EP1480903B1 - Schneidvorrichtung zum querschneiden wenigstens einer materialbahn - Google Patents
Schneidvorrichtung zum querschneiden wenigstens einer materialbahn Download PDFInfo
- Publication number
- EP1480903B1 EP1480903B1 EP20030743293 EP03743293A EP1480903B1 EP 1480903 B1 EP1480903 B1 EP 1480903B1 EP 20030743293 EP20030743293 EP 20030743293 EP 03743293 A EP03743293 A EP 03743293A EP 1480903 B1 EP1480903 B1 EP 1480903B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cutting
- cylinder
- transport
- transport cylinder
- cut
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 139
- 239000000463 material Substances 0.000 title claims abstract description 28
- 230000001360 synchronised effect Effects 0.000 claims description 3
- 241000792859 Enema Species 0.000 description 3
- 239000007920 enema Substances 0.000 description 3
- 238000000034 method Methods 0.000 description 3
- 229940095399 enema Drugs 0.000 description 2
- 229920001875 Ebonite Polymers 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 229940079360 enema for constipation Drugs 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H45/00—Folding thin material
- B65H45/12—Folding articles or webs with application of pressure to define or form crease lines
- B65H45/28—Folding in combination with cutting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/04—Processes
Definitions
- the invention relates to a cutting device for cross-cutting at least one material web according to the preamble of claim 1.
- Such a cutting device is z. B. used to dissect in a web-fed rotary printing machine printed paper webs into individual signatures.
- Known cutting devices of this type comprise a transport cylinder and a cutting cylinder, which are rotatable together and define a gap through which a transport path for the material web to be cut passes, and the cutting cylinder carries at least one knife, which cuts off a signature from the material web, if it passes through the gap.
- the DE 35 27 710 A1 and the EP 0 627 310 A1 disclose folders in which two folding blade cylinder act together with a jaw cylinder. Each of these folding blade is assigned a single knife cylinder.
- the DE 93 20 814 U discloses a method of operating a folder wherein two tracks are fed separately to a transfer cylinder.
- the DE 239 837 C describes a cutting device for the transverse cutting of material webs with a cutting and transport cylinder, which forms a cutting gap with two counter-cylinders.
- the invention has for its object to provide a cutting device for cross-cutting at least one material web.
- the advantages achieved by the invention are, in particular, that they Merging two webs of material that are supplied to the transport cylinder on the two transport paths, to a common product allows or allows the processing of a material web with a very large number of layers by joining two partial webs.
- the rotation of the two cutting cylinders is preferably synchronized so that the second cutting blade, as it passes through the second cutting gap, responds to a cut produced by the first cutting blade the first track meets.
- means are preferably provided for disassembling the cut edges produced by the first knife when cutting the first web, so that the second knife passes through it through the gap to a gap of non-disappearing width in the first web.
- the cutting device is preferably part of a folding apparatus, in particular the transport cylinder can simultaneously act as a folding blade cylinder of the folding apparatus.
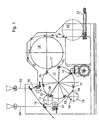
- Fig. 1 shows a schematic side view of a folder.
- This folder has two enemas 01; 02 for multilayer material webs 03; 04, in particular paper webs 03; 04, which in the following as inner or outer web 03; 04 are called.
- Both tracks 03; 04 each pass through a pair of draw rollers 06; 07 for adjusting their tension and meet a transport cylinder 11 in the amount of cutting gaps 08; 09 between the transport cylinder 11 on the one hand and one of Cutting cylinder 12; 13 on the other hand.
- the tracks contact 03; 04 preferably each first the transport cylinder 11 and then the cutting cylinder 12; 13, ie the tracks 03; 04 wrap around first the transport cylinder 11 and then the cutting cylinder 12; 13th
- Each cutting cylinder 12 ′ has a circumference corresponding to at least one, preferably two lengths of the webs 03; 04 to be produced signatures and carries two cutting blades 14th
- the circumference of the transport cylinder 11 corresponds to more than five, in particular seven lengths of the signature. Seven at equal intervals in the peripheral surface of the transport cylinder 11 inserted counter cutting strips, z. B. hard rubber strips, serve as an abutment 15, each with the cutting of the webs 03; 04 cooperate with a cutting blade 14. Each of the abutment 15 is adjacent to a holding device 16, z. B. spur strip 16 with extendable puncture needles 23 (see Fig. 2 to 5 ) is arranged on the transport cylinder 11.
- the rotation of the two cutting cylinders 12; 13 is synchronized so that a cutting blade 14 of the cutting cylinder 13 always at the same time with a small gap between two successive, cut from the inner web 03 signatures and an abutment 15 passes through the cutting gap 09.
- Different techniques for creating this gap will be discussed below with reference to the Fig. 2 to 5 explained.
- the angular distance between the two cutting gaps 08; 09 is about 50 ° in the example shown here. This angular distance may differ from the angular distance of the spur strips 16 from each other (51.5 °) or a multiple thereof, so not at the two cutting gaps 08; 09 is cut simultaneously; even a half-integer multiple of this value is unfavorable from the viewpoint of vibration avoidance.
- each puncture strip 16 After passing through the cutting gap 09 each puncture strip 16 carries a total product, which is composed in each case of a cut off from the inner web 03 signature and a truncated from the outer web 04 signature. With each revolution of the transport cylinder 11 seven products are produced, as well as when both tracks 03; 04 in a conventional manner via a common inlet 01; 02 would be supplied. However, since the cutting of each signature on two cutting steps at the cutting gaps 08; 09 distributed, the force to be applied in each cutting step is lower, and a satisfactory synchronization of the machine is easier to maintain.
- FIG. 1 On the transport cylinder 11 are also seven in the FIG. 1 Folding blades not shown mounted, which are each extended upon reaching a gap 17 between the transport cylinder 11 and a jaw cylinder 18 to pass the transported on the transport cylinder 11 signatures to the jaw cylinder 18 in a conventional manner and to fold.
- the folded products are transferred from the jaw cylinder 18 to a paddle wheel 19 and are designed by the latter onto a conveyor belt 21.
- Fig. 2 shows a detailed view of the cutting gap 09 and its surroundings according to a first embodiment of the invention.
- Two of the seven puncture strips 16 of the transport cylinder 11 are in the Fig. 2 shown and with spur strips 16 '; Both are respectively pivotable about a shaft 22 and carry puncturing needles 23 which are oriented so that their protruding from the circumference of the transport cylinder 11 tip is further away from the center of the shaft 22 as their lying within the transport cylinder 11 base
- the puncturing needles 23 of the spur strip 16 ' are in a comparatively far extended position, in which they have previously also passed through the cutting gap 08. This same position is drawn in dashed lines at the location of the spur strip 16 ".
- the spur strip 16 is pivoted back into the interior of the transport cylinder 11. This pivoting movement causes a displacement of the point of intersection between the sprocket pins 23 and the surface of the transport cylinder 11 counter to the direction of rotation of the sprocket 16" Signature 24 compared to the position in which it was cut at the cutting gap 08 of the inner web 03, slightly shifted against the direction of rotation of the transport cylinder 11. After passing through the cutting gap 09, the spur strip 16 "returns to the position shown in dashed lines or even moves into an even further extended position so as to cancel out or overcompensate the backward shift of the signature 24.
