical basis for fluid dynamic and energy transport
calculations using the Finite Element Method, and the manner that this theoretical
basis is applied to the FIDAP computer program, is described in detail in the FIDAP
7.0 Theory Manual (April 1993) published by FDI, the disclosure of which is hereby
incorporated by reference.
Material characteristics
The table "Properties of materials used for FIDAP simulation" gives
approximate physical properties of materials which may be used in the fabrication of
the print head in accordance with this invention.
The properties of 'ink' used in this simulation are that of a water
based ink with 25% pigment loading. The ink contains a suspension of fine particles
of palmitic acid (hexadecanoic acid) to achieve a pronounced reduction in surface
tension with temperature. The surface tensions were measured at various
temperatures using a surface tensiometer.
The values which have been used in the example simulation using the
FIDAP program are shown in the table "Properties of materials used for FIDAP
simulation". Most values are from direct measurement, or from the CRC Handbook
of Chemistry and Physics, 72nd edition, or Lange's handbook of chemistry, 14th
edition.
Properties of materials used for FIDAP simulation
|
Property
|
Material or Temperature
|
Physical value
|
Dimensionless value
|
| Characteristic length (L) |
All |
1µm |
1 |
| Characteristic velocity (U) |
Ink |
1m/s |
1 |
| Characteristic time |
All |
1µs |
1 |
| Time Step |
All |
0.1µs |
0.25 |
| Ambient temperature |
All |
30°C |
30 |
| Boiling point |
Ink |
103°C |
103 |
| Viscosity (η) |
At 20°C |
2.306 cP |
3.530 |
| Viscosity (η) |
At 30°C |
1.836 cP |
2.810 |
| Viscosity (η) |
At 40°C |
1.503 cP |
2.301 |
| Viscosity (η) |
At 50°C |
1.259 cP |
1.927 |
| Viscosity (η) |
At 60°C |
1.074 cP |
1.643 |
| Viscosity (η) |
At 70°C |
0.930 cP |
1.423 |
| Viscosity (η) |
At 80°C |
0.816 cP |
1.249 |
| Viscosity (η) |
At 90°C |
0.724 cP |
1.108 |
| Viscosity (η) |
At 100°C |
0.648 cP |
0.993 |
| Surface Tension (γ) |
28°C |
59.3 mN/m |
90.742 |
| Surface Tension (γ) |
33°C |
58.8 mN/m |
89.977 |
| Surface Tension (γ) |
38°C |
54.1 mN/m |
82.785 |
| Surface Tension (γ) |
43°C |
49.8 mN/m |
76.205 |
| Surface Tension (γ) |
47°C |
47.3 mN/m |
72.379 |
| Surface Tension (γ) |
53°C |
44.7 mN/m |
68.401 |
| Surface Tension (γ) |
58°C |
39.4 mN/m |
60.291 |
| Surface Tension (γ) |
63°C |
35.6 mN/m |
54.476 |
| Surface Tension (γ) |
68°C |
33.8 mN/m |
51.721 |
| Surface Tension (γ) |
73°C |
33.7 mN/m |
51.568 |
| Pressure (p) |
Ink |
10 kPa |
15.3 |
| Thermal Conductivity (k) |
Ink |
0.631 Wm-1K-1 |
1 |
| Thermal Conductivity (k) |
Silicon |
148 Wm-1K-1 |
234.5 |
| Thermal Conductivity (k) |
SiO2 |
1.5 Wm-1K-1 |
2.377 |
| Thermal Conductivity (k) |
Heater |
23 Wm-1K-1 |
36.45 |
| Thermal Conductivity (k) |
Si3N4 |
19 Wm-1K-1 |
30.11 |
| Specific Heat (cp ) |
Ink |
3,727 Jkg-1K-1 |
3.8593 |
| Specific Heat (cp ) |
Silicon |
711 Jkg-1K-1 |
0.7362 |
| Specific Heat (cp ) |
SiO2 |
738 Jkg-1K-1 |
0.7642 |
| Specific Heat (cp ) |
Heater |
250 Jkg-1K-1 |
0.2589 |
| Specific Heat (cp ) |
Si3N4 |
712 Jkg-1K-1 |
0.7373 |
| Density (ρ) |
Ink |
1.036 gcm-1 |
1.586 |
| Density (ρ) |
Silicon |
2.320 gcm-1 |
3.551 |
| Density (ρ) |
SiO2 |
2.190 gcm-1 |
3.352 |
| Density (ρ) |
Heater |
10.50 gcm-1 |
16.07 |
| Density (ρ) |
Si3N4 |
3.160 gcm-1 |
4.836 |
Fluid dynamic simulations
Figure 8(a) shows the power applied to the heater. The maximum
power applied to the heater is 40 mW. This power is pulse frequency modulated to
obtain a desirable temporal distribution of power to the heater. The power pulses
are each of a duration of 0.1 µs, each delivering 4 nJ of energy to the heater. The
drop selection pulse is started 10 µs into the simulation, to allow the meniscus to
settle to its quiescent position. The total energy delivered to the heater during the
drop selection pulse is 276 nJ
Figure 8(b) shows the temperature at various points in the nozzle
during the simulation.
