EP1555208B1 - Packaging system and method - Google Patents
Packaging system and method Download PDFInfo
- Publication number
- EP1555208B1 EP1555208B1 EP04076723A EP04076723A EP1555208B1 EP 1555208 B1 EP1555208 B1 EP 1555208B1 EP 04076723 A EP04076723 A EP 04076723A EP 04076723 A EP04076723 A EP 04076723A EP 1555208 B1 EP1555208 B1 EP 1555208B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- packaging
- packaging material
- instructions
- inventory
- packaged
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/20—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for adding cards, coupons or other inserts to package contents
- B65B61/22—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for adding cards, coupons or other inserts to package contents for placing protecting sheets, plugs, or wads over contents, e.g. cotton-wool in bottles of pills
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D5/00—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles
- B31D5/0039—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads
- B31D5/0043—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads including crumpling flat material
- B31D5/0047—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads including crumpling flat material involving toothed wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
- B65B55/20—Embedding contents in shock-absorbing media, e.g. plastic foam, granular material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0011—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads including particular additional operations
- B31D2205/0017—Providing stock material in a particular form
- B31D2205/0023—Providing stock material in a particular form as web from a roll
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0011—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads including particular additional operations
- B31D2205/0047—Feeding, guiding or shaping the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0011—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads including particular additional operations
- B31D2205/007—Delivering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0076—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads involving particular machinery details
- B31D2205/0082—General layout of the machinery or relative arrangement of its subunits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0076—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads involving particular machinery details
- B31D2205/0088—Control means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P90/00—Enabling technologies with a potential contribution to greenhouse gas [GHG] emissions mitigation
- Y02P90/02—Total factory control, e.g. smart factories, flexible manufacturing systems [FMS] or integrated manufacturing systems [IMS]
Definitions
- the present invention relates to a packaging system and method. More particularly, the present invention relates to a cushioning conversion system including a packaging controller, wherein the system is adapted to provide recommended packaging and/or packaging information to an operator based on the parts to be packaged, and further to provide for monitoring of packaging supply inventories.
- a packaging controller wherein the system is adapted to provide recommended packaging and/or packaging information to an operator based on the parts to be packaged, and further to provide for monitoring of packaging supply inventories.
- Features of the invention have a more general application to packaging systems using various types of dunnage products and packaging supplies.
- a protective packaging material is typically placed in the shipping container to fill any voids, provide blocking and bracing, and/or to cushion the part during the shipping process.
- Some commonly used protective packaging materials are plastic or cellulose foam peanuts, plastic bubble wrap, shredded paper or cardboard, and converted paper pads.
- Converted paper pads being made from paper and particularly kraft paper, are biodegradable, recyclable and composed of a renewable resource. Consequently, converted paper pads have become increasingly important in light of many industries adopting more progressive policies in terms of environmental responsibility.
- the conversion of paper sheet stock material into relatively low density paper pads may be accomplished by a cushioning conversion machine, such as those disclosed in U.S. Patent Nos.
- pads of a variety of lengths can be created. This feature allows a single machine to satisfy a wide range of cushioning needs. For example, relatively short pad lengths can be employed in conjunction with small and/or unbreakable articles, while longer pad lengths can be employed in connection with larger and/or fragile articles. Moreover, a set of pads (either of the same or different lengths and/or different configurations such as a star, a cross or a spiral/coil) can be employed in conjunction with uniquely shaped and/or delicate articles, such as electronic equipment.
- a manufacturer or shipping interest may ship a wide variety of parts wherein each of the parts has different packaging requirements.
- a cushioning conversion system such as that described above, can provide a wide variety of pads of different lengths at the request of the operator to meet the differing requirements, it is often a time consuming process to determine for each part presented the best way to package the part and then to instruct the cushioning conversion machine to produce the required number of pads having the appropriate lengths.
- the reliability of the packaging operation is oftentimes dependent on the skill level of the operator, in particular the packer. In the case of complex packaging systems involving the packaging of many different types of product with different packaging requirements, the necessary skill level may preclude the use of low cost, low skill packers (or operators in general).
- WO 95/13914 discloses a packaging program which includes a cushioning conversion machine which converts a stock material in to a cushioning product or pad, a transitional zone and a process controller which controls the number of pads produced and their respective lengths.
- the cushioning conversion machine may include a length measuring device for accurately measuring the length of a pad being produced and a pad-transferring assembly for transferring the pads from the conversion assemblies of the cushioning conversion machine to the transitional zone.
- the transitional zone may be a slide with its slide direction oriented perpendicular to the discharge direction of the cushioning conversion machine to conserve space and to orderly arrange the produced pads.
- European Patent Application No. EP 0 458 284 discloses a production/purchase management processing system including a master production schedule which describes a production planning of each of a plurality of kinds of products independently for each period, a product construction/item master which describes information related to parts which form the product for each of the products, a stock/remaining order information source which describes stock quantity and remaining orders for items, where the items respectively represent the product or the part, a production planning processor for reading the contents of the master production schedule, the product construction/item master and the stock/remaining order information source, and for outputting a purchase planning order and a production planning order which are generated based on the read contents, where the purchase planning order satisfies a required number of an arbitrary item by purchase and the production planning order satisfies a required number of an arbitrary item by production, and a with-strings reorganization processor for outputting a with-strings production planning order for each of the products having as its constituent element an item for which the production planning order is output from the production planning
- US Patent No. US 5,007,522 discloses an apparatus for transporting packaging material comprising a conveyor track that leads to individual consumption points at packaging machines.
- the conveyor track is arranged above the packaging machines.
- Individual reels or blanks stacked in cassettes are transported along this conveyor track by means of respective material conveyors which are each equipped with material holders that consists solely of rigid immovable supporting members for the reels or cassettes.
- the feed and discharge of these material holders take place automatically as a result of an appropriate relative movement of feed and discharge members.
- the present invention provides a packaging system, components thereof and associated method which enable, inter alia, a) more efficient and/or effective packaging of a part or parts, b) more efficient and/or effective maintenance of packaging material inventories, c) more efficient and/or effective usage of packaging material, d) more efficient and/or effective usage of low cost, low skill labor for packaging of parts, e) more efficient and/or effective monitoring and/or analyzing of packaging operations, and f) more efficient and/or effective handling and/or monitoring of the part or parts being packaged. Any one or more of these objectives are met by one or more of the various aspects and/or features of the invention which are hereinafter more particularly detailed.
- a packaging system and methodology which automatically provides packaging instructions to an operator as a function of the part or parts to be packaged.
- a packaging system based on an identification of a part or parts to be packaged, produces pads of specified lengths to meet packaging requirements and instructs the operator as to the recommended technique of packaging the part or parts.
- a packaging system comprising:
- the system controller preferably includes a device or other means for identifying the part or parts (e.g., via a part number or a part identifier) to be packaged, a memory containing predetermined packaging instructions associated with the identified part or parts to be packaged and an output peripheral for communicating the appropriate packaging instructions to a system operator.
- the packaging system relates to the packaging of a known item or a standard group of parts (e.g., a parts kit).
- the packaging system identifies the part or parts to be packaged and retrieves predetermined packaging instructions which are used to generate one or more pieces of packaging material of the proper length or amount (such as dunnage) and provide detailed operator packaging instructions which are displayed on a display monitor.
- predetermined packaging instructions which are used to generate one or more pieces of packaging material of the proper length or amount (such as dunnage) and provide detailed operator packaging instructions which are displayed on a display monitor.
- such packaging system may include a cushioning conversion machine for converting stock material into cushioning pads which serve as packaging material, a packaging controller and a packaging terminal.
- a known part to be packaged is identified, for example, by entering the part's identification number into the system via either a keypad, a pull-down menu, a bar code reader, etc.
- the packaging controller retrieves a predetermined set of packaging instructions which are associated with the identified part to be packaged.
- the packaging instructions are then used to generate the appropriate lengths of cushioning pads in the appropriate sequence while simultaneously providing textual and graphical packaging instructions on the packaging terminal display which aid in the proper packaging of the part by the operator.
- the retrieved predetermined set of packaging instructions may further include packaging material manipulation control information.
- packaging material manipulation control information may include control data for an automated manipulator such a pick-and-place control apparatus or a robotic insertion and placement device to automatically retrieve one or more of the produced pads and place it in a packaging container.
- an automated packaging system and method which includes a packaging material generator such as a cushioning conversion machine and a packaging system controller.
- a packaging material generator such as a cushioning conversion machine
- a packaging system controller An operator, wishing to efficiently package a known, identified part, interacts with the packaging system to produce an appropriate amount of packaging material in an appropriate sequence for packaging the part within an identified container.
- the packaging system and method provides detailed packaging instructions to the operator in either a textual and/or pictorial format, thereby providing packaging efficiency and consistency which results in reduced part damage and reduced packaging costs.
- an inventory monitoring system in which the materials consumed in the packaging of parts are monitored. For example, for a particular part to be packaged, a predetermined container and a predetermined amount of packaging material will be used. While the packaging materials are being consumed during the packaging of a part, the inventory monitoring system, for example, decrements an internal inventory list and compares the updated list to one or more re-order thresholds. If one or more items on the updated inventory list (i.e ., a consumption list) satisfies a re-order criteria (e.g., falls below a minimum threshold), the inventory monitoring system automatically generates a re-order request to ensure that packaging inventories are not unduly depleted. In addition to the monitoring of containers and packaging material, the inventory monitoring system may also monitor other packaging supplies such as product literature associated with the identified part, warranty cards, packaging tape, etc.
- the packaging system 10 includes a packaging material generator 12 for generating packaging material to be used in packaging identified parts.
- the term "parts" is broadly used to include a single part, a kit including a known arrangement of parts, and various items requiring shipment, regardless of the nature of the part, be it an article, product, component, piece, etc.
- the packaging material generator 12 includes a controller 14 for controlling the various operational components (not shown) within the generator 12 as will be discussed in greater detail infra.
- a packaging system controller 16 is coupled to the packaging material generator 12 and communicates to the packaging material generator 12 via the controller 14.
- the packaging system controller 16 is also coupled to an output peripheral 18 and an input peripheral 20, respectively, and is operable to retrieve a predetermined set of packaging instructions in response to the identification of a part to be packaged, which is preferably identified via the input peripheral 20.
- the predetermined packaging instructions are preferably retrieved from a memory (not shown) associated with the packaging system controller 16 or a communication network and are selectively sent to the controller 14 and the output peripheral 18.
- the packaging instructions sent to the controller 14 preferably relate to the generation of particular lengths (or amounts) of packaging material in a particular sequence.
- the packaging instructions may further include post-generation packaging material manipulation control signals for manipulating the generated packaging material for particular packaging options such as coiling or the implementation of a pick-and-place functionality.
- the packaging instructions which are sent to the output peripheral 18 are preferably detailed explanatory type instructions which aid the operator in the efficient packaging of the identified part.
- the explanatory instructions include, for example, explanatory text accompanying graphical pictures of the part to be packaged, the packaging material, the container, etc.
- the instructions provided via the output peripheral 18 clearly illustrate the manner in which the packaging material engages the parts to be packaged and how the packaging material engages the packaging container to properly and efficiently secure the part within the container.
- Such instructions may further include video type instructions including audio data, as may be desired.
- the packaging instructions may also include pre and/or post packaging information such as instructions for selecting and erecting a particular container, inserting a liner, taping instructions, shipping instructions, etc.
- the packaging system 10 includes a cushioning conversion machine 12 as the packaging material generator and a personal computer 16 constitutes the packaging system controller of Figure 1 .
- the personal computer 16 is coupled to an input peripheral 20 (not shown) such as a keyboard, a bar code reader, a mouse, etc. for entering data or commands.
- the personal computer 16 is also coupled to a display monitor 18 which corresponds to the output peripheral 18 of Figure 1 and may also be connected to a computer network.
- the input peripheral 20 and the display monitor 18 are used for operator interaction with the cushioning conversion machine 12.
- the cushioning conversion machine 12 preferably includes a frame 24 upon which the various components of a conversion assembly 25 are mounted and a machine controller 14 (which is illustrated schematically) for controlling the cushioning conversion machine 12 including the components of the conversion assembly 25.
- the frame 24 has mounted thereto or included therein a stock supply assembly 26 including a web separating assembly and stock support bar (not shown) which holds a roll of stock (e.g ., paper) for conversion by the conversion assembly 25 into a cushioning material (not shown).
- the illustrated conversion assembly 25 is composed of plural conversion assemblies including a forming assembly 30, a feeding/connecting assembly 32 powered by a feed motor 34, and a severing or cutting assembly 36 powered by, for example, a cut motor 38 selectively engaged with the cutting assembly 36 by a clutch 40. Also provided is a post-cutting constraining assembly or outlet 42 for guiding the cushioning material from the cutting assembly.
- the forming assembly 30 causes the lateral edges of the stock material (not shown) to turn inwardly to form a continuous strip having two lateral pillow-like portions and a central band therebetween as such stock material is advanced through the forming assembly.
- the feeding/connecting assembly 32 including a pair of meshed gear-like members (gears) in the illustrated cushioning conversion machine, performs a feeding, e.g., pulling, function by drawing the continuous strip through the nip of the two cooperating and opposing gears of the feeding/connecting assembly 32 by drawing the stock material through the forming assembly 30 for a duration which is determined by the length of time that the feed motor 34 rotates the opposed gears.
- the feeding/connecting assembly 32 additionally performs a "connecting" function as the two opposed gears coin the central band of the continuous strip as it passes therethrough to form a coined strip.
- the cutting assembly 36 cuts the strip into sections of a desired length. These cut sections exit from the post-cutting constraining assembly 42 and are then available for use in the packaging of the part.
- the machine controller 14 is preferably a microprocessor based programmable controller such as that described in co-owned U.S. Patent o Application Serial Nos. 08/482,015 and 08/279,149 , filed June 7, 1995 and July 22, 1994, respectively, both entitled "Cushioning Conversion Machine” which are incorporated herein by reference.