- Fig. 3 shows an alternative embodiment of the transport cylinder 11 and the Cutting cylinder 13 in a partial section analogous to that of Fig. 2 ,
- the cutting cylinder 13 has for each cutting blade 14 on its outer circumference projecting bar 28 which passes through the cutting gap 09 in each case shortly before the associated cutting blade 14.
- a complementarily shaped groove 29 on the transport cylinder 11 is opposite the bar 28 at each nip passage, so that the bar 28 pushes a trailing edge portion of the 27 cut off from the inner web signature 27 and the outer web 04 in the groove 29.
- the spur strip 16 "pivots outwards again after its passage through the cutting gap 09 to generate the gap 26.
- a third embodiment is in Fig. 4 again shown with reference to a partial section of the transport cylinder 11 and the cutting cylinder 13.
- the cutting cylinder 13 is identical to that of Fig. 2
- the transport cylinder 11 differs by the arrangement of the shafts 22 about which the spurs 16 are pivotable. While in the embodiments of Fig. 2 and 3 These waves 22 are in the direction of rotation of the transport cylinder 11 in front of the point needles 23, they are in the embodiment of Fig. 4 arranged behind this.
- the orientation of the puncturing needles 23 with respect to the surface of the transport cylinder 11 is the same in all cases, they are slightly inclined against the surface normal in the direction of rotation of the transport cylinder 11 forward, so that acting on a spiked on the point needles 23 material tension this against the Surface of the transport cylinder 11 holds pressed.
- the outward movement of the puncturing needles 23 causes a shift of their intersection with the circumference of the transport cylinder 11 against the direction of movement and thus a departure of the leading edge of the held by the spur strip 16 ** signature 24 from the point of impact of the cutting blade 14 on the abutment 15th
- the puncturing needles 23 of the spur strip 16 *** are once again pulled back into the transport cylinder 11 in order to advance the signature 27 they hold in the circumferential direction and thus open the gap 26 at the level of the abutment 15
- a fourth embodiment of the cutting device is in Fig. 5 turn in a to Fig. 4 analog view shown.
- each of these segments 32 *, 32 **, ... is composed of a plurality of flexible blades, which are arranged in the axial direction of the transport cylinder 11 side by side and spaced by gaps. These columns are used in the transfer of the finished cut signatures 24; 27 at the jaw cylinder 18 each as outlet openings for prongs of a (not shown) folding blade.
- the ends of the slats are each anchored in the circumferential direction of the transport cylinder 11 slidable head strips 33.
- the segment 32 * is in a configuration in which the course of its lamellae corresponds to the cylindrical shape of the transport cylinder 11. After passage of such a segment 32 * through the cutting gap 09 whose head strips 33 toward each other shifted so that its lamellae, as shown on the segment 32 ** form over the circumference of the transport cylinder 11 extending projection. As a result of this projection, the distance between the pin punctures 16 ** and 16 *** measured along the surface of the transport cylinder 11 is greater than that between the puncture strips 16 * and 16 **, the latter corresponds to the length of the signatures 24 generated at the cutting gap 08; 27. The bulge of the segment 32 ** therefore causes between the signatures 24 and 27, the gap 26 is formed, in which the cutting blade 14 of the cutting cylinder 13 can engage.
- the second cross-cutting device 11, 13 is disposed on the circumference of the transport cylinder 11 phase-shifted cutting.
- the section of the first cross-cutting device 11, 12 on the transport cylinder 11 takes place next to, in particular 10 mm next to, the other section of the second cross-cutting device 11, 13th
- the first and second cross-cutting devices 11, 13 are arranged in the circumferential direction on the transport cylinder 11.
- a further transport cylinder for transferring the signatures can be connected downstream in all modes of operation, which in turn can be followed by a jaw cylinder or a belt system.
- each of the tracks 03; 04 same pattern A and B in succession, ie in the transport direction.
- These patterns A and B are preferably printed with at least one forme cylinder of a printing unit which carries two identical patterns A or B on the circumference.
- the tracks 03; 04 are superimposed, so that signatures arise with superimposed patterns A and B, which pass in each case in the gap 17 to the subsequent Falklappenzylinder 18.
- the transport cylinder 11 not necessarily have an odd-numbered division, but may also have an even division, preferably greater than 4 or 6.
- Patterns A, B, C, D preferably each designate two newspaper pages, A1, A2; B1, B2; C1, C2; D1, D2 each denote a newspaper page.
- Bahn 03 is at least one track 03; 04, but below is preferably one of several superimposed tracks 03; 04 existing strand to understand.
- the tracks 03; 04 are each printed with printing cylinders of printing units that either wear a pattern A or B on the circumference (single circumference) or two patterns A and B on the circumference (double circumference) wear.
- double-circumference form cylinder two similar patterns A, A and B, B or two different patterns A, B may be circumferentially arranged.
- the tracks carry 03; 04 in a first mode of operation one behind the other same pattern A and C and there are formed on the transport cylinder 11 in a row at each revolution the same products and delivered directly to the subsequent jaw cylinder 18.
Description
- Die Erfindung betrifft eine Schneidvorrichtung zum Querschneiden wenigstens einer Materialbahn gemäß dem Oberbegriff des Anspruchs 1.
- Eine solche Schneidvorrichtung wird z. B. eingesetzt, um in einer Rollenrotationsdruckmaschine bedruckte Papierbahnen in einzelne Signaturen zu zerlegen.
- Bekannte Schneidvorrichtungen dieser Art umfassen einen Transportzylinder und einen Schneidzylinder, die gemeinsam drehbar sind und einen Spalt begrenzen, durch den ein Transportweg für die zu schneidende Materialbahn verläuft, und der Schneidzylinder trägt wenigstens ein Messer, das jeweils eine Signatur von der Materialbahn abschneidet, wenn es den Spalt durchläuft.
- Die
DE 35 27 710 A1 und dieEP 0 627 310 A1 offenbaren Falzapparate, bei denen zwei Falzmesserzylinder mit einem Falzklappenzylinder zusammen wirken. Jedem dieser Falzmesserzylinder ist ein einziger Messerzylinder zugeordnet. - Die
DE 93 20 814 U offenbart ein Verfahren zum Betrieb eines Falzapparates, wobei einem Transportzylinder zwei Bahnen getrennt zugeführt werden. - Die
DE 239 837 C beschreibt eine Schneidvorrichtung zum Querschneiden von Materialbahnen mit einem Schneid- und Transportzylinder, der mit zwei Gegenzylindern jeweils einen Schneidspalt bildet. - Der Erfindung liegt die Aufgabe zugrunde, eine Schneidvorrichtung zum Querschneiden wenigstens einer Materialbahn zu schaffen.
- Die Aufgabe wird erfindungsgemäß durch die Merkmale des Anspruchs 1 gelöst.
- Die mit der Erfindung erzielbaren Vorteile bestehen insbesondere darin, dass sie das Zusammenfügen von zwei Materialbahnen, die auf den zwei Transportwegen dem Transportzylinder zugeführt werden, zu einem gemeinsamen Produkt ermöglicht bzw. die Verarbeitung einer Materialbahn mit einer sehr großen Zahl von Lagen durch Zusammenfügen aus zwei Teilbahnen erlaubt.