Point A is at the contact point of the ink meniscus and the nozzle
rim. For optimal operation, it is desirable that this point be raised as close as
possible to the boiling point of the ink, without exceeding the boiling point, and
maintained at this temperature for the duration of the drop selection pulse. The
'spiky' temperature curve is due to the pulse frequency modulation of the power
applied to the heater. This 'spikiness' can be reduced by increasing the pulse
frequency, and proportionally reducing the pulse energy.
Point B is a point on the ink meniscus, approximately midway
between the centre of the meniscus and the nozzle tip.
Point C is a point on the surface of the silicon, 20 µm from the
centre of the nozzle. This shows that the temperature rise when a drop is selected is
very small a short distance away from the nozzle. This allows active devices, such
as drive transistors, to be placed very close to the nozzles.
Figure 9 shows the position versus time of a point at the centre of
the meniscus.
Figure 10 shows the meniscus position and shape at various times
during the drop selection pulse. The times shown are at the start of the drop
selection pulse, (10 µs into the simulation), and at 5 µs intervals, until 60 µs after
the start of the heater pulse.
Figure 11 shows temperature contours in the nozzle just before the
beginning of the drop selection pulse, 9 µs into the simulation. The surface tension
balances the combined effect of the ink pressure and the external constant electric
field.
Figure 12 shows temperature contours in the nozzle 5 µs after
beginning of the drop selection pulse, 15 µs into the simulation. The reduction in
surface tension at the nozzle tip causes the surface at this point to expand, rapidly
carrying the heat around the meniscus. The ink has begun to move, as the surface
tension is no longer high enough to balance the combined effect of the ink pressure
and the external constant electric field. The centre of the meniscus begins to move
faster than the outside, due to viscous drag at the nozzle walls. In figures 12 to 17
temperature contours are shown starting at 35°C and increasing in 5°C intervals.
Figure 13 shows temperature contours in the nozzle 10 µs after
beginning of the drop selection pulse, 20 µs into the simulation.
Figure 14 shows temperature contours in the nozzle 20 µs after
begining of the drop selection pulse, 30 µs into the simulation.
Figure 15 shows temperature contours in the nozzle 30 µs after
beginning of the drop selection pulse, 40 µs into the simulation. This is 6 µs after
the end of the drop selection pulse, and the nozzle has begun to cool down.
Figure 16 shows temperature contours in the nozzle 40 µs after
beginning of the drop selection pulse, 50 µs into the simulation. If is clear from this
simulation that the vast majority of the energy of the drop selection pulse is carried
away with the selected drop.
Figure 17 shows temperature contours in the nozzle 50 µs after
beginning of the drop selection pulse, 60 µs into the simulation. At this time, the
selected drop is beginning to 'neck', and the drop separation process is beginning.
Figure 18 shows streamlines in the nozzle at the same time as figure
17.
The approximate duration of three consecutive phases in the drop
ejection cycle are:
The total of these times is 124 µs, which results in a maximum drop
repetition rate (drop frequency) of approximately 8 Khz.
Proximity Drop Separation
Drop separation of liquid ink by print media proximity preferably
operates under the following conditions:
These conditions can be met over a wide range of nozzle radii, ink
types, media, and print resolutions.
For hot melt printing, the molten ink drop freezes when in contact
with the print medium, and the characteristics of ink absorption into the print
medium are not as important.