- the machine controller 14 controls the operation of the various components of the cushioning conversion machine 12 (e.g ., the feeding/connecting assembly 32, or more specifically the feed motor 34, and the cutting assembly 36, or more specifically the cut motor, etc.) to form one or more pads of particular lengths in accordance with a number of control signal inputs.
- Such control signal inputs may include inputs from machine sensors, such as maybe employed to detect jams or accurately measure pad length formation, for example, and inputs from the personal computer 16 (i.e ., the packaging system controller) via a control line 44.
- the machine controller 14 causes power to be supplied to the feed motor 34 for a duration which is sufficient for the conversion assembly 25 to produce the desired length of pad. Power to the feed motor 34 is then disabled and the machine controller 14 causes the cut motor clutch 40 to engage the cut motor 38 with the cutting assembly 36 to sever the pad at the desired length.
- the packaging system controller 16 preferably includes a central processing unit (CPU) 50 which is coupled to a bus 52.
- the CPU or processor 50 can be any of a plurality of processors, such as a PentiumTM, a Power PCTM. SparcTM, or any other similar and compatible processor.
- the CPU 50 functions to perform various operations described herein as well as carries out other operations related to the packaging system controller 16.
- the manner in which the CPU 50 can be programmed to carry out the functions relating to the present invention will be readily apparent to those having ordinary skill in the art based on the description provided herein.
- the bus 52 includes a plurality of signal lines 54 for conveying addresses, data and control between the CPU 50 and a number of system bus components.
- the other system bus components include a memory 58 (including a random access memory (RAM) 60 and a read only memory (ROM) 62) and a plurality of ports for connection to a variety of input/output (I/O) devices which collectively comprise the output peripheral 18 and the input peripheral 20, respectively.
- the memory 58 serves as data storage and may store appropriate operating code to be executed by the CPU 50 for carrying out the functions described herein.
- the RAM 60, hard drive 78 or other type storage medium provides program instruction storage, working memory for the CPU 50 and the predetermined packaging instructions associated with the particular parts to be packaged.
- the packaging instructions correspond to the parts to be packaged through a look-up table, however, other storage and retrieval techniques such as an algorithmic search engine are contemplated as falling within the scope of the present invention.
- the predetermined packaging instructions may be stored on the hard drive 78 or other data storage medium (e.g ., a CD ROM) and be accessed by the CPU 50 according to program instructions within the RAM 60.
- the ROM 62 contains software instructions known as the basic input/output system (BIOS) for performing interface operations with the I/O devices. Also stored in the ROM 62 is a software routine which operates to load a boot program. The boot program will typically be executed when the packaging system controller 16 is powered on or when initialization of the packaging system controller 16 is needed.
- BIOS basic input/output system
- the I/O devices include basic devices such as data storage devices (e.g ., floppy discs, tape drives, CD ROMs, hard discs, etc.). Typically, the I/O devices communicate with the CPU 50 by generating interrupts. The CPU 50 distinguishes interrupts from among the I/O devices through individual interrupt codes assigned thereto. Response of the CPU 50 to the I/O device interrupts differ, among other things, on the devices generating the interrupts. Interrupt vectors may also be provided to direct the CPU 50 to different interrupt handling routines.
- the interrupt vectors are generated during initialization (i.e ., boot up) of the packaging system controller 16 by execution of the BIOS. Because responses of the CPU 50 to device interrupts may need to be changed from time to time, the interrupt vectors may need to be modified from time to time in order to direct the CPU 50 to different interrupt handling routines. To allow for the modification of the interrupt vectors, they are stored in the RAM 60 during operation of the packaging system controller 16.
- a disk control subsystem 70 bi-directionally couples one or more disk drives 72 (e.g., floppy disk drives, CD ROM drives, etc.) to the system bus 52.
- the disc drive 72 works in conjunction with a removable storage medium such as a floppy diskette or CD ROM.
- a hard drive control subsystem 76 bi-directionally couples a rotating fixed disk or hard drive 78 to the system bus 52.
- the hard drive control subsystem 76 and hard drive 78 provide mass storage for CPU instruction data, for example.
- the disk drive 72 and disk control subsystem 70 may be utilized to download one or more pieces of data to the RAM 60 or system hard drive 78.
- data relating to the proper container to be used for packaging, the part identification number, the packaging material generation control requirements (both the amount and sequencing) and user packaging instructions (including text, graphics, digital photos and/or video data) may be provided. Therefore as the packaging requirements change or additional parts are required to be packaged, the packaging system controller 16 can by dynamically updated.
- a terminal control subsystem 86 is also coupled to the bus 52 and provides output to the output peripheral 18, typically a CRT monitor, and receives inputs from a manual input device 20 such as a keyboard. Manual input may also be provided by a pointing device such as a mouse or other type input peripherals such as a bar code reader.
- the input device 20 may include a microphone for receiving voice instructions and be processed by the CPU 50 according to voice recognition techniques as is well known by those skilled in the art.
- the input peripheral 20 may include a touch activated display such as a capacitive touch screen. Any type of data input device is contemplated as falling within the scope of the present invention.
- a network adapter 90 is provided for coupling the packaging controller 16 to a network.
- a network adapter 90 is coupled to the system bus 52 and allows for providing communication linkage to other systems either local or remote to the packaging system 10.
- other types of computer hardware may also be connected to the bus 52.
- a modem 91 may be provided for transmitting, according to instructions provided by the CPU 50, various pieces of information such as re-order requests to inventory distributors for updating inventories in the event that re-order thresholds are satisfied.
- the method 100 preferably begins with the entry of an identification number of a known part to be packaged at step 102.
- the identification step 102 may be carried out in a number of ways.
- the part may have a part identification number on it which may be manually input to the packaging system controller 16 via the input peripheral 20 such as by typing the part number into the system using a keyboard or keypad.
- a pull-down menu illustrated on the output peripheral 18 e.g. , the computer display
- the pull-down menu may include a list of all the known parts which have associated sets of predetermined packaging instructions in the packaging system 10. By selecting the part number in the pull-down menu using the mouse, the part to be packaging is identified.
- step 102 may include reading the part identification number from the part (or its associated packaging request paperwork) using a pattern recognition device such as a bar code reader or a video monitor with optical character recognition.
- the input peripheral 20 may include a microphone for receiving audio signals and the part may be entered by reading aloud the part number into the microphone of the packaging system 10.
- the microphone receives the acoustic sounds and transmits the data to the CPU 50 which identifies the part using voice recognition techniques.
- the microphone may receive the acoustic sounds and convert the sounds into analog signals and then transmit the data to the CPU 50 which converts the audio data into digital data using, for example, an A/D converter.
- the CPU 50 retrieves a packaging control methodology which includes a predetermined set of packaging instructions which are associated with the identified part as step 104.
- the data used is retrieved from an associated memory such as the hard drive 78 or a data recording medium in the disk drive 72 or the network drive.
- the instructions may be stored on the hard drive 78 or on a CD ROM in the disk drive 72.
- the CPU 50 retrieves the packaging instructions associated with the part at step 104.
- the CPU 50 uses a look-up table or an algorithmic search engine to retrieve the predetermined packaging instructions.
- each part number is tied to an address space which contains the packaging instructions associated with the part number.
- the CPU 50 using the addresses corresponding to the address space, retrieves the instructions and discriminates which instructions pertain to packaging material generator control instructions and which are directed toward operator packaging instructions.
- the term "operator” is used to broadly mean anyone interfacing with the packaging system and may include, for example, a packer, a customer, a user, a supervisor, etc.
- the CPU 50 sends the instructions directed to packaging material generator control to the controller 14 of the packaging material generator 12 to initiate the generation of the appropriate amount of packaging material in the proper sequence.
- the packaging material generator 12 is a cushioning conversion machine.
- the control instructions to the controller 14 will dictate how many cushioning pads to produce to properly package the part, the proper length for each pad and the order or sequence in which the pads will be produced. Therefore the retrieved packaging instructions from the CPU 50 will provide for the control of the packaging material generator at step 108 of Figure 4 .
- the CPU 50 also sends the instructions directed to the operator to the output peripheral 18 (preferably a computer display) to provide step by step explanatory instructions at step 110 to ensure that the packaging material generated by the generator 12 is properly used in packaging the part and that the part is being packaged in the proper container.
- the instructions consist of text and graphics data which are used by the CPU 50 to drive the output peripheral 18 and thereby provide pictorial outputs with accompanying textual instructions.
- the instructions are preferably provided in a sequence which correspond to the order in which the packaging material is generated.
- the packaging instructions may also further include video and/or audio data for the packaging instructions. Any form of packaging instructions is contemplated as falling within the scope of the present invention.
- the packaging instructions which are retrieved by the CPU 50 will result in a generation of a 12" cushioning pad while a graphical illustration with an accompanying textual explanation of how to use the 12" pad to properly package the part will be provided on the display 18.
- the cushioning conversion machine 12 detects the condition (preferably through use of a sensor) and then automatically generates the next pad (the 18" pad) according to the predetermined packaging instructions, while a graphical illustration with accompanying text is provided on the display 18 to illustrate how to properly utilize the generated pad.
- the present invention ensures that the proper packaging container and the proper amount of packaging material is used in the packaging of an identified part.
- the packaging system 10 provides the proper amount of packaging material in the proper sequence and provides guidance in the packaging of a part within the proper container to ensure that the part is efficiently packaged independently of the experienced level of the operator.
- the present invention results in the elimination of waste packaging material, enables packaging consistency and reduces packaging damage.
- a cushioning conversion machine was used as the packaging material generator 12.
- the packaging system 10 may also be used in conjunction with other types of packaging material generators or dispensers, such as styrofoam peanut generators and/or dispensers, bubble-wrap generators and/or dispensers, air pad machines, void fill generators ( e.g ., material shredders), etc. Any type of packaging material generator and/or dispenser is contemplated as falling within the scope of the present invention.
- the packaging instructions of step 110 were limited to identifying the proper packaging container and how to utilize the generated packaging material to pack the identified part.
- the packaging instructions may, however, include additional instructions such as specifying which type of packaging tape or sealer to use in closing the container, how to seal the container using the tape, whether documentation is to be included within the container and what type of mailing label to use.
- the packaging instructions may include pre-packaging instructions such as instructions relating to the selection and erection of the proper container, etc.
- the method 100 may also include a preview feature, as illustrated in Figure 5 .
- the CPU 50 retrieves the packaging control methodology (i.e., the packaging instructions, step 104), the CPU 50 sends the packaging preview data to the output peripheral 18 which allows the operator to view the identified part and all the steps involved in the packaging process at step 112.
- the preview feature allows the operator to verify whether or not the proper part has been identified at step 114.
- the operator can return to the beginning of the method 100 and repeat the step of identifying the part to be packaged at step 102 (i.e., re-enter the part identification number) prior to generating any packaging material, thereby avoiding potential waste. If, however, the operator verifies through use of the preview screen that the identified part is the correct part at step 114, the method 100 continues and the CPU 50 sends the predetermined instructions to the controller 14 and display 18 (steps 108 and 110) for the packaging of the identified part.
- Figure 6a is an exemplary display screen on the output peripheral 18.
- Figure 6a preferably includes a windows-type display interface 120 having a part identification window 122, a part title box 124 and a box number window 126 for displaying the proper packaging container which corresponds to the identified part.
- the interface 120 further includes a window 128 which allows a user to indicate how many of the identified parts are to be packaged and a preview window 130 which illustrates a preview of the packaging process associated with the identified part.
- the preview window 130 includes, for each step in the packaging process, a step identifier 132a, a packaging material amount identifier 132b, a window 132c which indicates the number of pads required to complete the identified step, and a packaging illustration box 132d.
- the interface 120 includes a preview acceptance window 134 which allows a user, after reviewing the preview window 130, to verify that the packaging instructions are correct ("Accept") or exit the process ("Exit").
- the CPU 50 retrieves the packaging instructions and inputs the various pieces of data onto the screen as shown in Figure 6a such as the identification of the packaging container and the box number window 126 and the name of the part in the part title box 124.
- the number of parts to be packaged is manually input into the box 128, however, the present invention may automatically receive such data when reading the part identification number or, alternatively, an order, job or lot number.
- the preview of the packaging methodology for the identified part is displayed by the CPU 50 in the window 130 for verification by the user.
- One manner of identifying the part to be packaged is simply entering the part identification number into the window 122.
- a user may then select the proper part from all the known parts which are listed within the system 10.
- the CPU 50 retrieves the predetermined packaging functions associated with the identified part from the memory (e.g., hard drive 78 or external drive 72) and populates the windows 124, 126 and 130.
- the user may then verify the instructions by evaluating the preview window 130 and selecting the proper option in the preview acceptance window 134.
- the packaging system 10 begins the packaging process by using the retrieved packaging instructions to control the packaging material generator 12 and provide the display instructions such as providing pre-packaging instructions such as the selection of the proper container, instructions regarding how to utilize the generated packaging material, and post-packaging instructions such as how to properly seal the container and where to send the completed package (steps 108 and 110, respectively).
- One exemplary display instruction corresponding to step 110 is illustrated in Figure 6c .
- the output peripheral 18 displays an enlarged packaging display window 144 having, for example, two graphical display regions 146a and 146b and a text explanation region 146c.
- the graphical regions 146a and 146b may consist of one or more pictures and/or textual annotations which illustrate how the packaging material which is produced by the packaging material generator 12 is used to secure the identified part within the selected container.
- the text explanation window 146c preferably identifies which step within the packaging process is being executed, which pad for the step is being illustrated (when multiple pads are being used for a single step), and the length of the pad being produced.
- the window 146c may include further text instructions to further aid the operator in the packaging of the identified part.
- the packaging display window 144 includes a stop/finish function region 148 which allows the user to stop the process or indicate that the packaging step is completed.
- the packaging display window 144 uses text and graphics to communicate and explain the packaging step to the operator.
- the packaging instructions may further include video and/or audio data and therefore the display window 144 may include a video illustrating the packaging procedure with accompanying audio instructions.