- Die Verarbeitung von aus einer großen von Zahl von Lagen zusammengesetzten Materialbahnen mit herkömmlichen Schneidvorrichtungen bereitet aus mehreren Gründen Schwierigkeiten. Zum einen wirken Zugwalzen, die zum Einstellen einer erforderlichen Spannung der Materialbahn herkömmlicherweise vorgesehen werden, nur auf die jeweils äußersten Lagen der Materialbahn unmittelbar ein; auf die inneren Lagen wird ihre Kraft nur mittelbar durch Reibung der Materiallagen aneinander übertragen. Diese Reibungskräfte sind nicht exakt kontrollierbar, insbesondere dann nicht, wenn die Bahn um Kurven gelenkt werden muss, d. h. eine Walze umschlingt. Daher ist die Spannung der inneren Lagen einer solchen Bahn um so schlechter kontrollierbar, je größer die Zahl der Bahnen ist. Auch die zur Verarbeitung einer Bahn erforderlichen Kräfte, sei es beim Schneiden oder beim Einstechen von Punkturlöchern in die Bahn, sind um so größer, je größer die Zahl ihrer Lagen ist. Bei der Schneidvorrichtung sind diese Kräfte reduziert. Infolgedessen kann die Schneidvorrichtung ohne Qualitätseinbuße leichter und damit preiswerter als eine herkömmliche gebaut werden.
- Um zu verhindern, dass beim Durchgang durch den zweiten Schneidspalt das zweite Schneidmesser erneut in die erste Bahn schneidet, ist die Drehung der zwei Schneidzylinder vorzugsweise so synchronisiert, dass das zweite Schneidmesser bei seinem Durchgang durch den zweiten Schneidspalt auf einen vom ersten Schneidmesser erzeugten Schnitt in der ersten Bahn trifft.
- Um das Treffen dieses Schnitts zu erleichtern, sind vorzugsweise Mittel vorgesehen, um die vom ersten Messer beim Schneiden der ersten Bahn an dieser erzeugten Schnittkanten auseinander zu rücken, so dass das zweite Messer bei seinem Durchgang durch den Spalt auf eine Lücke von nichtverschwindender Breite in der ersten Bahn stößt.
- Verschiedene bevorzugte Ausgestaltungen von Mitteln zum Auseinanderrücken der Schnittkanten sind in den Ausführungsbeispielen beschrieben.
- Die Schneidvorrichtung ist vorzugsweise Teil eines Falzapparats, insbesondere kann der Transportzylinder gleichzeitig als Falzmesserzylinder des Falzapparats fungieren..
- Ausführungsbeispiele der Erfindung sind in den Zeichnungen dargestellt und werden im folgenden näher beschrieben.
- Es zeigen:
- Fig. 1
- eine schematische Seitenansicht eines Falzapparats mit einer Schneidvorrichtung;
- Fig. 2 bis 5
- jeweils Teilschnitte des Transportzylinders und eines Schneidzylinders in unterschiedlichen Ausgestaltungen der Erfindung;
- Fig. 6
- eine Darstellung einer Betriebsweise;
- Fig. 7
- eine Darstellung einer anderen Betriebsweise.
-
Fig. 1 zeigt eine schematische Seitenansicht eines Falzapparates. Dieser Falzapparat weist zwei Einläufe 01; 02 für mehrlagige Materialbahnen 03; 04, insbesondere Papierbahnen 03; 04 auf, die im folgenden als innere bzw. äußere Bahn 03; 04 bezeichnet werden. Beide Bahnen 03; 04 durchlaufen jeweils ein Zugwalzenpaar 06; 07 zum Einstellen ihrer Spannung und treffen auf einen Transportzylinder 11 jeweils in Höhe von Schneidspalten 08; 09 zwischen dem Transportzylinder 11 einerseits und einem der Schneidzylinder 12; 13 andererseits. Anstelle von zwei Einläufen 01; 02 und zwei Schneidspalten 08; 09 können auch drei oder mehr vorgesehen sein. Dabei kontaktieren die Bahnen 03; 04 vorzugsweise jeweils zuerst den Transportzylinder 11 und danach den Schneidzylinder 12; 13, d. h. die Bahnen 03; 04 umschlingen zuerst den Transportzylinder 11 und dann den Schneidzylinder 12; 13. - Jeder Schneidzylinder 12 bzw.13 hat einen Umfang entsprechend mindestens einer, vorzugsweise zweier Längen der aus den Bahnen 03; 04 herzustellenden Signaturen und trägt zwei Schneidmesser 14.
- Der Umfang des Transportzylinders 11 entspricht mehr als fünf, insbesondere sieben Längen der Signatur. Sieben in gleichen Abständen in die Umfangsfläche des Transportzylinders 11 eingelassene Gegenschneidleisten, z. B. Hartgummistreifen, dienen als Widerlager 15, die jeweils beim Schneiden der Bahnen 03; 04 mit einem Schneidmesser 14 zusammenwirken. Jedem der Widerlager 15 benachbart ist jeweils eine Halteeinrichtung 16, z. B. Punkturleiste 16 mit ausfahrbaren Punkturnadeln 23 (siehe
Fig. 2 bis 5 ) am Transportzylinder 11 angeordnet. - In der in der
Fig. 1 gezeigten Stellung durchlaufen ein Schneidmesser 14 des Schneidzylinders 12 und ein Widerlager 15 des Transportzylinders 11 soeben den Schneidspalt 08 und durchtrennen dabei die innere Bahn 03. Der beim Schneiden entstandene führende Rand der inneren Bahn 03 ist an den Punkturnadeln 23 einer kurz vor Erreichen des Schneidspalts 08 ausgefahrenen Punkturleiste 16 aufgespießt, die ihn auch beim weiteren Transport fest an der Oberfläche des Transportzylinders 11 halten. - Die auf diese Weise von der inneren Bahn 03 abgeschnittene Signatur wird am Transportzylinder 11 weiter gefördert zum Schneidspalt 09, wo sich die äußere Bahn 04 darüber legt und ebenfalls von den Punkturnadeln 23 der Punkturleiste 16 aufgespießt wird.
- Die Drehung der zwei Schneidzylinder 12; 13 ist so synchronisiert, das ein Schneidmesser 14 des Schneidzylinders 13 immer gleichzeitig mit einer schmalen Lücke zwischen zwei aufeinander folgenden, aus der inneren Bahn 03 geschnittenen Signaturen und einem Widerlager 15 den Schneidspalt 09 durchläuft. Unterschiedliche Techniken zur Erzeugung dieser Lücke werden in folgenden noch anhand der
Fig. 2 bis 5 erläutert. - Der Winkelabstand zwischen den zwei Schneidspalten 08; 09 beträgt beim hier gezeigten Beispiel ca. 50°. Dieser Winkelabstand kann vom Winkelabstand der Punkturleisten 16 voneinander (51,5°) oder einem Vielfachen davon abweichen, damit nicht an den beiden Schneidspalten 08; 09 gleichzeitig geschnitten wird; auch ein halbzahliges Vielfaches dieses Werts ist unter dem Gesichtspunkt der Schwingungsvermeidung ungünstig.