The principle of operation of proximity separation printing is shown
in Figure 19(a) through Figure 19(i). In this case, the drop is selected by
electrothermal transducers, which heat the ink at the nozzle tip, causing an increase
in temperature at the meniscus. The increased temperature causes a reduction of
surface tension below a critical surface tension, resulting in ink egress from the
nozzle tip.
In Figures 19(a) to 19(i) 1 is the selected drop, 10 is the nozzle from
which the selected drop 1 was produced, 11 is a nozzle in which the heater 103 was
not activated, and therefore no drop was selected, 5 is the direction of print medium
movement, 51 is the print medium, 100 is the body of ink, 101 is silicon, 102 is
silicon dioxide, 103 is the electrothermal actuator (also referred to as "heater"), and
109 is the print head hydrophobic layer.
Figure 19(a) shows a cross section through two adjacent nozzles 10
and 11 in the quiescent state. The nozzles are in close proximity to the recording
medium 51 which is moving relative to the nozzles in the direction 5. The cross
section is at an angle of 45 degrees to the direction of media movement, through the
plane of the diagram. The nozzles 10 and 11 represent two staggered nozzles offset
by one pixel width in the direction normal to the plane of the diagram. All surfaces
of the nozzle have a hydrophobic surface layer 109, and the ink 100 is hydrophilic.
The ink is under pressure, resulting in the ink meniscus bulging.
Figure 19(b) shows the ink in the two nozzles shortly after an
energizing pulse has been applied to the heater 103 of nozzle 10, but not of nozzle
11. The heat is conducted to the ink surface, where the resultant rise in temperature
causes a local decrease in the surface tension of the ink. The decrease in surface
tension may be the result of the natural properties of the ink, but is preferably
enhanced by the inclusion of an agent in the ink which causes a significant fall in
surface tension at the temperature to which the ink is heated. This agent may be a
surfactant which is in the form of a suspended solid particles at the quiescent
temperature, but melts when the heaters are activated. When in solid form, the
surfactant has little effect on surface tension. When molten, surfactant molecules
rapidly migrate to the ink surface, causing a significant decrease in surface tension.
In this case, the surfactant is 1-Hexadecanol, a 16 carbon alcohol with a melting
point of 50°C.
Figure 19(c) shows the drop evolution a short time later. The
selected drop 1 takes on a substantially cylindrical form due to a surface tension
gradient from the nozzle tip to the centre of the meniscus, and due to viscous drag
slowing ink movement near the walls of the nozzle. In this case, there are no
external electrostatic or magnetic fields applied, and gravity is not significant on this
scale.
Figure 19(d) shows the selected drop 1 at the instant that it contacts
the recording medium 51. The "tilt" of the selected drop is due to the laminar air
flow between the print head and the recording medium 51, caused by the movement
of the recording medium. In many practical situations the recording medium will be
paper, which will typically have a surface which is rough on the scale of the distance
between the nozzle and the recording medium. This roughness will cause variation
in the time of contact between the drop 1 and the recording medium 51, and
therefore cause variations in the printed dot area. This variation can be minimized
by using coated paper and/or passing the recording medium through compression
rollers immediately prior to printing.
Figure 19(e) shows the selected drop as it begins to "soak into" the
recording medium 51.
Figure 19(f) shows the selected drop a short time later. The ink is
absorbed by the recording medium at a rate approximately proportional to the
gradient of the saturation. In many fibrous print media such as paper, the circle of
contact between the print medium and the ink meniscus will not follow the lateral
absorption of the ink into the print medium. This is because the surface fibers do not
become fully wetted.
Ink flow into the print medium is highly dependent upon print medium
composition. In may circumstances ink can be made to flow more quickly into the
printing medium 51 by wetting the medium before printing. This may be achieved
by using a series of rollers. The technology for continuously applying an even coat
of liquid using rollers is well known in the offset printing industry. Most offset
printing systems use damping rollers to apply a thin coating of fount solution, and
inking rollers to apply a thin coating of ink, to the printing plates.
Figure 19(g) shows the selected drop 1 immediately after it has
separated from the body of ink 100. The ink will separate if the rate of ink flow into
the porous recording medium 51 exceeds the flow rate of pressurized ink from the
nozzle 10. This can be achieved for a wide range of inks, media, and nozzle radii.