- FIG. 7 A detailed flow chart illustrating the steps involved in providing the retrieved packaging instructions (steps 108 and 110) to the packaging material generator 12 and to the output peripheral 18 is provided in Figure 7 .
- the CPU 50 begins at the first part to be packaged at step 150. In some cases, instead of simply packaging a single part, a plurality of identical parts will need to be packaged (see window 128 of Figure 6a ). The present invention contemplates providing instructions for either a single or multiple parts to be packaged, as may be desired.
- the CPU 50 then begins at the first step of the packaging process (step 152) where it begins providing the packaging instructions for the first step in the packaging process at step 154.
- the first step may include the forming of a single pad having a length of 60" into a coil and placing the coil in the packaging container so that it underlies the part to be packaged within the container.
- the CPU 50 transmits the appropriate control signals to the controller 14 at step 156 to generate the appropriate packaging material to complete the first step, that is, generating a pad having a length of 60".
- the CPU 50 determines whether all the steps are complete at step 158. Since the packaging process for the part in this particular example includes three separate packaging steps, the method proceeds to step 160 where the CPU 50 increments to the next step of the packaging process ( i.e ., step 2).
- the CPU 50 provides the packaging instructions for the second step at step 154.
- the second step may include the forming of a single pad having a length of 60" into a coil and placing the coil in the box so that it also underlies another portion of the part to be packaged within the container.
- the CPU 50 transmits the appropriate control signals to the controller 14 in step 156 in accordance with the packaging instructions to generate the appropriate packaging material to complete the second step.
- the CPU 50 again determines whether all the steps are completed at step 158. Since the packaging process is still not complete, the method continues to step 160 and again provides packaging instructions at steps 154 and 156, respectively.
- the CPU 50 determines that the steps are completed at step 158 and then the packaging process for that particular part is completed and the method continues to step 162, wherein the CPU 50 queries whether all the parts that need to be packaged are complete. If additional parts still remain to be packaged, the method continues to step 164 and the CPU 50 increments to the next part and again begins the packaging process step at step 152. If all the parts to be packaged are completed at step 162, the CPU 50 continues to step 166 and the packaging process is completed.
- the CPU 50 retrieves packaging instructions which constitute a packaging control methodology which is associated with the identified part to be packaged.
- the packaging instructions which are retrieved by the CPU 50 in response to the identification of the part to be packaged include both control instructions to control the operation of the packaging material generator 12 and operator instructions to help the operator properly use the generated packing material so as to efficiently package the part within the specified container.
- packaging instructions may further include packaging material manipulation instructions which provide control functions in addition to the generation of the packaging material.
- packaging material manipulation instructions may include instructions to activate a coiler to take a cushioning pad which has been produced by the packaging material generator 12 and form a coil with the pad for use in packaging the part within the packaging container.
- the manipulation instructions may activate a pick-and-place apparatus to effectuate an automated system to take a generated pad and place it into a packaging container without the need of an operator.
- an automated packing mechanism such as a pick-and-place apparatus, a robot or a pad insertion system may be used in conjunction with an operator to improve the productivity of the packing station.
- a coiling operation and a pick-and-place control functionality are provided as two examples for the packaging material manipulation instructions, additional packaging material manipulation instructions may also be included and are contemplated as falling within the scope of the present invention.
- the packaging material manipulation instructions are predetermined and are associated with the particular part to be packaged and therefore are retrieved by the CPU 50 after the part has been properly entered.
- FIG 8 a flow chart is disclosed which illustrates an exemplary flow diagram by which the CPU 50 retrieves the packaging instructions which include the packaging material manipulation instructions and how the packaging material manipulation instructions are utilized by the system in providing additional control functionality.
- Figure 8 illustrates a method 170 by which additional control functionality is provided using the retrieved packaging instructions from the CPU 50.
- the CPU 50 retrieves the packaging instructions which correspond to the part to be packaged and sends the control instructions to the packaging material generator 12 at step 108.
- the packaging instructions also include the packaging material manipulation instructions.
- the CPU 50 queries whether the material which is being generated by the packaging material generator 12 is to be coiled.
- the packaging instructions indicate that the packaging material is to be coiled (YES)
- a coiler which is functionally coupled to the packaging material generator 12 is activated at step 174 and the generated packaging material, having a length in accordance with the packaging instructions, is coiled at step 176 using the coiler apparatus which is functionally coupled to the packaging material generator.
- the packaging instructions further include control instructions which initiate a pick-and-place control apparatus, for example, at step 180. The control instructions dictate a control routine which allows the pick-and-place apparatus to take the coiled packaging material and automatically place it within the packaging container.
- the packaging instructions may include control instructions for the initiation of a pick-and-place apparatus for use in an automated packaging routine at step 184.
- An exemplary coiler and pick-and-place apparatus are illustrated and described in greater detail below.
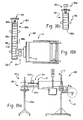
- FIG 9a illustrates an exemplary coiling apparatus 250 according to the present invention.
- the coiler 250 may be physically attached to the cushioning conversion machine 12 near its outlet 42, as illustrated in Figure 9b .
- the coiler 250 includes a U-shaped frame 252 securely attached to the cushioning conversion machine 12 via a bolt assembly 253.
- the coiler 250 is pivotally mounted to the cushioning conversion machine 12, as illustrated in Figure 9b , to allow the coiler 250 to be moved into an out of the outlet pad flow path as maybe desired.
- a rotating mechanism 254 is rotatably mounted to the frame 252 in the outlet pad feed path in a first position, and when the frame 252 is moved from this operating position, the rotating mechanism 254 is no longer aligned with the outlet 42, and the cushioning conversion machine 12 may be used without the coiler 250.
- the rotating mechanism 254 is rotatably mounted to the frame 252 and includes a rotating shaft which forms the center of rotation for the coiler 250.
- a capture device 260 is attached to and rotates with the shaft, and a power source 268 is provided for rotating the shaft.
- the rotating shaft extends through an opening in a support panel and projects in a direction which is transverse to the outlet pad feed path.
- the capture device 260 is fixably attached to the projecting ends of the shaft 214, whereby it is aligned with the outlet 42 of the cushioning conversion machine 12.
- the capture device 260 is designed to capture the leading end of the strip of cushioning when the coiler 250 is in a ready-to-coil condition.
- the illustrated capture device 260 includes a connecting hub and at least two capture members 262 projecting therefrom.
- the hub is an elongated rod or bar attached to, and rotatably driven by, the shaft.
- the capture members 262 are symmetrically positioned to extend from the hub into the outlet pad feed path.
- the capture members 262 are sized and spaced so that they have a length which is approximately as wide as the strip of cushioning product (i.e., the pad produced by the cushioning conversion machine).
- the capture members 262 of the capture device 260 are aligned in a plane which is perpendicular to a travel path of the strip of cushioning material as it is emitted from the cushioning conversion machine 12 so that the leading end of the strip of cushioning product will pass between the capture members 262.
- the capture members 262 When the shaft, and thus the capture members 262, are rotated, the capture members 262 will capture the end of the strip so that the remaining portions of the strip may be coiled therearound.
- the power source 268 for driving or rotating the shaft is mounted on the support panel on the side facing away from the outlet 42 of the cushioning conversion machine 12.
- the power source 268 is preferably a motor, more preferably an electric motor, and even more preferably a low speed DC torque motor.
- the power source 268 having an adjustable current limit is preferable because the motor torque is proportional to motor current, whereby the current limit is actually an adjustable torque setting to control the tightness of the spiral/coil.
- the adjustable torque setting may also be placed under control of the packaging system controller 16 and thus may produce spiral/coil configurations with different cushioning characteristics in accordance with the packaging instructions.
- a fluid-power source with a pressure regulator for torque adjustment may also be utilized.
- Another option is to incorporate a slip clutch into the drive to maintain a constant coiling tension on the strip of the cushioning product.
- the coiler 250 may additionally include a taping device (not shown) for supplying tape to secure the trailing end of the strip of cushioning product to the coil.
- the taping device may be designed for manual dispensing of the tape and manual placement of the tape on the coil, however, an automatic taping device is possible with, and is contemplated by, the present invention.
- the coil of cushioning product When the coil of cushioning product has been completely formed and possibly taped, it may be removed from the coiler 250 by pulling the coil in a transverse direction away from the support panel. This pulling is easily accomplished, especially if the capture members 262 of the capture device 260 are in the ready-to-coil position where they are aligned in a plane perpendicular to the travel path of the strip of cushioning material as it is emitted from the cushioning conversion machine.
- an automatic ejection system (controlled, for example, by the controller 14) is possible with and is contemplated by the present invention.
- the cushioning conversion machine 12 includes a controller 14 which controls the operation of the cushioning conversion machine 12.
- the controller 14 also controls the coiler 250 based on the packaging instructions provided by the packaging system controller 16 of Figure 1 .
- the controller 14 operates in conjunction with a strip-production indicator which preferably includes a strip sensing mechanism which senses whether a strip of cushioning product is being emitted from the outlet 42 of the cushioning conversion machine 12.
- the strip product indicator includes a upstream strip sensor (not shown) on the cushioning conversion machine which senses whether the strip is present at an upstream location at the outlet 42 and a downstream strip sensor 274 which senses whether the strip is present at a downstream location.
- the upstream strip sensor is mounted at an upstream portion of the support panel or on the cushioning conversion machine 12 itself.
- the downstream strip sensor 274 is preferably mounted on the coiler frame 252 and in this manner, the downstream location is positioned to ensure that the leading end of the strip of the cushioning product is correctly positioned relative to the capture device 260.
- the controller 14 activates the coiler 250 (i.e ., energizes the motor 268 of the rotating mechanism 254) when both the sensors (the upstream and downstream sensors) sense that the strip of cushioning product is present at both the upstream location and the downstream location. This ensures that the leading end of the strip of the cushioning product is correctly positioned relative to the capture device 260 and that the strip of cushioning product is long enough to coil.
- the controller 14 deactivates the coiler 250 when the upstream sensor senses that the strip of the cushioning product is no longer present (i.e ., its trailing end has passed the upstream location) after a period of time corresponding to a time period necessary to ensure that the trailing end portion of the strip of cushioning product is coiled and a capture device is properly aligned.
- the coiling apparatus 250 may operate in conjunction with the cushioning conversion machine 12 to provide additional manipulation control to the packaging material in accordance with the retrieved packaging instructions by the CPU 50.
- the operation of a coiling apparatus is also described in U.S. Patent Application Serial No. 60/071,164 entitled “Cushioning Conversion System and Method for Making a Coil of Cushioning Product", which is incorporated by reference herein in its entirety.
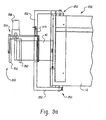
- an alternative packaging material manipulation apparatus may include a packaging material pick-and-place system 300, as illustrated in Figure 10a .
- the pick-and-place system 300 includes the cushioning conversion machine 12 of Figure 2 and a pick-and-place assembly 302 having an outfeed drive unit 304 which feeds a generated cushioning pad to an indexing conveyor system 306.
- the outfeed drive unit 304 contacts a produced pad at the outlet 42 and pulls the pad away from the machine outlet 42 and onto the conveyor system 306.
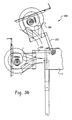
- the conveyor system 306 preferably includes a supporting frame 306a and a conveyor belt 306b which receives a produced pad from the outfeed drive unit 304 and transfers the pad along the conveyor belt 306b to a loading station 307 where a pick-and-place unit 308 is located, as illustrated in Figure 10b .
- the pick-and-place unit 308 has an arm 308a which grabs the produced pad in a first position 309a as (illustrated in Figure 10b ) and rotates the arm 308a 180° to a second position 309b (as illustrated in Figure 10c ) and releases the pad, thus placing the pad in a container (not shown).
- the conveyor belt 306b preferably includes a chain belt with 306c which create a pocket to align and hold the cushioning pads on the belt 306b during transport to the pick-and-place staging area 307.
- the conveyor belt 306b also allows multiple cushioning pads to accumulate between the machine 12 and the staging area 307.
- the pick-and-place system 300 may include a pick-and-place unit 308 directly at the machine outlet 42.
- the pick-and-place unit 307 grabs the produced pad at the machine outlet 42 and rotates the pad 90° and places the pad into an appropriate packaging container.
- the pick-and-place system 300 is controlled by the packaging instructions which are retrieved by the CPU 50 of the packaging system controller 16 and transmitted to the controller 14 of the cushioning conversion machine 12.
- the controller 14 also controls the motor 304b of the outfeed drive unit 304, the conveyor belt 306b of the conveyor system 306 and the pick-and-place unit 308, respectively.
- Other types of pick and place type systems are also contemplated by the present invention such as the one described in U.S. Patent No. 5,749,821 entitled "Cushioning Conversion System for Converting Paper Stock into Cushioning Material with a Staging Area and a Pick and Place Assembly", which is incorporated by reference herein in its entirety.
- the packaging material manipulation control feature of the present invention has been discussed in conjunction with the coilers 200 and 250 and the pick-and-place control system 300 of Figures 9a-9c and Figures 10a-10c , respectively. These packaging material manipulation control features, however, are merely exemplary and this feature extends to other manipulation control functions such as robotic control functionality for automated packaging. Other types of dunnage manipulators and manipulation techniques include the pad discharge and insertion apparatus shown and described in U.S. Patent Application No. 60/059,290 filed on September 18, 1997, which is hereby incorporated herein by reference in its entirety. In addition, although the discussion of the packaging material manipulation control feature was disclosed in conjunction with the cushioning conversion machine 12 of Figure 2 , this feature extends to other types of packaging material generators and/or dispensers which are contemplated as falling within the scope of the present invention.
- the packaging system 10 of Figure 1 may also be utilized to provide an inventory control feature which tracks the consumption of various packaging items or materials in conjunction with its automated generation and supply of packaging material.
- One exemplary method 350 of providing such inventory control (which may alternatively be considered a monitoring of consumption) is illustrated in Figure 11a .
- the packaging system 10 identifies the part to be packaged at step 102 and the CPU 50 retrieves the packaging control methodology consisting of packaging instructions at step 104.