- Nach dem Durchgang durch den Schneidspalt 09 trägt jede Punkturleiste 16 ein Gesamtprodukt, das jeweils aus einem von der inneren Bahn 03 abgeschnittenen Signatur und einem von der äußeren Bahn 04 abgeschnittenen Signatur zusammengesetzt ist. Mit jeder Umdrehung des Transportzylinders 11 werden sieben Produkte erzeugt, genauso, wie wenn beide Bahnen 03; 04 in herkömmlicher Weise über einen gemeinsamen Einlauf 01; 02 zugeführt würden. Da sich allerdings das Abschneiden jeder einzelnen Signatur auf zwei Schneidschritte an den Schneidspalten 08; 09 verteilt, ist die in jedem Schneidschritt aufzubringende Kraft geringer, und ein befriedigender Gleichlauf der Maschine ist leichter aufrechtzuerhalten.
- Am Transportzylinder 11 sind ferner sieben in der
Figur 1 nicht gezeigte Falzmesser angebracht, die jeweils bei Erreichen eines Spalts 17 zwischen dem Transportzylinder 11 und einem Falzklappenzylinder 18 ausgefahren werden, um die am Transportzylinder 11 transportierten Signaturen an den Falzklappenzylinder 18 in an sich bekannter Weise zu übergeben und zu falzen. Die gefalzten Produkte werden vom Falzklappenzylinder 18 an ein Schaufelrad 19 übergeben und von diesem auf ein Förderband 21 ausgelegt. -
Fig. 2 zeigt eine Detailansicht des Schneidspalts 09 und seiner Umgebung gemäß einer ersten Ausgestaltung der Erfindung. Zwei der sieben Punkturleisten 16 des Transportzylinders 11 sind in derFig. 2 dargestellt und mit Punkturleisten 16'; 16" bezeichnet. Beide sind jeweils um eine Welle 22 gesteuert schwenkbar und tragen Punkturnadeln 23, die so orientiert sind, dass ihre aus dem Umfang des Transportzylinders 11 herausragende Spitze jeweils weiter vom Mittelpunkt der Welle 22 entfernt ist als ihre innerhalb des Transportzylinders 11 liegende Basis. Die Punkturnadeln 23 der Punkturleiste 16' befinden sich in einer vergleichsweise weit ausgefahrenen Stellung, in der sie zuvor auch den Schneidspalt 08 durchlaufen haben. Diese gleiche Stellung ist am Ort der Punkturleiste 16" gestrichelt gezeichnet. - Im Vergleich hierzu ist die Punkturleiste 16" ein Stück weit ins Innere des Transportzylinders 11 zurückgeschwenkt. Diese Schwenkbewegung bewirkt eine Verschiebung des Schnittpunktes zwischen den Punkturnadeln 23 und der Oberfläche des Transportzylinders 11 entgegen dessen Drehrichtung. Durch diese Verschiebung ist die von der Punkturleiste 16" gehaltene Signatur 24 im Vergleich zu der Stellung, in der es am Schneidspalt 08 von der inneren Bahn 03 abgeschnitten wurde, geringfügig entgegen der Drehrichtung des Transportzylinders 11 verschoben. Nach dem Durchlauf durch den Schneidspalt 09 kehrt die Punkturleiste 16" in die gestrichelt gezeigte Stellung zurück oder geht gar in eine noch weiter ausgefahrene Stellung über, um so die Rückwärtsverschiebung der Signatur 24 wieder aufzuheben bzw. überzukompensieren. Auf diese Weise entsteht jeweils zwischen der Signatur 24 und einer unmittelbar zuvor abgeschnittenen Signatur 27 eine schmale Lücke 26, in die das Schneidmesser 14 eingreifen und so die äußere Bahn 04 gegen das Widerlager 15 pressen und durchtrennen kann, ohne Gefahr zu laufen, erneut auch eine der Signaturen 24; 27 zu schneiden.
-
Fig. 3 zeigt eine alternative Ausgestaltung des Transportzylinders 11 und des Schneidzylinders 13 in einem Teilschnitt analog dem derFig. 2 . Der Schneidzylinder 13 weist zu jedem Schneidmesser 14 eine über seinen äußeren Umfang vorspringende Leiste 28 auf, die den Schneidspalt 09 jeweils kurz vor dem zugeordneten Schneidmesser 14 durchläuft. Eine komplementär geformte Rille 29 am Transportzylinder 11 liegt der Leiste 28 bei jedem Spaltdurchgang gegenüber, so dass die Leiste 28 einen nacheilenden Randbereich des von der inneren Bahn 03 abgeschnittenen Signatur 27 sowie die äußere Bahn 04 in die Rille 29 hineindrückt. Dadurch wird der nacheilende Rand der Signatur 27 vorgezogen und die Lücke 26 geöffnet. Es ist daher bei dieser Ausgestaltung nicht erforderlich, dass die Punkturleiste 16" nach ihrem Durchgang durch den Schneidspalt 09 wieder auswärts schwenkt, um die Lücke 26 zu erzeugen. - Eine dritte Ausgestaltung ist in
Fig. 4 wiederum anhand eines Teilschnittes des Transportzylinders 11 und des Schneidzylinders 13 dargestellt. Der Schneidzylinder 13 ist identisch mit dem derFig. 2 , der Transportzylinder 11 unterscheidet sich durch die Anordnung der Wellen 22, um die die Punkturleisten 16 schwenkbar sind. Während bei den Ausgestaltungen derFig. 2 und3 diese Wellen 22 in Drehrichtung des Transportzylinders 11 vor den Punkturnadeln 23 liegen, sind sie bei der Ausgestaltung derFig. 4 hinter diesen angeordnet. Die Orientierung der Punkturnadeln 23 in Bezug auf die Oberfläche des Transportzylinders 11 ist in allen Fällen die gleiche, sie sind gegen die Oberflächennormale geringfügig in Drehrichtung des Transportzylinders 11 nach vorn geneigt, so dass eine auf an den Punkturnadeln 23 aufgespießtes Material wirkende Spannung dieses gegen die Oberfläche des Transportzylinders 11 gedrückt hält. - Aus der veränderten Anordnung der Wellen 22 resultiert ein veränderter Ablauf der Schwenkbewegung der hier mit 16*; 16** bezeichneten Punkturleisten. Die Punkturleiste 16*, die noch weit vom Schneidspalt 09 entfernt ist, befindet sich in einer vergleichsweise wenig ausgefahrenen Position, in der ihre Punkturnadeln 23 weit genug über den Umfang des Transportzylinders 11 hinausreichen, um die innere Bahn 03 zu halten. Erst kurz vor Erreichen des Schneidspalts 09 wird die Punkturleiste 16* weiter ausgefahren, um auch die äußere Bahn 04 zu punktieren, wie an der Punkturleiste 16** zu erkennen. Bei dieser Ausgestaltung bewirkt die Auswärtsbewegung der Punkturnadeln 23 eine Verschiebung von deren Schnittpunkt mit dem Umfang des Transportzylinders 11 entgegen dessen Bewegungsrichtung und damit ein Abrücken des führenden Randes der von der Punkturleiste 16** gehaltenen Signatur 24 vom Auftreffpunkt des Schneidmessers 14 auf das Widerlager 15. Die Punkturnadeln 23 der Punkturleiste 16*** sind demgegenüber wieder ein Stück weiter in den Transportzylinder 11 zurückgezogen, um so die von ihnen gehaltene Signatur 27 in Umfangsrichtung vorzurücken und so die Lücke 26 in Höhe des Widerlagers 15 zu öffnen
- Bei dieser Ausgestaltung werden mehrere Richtungswechsel in der Bewegung der Punkturnadeln 23 im Laufe einer Umdrehung des Transportzylinders 11 vermieden.