Non-porous media such as plastic or metal films can also be used. In this case, drop
separation occurs when the rate of volume increase of a drop as it wets the non-porous
medium exceeds the rate of ink flow from the nozzle 10. For some
combinations of ink and non-porous media, the medium may need to be coated with
an agent to promote wetting.
Figure 19(h) shows the selected drop 1 after it has mostly soaked
in to the recording medium. Momentum of the ink returning to the nozzle carries the
meniscus at the nozzle 10 past the quiescent position. The degree of this
"overshoot" is very small compared to conventional thermal ink jet or piezoelectric
ink jet systems.
Figure 19(i) shows the nozzle 10 after the meniscus has returned to
the quiescent position, and is ready for the next drop selection pulse. The selected
drop 1 is shown fully absorbed into the print medium 51. The rate of absorption is
highly dependent upon the print medium, and the selected drop 1 may not be
completely absorbed by the time a drop of a different color is printed at the same
location. In some circumstances this may degrade print quality, in which case a
more absorptive print medium can be used, a different ink composition can be used,
a print head with greater separation between colors can be used, the print medium
can be heated to promote fast drying, or a combination of the above techniques can
be used.
Acoustic ink waves for proximity separation printing
Correctly applied acoustic waves in the ink of proximity printing
systems of the invention can achieve several benefits:
Figure 20(a) shows the acoustic wave 820 applied to the ink.
Figure 20(b) is a space/time diagram showing the ink occupancy
along the nozzle axis for both selected drops 821 and drops which have not been
selected 822. The graph shows ink position versus time for a small region along the
nozzle axis, ranging from a small distance inside the body of the ink 100 (at the
bottom of the graph) to a small distance within the paper 51 (at the top of the
graph)
The two graphs are superimposed to allow direct comparison of the
selected drop with the unselected drop.
The graph of ink occupancy for unselected drops 822 shows a
sinusoidal oscillation of the same frequency as the acoustic wave 820, but with a
certain phase shift ΔΦ. The degree of phase shift depends upon the shape and
dimensions of the ink nozzles and ink reservoirs, and the fluid characteristics of the
ink. The phase shift will approach 90° as the frequency of the acoustic wave
approaches the resonant frequency of the ink in the nozzle. The phase shift is easily
compensated by altering the phase of the drive voltage to the piezoelectric or other
transducer which is used to create the acoustic wave. The wave shape for the
unselected drop is shown as being sinusoidal. The actual shape will have substantial
harmonic distortion, and depends upon the geometry of the nozzle tip and the fluid
characteristics of the ink.
Figure 20(b) is specifically related to a head embodiment with eight
drive phases and four ink colors (for example, CMYK colors). Only one ink color is
shown. The phases of the acoustic waves in the other ink colors are 90°, 180°, and
270° out of phase with the phase of the acoustic wave 820. The eight drive phases
in the drop ejection cycle extend over two periods of the acoustic wave 820. There
are two drive phases per ink color in one drop ejection cycle. These are separated
by 360° of the acoustic wave, and do not apply to the same nozzle, but to
interleaved nozzles. The periods 829 and 831 are two successive heater drive
periods of one nozzle (in this case, the nozzle with the selected drop 821. The
period 830 is the period in which the heaters of the alternate nozzles of the same ink
color may be enabled.
At the time that the heater is turned on 823 the ink occupancy
history of the selected drop 821 begins to diverge from the ink occupancy history of
drops which are not selected 822. Ink flow from the nozzle is aided by being at a
period of maximum forward velocity caused by the acoustic wave 820. At the time
824 this divergence is irreversible, as the oscillating equilibrium between surface
tension and oscillating ink pressure is broken. Ink continues to emerge from the
nozzle until the ink contact the recording medium 51 at time 825. Ink wets the
surface of the recording medium 51, and is absorbed into the medium, as is shown
by the ink overlapping the recording medium in the space-time region 832. The
selected drop 821 separates from the body of ink 100 when the rate of volume flow
into and/or along the surface of the recording medium exceeds the rate of flow from
the nozzle at the separation time and position 826. After the instant of separation at
826 the ink meniscus rapidly contracts for both the ink which remains in the
recording medium 51 and for the body of ink 100. The separation is aided by
occuring at a time of low ink pressure, when the ink for unselected drops is
flowing back into the nozzle.