- the packaging material generator is controlled at step 108 while an operator is concurrently receiving graphical and textual packaging instructions on an output peripheral 18, such as a CRT display, at step 110.
- each part As each part is packaged, various items associated with the packaging process are consumed. For example, each part is packaged within a particular packaging container or box and each part uses a specified amount of packaging material.
- the packaging of the part also includes the use of a specified amount of packaging tape depending on the specified container size as well as other materials such as the insertion of warranty cards, manufacturer's documentation, etc. into the packaging container.
- inventories of these items are depleted.
- the present invention monitors the consumption of these packaging items and automatically generates re-order requests when the inventory control level of the packaging material has dropped below a pre-set value, thus ensuring that inventories are not fully depleted at inopportune times.
- the method 350 monitors the amount of packaging materials consumed by the packaging material generator 12 at step 352, wherein, for example, the packaging system controller 16 keeps track of the number of each type of packaging container used at step 354, calculates the amount of packaging material used by the machine 12 at step 356, and keeps track of the other various packaging items at step 358, respectively.
- step 354 is performed when the packaging instructions have been retrieved by the CPU 50 and confirmed by the operator. Since the packaging instructions preferably identify the appropriate packaging container, the CPU 50 updates a list within a memory such as an inventory database to indicate that one of the identified containers has been used. Similarly, since the packaging instructions will dictate the amount of packaging material to be generated and used for the packaging of the identified part ( e.g. , three pads each having a length of 60" in Figure 6a ) the CPU 50 calculates the total amount of packaging material that will be used and updates the list within the memory. Lastly, for each identified part, the packaging instructions will preferably dictate the amount of packaging tape to be used as well as which additional items such as warranty cards and documentation are to be packaged within the container.
- the packaging instructions will preferably dictate the amount of packaging tape to be used as well as which additional items such as warranty cards and documentation are to be packaged within the container.
- the CPU 50 uses the retrieved packaging instructions, then updates a list within the memory. As the list within the memory is continuously updated, the CPU 50 takes each item within the list and compares them with predetermined re-order thresholds either continuously or periodically, as may be desired. If an item in the updated list satisfies its associated re-order criteria or threshold, the CPU 50 generates a re-order request at step 360 ( Figure 11 ). In addition, the CPU 50 may generate a consumption report using the updated list at step 362 for review as may be desired.
- the re-order thresholds may be adjusted as may be desired. Therefore if, for example, procurement procedures change so that re-ordering may be made at lower inventory levels, the re-order threshold may be adjusted, thereby making the packaging system dynamic.
- the re-order thresholds may also be dynamic in the sense that the threshold is a function of the packaging rate. For example, if the packaging system controller 16 via the CPU 50 identifies that the rate of consumption of the various packaging materials is above a certain rate, the packaging system controller 16 may increase one or more thresholds to ensure that a re-order request is generated soon enough to ensure that inventories are not unduly depleted. Likewise, if a consumption rate falls below a predetermined rate, the packaging system controller 16 may decrease one or more thresholds to ensure that a re-order request be generated at a later time since the time required to consume the remaining inventory will be greater and thus prevent excess inventories from being generated.
- the method 350 may provide a re-order request in various ways. For example, when the CPU 50 determines that a packaging item such as packaging tape must be re-ordered (e.g ., the amount of remaining packaging tape falls below the associated re-order threshold), the CPU 50 may send the re-order message requesting that packaging tape be ordered to the output peripheral 18 ( e.g. , the display) so that the operator can communicate the re-order request to personnel in an inventory control department. Alternatively, the CPU 50 may, using the network adaptor 90 of Figure 3 transmit the re-order request directly to inventory control or the purchasing department over a local network.
- a packaging item such as packaging tape must be re-ordered
- the CPU 50 may send the re-order message requesting that packaging tape be ordered to the output peripheral 18 (e.g. , the display) so that the operator can communicate the re-order request to personnel in an inventory control department.
- the CPU 50 may, using the network adaptor 90 of Figure 3 transmit the re-order request directly
- the CPU 50 may, using a modem, for example, transmit the re-order request directly to the appropriate inventory distributor or to a packaging materials manufacturer for production planning purposes.
- the present invention provides an automated inventory control system and method to continuously monitor the consumption of one or more packaging materials and re-order the materials prior to their complete depletion.
- the CPU 50 updates the packaging materials at various times instead of continuously. For example, instead of the CPU 50 decrementing an amount paper each time a cushioning conversion machine produces a length of dunnage, the CPU 50 may alternatively, decrement the amount of paper each time a roll of paper is completely consumed and is being replaced by a new roll. Such a function can be effectuated by a sensor which identifies the end of a roll. Similarly, the CPU 50 can update the packaging materials list each time a roll of tape is completely consumed, etc.
- the method 350 of Figure 11 may operate in conjunction with multiple packaging material generators 12.
- the memory containing the updated list is shared over a computer network linking the packaging system controllers 16 of each packaging system 10. As each packaging system 10 consumes various packaging items, the global list is then continuously updated.
- FIG. 12a An exemplary method for monitoring the packaging materials (step 352 of Figure 11 ) and implementing re-order control is illustrated in Figure 12a .
- the packaging system 10 via the CPU 50 stores a value representing an initial amount of inventory for various packaging materials in memory, representing the amount of materials available.
- the CPU 50 updates a consumption list by decrementing the number associated with the item in memory. For example, if fifty (50) type-1 packaging containers are in inventory ("50" stored in a memory location associated with type-1 containers) and the packaging system 10 dictates that one of the type-1 packaging containers be utilized, the CPU 50 decrements the inventory number of type-1 packaging containers in memory to forty-nine (49).
- the CPU 50 then either constantly or periodically checks to see whether the updated inventory list satisfies a re-order criteria (e.g. , falls below a predetermined re-order threshold) and generates a re-order request if appropriate.
- a re-order criteria e.g. , falls below a predetermined
- the CPU 50 determines whether it is time to analyze whether a re-order criteria is satisfied.
- the analysis time may be constant (i.e ., each time one or more packaging materials are consumed) or may be periodic ( e.g ., each hour, each shift, each day, etc.). If the CPU 50 determines according to programmed instructions in the memory, that it is time to analyze the inventory, the CPU 50 checks one or more inventory levels in the inventory list against a re-order point (i.e ., a re-order threshold) at step 362. If none of the items on the inventory list meet or fall below their associated re-order threshold, the CPU 50 does not take any action.
- a re-order point i.e ., a re-order threshold
- the CPU 50 makes a list of items to be re-ordered which may include specified re-order quantities at step 363 and transmits the re-order list at step 364 via, for example, the modem 91, the Internet, facsimile, etc.
- the re-order request may be sent directly to the operator, to inventory personnel, to a packaging materials distributor or to the packaging materials manufacturer for production planning purposes.
- the CPU 50 allows for the operator to manually adjust one or more parameters within the inventory list in the event, for example, that one of the materials is inadvertently destroyed and cannot be utilized in the packaging process.
- the CPU 50 decrements the inventory list each time one or more packaging materials are consumed, however, the inventory monitoring may be provided in a variety of different ways that are each contemplated as falling within the scope of the present invention.
- FIG. 12b Another alternative, exemplary method for monitoring the packaging materials (step 352 of Figure 11 ) is illustrated in greater detail in Figure 12b .
- the CPU 50 initializes the list to be updated within the memory to zero so that the number of containers as well as the various associated supplies indicate that none of the supplies have yet been consumed.
- the CPU 50 at step 372 initializes the length of packaging material (e.g ., cushioning conversion products such as Padpak® dunnage material) so that the updated list within the memory indicates that no packaging material has yet been consumed.
- a packaging step is performed in accordance with the retrieved packaging instructions by the CPU 50. As has already been previously discussed, the packaging step includes the consumption of a particular amount of packaging material.
- the CPU 50 updates the amount of packaging material consumed by taking the present amount within the memory (at this particular time equal to 0) and adds to that amount the amount of packaging material used in the packaging step. For example, if the packaging step involves the consumption of a 60" piece of cushioning conversion product, the length within the updated list would be updated to 60"at step 376.
- the CPU 50 compares the amount of material consumed to a re-order threshold at step 370. If the re-order threshold is met or exceeded, a re-order message is generated at step 380. Alternatively, the comparison function can be performed periodically, as may be desired.
- the CPU 50 at step 382 queries whether the packaging process is complete. If the packaging process is not complete (NO), the CPU 50 goes to the next packaging step at step 384 and again updates the list within the memory in accordance with the amount of packaging material used in the next packaging step. Steps 376, 378, 382 and 384 are repeated until all the packaging steps are completed.
- the method 352 then continues to step 385 in which the CPU 50 increments each of the supplies which were utilized in the packaging in the previous part. For example, the specified packaging container for packaging the part to be packaged is incremented so that the updated list indicates that one of the selected containers has been consumed. Likewise, the various packaging supplies such as packaging tape, warranty cards, etc.
- the CPU 50 performs a compare function in which the various supplies in the updated list within the memory are compared to predetermined re-order thresholds. If the various updated supplies do not meet or exceed the re-order thresholds, the CPU 50 does not take any additional action, and the method precedes. If, however, one or more supplies in the updated list meet or exceed an associated re-order threshold, the CPU 50 generates a re-order request message at step 380.
- the CPU 50 In addition to incrementing the supplies (step 385) after the completion of all the steps at step 382 (YES), the CPU 50 also queries at step 388 whether all the parts to be packaged have been packaged. If all the parts have been packaged (YES), the method 352 ends at step 390. If, however, it is determined by the CPU 50 that additional parts remain to be packaged (NO), the CPU 50 begins the packaging of a new part via step 394. Therefore the packaging steps for the next part to be packaging are performed and the monitoring function continues as was previously discussed. In this manner the method 352 provides an inventory monitoring and automatic re-ordering function.
- a packaging productivity monitoring system may also be incorporated in the packaging system of Figure 1 .
- the packaging system 10 of the present invention identifies a part to be packaged at step 102 and retrieves a packaging control methodology via a predetermined set of packaging instructions associated with the identified part at step 104.
- the CPU 50 then transmits the retrieved packaging instructions to the controller 14 to provide appropriate control of the packaging material generator at step 108.
- the time required to package and the part consists of the time required to complete each of the necessary packaging steps.
- the present invention provides a timing mechanism for determining the time required to package each identified part and the time taken to execute each of the steps in the packaging process.
- each piece of collected time data is saved in a memory associated with the CPU 50 and used to generate a productivity report for productivity analysis purposes.
- the method 400 when the packaging system 10 identifies a part to be packaged, the method 400 initiates, via the CPU 50, a global packaging timer at step 402, which is used to determine the amount of time required to package each part.
- a timer 50a associated with the CPU 50 is utilized.
- the method 400 initiates via the CPU 50 one or more timers for determining the amount of time required to complete each of the steps of the predetermined packaging process for the identified part at step 404.
- the global timer is stopped at step 408.
- the global timer thus indicates the amount of time required to package a single part.
- the CPU 50 takes the time data for each packaging part and saves it in a memory such as the hard drive 78 of Figure 3 .
- the CPU 50 also records other pertinent information such as the packaging material generator identification number, an operator identifier, and a code which indicates which predetermined set of packaging instructions are associated with the time data.
- the CPU 50 may then utilize the saved data in generating the productivity report at step 410.
- the CPU 50 may be programmed to time-stamp and date stamp each step and further programmed to process the various time-stamps to determine the time data.
- the productivity report generated at step 410 may appear as a report 412 as illustrated in Figure 13 .
- the CPU 50 performs mathematical operations on some of the data in accordance with programmed instructions to generate additional productivity characteristics which are helpful in evaluating greater productivity. For example, for the packaging of a plurality of identical parts, an average global time may be calculated according to known techniques to gauge the average time it takes for a given operator to complete the packaging of a particular part. In addition, an average time for each step of the packaging process may be calculated. Therefore the report 412 allows one to analyze which packaging steps need to be addressed to best improve the packaging productivity. Lastly, the productivity data may be used for the documentation of various processes and procedures such as ISO 9001 certification, etc.
- the collected time can be normalized in several ways.
- the time data may be normalized with respect to the particular packaging process uniquely associated with the identified part to allow for productivity comparisons across various packaging processes. Using such data one can focus on the particular packaging processes that need the most improvement.
- the time data may be normalized across all the various operators to allow for direct comparisons between various operators who perform different packaging processes. In such a normalization, for example, a 1.0 would indicate an average packaging productivity while numbers greater than 1.0 would indicate a productivity less than average and numbers less than 1.0 would indicate a productivity greater than average.
- the collected time data may be dated and used to generate productivity trending information to monitor changes in packaging productivity over time.
- the present invention also contemplates measuring various other characteristics which may be associated with productivity. Each such characteristic is contemplated as falling within the scope of the present invention.
- several exemplary mathematical operations are disclosed (and performed by the CPU 50) to generate productivity characteristics, it is understood that other types of statistical techniques and mathematical operations may also be employed to provide other types of productivity measurement criteria. Each such form of productivity measurement and data manipulation are contemplated as falling within the scope of the present invention.
- FIG. 14 An exemplary method by which the packaging system 10 may monitor the time required to execute each step for each part of the packaging process (step 404 of Figure 13 ) is illustrated in greater detail in Figure 14 .
- the CPU 50 initializes two counting variables ("i" which represents the number of parts which need to be packaged and "j" which represents the number of steps required to package each part) at step 420.
- steps 424, 426, 428, 430 and 432 will continue until all the steps in the packaging of the first part are completed (YES at step 432), at which point the CPU 50 stops the timer which measures the total time required to package the part at step 434. The data regarding the amount of time required to package the first part is then stored in the appropriate memory for later analysis.
- the CPU 50 then takes all the data which has been saved for each step j and each part i and saves the data in the appropriate memory for use in generating the productivity report at step 410 which may have a display output similar to the report 412 of Figure 13 .