- Eine vierte Ausgestaltung der Schneidvorrichtung ist in
Fig. 5 wiederum in einer zurFig. 4 analogen Ansicht dargestellt. - Bei dieser Ausgestaltung sind am Umfang des Transportzylinders 11 jeweils zwischen zwei aufeinanderfolgenden Punkturleisten 16*, 16**, 16***,... Segmente 32*, 32**, ... zur Umfangsvergrößerung angeordnet. Jedes dieser Segmente 32*, 32**, ... setzt sich zusammen aus einer Mehrzahl von flexiblen Lamellen, die in axialer Richtung des Transportzylinders 11 nebeneinander angeordnet und durch Spalte beabstandet sind. Diese Spalte dienen bei der Übergabe der fertig geschnittenen Signaturen 24; 27 an den Falzklappenzylinder 18 jeweils als Austrittsöffnungen für Zinken eines (nicht dargestellten) Falzmessers. Die Enden der Lamellen sind jeweils an in Umfangsrichtung des Transportzylinders 11 verschiebbaren Kopfleisten 33 verankert.
- Das Segment 32* befindet sich in einer Konfiguration, in der der Verlauf seiner Lamellen der Zylinderform des Transportzylinders 11 entspricht. Nach Durchgang eines solchen Segments 32* durch den Schneidspalt 09 werden dessen Kopfleisten 33 aufeinander zu verschoben, so das seine Lamellen, wie am Segment 32** gezeigt, einen über den Umfang des Transportzylinders 11 hinausgreifenden Vorsprung bilden. In Folge dieses Vorsprungs ist der entlang der Oberfläche des Transportzylinders 11 gemessene Abstand zwischen den Punkturleisten 16** und 16*** größer als der zwischen den Punkturleisten 16* und 16**, letzterer entspricht der Länge der am Schneidspalt 08 erzeugten Signaturen 24; 27. Die Ausbuchtung des Segments 32** bewirkt daher, dass zwischen den Signaturen 24 und 27 die Lücke 26 entsteht, in die das Schneidmesser 14 des Schneidzylinders 13 eingreifen kann.
- Die zweite Querschneideinrichtung 11, 13 ist auf den Umfang des Transportzylinder 11 phasenversetzt schneidend angeordnet.
- Der Schnitt der ersten Querschneideinrichtung 11, 12 auf den Transportzylinder 11 erfolgt kurz neben, insbesondere 10 mm neben, dem andern Schnitt der zweiten Querschneideinrichtung 11, 13.
- Die erste und zweite Querschneideinrichtungen 11, 13 sind im Umfangsrichtung am Transportzylinder 11 angeordnet.
- Anstelle des Falzklappenzylinders 18 kann in allen Betriebsweisen auch ein weiterer Transportzylinder zur Übernahme der Signaturen nachgeschalten sein, dem wiederum ein Falzklappenzylinder oder ein Bändersystem nachgeschaltet sein kann.
- Auch ist es möglich das jede der Bahnen 03; 04 gleiche Muster A bzw. B hintereinander, d. h. in Transportrichtung aufweist. Diese Muster A und B werden vorzugsweise mit mindestens einem Formzylinder einer Druckeinheit bedruckt, der am Umfang zwei gleiche Muster A oder B trägt. Die Bahnen 03; 04 werden übereinander geführt, so dass Signaturen mit übereinanderliegenden Muster A und B entstehen, die jeweils im Spalt 17 zu den nachfolgenden Falklappenzylinder 18 übergehen. Dazu muß der Transportzylinder 11 nicht zwingend eine ungeradzahlige Teilung aufweisen, sondern kann auch eine geradzahlige Teilung, vorzugsweise größer 4 oder 6 aufweisen.
- Die Muster A, B, C, D bezeichnen vorzugsweise jeweils zwei Zeitungsseiten, wobei A1, A2; B1, B2; C1, C2; D1, D2 jeweils eine Zeitungsseite bezeichnen.
- Unter der Bezeichnung Bahn 03; 04 ist mindestens eine Bahn 03; 04 zu verstehen, vorzugsweise ist darunter jedoch jeweils ein aus mehreren aufeinanderliegenden Bahnen 03; 04 bestehender Strang zu verstehen.
- Dabei können die Bahnen 03; 04 jeweils mit Formzylindern von Druckeinheiten bedruckt werden, die entweder ein Muster A bzw. B am Umfang tragen (Einfach-Umfang) oder zwei Muster A bzw. B am Umfang (Doppel-Umfang) tragen. Bei Doppel-Umfang-Formzylinder können zwei gleiche Muster A, A und B, B oder zwei verschiedene Muster A, B am Umfang angeordnet sein.
- Es sind daher vier Betriebsweisen möglich.
- In einer ersten und zweiten Betriebsweise werden beide Bahnen 03; 04 vor dem ersten Einlauf 01; 02 auf dem Transportzylinder 11 zusammengeführt und mittels eines einzigen Schneidvorgangs getrennt.
- Dabei tragen die Bahnen 03; 04 in einer ersten Betriebsweise hintereinander gleiche Muster A bzw. C und es werden auf dem Transportzylinder 11 hintereinander bei jeder Umdrehung gleiche Produkte gebildet und direkt an den nachfolgenden Falzklappenzylinder 18 abgegeben.
- In einer zweiten Betriebsweise tragen die Bahnen 03; 04 hintereinander alternierende Muster A, B bzw. C, D die bei einer ersten Umdrehung des mit einer ungeraden Anzahl von Feldern versehenen Transportzylinders 11 (= Sammelzylinder) alternierend auf den Transportzylinder 11 abgelegt werden und bei der zweiten Umdrehung zusätzlich mit einer zweiten Lage des falzenden Produktteiles versehen werden.
- In einer dritten und vierten Betriebsweise werden zwei Bahnen 03; 04 getrennt zugeführt, wobei in der dritten Betriebsweise die Bahnen 03; 04 hintereinander alternierend Muster A, B bzw. C, D tragen.
- Dabei werden bei einer ersten Umdrehung des Transportzylinders 11 (= Sammelzylinder) auf allen und jeder zweiten Punkturleiste 16 erst Signaturen mit Mustern A, C jeder Bahn 03; 04 geführt, so dass jetzt jede zweite Punkturleiste 16 eine Signatur mit Mustern A; C trägt und bei der zweiten Umdrehung werden dann nochmals von jeder Bahn 03; 04 zwei Signaturen mit Mustern B, D auf die Punkturleisten 16 geführt.