Ink on the nozzle side of the separation point 826 rapidly moves
back into the nozzle by ink surface tension. The ink meniscus undergoes a damped
oscillation at the resonant frequency of the ink in the nozzle tip for a short period.
This damped oscillation is superimposed on the oscillation caused by the acoustic
wave. In most cases, it will be neither necessary nor practical to match the resonant
frequency of the ink in the nozzle with the frequency of the acoustic wave. The
example shown in Figure 20(b) the heater on period is 18 µs, and the drop ejection
cycle is 144 µs. The period of the acoustic wave is 72 µs, therefore the frequency of
the acoustic wave is 13.8 KHz. The resonant frequency of the ink column is
25 Khz.
At the time 827 that the acoustic wave is at the same phase as the
start of heater energizing 823, the ink meniscus has not returned sufficiently to the
quiescent oscillating state of drops which are not selected 822. However, the
alternate nozzle of the same ink color are ready for heater energizing for the period
830 at the time 827. At the next time 828 the acoustic wave is at the same phase as
the start of heater energizing 823 the heater of the same nozzle can again be
energized, as the meniscus has returned to the quiescent oscillating state with very
minor error.
The region of ink 832 which has been absorbed into the recording
medium 51 is shown first growing thicker, then thinner with progressing time. The
actual ink region in the recording medium only gets thinner, slows, and stops at a
certain thickness. The thinning of the ink region is because Figure 20 is a space/time
diagram of ink occupancy along the axis of the nozzle, and the recording medium
51 is moving relative to the nozzle axis. By the time 833 that the next selected drop
for the nozzle has reached the recording medium the edge of the previous drop has
been passed. The second ink spot flows back in the recording material to join with
the first ink spot, thereby providing a continuous layer of ink when subsequent
drops are selected.
A simple means of achieving an acoustic wave in the ink is by
placing a piezoelectric crystal in such a way that it displaces the ink in the ink
channel behind the nozzles. The piezoelectric crystal should be the entire length of
the row of nozzles to ensure that all nozzles receive a n acoustic wave of the same
amplitude and phase. The amplitude of the voltage applied to the piezoelectric
crystal depends upon the physical characteristics of the crystal, the dimensions of
the nozzles, the shape, location and dimensions of the ink reservoir, the placement
of the piezoelectric crystal in relation to the ink nozzles and ink reservoir, the fluid
characteristics of the ink, and other factors. The simplicity and low cost of trying
differing voltages, amplitudes and phases of drive voltage makes experimentation a
more effective means of deriving the appropriate drive waveforms than calculation.
In the example shown in Figure 20, the frequency of the acoustic
wave is 13.8 KHz. This is within the normal audible range of humans, and may be
perceived as an annoying high pitched hiss if significant amplitudes of the wave are
transmitted to the air and escape the printer enclosure. The level of annoyance
perceived is subjective, and highly variable from person to person. For example,
only some people are annoyed by the 15.625 KHz line frequency emitted by NTSC
and PAL television sets, while most people are unaware of the sound. There are
several remedies to the problem of sound emission. One is to ensure that the
acoustic wave frequency is above 20KHz, the normal maximum audible frequency.
Another solution is to encase the print head assembly with acoustic absorptive
material. This need only absorb strongly at the fundamental frequency of the
acoustic wave, as the second harmonic is above 20KHz. Another solution is to
minimize the acoustic coupling between the ink and the air (via the ink channel
assembly and other components) at the appropriate frequency.
Drop size adjustment in proximity separations printers
Figure 21(a) shows a cross section of a Proximity separation print
head and platen assembly for a web fed printing system.
The print head 50 prints six colors (CC'MM'YK) for high quality
full color printing using digital halftoning. The head is approximately 8 mm wide
and 600 µm thick. The print head is positioned a distance D HtoP away from the
recording medium 51 which moves in a direction shown by the arrow 5. The
recording medium 51 is tensioned against a platen 67. The platen 67 should have a
highly polished and optically flat surface to reduce friction with the recording
medium, and to maintain positioning accuracy across the entire print region. The
platen may alternatively be formed by two or more rollers (not shown), to reduce
friction further. The rollers may be surrounded by an band (not shown) to maintain
positional accuracy of the recording medium 51. The platen 67 is fixed to a
piezoelectric ceramic 31 which has an axis of polarization 33. The piezoelectric
crystal is fixed to a plate 30 which is mechanically fixed in relation to the print head
50 during printing. Electrodes 32 are applied to the piezoelectric crystal 31. To
adjust the distance D HtoP a voltage is applied to the electrodes 32.