- the packaging system 10 of the present invention provides for the efficient, optimized packaging of various parts by identifying a part to be packaged, retrieving predetermined packaging instructions associated with the identified package and using the retrieved packaging instructions to provide control of the packaging material generator and provide graphical/textual packaging instructions to the operator via a display.
- FIG. 15a-15d Yet another embodiment in which such functionality may be provided is discussed below in conjunction with Figures 15a-15d .
- the operation of the packaging system 10 generally, and specifically the functions executed by the packaging system controller 16, is described below in detail with reference to the flow charts illustrated in the Figures 15a-15d .
- a display is provided on the output peripheral 18 such as a CRT monitor in step 500, prompting the operator to identify the part to be packaged, such as by providing a part number as well as a number of such parts to be packaged.
- solid lines in the flow chart represent generally the flow of the program steps and dashed lines indicate the flow of data or messages.
- the program flow is represented as linear or serial for the purposes of description simplicity, it is recognized that the program is preferably executed in an event driven manner with steps being executed in a time-slice fashion.
- a database 501 of the part and the corresponding packaging information is made accessible at step 502, part information is provided to the program in an accessible format 504 and initialization of flags, pointers, counters and/or other program control variables is performed in step 506.
- the operator can then indicate to the packaging system 10 the part number of the part or parts to be packaged and the number of parts to be packaged at step 508.
- the program will retrieve from the information for a packaging process from the database 501 and provide to the operator, as a confirmation, a description of the part which the operator identified for packaging at step 510.
- a description may be in the form of the name of the part or preferably an image of the part to be packaged.
- the operator confirms that the program has identified the correct part to be packaged at step 512 and the program begins the process of producing pads (in the case where the packaging material generator is a cushioning conversion machine) and instructing the operator in the proper or recommended packaging the part.
- a monitor flag is set to one (1) to indicate that the display on the monitor 18 has not been then updated to reflect the beginning of the packaging sequence at step 514.
- the program then checks, as shown in Figure 15b , that the required number of parts have not yet been packaged at step 516. Assuming that the required number of parts have not yet been packaged, and, as in this example, this is the first time through the program, the program will initialize the current step counter equal to one at step 518, meaning that the correct number of pads of the correct lengths are to be produced for the first step in the process of packaging the identified part.
- the number of steps having been executed in the packaging process is then examined at step 520 and if the current step is less than 4 (for a part packaging process having three packaging steps) and the quantity of pads to be produced is greater than 0 at step 522, a wake-up code is provided to the machine controller 14 at step 524.
- the purpose of the wake-up code is to inform the machine controller 14 to begin looking for the appropriate instructions from the packaging system controller 16. Previous to receiving the wake-up code, the machine controller 14 will ignore any codes, such as those randomly generated by noise in the input port of the machine controller 14 so as not to take any unintended action in the event that noise on the line would match one of the instructional codes to the machine controller at step 524. Once the wake-up code has been sent to the machine controller at step 524, a timed handshake function is implemented through steps 526 to 532 which ensures that the packaging system controller 16 and the machine controller 14 are communicating correctly.
- the handshake function includes starting a timer at step 526, waiting to receive a message at step 530 from the machine controller 14 and checking any received message to determine whether the received message is the intended message, for example, the word "Ranpak" at step 532.
- the timer will time out at step 528, an error code will be displayed at step 534 and the packaging controller 16 will inquire to the operator whether it should try to reestablish communication with the machine controller 14 at steps 536 and 538. If the operator does not reestablish control of the machine controller 14, the program is terminated, otherwise the program will cycle again starting with step 520.
- the packaging system controller 16 will instruct the machine controller 14 as to the number of pads to be produced and their order of generation (step 540 of Figure 15c ).
- the section of program code can be executed through a loop in which the machine controller 14 is instructed to produce one pad of the appropriate length as many times as needed to produce the correct number of pads.
- Communication between the packaging system controller 16 and the machine controller 14 is again coordinated through a timed handshake function through steps 542 through 548, similar to the handshake function described above relative to steps 524 through 532 to confirm that the machine controller 14 received the length and the number of pads to be produced.
- a timer is started at step 542 and the program will monitor whether a message is received at step 546 before the timer times out at step 544. If a message is received, the message will be checked to determine whether it was the intended message. In this case, the intended message may be a carriage return 548, for example. If the timer timed out before a message was received or the incorrect message was received, an error code will be displayed at step 534 of Figure 15b and the operator will be prompted as to whether the packaging system controller 16 should attempt to re-establish communication with the machine controller 14 at step 536.
- the packaging system controller 16 is executing the first packaging step for the part to be packaged at step 550
- the appropriate display will be presented on the monitor 18 at step 552 and a picture of the part being packaged according to the first step will be displayed at step 554. If this is not the first time in the program for this part to be packaged (NO at step 550), a five second delay is instituted at step 556 before the picture of the part being packaged in accordance with the next step in the packaging process is displayed at step 554. The purpose of this five second delay is so that the operator has time to examine the display of the first step in packaging the part before the display is replaced by the display corresponding to the second step of packaging the part.
- the packaging system controller 16 will begin requesting the machine controller 14 at a set time interval to provide it with the status of producing the requested pad or pads (steps 558, 560) and again begin the timed handshake function (steps 570-76), as discussed above. If the message has been received from the machine controller 14, the message is examined to determine if an error has occurred in producing the pad at steps 578 and 580 of Figure 15d . If no error has occurred, the message will either indicate that the cushioning conversion machine is still in the process of producing a pad or pads (steps 578 and 580), and the packaging system controller 16 will again inquire as to the status of the pad production (steps 558-576) until it has been determined that the required pads have been produced.
- the timer is then disabled at step 582 and the packaging system controller 16 will continue to the next step in the packaging process by incrementing the packaging step counter at step 584 and setting the display flag to indicate that a picture of the part being packaged is currently being displayed at step 586.
- the machine controller 14 will then begin the process of producing the pads for the next packaging step in providing the packaging recommendation to the operator (steps 520-586).
- the part quantity counter is decremented at step 588 and the packaging system controller 16 will determine whether all of the same parts have been packaged or not (step 516). If not, the machine controller 14 will again produce the necessary pads and instruct the operator with recommendations. If all like parts have been packaged, the display on the output peripheral 18 is returned to the display prompting the operator for an indication of the next part type to be packaged (step 590, Figure 15a ) and the process is repeated for the next part.
- the packaging system is utilized in conjunction with one or more known parts.
- a predetermined set of packaging instructions is associated with each of the part numbers or identifiers and is retrieved from a memory in response to the notification of the part to be packaged.
- a packaging system is disclosed in which the part to be packaged is unknown.
- an unknown part means that the part, along with predetermined packaging instructions associated with the part, do not reside within an associated memory.
- the packaging system identifies one or more characteristics of the part to be packaged and uses the identified characteristics to determine (rather than retrieve) an optimized packaging methodology for packaging the part.
- an operator who does not possess packaging experience can employ an optimized packaging of the part which insures the prevention of packaging damage while simultaneously avoiding the use of excess packaging material, thus minimizing the packaging costs for a given part.
- a packaging preview is provided on an output peripheral such as a display.
- the packaging preview allows the operator (i.e ., a user or customer) to view the determined packaging process to verify that the determined packaging methodology is appropriate.
- the packaging system displays the costs associated with both the packaging and the shipping of the part and allows the operator to accept the packaging and shipping costs or alternatively discontinue the process.
- the packaging system provides packaging instructions associated with the determined optimized packaging methodology to both the packaging material generator and the operator via an output peripheral.
- the packaging instructions are used to generate an appropriate amount of packaging material in a specified sequence for use in packaging the part.
- the packaging instructions are used to provide step by step explanatory instructions to the operator, preferably via a display, in a graphical and textual format.
- the explanatory instructions illustrate how to properly utilize the generated packaging material in securing the part in the properly identified container, thereby insuring that the part is properly packaged in accordance with the determined optimized packaging process.
- the packaging system controller which determines an optimized packaging methodology includes an expert system.
- the expert system includes a knowledge base which consists of a plurality of rules and data related to packaging which are applied to data supplied by the operator which relate to the part to be packaged to form a conclusion ( i.e ., the optimized packaging methodology).
- the rules consist of "if-then” rules, although alternative rule schemes such as the use of "frames” may be used instead of, or in conjunction with, the "if-then” rules to generate conclusions using both internal data and the one or more characteristics associated with the part.
- characteristics may include, but are not limited to, the following: the size, shape, weight and fragility of the part, the method of shipping and a preference of whether the packaging methodology is to be optimized with respect to packaging or cost.
- the packaging system includes an inventory monitoring system which maintains a list of packaging materials. As various packaging materials are utilized in accordance with the determined packaging methodology for various parts, the inventory monitoring system updates the inventory list and compares the updated amounts to one or more re-order thresholds. If any of the re-order threshold conditions are satisfied (e.g ., equal to less than a threshold or alternatively greater than or equal to a threshold), the packaging system automatically generates a re-order request to prevent the packaging material inventory from becoming unduly depleted.
- a packaging system 590 according to the alternative embodiment of the present invention is illustrated in Figure 16a .
- the packaging system 590 includes a packaging system controller 592 which is coupled to the packaging material generator 12, which in the preferred embodiment of the present invention is a cushioning conversion machine, as illustrated in Figure 2 .
- An output peripheral 18 is coupled to the packaging system controller 592.
- the output peripheral 18 may include one or more components and preferably includes a freight cost or postage meter 18a for generating the proper shipping cost or postage in response to the identified shipping destination and the weight of the shipment (including the part, the packaging container and the packaging material).
- the output peripheral 18 preferably includes a printer 18b for printing a mailing label in accordance with instructions provided by the operator.
- the input peripheral also preferably includes a display 18c such as a CRT for providing step by step graphical and textual instructions in parallel with the generation of the packaging material to aid in the proper packaging of the part.
- the packaging system 590 of Figure 16a also includes an input peripheral 20 which is coupled to the packaging system controller 592.
- the input peripheral 20 may include one or more components and preferably includes a scale 20a for measuring the weight of the article or part to be packaged.
- a dimension measurement apparatus 20b is preferably included to identify the size and shape of the part to be packaged.
- the dimension measurement apparatus 20b may be a simple device such as a ruler which measures the part's height, length and width, respectively. Since many parts, however, have more detailed three-dimensional shapes than a cube, a more complex dimension measurement apparatus 20b may be utilized.
- the apparatus 20b may include one or more robotic arms which contact a plurality of parts about the part and record the locations of the various contact parts in three-dimensional space (x, y, z).
- the apparatus 20b in conjunction with the CPU 50 of the packaging system controller 592 (or using its own processor) identifies the shape and size of the part.
- the dimension measurement apparatus 20b may include a CubiscanTM measuring system provided by Quantronix, P.O. Box 929, Farmington, Utah 84025, U.S.A.
- the input peripheral 20 may also include a keyboard/mouse type input device 20c or touch screen type display, as is commonly used with personal computers or a microphone.
- the keyboard and mouse may be used to input various characteristics of the part to be packaged and/or may be used to access various pull-down menus to identify the part or indicate items within a database which are similar to the part.
- the keyboard/mouse 20c may be used to identify the shipping destination, method of shipment (e.g., truck, ship, air or rail) and other types of shipping and/or packaging preferences.
- the scale 20a, the dimension measurement apparatus 20b and the keyboard/mouse 20c collect various pieces of data which serve to characterize the part; the pieces of data including, for example, the weight, size, shape and fragility.
- Figure 16b is an idealized side view of the packaging system 590 of Figure 16a .
- the packaging system 590 includes a Windows personal computer as the packaging system controller 592 which underlies a desktop work area 593 for packaging. Also under the work area 593 is the printer 18b and the cushioning conversion machine 12. On top of the work area 593 is the scale 20a, the dimension measurement apparatus 20b, the display 18c and the keyboard/mouse 20c. Also on the work areas 593 are a series of labeled bins 594 for housing a variety of packaging containers or boxes (not shown). At one end 595 of the work areas 593, is an exit chute 596 for the cushioning pads which are produced by the cushioning conversion machine 12.
- a method 600 for packaging an unknown part using, for example, the packaging system 590 of Figures 16a and 16b is illustrated in the flow chart diagram of Figure 17 .
- the method 600 begins with the step of identifying a part to be packaged at step 602.
- the word "identifying" is used to describe step 602
- the method 600 contemplates a broad function of ascertaining one or more characteristics that characterize the part to be packaged while not necessarily identifying the part itself. Therefore, although the step 602 may in some instances be able to gather enough data to fully identify the part to be packaged, in many instances a full identification of the part will not be made, and instead the packaging methodology will be determined based on the several pieces of data which characterize the part such as the weight, size, shape and fragility.
- the method 600 proceeds to step 604, wherein the packaging system controller 592 takes the data collected at step 602 and uses it to determine an optimized packaging methodology.
- the packaging system controller 592 preferably determines the optimized packaging methodology using an expert system.
- fuzzy logic, binary decision trees and neural networks may be utilized in the packaging determination process, and each are contemplated as falling within the scope of the present invention.
- Step 606 is similar to steps 112 and 114 in Figure 5 (see also Figure 6a ) since the packaging methodology may be previewed by the operator.
- the determination process of step 604 is preferably performed using an expert system, such processes are limited in that rules may not exist for every situation which may cause an incorrect conclusion.
- the packaging system 590 may base its conclusion on the wrong data.
- the packaging methodology display step 606 therefore allows the operator to provide a "sanity check" to insure that the packaging method which has been determined is correct prior to the generation of any packaging material.
- the packaging system controller 592 upon determining the packaging method at step 604, calculates the packaging costs by adding together the cost of the selected container, the cost of generating the appropriate amount of packaging material and the cost of various other supplies such as packaging tape.
- the packaging system controller 592 also utilizes the shipping destination, the combined weight of the part and the shipping materials, and the method of shipment to calculate the shipping costs.
- the operator Upon a display of the packaging costs and the shipping costs on the display 18c, the operator has the opportunity to proceed at 608 if the operator determines the costs to be acceptable. Alternatively, the operator may choose to end the process or begin again at step 608.