- Bei der zweiten Umdrehung der Transportzylinder 11 sind daher Signaturen von Mustern A, C, B, D auf den Punkturleisten 16 alternierend mit Punkturleisten 16, die lediglich Signaturen mit Mustern A, C tragen, wobei die Signaturen, d. h. das Produkt mit Mustern A, C, B, D jedes zweiten Feldes und den Falzklappenzylinder 18 übergeben werden.
- In einer vierten Betriebsweise weisen die Bahnen 03; 04 hintereinander gleiche Muster A, A bzw. C, C auf, so dass bei jeder Umdrehung der Transportzylinder 11 jede Punkturleiste 16 Produkte mit Mustern A, C trägt, die bei Erreichen des Falzklappenzylinders 18 direkt an diesen übergeben werden.
-
- 01
- Einlauf
- 02
- Einlauf
- 03
- Materialbahn, Papierbahn, erste Bahn, innere Bahn
- 04
- Materialbahn, Papierbahn, zweite Bahn, äußere Bahn
- 05
- -
- 06
- Zugwalzenpaar
- 07
- Zugwalzenpaar
- 08
- Schneidspalt
- 09
- Schneidspalt
- 10
- -
- 11
- Transportzylinder
- 12
- Schneidzylinder
- 13
- Schneidzylinder
- 14
- Schneidmesser
- 15
- Widerlager
- 16
- Halteeinrichtung, Punkturleiste
- 17
- Spalt
- 18
- Falzklappenzylinder
- 19
- Schaufelrad
- 20
- -
- 21
- Förderband
- 22
- Welle
- 23
- Punkturnadeln
- 24
- Signatur, Produkt
- 25
- -
- 26
- Lücke
- 27
- Signatur, Produkt
- 28
- Leiste
- 29
- Rille
- 30
- -
- 31
- -
- 32
- Segment
- 33
- Kopfleiste
- 16'
- Halteeinrichtung, Punkturleiste
- 16"
- Halteeinrichtung, Punkturleiste
- 16*
- Halteeinrichtung, Punkturleiste
- 16**
- Halteeinrichtung, Punkturleiste
- 16***
- Halteeinrichtung, Punkturleiste
- 32*
- Segment
- 32**
- Segment
- A
- Muster, Signatur mit Muster, Produkt mit Muster
- B
- Muster, Signatur mit Muster, Produkt mit Muster
- C
- Muster, Signatur mit Muster, Produkt mit Muster
- D
- Muster, Signatur mit Muster, Produkt mit Muster
Claims (19)
- Schneidvorrichtung zum Querschneiden wenigstens einer Materialbahn (03; 04) mit einem Transportzylinder (11), wobei der Transportzylinder (11) mit einer ersten Querschneideinrichtung (11, 12) einen ersten Schneidspalt (08) bildend angeordnet ist, wobei der Transportzylinder (11) zusätzlich mit einer zweiten Querschneideinrichtung (11, 13) einen zweiten Schneidspalt (09) bildend angeordnet ist, wobei erste Querschneideinrichtung (11, 12) und zweite Querschneideinrichtung (11, 13) am Transportzylinder (11) in Umfangsrichtung versetzt angeordnet sind, dadurch gekennzeichnet, dass der Transportzylinder (11) als Falzmesserzylinder ausgebildet ist.
- Schneidvorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Querschneideinrichtung (11, 12; 11, 13) jeweils einen Schneidzylinder (12; 13) aufweist.
- Schneidvorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass der Transportzylinder (11) Widerlager (15) für Schneidmesser (14) aufweist.
- Schneidvorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die erste Querschneideinrichtung (11, 12) eine erste Materialbahn (03) und die zweite Querschneideinrichtung (11, 13) eine zweite Materialbahn (04) durchtrennend angeordnet ist.
- Schneidvorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die zweite Querschneideinrichtung (11, 13) auf dem Umfang des Transportzylinders (11) phasenversetzt schneidend angeordnet ist.
- Schneidvorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass auf den Transportzylinder (11) der Schnitt der ersten Querschneideinrichtung (11, 12) kurz neben, insbesondere weniger als 10 mm, neben einem Schnitt der zweiten Querschneideinrichtung (11, 13) erfolgt.
- Schneidvorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass der Transportzylinder (11) und ein erster Schneidzylinder (12) gemeinsam drehbar sind und einen ersten Schneidspalt (08) begrenzen, durch den ein erster Transportweg für eine erste zu schneidende Materialbahn (03) verläuft, wobei der erste Schneidzylinder (12) wenigstens ein Schneidmesser (14) zum Abschneiden einer ersten Signatur (24) von der ersten Materialbahn (03) beim Durchgang des Schneidmessers (14) durch den ersten Schneidspalt (08) trägt, dass ein zweiter Transportweg für eine zweite zu schneidende Materialbahn (04) am Transportzylinder (11) auf den ersten Transportweg trifft, und dass ein zweiter Schneidzylinder (13) mit dem Transportzylinder (11) gemeinsam drehbar ist und mit diesem einen zweiten Schneidspalt (09) begrenzt, durch den beide Transportwege verlaufen, wobei der zweite Schneidzylinder (13) wenigstens ein Schneidmesser (14) zum Abschneiden einer zweiten Signatur (27) von der zweiten Materialbahn (04) beim Durchgang des Schneidmessers (14) durch den zweiten Schneidspalt (09) trägt.
- Schneidvorrichtung nach Anspruch 7, dadurch gekennzeichnet, dass die Drehung der zwei Schneidzylinder (12; 13) so synchronisiert ist, dass das zweite Schneidmesser (14) bei seinem Durchgang durch den zweiten Schneidspalt (09) auf einen vom ersten Schneidmesser (14) erzeugten Schnitt in der ersten Materialbahn (03) trifft.
- Schneidvorrichtung nach Anspruch 8, gekennzeichnet durch Mittel (16; 16'; 16"; 16*; 16**; 16***; 32*; 32**, 33) zum Auseinanderrücken der vom ersten Schneidmesser (14) beim Schneiden der ersten Materialbahn (03) an dieser erzeugten Schnittkanten.
- Schneidvorrichtung nach Anspruch 9, dadurch gekennzeichnet, dass die Mittel (16; 16'; 16"; 16*; 16**; 16***; 32*; 32**, 33) zum Auseinanderrücken der Schnittkanten eine Halteeinrichtung (16"; 16**) zum Halten der abgeschnittenen ersten Signatur (24) und zum Verschieben der ersten Signatur (24) entgegen der Transportrichtung vor Erreichen des zweiten Schneidspalts (09) umfassen.
- Schneidvorrichtung nach Anspruch 9 oder 10, dadurch gekennzeichnet, dass die Mittel (16; 16'; 16"; 16*; 16**; 16***; 32*; 32**, 33) zum Auseinanderrücken der Schnittkanten eine Halteeinrichtung (16"', 16***) zum Halten der abgeschnittenen zweiten Signatur (27) und zum Verschieben der zweiten Signatur (27) in der Transportrichtung nach Durchgang durch den zweiten Schneidspalt (09) umfassen.