Ink 100 is applied to the head by the ink channel assembly 75. The
ink channel assembly 75 may also serve the function of holding the print head
rigidly in place, and of correcting warp in the print head. Alternatively, these
functions may be provided by alternative means. Power to actuate the thermal
heaters is supplied by the two power connections 38 and 39. Because these
connections can be manufactured from a conductive metal which can readily be
several hundred microns thick, and because these connections may be the entire
length of the print head high currents can be supplied to the print head with a small
voltage drop. This is important, as pagewidth color print heads may consume as
much as 20 Amps when several thousand nozzles are actuated simultaneously.
A paper guide lightly contacts the recording medium 51 under
pressure provided by an elastically deformable material 35 acting against a fixed
block 34. The guide 36 has two purposes: to tension the recording medium against
the platen in conjunction with the paper transport roller 65, and to temporarily
flatten any fibers which may protrude from a recording medium such as paper. It is
desirable to flatten protruding fibers to improve print quality by reducing variations
in the distance from the print head to the effective surface of the recording medium.
Protruding fibers do not have as significant an affect on the printed dot size as may
be implied by the reduced distance from the nozzle to the closed part of the
recording medium. This is because the ink drop will not soak into or wick along the
surface of a small protruding fibers as fast as it will soak into the bulk surface.
Therefore, the time before ink drop separation, and thus the total amount of ink
delivered, will not vary greatly. Depending upon the printing speed, the recording
medium type, and other aspects of the printing system, the guide 36 may not be
necessary, or may be replaced by tensioned rollers to reduce friction.
Figure 21(b) shows a small distance D HtoP between the print head
and the recording medium 51. This results in a small volume of the selected drop 1
at the instant of contact between the selected drop and the recording medium. This
value of D HtoP is achieved by applying a voltage of V nom + ΔV to the piezoelectric
crystal.
Figure 21(c) shows a nominal distance D HtoP between the print head
and the recording medium 51. This results in a nominal volume of the selected drop
1 at the instant of contact between the selected drop and the recording medium.
This value of D HtoP is achieved by applying a voltage of V nom to the piezoelectric
crystal where V nom is the nominal voltage. V nom may be zero, or may be biased so
that the full range of required adjustment can be achieved with a unipolar
adjustment voltage. ΔV may be positive or negative, depending upon the crystal
orientation and choice of electrodes.
Figure 21(d) shows a relatively large distance D HtoP between the
print head and the recording medium 51. This results in a relatively large volume of
the selected drop 1 at the instant of contact between the selected drop and the
recording medium. This value of D HtoP is achieved by applying a voltage of V nom -ΔV
to the piezoelectric crystal.
The volume of ink delivered to the recording medium is not equal to
the volume of the selected drop at the instant of contact with the recording medium,
as ink continues to flow from the nozzle while the select drop is soaking into the
recording medium. However, the volume of ink delivered to the recording medium
will be approximately proportional to the volume of the selected drop at the instant
of contact over an operating range determined by ink, recording medium, and
nozzle characteristics.
An alternative configuration of the apparatus is to use a piezoelectric
crystal to alter the position of the print head in relation to a fixed platen, instead of
vice versa. This arrangement is equivalent in function, with no significant
disadvantage over the preferred apparatus, except that in many cases it will be more
difficult to manufacture.
It is possible to derive many different arrangement of piezoelectric
crystal, including arrangements where the crystal operates in shear mode, and
arrangements which use multiple stacked layers of piezoelectric crystal to reduce
the magnitude of the control voltage required. These variations are obvious to those
skilled in the art, and are within the scope of the invention.
The foregoing describes various general and preferred embodiments
of the present invention. Modifications, obvious to those skilled in the art, can be
made in regard to the general and particular embodiments without departing from
the scope of the invention.