- the packaging system controller 592 (via the CPU 50) then sends packaging instructions which are associated with the determined packaging methodology to the cushioning conversion machine 12 at step 610 and to the output peripheral 18 at step 612.
- the packaging instructions sent to the cushioning conversion machine 12 at step 610 are control signals which dictate the number of cushioning pads to produce, their respective lengths and their order of manufacture, similar to the description provided earlier in conjunction with Figure 7 .
- the packaging instructions sent by the packaging system controller 592 via the CPU 50 to the output peripheral 18 are control signals that automatically generate the proper amount of postage via the postage meter 18a, generate a shipping label with the appropriate address via the printer 18b and provide step by step packaging instructions on the display 18c.
- the packaging instructions on the display 18c preferably include graphical representations which illustrate how to utilize the generated packaging material to properly secure the part within the specified container.
- textual explanations are also preferably included to further aid in the proper packaging of the part.
- the packaging system controller 16 via the CPU 50 may notify a shipper via a communications link (e.g ., the modem 91 or the network interface 90) to pick up the packaged item.
- Step 602 begins with either weighing the part to be packaged at step 650 using, for example, the scale 20a or prompting the user to input the weight via an input peripheral.
- the weight value is then saved in the memory associated with the CPU 50 of the packaging system controller 592, such as the RAM 60 (see Figure 3 ).
- the dimensions i.e ., the size and shape
- This step itself may include one or more steps.
- the packaging system 590 may automatically measure the cubic dimensions of the part using the dimension measurement apparatus 20b and then query the operator on the general shape of the object (e.g., is it a cube, a pyramid, a sphere, etc.).
- a robotic apparatus may be used to map the outer contour of the object.
- a pen-type apparatus or a mouse may be utilized to sketch the general shape of the object at step 652. Any method and apparatus to measure or ascertain the size and shape of the part is contemplated as falling within the scope of the present invention.
- the next step in identifying the part is determining the fragility of the part at step 654.
- This step may be accomplished in a variety of ways, as illustrated in Figures 19a-19c .
- the fragility of the part is identified using a plurality of pull-down menus.
- a first pull-down menu 662 includes a listing of general categories 664 within which the part may belong. By highlighting one of the categories 664a (e.g. , household items), using, for example, the mouse 20c, a second listing of sub-categories 666 is displayed, wherein each of the sub-categories 666 are related to the earlier selected category 664a ( e.g ., furniture and kitchenware are both considered household items).
- the operator may then select one of the sub-categories 666a (i.e . kitchenware) using the mouse 20c or alternatively the touch display to reveal another more detailed list of items 668 (e.g. pots and pans, dishes, etc.). This process may be further continued until the user selects the actual part or a part which is similar to the part to be packaged in terms of fragility.
- Each final object which is displayed in the pull-down menus on the display 18c have a fragility rating associated with the part which is stored within a memory associated with the packaging system controller 592 (e.g ., the hard drive 78) which is subsequently utilized in determining the proper packaging methodology.
- G factor for various parts is determined by subjecting the various products to a series of gradually more severe decelerations (i.e., shocks) in order to determine the lowest value at which damage occurs.
- Figure 19b Another method of determining a part's fragility is illustrated in Figure 19b.
- Figure 19b provides a categorization of fragility from the most delicate (i.e ., extremely fragile) to the least delicate (i.e ., rugged), using six fragility categories 669a.
- An operator by selecting one of the categories 669a will see a variety of exemplary items 669b which fall within the selected fragility category 669a.
- the operator can approximate the part's fragility.
- the CPU 50 saves the G factor associated with the part in the memory such as the RAM 60.
- the six fragility categories may be categorized as follows: (I) extremely fragile (about 15-25 G's); (II) very delicate (about 25-40 G's); (III) delicate (about 40-60 G's); (IV) moderately delicate (about 60-85 G's); (V) moderately rugged (about 85-115 G's); and (VI) rugged (about 115 G's and up).
- the categories 669a provided in Figure 19b are merely exemplary, and fewer or greater categories may be provided as necessary.
- the number of categories be sufficient to avoid excessive "educated guesses" of fragility, since an estimate G factor which is too low results in a package being over designed, and thus unnecessarily increases the packaging costs. Likewise, if a fragility G factor is estimated too high, the product packaging will be under designed, and damage to the product during shipping may result.
- step 654 begins by viewing the object using a viewing apparatus such as a digital camera at step 670.
- the data which comprises the image of the part is then subjected to various forms of image processing using, for example, an image processor to identify attributes of the part which provide indications of fragility at step 672.
- image processing may include, for example, segmentation and filtration, as well as the passing of the entire image or image segments through trained classifiers as is well known by those skilled in the art of image analysis.
- classification for example, may include pattern recognition (step 672a), use of an expert system (step 672b) or application of the image to one or more neural networks (step 672c).
- the packaging system controller 592 may query the operator or user (not shown) for additional data to fill in the gaps in the classification/inference process. Such queries may include, for example, "is the object solid?", “is the object hollow?", "How thick is a piece of the object?", "Is the object made of plaster, ceramic or glass?”, etc.
- the packaging system controller 592 then utilizes the information provided to conclude the fragility of the part. Note that the actual fragility cannot be determined without destroying the part to be packaged which is obviously undesirable. Therefore the present invention uses the above exemplary method to infer the fragility of the item.
- the packaging system controller 592 sends a message to the operator via the display 18c that a conclusion regarding the fragility of the product can not be drawn and which requests the operator to contact a service representative for additional consultation.
- the packaging system controller 592 queries the operator regarding the package destination at step 656.
- the operator has the shipping destination information at hand and can manually input the data using, for example, the keyboard/mouse 20c or touch type display.
- the user may access an address database residing in a memory such as, for example, the hard drive 78 or a CD ROM residing in the disk drive 72 (see Figure 3 ).
- the CPU 50 saves the data in the working memory such as the RAM 60.
- the packaging system 590 also queries the operator regarding the desired method of shipment by prompting the operator to select, for example, one of air, trucking, shipping and rail at step 658.
- the selection may be generic or may be further tailored to be more specific, for example, by identifying the particular freight or shipping company.
- the CPU 50 then saves the data in the working memory such as the RAM 60 for use in the determining of the optimum packaging methodology.
- the data collected at step 658 may subsequently be utilized to determine the height from which the product may be dropped during shipping as well as the vibration effects, which will be discussed in greater detail infra. Such information may then be utilized in determining the proper packaging methodology.
- the packaging system 590 allows the operator to select an optimization option at step 660.
- an optimization option For example, as will be discussed in greater detail later, in some cases several packaging options may be available. In such cases, by selecting a packaging optimization preference or a cost optimization preference, the packaging system will select a different packaging method. For example, a selection of the cost optimization preference may allow the system to utilize a lower certainty threshold in determining the product's fragility. Alternatively, when applying a cushioning curve residing in the memory of data to a set of rules for determining the proper amount of packaging, etc., a selection of one preference may dictate a different point on the cushioning curve, as will be discussed in greater detail infra.
- the packaging system 590 may determine two packaging methodologies, wherein one is optimized to insure a high degree of certainty in preventing shipping damage while the other is optimized to provide a reasonable degree of certainty in preventing shipping damage while seeking to minimize the packaging costs.
- the packaging system controller 592 displays both options on the display 18c along with their associated packaging and shipping costs to allow the user to compare and thus select one of the packaging methods. The present invention thus allows the operator substantial flexibility in selecting an optimization preference at step 660.
- the packaging system 10 may also include a variable, user defined (or alternatively fixed) safety margin which takes the determined fragility and increases the amount by a predetermined amount (e.g. , 20%).
- a safety margin may be achieved for package insurance purposes, for example. This safety margin may be fixed by the packaging system owner or alternatively by the user through an interactive type menu, as may be desired.
- the CPU 50 determines the optimized packaging methodology at step 604 of Figure 17 .
- the optimized packaging methodology is determined using an expert system.
- An expert system is an information system that supports or automates decision making in well-defined situations requiring expert knowledge.
- an expert system supports or automates decision making in an area where recognized experts do better than nonexperts. Consequently, expert systems are well-suited to packaging design since an optimized packaging design requires a substantial amount of technical expertise and experience. For example, in designing an appropriate packaging methodology, one does not merely find a box which is large enough to contain the part, and then wrap or surround the part with an arbitrary amount of packaging material and subsequently fill in any remaining voids. Instead, an efficient packaging design takes into account the fragility of the part to be packaged as well as its size, shape and weight and tailors the packaging method to ensure that expected shocks are sufficiently absorbed by the packaging material (e.g ., the cushioning pads).
- the packaging material e.g ., the cushioning pads
- a packaging design may take additional factors into consideration such as the compressive creep of the packaging material, the impact of expected temperature conditions on the cushioning ability of the packaging material, the possibility of buckling and vibration effects.
- the present invention takes the expert knowledge and data provided by experienced packaging designers and distills the information into a set of rules with accompanying data in conjunction with the data provided by the operator in step 602 of Figure 17 (which characterize the part to be packaged) to determine the optimized packaging methodology.
- the expert system of the present invention produces conclusions which dictate a packaging methodology based on the data it receives from the operator.
- the conclusions follow from the application of the set of rules and accompanying data provided within the expert system (which is often called the knowledge base) to the data or information provided by the operator.
- knowledge in the expert system is a combination of instincts, ideas, rules and procedures that guide actions and decisions.
- the knowledge base may be constructed within an expert system shell which is commercial software product that allows for the efficient creation of an expert system.
- the expert system shell provides preprogrammed modules for entering rules and data as well as modules for performing calculations and presenting various pieces of information to the user or operator.
- the expert system may represent knowledge in a variety of ways. Preferably the knowledge is represented in the form of "if-then" rules. If-then rules are stated in the form: IF one or more particular conditions are true, THEN certain conclusions should be drawn.
- An exemplary rule of the expert system of the present invention may be illustrated as follows:
- the expert system of the present invention is like a human expert working on a problem.
- the expert system uses the knowledge within the knowledge base to draw interim conclusions based on whatever information is currently available, even if the information is incomplete.
- a conclusion cannot be reached it uses the knowledge in the knowledge base to figure out questions to ask or determines what data to retrieve in order to make more progress in reaching a packaging conclusion.
- if-then rules may be used to represent knowledge in the knowledge base. Not only may if-then rules take on the form provided above (i.e. , naming conditions and conclusions) the rule may contain a certainty factor (e.g ., 0.75) which indicates that a conclusion has a particular likelihood, but nevertheless is uncertain. The certainty factor may then be used as another fact and may be applied in additional rules to arrive at a conclusion and thus mimic the uncertainty which is oftentimes inherent in much of the work that experts do.
- a certainty factor e.g ., 0.75
- Another type of knowledge representation may also be used to construct a knowledge base for determining an optimized packaging methodology.
- This type of knowledge representation is often called "frames" which organizes information to make sense of the information and identify any unexpected features that are present. Frames provide a way to organize data about specific situations. For example, when you enter a room your mind processes the visual data and compares it to what your mind expects. Further, your expectations are different in different types of rooms. For example, when you walk into a kitchen you expect to see a refrigerator, stove, sink and cabinets. You do not, however, expect to see a computer or filing cabinet in the kitchen although either might exist in some limited circumstances.
- a frame is therefore a data structure which represents an entity such as a concept, item or class.
- the frame consists of fields which identify the attributes for that kind of entity. Each field has an entry or value for each attribute which is being considered.
- Frames can be used in determining the fragility of an unknown part by finding a frame which most closely approximates the part. That is, a fragility value may be assigned to an unknown part if a substantial number of attributes are similar to a part having a known fragility value.
- frames which comprise pre-designed packaging methodologies for parts having specified attributes may be utilized as a starting point for designing an optimized packaging methodology.
- FIG. 20 An exemplary structure for the expert system 700 of the present invention is illustrated in Figure 20 .
- the expert system 700 may reside within the CPU 50 of Figure 3 or may exist as a separate processing component within the packaging system controller 592 of Figure 16 .
- the expert system 700 may include a knowledge base 702, a database 704, an inference engine 706, an interface 708 and an explanation module 710.
- Figure 20 suggests that the components are physically separate components, it is not required. Instead, the components of the expert system 700 may be considered as functional components within a processor.
- the expert system may be remote and be accessed via the network interface 90 or other communication means of Figure 3 , thus making the input/output peripheral a dummy-type terminal.
- the knowledge base 702 is a section of memory containing one or more sets of data relating to the packaging material such as the cushioning pads and a plurality of rules and/or frames which are supplied by an expert.
- the database 704 is another section of memory used to store facts and/or characteristics of the part to be packaged provided by the operator via any one of the input peripherals 20a-20c.
- the database 704 may contain the various pieces of data collected at step 602 of Figure 18 , as illustrated in Figure 21 .
- the various pieces of data within the database 704 include, but are not limited to, package weight data 712, package dimension data (size and shape) 714, fragility information 716, package handling information 718, package transportation information 720, and other miscellaneous packaging data 722 such as compressive creep data, temperature effects (thermal coefficient) data, buckling data and vibration information.
- the data characterizing the part to be packaged may include a cost/packaging optimization preference 724 and dynamic cushioning curve data 726 for one or more types of packaging material and packaging material configurations.
- the inference engine 706 applies the rules and data within the knowledge base 702 to whatever facts are provided in the database 704 to decide what question to ask next, either to the operator or back to the database 704 and the knowledge base 702. Which questions are asked next by the inference engine 706 depend upon the current goal of the inference engine 706. For example, if the inference engine 706 has identified five different facts that all must be true in order to confirm a current working hypothesis, the inference engine 706 may ask those five questions in turn. If any one of the responses is negative, the inference engine 706 may then abandon the current line of reasoning for another.
- the interface 708 may consist of the display 18c and the keyboard mouse 20c and represents functionally the way in which the expert system 700 interacts with the operator, if such action is necessary.
- the interface 708 may operate as a set of text questions and answers or may be graphical (or a combination) as may desired.