- Schneidvorrichtung nach Anspruch 9, 10 oder 11, dadurch gekennzeichnet, dass die Halteeinrichtung (16; 16'; 16"; 16*; 16**; 16***) eine Punkturleiste (16; 16'; 16"; 16*; 16**; 16***) ist.
- Schneidvorrichtung nach Anspruch 12, dadurch gekennzeichnet, dass die Punkturnadeln (23) tragende Punkturleiste (16; 16'; 16"; 16*; 16**; 16***) um eine Achse (22) schwenkbar ist und dass die Punkturnadeln (23) den Umfang des Transportzylinders (11) an einer entsprechend der Schwenkstellung der Punkturleiste (16; 16*) veränderlichen Ort kreuzen.
- Schneidvorrichtung nach Anspruch 11 und Anspruch 12, dadurch gekennzeichnet, dass die Punkturnadeln (23) tragende Punkturleiste (16; 16'; 16"; 16*; 16**; 16***) um eine Welle (22) schwenkbar ist und dass die Spitzen der Punkturnadeln (23) einen größeren Abstand von der Welle (22) haben als ihre Basen.
- Schneidvorrichtung nach einem der Ansprüche 9 bis 14, dadurch gekennzeichnet, dass die Mittel (16; 16'; 16"; 16*; 16**; 16***; 32*; 32**, 33) zum Auseinanderrücken der Schnittkanten eines radial verschiebbaren Segmentes (32; 32*; 32**) des Transportzylinders (11) und eine Steuervorrichtung zum Antreiben einer Auswärtsbewegung des Segmentes (32; 32*; 32**) nach Durchgang durch den zweiten Schneidspalt (09) umfassen.
- Schneidvorrichtung nach einem der Ansprüche 9 bis 15, dadurch gekennzeichnet, dass die Mittel (16; 16'; 16"; 16*; 16**; 16***; 32*; 32**, 33) zum Auseinanderrücken der Schnittkanten eine Rille (29) am Transportzylinder (11) und eine mit der Rille (29) zusammenwirkende Leiste (28) am zweiten Schneidzylinder (13) umfassen.
- Schneidvorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass der Umfang des Transportzylinders (11) wenigstens fünf, vorzugsweise sieben Signaturlängen beträgt.
- Schneidvorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass jeder Materialbahn (03; 04) ein Einlauf (01; 02) zugeordnet ist.
- Schneidvorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die Bahnen (03; 04) zuerst den Transportzylinder (11) umschlingen und kontaktieren, dann einen jeweiligen Schneidzylinder (12; 13).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20080171447 EP2030935B1 (de) | 2002-03-04 | 2003-02-28 | Schneidvorrichtung zum Querschneiden wenigstens einer Materialbahn |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2002109190 DE10209190B4 (de) | 2002-03-04 | 2002-03-04 | Schneidvorrichtung zum Querschneiden wenigstens einer Materialbahn |
| DE10209190 | 2002-03-04 | ||
| PCT/DE2003/000673 WO2003074402A1 (de) | 2002-03-04 | 2003-02-28 | Schneidvorrichtung zum querschneiden wenigstens einer materialbahn |
Related Child Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20080171447 Division EP2030935B1 (de) | 2002-03-04 | 2003-02-28 | Schneidvorrichtung zum Querschneiden wenigstens einer Materialbahn |
| EP08171447.9 Division-Into | 2008-12-12 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1480903A1 EP1480903A1 (de) | 2004-12-01 |
| EP1480903B1 true EP1480903B1 (de) | 2010-03-17 |
Family
ID=27770928
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20030743293 Expired - Lifetime EP1480903B1 (de) | 2002-03-04 | 2003-02-28 | Schneidvorrichtung zum querschneiden wenigstens einer materialbahn |
| EP20080171447 Expired - Lifetime EP2030935B1 (de) | 2002-03-04 | 2003-02-28 | Schneidvorrichtung zum Querschneiden wenigstens einer Materialbahn |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20080171447 Expired - Lifetime EP2030935B1 (de) | 2002-03-04 | 2003-02-28 | Schneidvorrichtung zum Querschneiden wenigstens einer Materialbahn |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US7351189B2 (de) |
| EP (2) | EP1480903B1 (de) |
| JP (1) | JP4032029B2 (de) |
| CN (1) | CN1283535C (de) |
| AT (2) | ATE460376T1 (de) |
| AU (1) | AU2003227014A1 (de) |
| DE (3) | DE10209190B4 (de) |
| RU (1) | RU2283269C2 (de) |
| WO (1) | WO2003074402A1 (de) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102006042592B4 (de) * | 2006-09-11 | 2009-04-09 | Koenig & Bauer Aktiengesellschaft | Falzapparat |
| DE102007025797B4 (de) * | 2007-06-02 | 2009-02-26 | Koenig & Bauer Aktiengesellschaft | Falzapparat |
| DE102013017224A1 (de) * | 2013-10-17 | 2015-04-23 | Manroland Web Systems Gmbh | Verfahren und Vorrichtung zum Bearbeiten einer Bedruckstoffbahn |
| EP3207803A1 (de) * | 2016-02-17 | 2017-08-23 | Haas Food Equipment GmbH | Verfahren und vorrichtung zum schneiden der teigausgabe mit einer extrusionsmaschine |
| DE102018108982A1 (de) * | 2018-04-16 | 2019-10-17 | Manroland Goss Web Systems Gmbh | Klemmhebel zum Anbringen von Bearbeitungswerkzeugen an einem drehbar gelagerten Element einer Druckmaschine |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE239837C (de) | ||||
| US2891791A (en) * | 1955-12-19 | 1959-06-23 | Miehle Goss Dexter Inc | Jaw folding mechanism |
| DE2846191C3 (de) * | 1978-10-24 | 1981-08-13 | Koenig & Bauer AG, 8700 Würzburg | Falzapparat für Rollenrotationsdruckmaschinen |
| DE3139117C1 (de) * | 1981-10-01 | 1983-04-21 | M.A.N.- Roland Druckmaschinen AG, 6050 Offenbach | Variabler Falzapparat mit einem Schneidzylinderpaarund einem unterhalb diesem angeordneten Abreisswalzenpaar |
| DE3151283C1 (de) * | 1981-12-24 | 1983-04-21 | M.A.N.- Roland Druckmaschinen AG, 6050 Offenbach | Falzapparat |
| DE3527710A1 (de) * | 1985-08-02 | 1987-02-12 | Roland Man Druckmasch | Falzapparat zum querfalzen zugeschnittener druckexemplare |
| US4754959A (en) * | 1985-08-02 | 1988-07-05 | M.A.N. Roland Druckmaschinen Aktiengesellschaft | Folding apparatus for transverse folding and transporting of two types of printed substrates |
| DE3637110C1 (de) * | 1986-10-31 | 1988-05-19 | Heidelberger Druckmasch Ag | Vorrichtung zum Schneiden und Aufteilen eines kontinuierlichen Stroms von Druckprodukten |
| US5024128A (en) * | 1989-02-21 | 1991-06-18 | Campbell Jr Gaines P | Sheeter for web fed printing press |
| DE4316134C2 (de) * | 1993-05-13 | 1997-03-13 | Heidelberger Druckmasch Ag | Verfahren zur Querfalzung von Bahnen sowie Falzapparat zur Durchführung des Verfahrens |
| DE9320814U1 (de) | 1993-12-24 | 1995-02-09 | Koenig & Bauer Ag | Vorrichtung zum Herstellen von Falzprodukten |