- the explanation module 710 is optional and is not included in the preferred embodiment of the present invention.
- the explanation module 710 is made available to the operator via the display 18c as a way for the operator to know how a particular conclusion or fact was inferred or why a particular question is being asked in order to explain the sequence of inferences that produced a resulting conclusion.
- Figure 22 is an exemplary expert system determination flow diagram 800 which illustrates one method in which the expert system 700 of the present invention determines an optimized packaging methodology using packaging material generated by the cushioning conversion machine 12 of Figure 2 (cushioning pads) for an unknown part.
- the packaging system 590 identifies the part to be packaged (step 602) by obtaining a variety of pieces of information relating to the part to be packaged ( see Figure 21 ).
- the expert system 700 uses the data of Figure 21 (i.e ., the database 704), the expert system 700 applies the data to various rules within the knowledge base 702 as illustrated in Figures 20 and 22 .
- the inference engine 706 eliminates one or more packaging containers 802 from further consideration using the size and shape data 714 within the database 704. For example, if the part is 24" long, 12" wide and 12" deep, then any packaging container having a volume (V) less than 24" x 12" x 12" (3,456 cubic inches) could not contain the part and thus is eliminated from further consideration.
- the inference engine 706 searches the knowledge base 702 for any shipping regulation data 804 which may either preclude or require certain classes of shipping containers, thus further reducing the remaining available containers. The inference engine 706 then moves on to another analysis since additional information is needed in order to make further progress in the selecting the proper packaging container.
- the above step 802 is merely exemplary and may include additional rules, as may be desired.
- the expert system 700 determines the drop height that the part may encounter during shipping 806 so that substantive analysis may proceed regarding what amounts, styles, etc. of cushioning pads will be needed to properly protect the part.
- the drop height is calculated by the inference engine 706 using the weight information 712 within the database 704 and the package handling information 718.
- the inference engine 706 can determine whether one or more individuals will be carrying or throwing the package and, in conjunction with the weight information 712, can identify the probable drop height the packaged part would experience if the part were inadvertently dropped during shipping. For example, if one person is carrying the package and the package is light (e.g.
- the inference engine 706 using data within the knowledge base 702 and the data provided by the user in the database 704 determines the potential drop height the part may experience in shipping. The drop height data may then be used by the inference engine 706 in selecting the proper dynamic cushioning curve data 726 in the knowledge base 702 when determining the functional cushioning requirements data weight at step 808.
- the determination of which class and configuration of cushioning materials will functionally be appropriate is preferably performed by the inference engine 706 using a variety of pieces of information.
- a plurality of cushioning curves (shown graphically as Figures 23a-23n with the reference numeral 810) consist of data 726 residing in the knowledge base 702.
- the cushioning curves 810 are evaluated and if any of the curves contain drop heights that do not match the determined drop height of step 806, they are removed from further consideration by the inference engine 706.
- a plurality of exemplary dynamic cushioning curves 810 are provided in Figures 23a-23n .
- many more cushioning curves 810 will exist, however, in this example the determined drop height is 30" and therefore only the cushioning curves 810 having data at drop heights of 30" are considered in the subsequent analysis undertaken by the inference engine 706.
- a dynamic cushioning curve 810 illustrates how a packaging material (for a particular packaging material configuration) behaves at different impact levels.
- the curves of Figures 23a-23n were generated by dropping a series of known weights onto a cushioning pad configuration sample (not shown) and measuring the amount of shock the sample allowed to be transferred (i.e ., transferred to the part to be packaged). In other words, the drop tests simulate the part being dropped from its expected drop height (step 806).
- Each point in the curve represents how much loading a part of known weight will apply to the cushioning pad configuration, and how much shock the cushion will allow to be transferred to the product.
- the inference engine 706 utilizes the fragility data 716 and calculates the static loading data 816 using the packaged dimension data 714 in the database 704 to evaluate what cushioning pad configuration is sufficient for each orientation part (since each side of the part may provide a different static loading value).
- the cushioning curves of Figures 23a-23n were developed in the following exemplary manner.
- a 10" by 10" by 4" weighted plywood box was utilized to simulate the part to be packaged and was packed inside a 12" by 12" by 12" corrugated container.
- Various cushioning pad configurations were placed in the bottom of the corrugated container and the weighted product was then placed on top of the configured cushioning pad.
- Such exemplary cushioning pad configuration include a spiral/coil configuration which is a length of cushioning material which is coiled into a spiral shape, a cross configuration which includes two lengths of cushioning material crossing each other and a star configuration which includes a plurality of lengths of cushioning material crossing each other.
- cushioning conversion material itself can be modified by using, for example, differing types of paper weight.
- a three ply paper stock 30/50/30 consists of outside sheets consisting of 30 weight paper and a inner sheet consisting of 50 weight paper, respectively.
- the product box was then weighted to simulate the products from one pound (0.01 pounds per square inch (PSI)) to 30 pounds (0.30 PSI), thus providing data at different static loading values.
- An accelerometer was attached to the product box to record the acceleration levels (in G's) for each drop.
- the corrugated container was then dropped five times from a height of 30" (the drop height) for each simulated product weight.
- a minimum of five different product weights (static loading) were used to generate each curve (using known curve fitting techniques) and the results of the last four drops for each product weight were recorded and averaged.
- the peak accelerations (G's) versus the static loadings (PSI) were then plotted to generate the dynamic cushioning curves 810.
- each of the cushioning curves 810 are evaluated to see if the cushioning pad configuration provides sufficient cushioning to absorb the potential shock for an identified fragility.
- Figure 24 illustrates a spiral/coil cushioning pad configuration for a 30" drop height.
- the fragility data 716 within the database 704 indicates, for example, that the part can only withstand up to 35 G's without incurring damage.
- a horizontal line 812 is drawn at 35 G's across the cushioning curve 810. If the curve 810 passes through or below the horizontal line 812, then it is confirmed that the cushioning product (the spiral configuration) may not transfer more shock to the part than the product can withstand under certain static loading conditions.
- one or more vertical lines 813 are drawn from the point or points 814 where the horizontal fragility threshold 812 intersects the cushioning curve 810.
- the vertical lines 813 establish the highest and the lowest static loading values at which the cushion pad configuration will provide adequate protection.
- the static loading values are 0.03 and 0.24, respectively.
- the static loading is defined as the force exerted by the part to be packaged on the cushioning pad configuration and is determined by dividing the weight of the part by the surface of the side of the part which is engaging the packaging material. Note that since products often have different surface areas depending upon their orientation, their static loadings may also differ depending upon their orientation.
- the inference engine 706 eliminates from further consideration any cushioning pad configurations that cannot provide adequate protection for the determined static loading 816.
- the inference engine 706 uses the data collected from the cushioning conversion curve 810 to calculate the cushion bearing area which is the weight of the part divided by the static loading (which in this case is some value between 0.03 and 0.24). To optimize costs, the inference engine 706 will select configurations which exhibit greater static loading (and thus the lowest cushion bearing area) because less cushioning product will be adequate for protection and thus reduce the packaging costs. However, since the present invention allows for a cost/packaging optimization preference to be selected, a higher cushion bearing area may be selected using a lower static loading value which increases the packaging protection.
- the task of determining the functional cushioning requirements (step 808) further includes considering the impact of compressive creep of the packaging material using the compressive creep data 722.
- Compressive creep is defined as the loss of thickness of the cushioning pad under a constant loading over a period of time. If the amount of creep is too large (in this exemplary embodiment taken to be about 10 percent) the ability to properly cushion the part is impaired.
- the compressive creep data is uniquely associated with the packaging material and is maintained in the knowledge base 702.
- the inference engine 706 compares the compressive creep of the cushioning material to a predefined limit 818 and if the compressive creep data 722 exceeds the limit 818, the packaging option using the maximum static loading 816 (and thus the least amount of packaging material) is eliminated and the cushioning curves using a lower static loading 816 are maintained.
- the packaging system 590 via the expert system 700, and more particularly the inference engine 706, also takes into account the temperature effects in determining the functional cushioning requirements.
- the inference engine 706 uses temperature effects data 722 which is a function of the packaging material used (in this particular example, the cushioning pads are made of paper stock).
- the knowledge base 702 provides thermal coefficients which characterize the dependence of the pad's cushioning properties over temperature. If the inference engine 706 determines that the thermal coefficient is too large (positive or negative), then the inference engine 706 evaluates the package transportation information 720 provided by the operator which resides in the database 704.
- the package transportation information 720 includes, for example, the shipping destination and the shipping method ( e.g. , rail or truck). The inference engine 706 then uses the package transportation information 720 to eliminate any cushioning curves that will not provide adequate protection.
- the inference engine 706 will eliminate cushioning options that are near the maximum static load limits and require adjustments to the amount of cushioning material to optimize the packaging design.
- the expert system 700 also considers buckling using the buckling data 722 within the database 704 of Figure 21 .
- Buckling is defined as the nonuniform compression of the cushioning material. When buckling occurs, the energy or shock of an impact is not distributed evenly throughout the cushioning pad, thus resulting in the potential for a greater amount of shock being transferred to the part. Buckling occurs most often when the shape of the cushions or cushion configuration is too tall and thin.
- the inference engine 706 analyzes whether buckling is an issue by evaluating the buckling coefficient 820 of each remaining cushioning pad configuration with respect to the expected static loading exhibited by the product.
- the buckling coefficient 820 is a ratio of the area 822 of the cushioning product configuration and its thickness 824.
- the inference engine 706 uses the graph data of Figure 25 which resides in the knowledge base 702. Since the inference engine 706 knows the static loading, the engine 706 determines the buckling coefficient 820 graphically and then multiples the coefficient by the thickness 824 of the cushioning product configuration (which is known) to determine how wide and how long the pad must be to avoid the undesired buckling. The inference engine 706 then further removes any remaining packaging configurations that pose a significant risk of buckling ( i.e. , those configurations which fail to provide the minimum desired pad width).
- the expert system 700 may further evaluate the impact of vibration using the vibration data 722 within the database 704 using data such as that shown in Figures 26a and 26b .
- the inference engine 706 uses the data within the database 704 along with rules and data within the knowledge base 702 to draw conclusions regarding which packaging methodologies are acceptable and which are not. After determining the functional cushioning requirements at step 808, a variety of packaging options will most likely still exist and the inference engine 706 will need to apply additional rules to further focus upon a single solution. For example, the number of available containers at step 802 may be further reduced by determining whether each of the remaining containers available could facilitate the remaining packaging options.
- the inference engines 706 uses the optimization preference data 724 of Figure 21 to select a smaller subset of packaging methods that either provide optimized packaging security (i.e ., a minimal amount of damage uncertainty) or optimized cost (i.e., the methods using the least amount of packaging materials while providing an acceptable amount of damage uncertainty). If an optimization preference is not provided, the expert system 700 of the present invention selects an optimized cost preference as a default. o In addition, other rules may also be used to select the best remaining packaging solution.
- the inference engine 706 may select the packaging methodology that will result in the least amount of wear on the cushioning conversion machine (e.g ., which results in the fewest number of packaging material generation steps) or the method that requires the least amount of effort by the operator in executing the packaging method.
- Other rules may also be utilized and are contemplated as falling within the scope of the present invention.
- the expert system 700 may be replaced with a neural network type intelligent system.
- a neural network is an information system that recognizes objects or patterns based on examples that have been used to train the neural network. Each training example is described in terms of a number of characteristics, each of which are input into a separate neuron or "node". The neural network then combines these inputs in a way that distinguishes between different objects included in the training examples. The neural network performs identification and discriminates between various available packaging methodologies by assigning numerical weights to many characteristics. Thus, neural networks may operate well even when some information is missing.
- the neural network is trained, wherein an expert packer designs optimum packaging methodologies while internally applying many of the expert rules discussed above in conjunction with the expert system 700.
- the expert packer therefore communicates a number of system inputs to the neural network which represent the characteristics of the part to be packaged and provides the neural network the proper output (the resulting optimized packaging methodology) for the given inputs.
- the neural network then successively updates its numerical weights at its various nodes to more closely approximate the proper output for the provided input.
- the neural network provides a function of determining the appropriate packaging instructions, but in a manner which is different than the expert system.
- the neural network system does not use defined rules (e.g ., if-then rules) to generate conclusions, but the neural network blindly acts on the provided inputs to generate (“determine") an optimized packaging methodology.
- an inventory monitoring system may be included with the packaging system 590 of Figure 16a .
- the inventory monitoring system may operate in a manner similar to the inventory monitoring system of Figure 12 , for example.
- the inventory monitoring system accounts for the consumption of the various packaging materials utilized in the packaging process by updating a packaging materials list.
- the inventory monitoring system then compares the packaging materials list with one or more appropriate re-order thresholds and automatically generates a re-order request using the CPU 50 to replenish the depleted inventories in a timely manner.
- the packaging system 590 of Figure 16a determines an optimized packaging methodology for a part to be packaged.
- the optimized packaging methodology includes a set of packaging instructions which serve as control signals to the cushioning conversion machine 12 and explanation instructions to the operator via the display 18c.
- the determining packaging methodology may also include cushioning material manipulation control instructions similar to those discussed earlier in conjunction with Figures 8-10c .
- the manipulation control signals may be used to activate and control either a coiler 250 or an automated insertion device such as a pick-and-place system 302 as may be dictated by the determined optimized packaging methodology.
- a cushioning conversion machine 12 was disclosed.
- the packaging system 590 of the present invention may also be utilized in conjunction with other types of packaging material generators such as loose fill packaging material generators and dispensers, bubble wrap, air pillow generators and dispensers, shredded material generators, and pulp molded generators and dispensers. It is understood that any form of packaging material generator may be incorporated into the packaging system and is contemplated as falling within the scope of the present invention.
- the determined packaging instructions are utilized to provide automated control of the packaging material generator 12.
- the present invention may transmit the determined packaging instructions solely to the user or operator who then uses the instructions to manually control the packaging material generator 12.