| DE4344362C2 (de) * | 1993-12-24 | 1998-02-26 | Koenig & Bauer Albert Ag | Vorrichtung zum Herstellen von Falzprodukten |
| JPH10194588A (ja) | 1997-01-07 | 1998-07-28 | Toshiba Mach Co Ltd | 印刷機の2種折り装置 |
| US7338425B1 (en) * | 2000-01-12 | 2008-03-04 | Goss International Americas, Inc. | Variable length cutting device |
| DE10116346B4 (de) * | 2001-04-02 | 2006-03-02 | Koenig & Bauer Ag | Falzapparat |
| US6733431B2 (en) * | 2001-09-19 | 2004-05-11 | Heidelberger Druckmaschinen Ag | Device and method for folding newspapers with flexible inserting position |
| DE10209214B4 (de) * | 2002-03-04 | 2004-03-25 | Koenig & Bauer Ag | Schneidvorrichtung |
| DE20321545U1 (de) * | 2003-06-12 | 2007-11-29 | Man Roland Druckmaschinen Ag | Schneidzylinder zum Querschneiden einer Bedruckstoffbahn in einer Rotationsdruckmaschine |
-
2002
- 2002-03-04 DE DE2002109190 patent/DE10209190B4/de not_active Expired - Fee Related
-
2003
- 2003-02-28 EP EP20030743293 patent/EP1480903B1/de not_active Expired - Lifetime
- 2003-02-28 US US10/505,872 patent/US7351189B2/en not_active Expired - Fee Related
- 2003-02-28 AT AT08171447T patent/ATE460376T1/de active
- 2003-02-28 DE DE50312508T patent/DE50312508D1/de not_active Expired - Lifetime
- 2003-02-28 JP JP2003572882A patent/JP4032029B2/ja not_active Expired - Fee Related
- 2003-02-28 EP EP20080171447 patent/EP2030935B1/de not_active Expired - Lifetime
- 2003-02-28 AU AU2003227014A patent/AU2003227014A1/en not_active Abandoned
- 2003-02-28 AT AT03743293T patent/ATE461148T1/de active
- 2003-02-28 WO PCT/DE2003/000673 patent/WO2003074402A1/de active Application Filing
- 2003-02-28 RU RU2004120788A patent/RU2283269C2/ru not_active IP Right Cessation
- 2003-02-28 CN CNB038040824A patent/CN1283535C/zh not_active Expired - Fee Related
- 2003-02-28 DE DE50312521T patent/DE50312521D1/de not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| RU2283269C2 (ru) | 2006-09-10 |
| AU2003227014A1 (en) | 2003-09-16 |
| DE50312521D1 (de) | 2010-04-29 |
| EP1480903A1 (de) | 2004-12-01 |
| WO2003074402B1 (de) | 2004-03-04 |
| RU2004120788A (ru) | 2005-05-27 |
| ATE460376T1 (de) | 2010-03-15 |
| CN1633387A (zh) | 2005-06-29 |
| DE10209190A1 (de) | 2003-09-25 |
| EP2030935B1 (de) | 2010-03-10 |
| DE10209190B4 (de) | 2004-03-04 |
| WO2003074402A1 (de) | 2003-09-12 |
| ATE461148T1 (de) | 2010-04-15 |
| JP4032029B2 (ja) | 2008-01-16 |
| JP2005519007A (ja) | 2005-06-30 |
| EP2030935A1 (de) | 2009-03-04 |
| DE50312508D1 (de) | 2010-04-22 |
| CN1283535C (zh) | 2006-11-08 |
| US7351189B2 (en) | 2008-04-01 |
| US20050160889A1 (en) | 2005-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0859733B1 (de) | Verfahren und vorrichtung zur herstellung von mehrlagigen zeitungsprodukten mit tabloidteil | |
| EP2039640B1 (de) | Vorrichtung und Verfahren zur Erzeugung eines Druckproduktes sowie Druckprodukt | |
| DE2301586A1 (de) | Anordnung zur herstellung mehrschichtiger abreissbloecke | |
| DE10116346B4 (de) | Falzapparat | |
| EP1922276B1 (de) | Falzapparat | |
| EP1802466A2 (de) | Produktion eines druckerzeugnisses mit mehreren gefalzten büchern | |
| EP1480903B1 (de) | Schneidvorrichtung zum querschneiden wenigstens einer materialbahn | |
| EP1483189B1 (de) | Schneidvorrichtung | |
| EP1480902B1 (de) | Transportvorrichtung | |
| DE102006057453B4 (de) | Falzapparat | |
| DE19927920A1 (de) | Schneideinrichtung im Falzapparat einer Rotationsdruckmaschine und Falzapparat mit einer solchen Schneideinrichtung | |
| EP0222150B1 (de) | Räderfalzapparat | |
| EP1620343B1 (de) | Räderfalzapparat mit einer schneidvorrichtung zum querschneiden wenigstens einer materialbahn | |
| DE4140365C2 (de) | Vorrichtung zum Beschneiden einer Materialbahn | |
| DE102016216429B4 (de) | Druckprodukt, Verfahren und Rollendruckmaschine zur Herstellung eines Druckproduktes | |
| EP3398891B1 (de) | Vorrichtung zum erzeugen von kollektionen aus bogenförmigen druckerzeugnissen, und entsprechender falzapparat zum falzen von aus druckerzeugnissen gebildeten kollektionen | |
| DE102014207835B4 (de) | Verfahren und Druckmaschine zur Herstellung von Druckprodukten | |
| DE102014222387B4 (de) | Verfahren zur Herstellung eines Druckproduktes sowie Druckprodukt | |
| DE102012203102B4 (de) | Rollendruckmaschine sowie Verfahren zum Betrieb einer Rollendruckmaschine | |
| EP4282657A1 (de) | Falzapparat einer offset-rollendruckmaschine und offset-rollendruckmaschine | |
| DE102004005807A1 (de) | Falzapparat | |
| DE102011102542A1 (de) | Falzwerk |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20040621 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO |
|
| 17Q | First examination report despatched |
Effective date: 20081128 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 50312521 Country of ref document: DE Date of ref document: 20100429 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20100317 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100618 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100617 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100719 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 |
|
| 26N | No opposition filed |
Effective date: 20101220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20110225 Year of fee payment: 9 |
|
| BERE | Be: lapsed |
Owner name: KOENIG & BAUER A.G. Effective date: 20110228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120229 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120229 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 461148 Country of ref document: AT Kind code of ref document: T Effective date: 20110228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100317 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20150318 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20150223 Year of fee payment: 13 Ref country code: GB Payment date: 20150220 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50312521 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160228 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20161028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160228 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160229 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160901 |