- the packaging systems primarily addressed the packaging of a single part. For example, for a single known part to be packaged, the packaging system retrieves a pre-determined set of packaging instructions associated with the part which is used to generate appropriate amounts of packaging material. In addition, for an unknown part to be packaged, the packaging system identifies one or more characteristics which characterize the part. Using the characteristics and an expert system having a knowledge base, the packaging system determines the packaging instructions and uses the determined instructions to control the packaging material generator.
- a packaging system is used to package together a plurality of known parts.
- the packaging system identifies the parts to be packaged and retrieves data associated with the parts from a database.
- the packaging system determines the packaging instructions which represent an optimized packaging methodology for packaging the plurality of parts.
- the packaging system is utilized, for example, in conjunction with a mail-order company or a warehouse distribution facility.
- a shipping order is created by a customer requesting a plurality of items (i.e ., parts).
- a warehouse management system arranges the shipping order to facilitate an efficient retrieval of the various items.
- the packer implements a pick list verification in which a check occurs to ensure that all the retrieved items match with items on the shipping order.
- a tote in which the items are retrieved contains a bar code which reflects the shipping order.
- the packer using a bar code reader, reads the tote bar code and a bar code on each of the retrieved items to verify that each item on the shipping order has been properly retrieved.
- the packaging system uses the shipping order to retrieve data associated with each of the items in the shipping order, such as the weight, size, shape and fragility of each of the items.
- the shipping order itself also contains additional data which may be used by the packaging system such as the shipping destination and the method of shipment.
- the packaging system then applies the retrieved data to a set of rules and packaging material data in an expert system knowledge base to determine packaging instructions which represent an optimized or preferred packaging methodology for the plurality of parts.
- the expert system of the present invention may use the data such as the parts' size, shape, weight and fragility in determining the optimized or preferred packaging methodology.
- the expert system may use additional information such as the cushioning properties of the various parts to determine the appropriate orientation of the various parts with respect to one another within the packaging container.
- the expert system uses or considers the cushioning properties of the parts themselves along with the cushioning properties of the packaging material in determining the packaging methodology.
- the packaging system then uses the determined packaging instructions to control the packaging material generator (e.g ., the cushioning conversion machine) and thereby produce appropriate lengths of packaging material in the proper sequence to effectuate the optimized packaging methodology.
- the packaging system also uses the packaging instructions to provide graphical and/or textual guidance to the packer via a display to aid in the proper packaging of the various items. For example, the display will illustrate the order of packaging of the various items and their proper orientation in the specified container along with the way the generated packaging material is to be used, thus making the packaging process simple and clear.
- the container is weighed and compared to an expected weight which includes the expected weight of the parts, the container and the packaging material. If the measured weight is outside a pre-selected tolerance, a warning message is provided to the packer which allows the packer to evaluate the situation and make a judgement as to whether an error in the packaging process has occurred. If acceptable, the container is sealed using, for example, packaging tape and the packaging system prints out a mailing label in accordance with the destination data supplied on the shipping order and prints out a bill-of-lading which contains information which identifies, for example, the shipper, the ship to address, the number of containers in the shipping order, and the total weight of the shipment. The packaging system also sends the bill-of-lading data to a manifest system.
- the parts to be packaged are placed directly into the container selected by the packaging system.
- the determined packaging methodology determines the order of the pick list and the packaging material generator generates (in advance) all the packaging material needed to package the parts.
- the packer then takes the generated packaging material and the selected container along the pick route (using, for example, a cart) and, after selecting a part according to the pick list, packages the part in the container using one or more of the pieces of generated packaging material.
- the packaging process is made more efficient by eliminating the step of placing the parts into the tote and subsequently removing the items from the tote and packaging them in the selected container.
- the packaging system is portable ( e.g ., on wheels or on a portable cart).
- the packaging system determines the packaging methodology and thus dictates the order of the pick list.
- the packaging system produces the appropriate amount of packaging material at the location for the picking of the appropriate part along the pick list route.
- the packer then uses the packaging instructions provided by the output peripheral to then package the part in the selected container. In the above manner, the packaging material is provided when needed and the part is selected and immediately packaged without being placed into an intermediate tote.
- the packaging system includes an inventory management system which accounts for the receipt of material into inventory and accounts for inventory consumption by updating a packaging materials list.
- the inventory management system compares the updated packaging materials list to one or more re-order thresholds. If any of the re-order thresholds are satisfied, the packaging system generates a re-order request directed toward the depleted item to ensure that inventories are replenished in a timely manner. Alternatively, the system may periodically check the inventory and re-order at predetermined times.
- the packaging system of the present invention also includes a productivity monitoring system which collects and summarizes various productivity statistics.
- the productivity monitoring system collects data for various productivity criteria such as, but not limited to, the number of orders packed, the number of items packed, the total weight packed, the average time per order and the average amount of packaging material generated per order.
- productivity criteria such as, but not limited to, the number of orders packed, the number of items packed, the total weight packed, the average time per order and the average amount of packaging material generated per order.
- various time frames of data may be collected and additional processing may be employed to normalize various productivity criteria, provide trending analysis, etc.
- the system 900 includes a packaging system controller 901 operationally coupled (preferably via an electronic data link) to a warehouse management system 902.
- the packaging system controller 901 transmits a tote bar code number 903 (or RF tag reader) which represents a shipping order to the warehouse management system 902 when a packer 904 receives a retrieved number of items to be packaged.
- the license plate is read from the tote and the shipping order is determined from the license plate using a look up table, for example.
- the tote contains the retrieved items and the license plate is read with a bar code scanner or reader 906, however, any type of reading device is contemplated by the present invention.
- the warehouse management system 902 in response to receiving the tote bar code 903, provides the packaging system controller 901 with order information 907 which includes a list of the parts in the shipping order and information relating to each item such as the weight, size, shape and fragility of the item.
- order information 907 which includes a list of the parts in the shipping order and information relating to each item such as the weight, size, shape and fragility of the item.
- the packaging system controller 901 determines packaging instructions 908 which represent an optimized packaging methodology.
- the packaging instructions determined by the packaging system controller 901 have several components. Some of the packaging instructions 908a are provided to the packer 904 as graphical/textual instructions which illustrate how to use the generated packaging material to properly package the various items.
- the packaging instructions 908 also include instructions 908b identifying the size and quantity of the specified packaging containers and are transmitted to a carton erector 909 for construction of the specified containers.
- the packaging instructions 908 are also communicated to the packaging material generator 12 (e.g., the cushioning and conversion machine) as control signals 908c which dictate the number and length of cushioning pads to produce as well as their sequence of generation.
- the instructions 908 also include the specification of the necessary tape length 908d to a tape sealer 910, instructions 908e for generation of a shipping label to the label printer 18b, and instructions 908f for generation of a bill-of-lading to the printer 18b.
- the packaging system controller 901 sends the bill-of-lading data to a manifest system 912 and monitors inventory consumption. If any inventories drop below a predetermined threshold, the packaging system controller 901 transmits a re-order request 913 to a distributor via a communication link 914 such as an EDI value added network.
- the manifest system 912 may be used to keep track of the destination of the packaged parts for tax or other purposes. For example, in certain European countries some tax provisions exist which relate to taxes on waste materials.
- the manifest system 912 records the destination of the package (container) and the amount of packaging material used in packaging the parts so that such information may be efficiently used, for example, for compliance with the appropriate tax provisions.
- the packaging system 900 includes the packaging system controller 901 coupled to the warehouse management system 902 and the packaging material generator 12.
- an output peripheral 18 is coupled to the controller 901 and may include one or more of a postage meter 18a, a printer 18b and a display 18c and an input peripheral 20 may include a keyboard/mouse 20c and a bar code reader 20d.
- Other input/output peripherals may be included and are contemplated by the present invention.
- a method 1000 of packaging a plurality of items in one or more containers according to the present invention is illustrated in Figure 29 .
- the packer reads an order number associated with the items at step 1002 using, for example, the bar code reader 20b.
- the packaging system controller 901 of Figure 28 uses the order number at step 1004 to access the warehouse management system which contains a database containing all the items in the warehouse as well as various pieces of data associated with the items such as the number of items in inventory 1006, the size, shape and weight of the item 1008 and the item's fragility 1010.
- the packaging system controller 901 uses the data (e.g ., data 1008 and 1010) along with, for example, shipping destination data from the shipping order to determine packaging instructions which result in an optimized packaging control methodology at step 1012. Once the packaging instructions have been determined, the packaging system controller 901 uses the packaging instructions to control the packaging material generator 12 at step 1014 and provides instructions to the packer 904 via the display 18c at step 1016.
- data e.g ., data 1008 and 1010
- the step of reading the order number (step 1002 of Figure 29 ) is illustrated in greater detail in Figure 30 .
- the process begins at step 1020 when the warehouse facility receives an order for a variety of items and the warehouse management system 902 assigns an order number to the order.
- the order is then arranged at step 1022 by the warehouse management system 902 to optimize the retrieval of the various items in the shipping order.
- a large warehouse has many items located in various, diverse areas in the warehouse.
- the warehouse management system 902 contains location data for each of the items and uses the data to arrange the items on the shipping form to generate and optimize a pick list which minimizes the time required to retrieve the various items.
- the various items corresponding to the arranged pick list are then retrieved at step 1024 and brought to the packaging station at step 1026.
- the pick list generated by the warehouse management system 902 is then verified in the following exemplary manner at step 1028.
- a bar code reader 20d reads the order number (or license plate number) from the bar code 903 on the tote which contains the retrieved items.
- the packer then reads the bar code of each of the retrieved item and matches them with the items on the shipping order using the CPU 50 of the packaging system controller 901. If a match is not found, or if an item is missing, the CPU 50 or warehouse management system 902 generates a warning message which is provided to the packer on the display 18c.
- the packaging system controller 901 sends the order number back to the warehouse management system 902 at step 1030 with a request to retrieve all the data residing in the warehouse management system database that relates to the parts on the shipping order.
- data includes, but is not limited to, the weight, size, shape and fragility of the items.
- step 1012 of Figure 29 The step of determining the packaging instructions (step 1012 of Figure 29 ) is preferably provided in the same manner to the steps illustrated in Figures 20-26b , wherein an expert system uses a knowledge base and data relating to the packaging material and the parts to be packaged to determined an optimized packaging solution.
- an expert system uses a knowledge base and data relating to the packaging material and the parts to be packaged to determined an optimized packaging solution.
- alternative intelligent type systems may be utilized, such as binary decision trees, fuzzy logic and a trained neural network.
- the packaging system 900 of Figure 28 of the present invention may alternatively, or in addition to the use of if-then rules, incorporate cubing rules in the knowledge base.
- the packaging system controller 901 ascertains the cubic volume of each item will occupy when properly packaged.
- the expert system then utilizes the various cubic volumes to determine their location and orientation within a selected packaging container to maximize the packaging efficiency and thus reduce the need for void fill and extra boxes.
- One exemplary method for implementing such an optimized cubing concept is taught in U.S. Patent 5,430,831 entitled "Method of Packing Rectangular Objects in a Rectangular Area or Space by Determination of Free Subareas or Subspaces", which is hereby incorporated by reference.
- cubes 31a-31d The manner in which various cubes (i.e., parallelepiped volumes) are arranged in different ways to maximize the packaging efficiency is illustrated in Figures 31a-31d .
- cubing optimization products are commercially available such as OPTIPAKTM by Advanced Logistics Systems, Inc., Roche Harbor WA 98250. Such a cubing product may be incorporated into the packaging system controller 901. Therefore in the above manner the packaging system utilizes the parts data from the warehouse management system 902 and determines the packaging instructions that represent an optimized packaging methodology.
- Figure 32 is a functional block diagram illustrating additional packaging system functions.
- the packaging system controller 901 uses data from the shipping order prints a shipping label at step 1100 using the printer 18b of Figure 28 .
- the packaging system controller 901 uses the shipping order data to print out a bill-of-lading at step 1102 using the printer 18b.
- the packaging system controller 901 uses the shipping destination and the expected weight as dictated by the determined packaging instructions, the packaging system controller 901 also generates the proper postage using the postage meter 18a of Figure 28 at step 1104.
- the packaging system controller 901 also generates production statistics and performs inventory control at steps 1106 and 1108, respectively.
- the inventory control of step 1108 is similar to the inventory control of Figures 11 and 12 and may be performed for each packaging station individually or centrally for all the packaging stations through communication of inventory consumption data from each packaging system controller 901 to the warehouse management system 902.
- the packaging system 900 may provide productivity monitoring as illustrated previously in Figure 13 and which is briefly summarized in Figure 33 .
- the generation of production statistics includes the counting of the number of order packed per unit time at step 1120 and the counting of the items packed per unit time at step 1122.
- the packaging system controller 901 also monitors the total weight of items packed at step 1124 and calculates the average time required to complete an order and the average amount of packaging material consumed per order at steps 1126 and 1128, respectively.
- the present invention provides for the effective and efficient packaging of parts. Since the packaging system provides packaging instructions for one or more parts, an inexperienced packer may efficiently package the one or more parts without wasting packaging materials, thus providing cost savings of about 25-50%.
Abstract
Description
- The present invention relates to a packaging system and method. More particularly, the present invention relates to a cushioning conversion system including a packaging controller, wherein the system is adapted to provide recommended packaging and/or packaging information to an operator based on the parts to be packaged, and further to provide for monitoring of packaging supply inventories. Features of the invention, however, have a more general application to packaging systems using various types of dunnage products and packaging supplies.
- In the process of shipping a part from one location to another, a protective packaging material is typically placed in the shipping container to fill any voids, provide blocking and bracing, and/or to cushion the part during the shipping process. Some commonly used protective packaging materials are plastic or cellulose foam peanuts, plastic bubble wrap, shredded paper or cardboard, and converted paper pads. Converted paper pads, being made from paper and particularly kraft paper, are biodegradable, recyclable and composed of a renewable resource. Consequently, converted paper pads have become increasingly important in light of many industries adopting more progressive policies in terms of environmental responsibility. The conversion of paper sheet stock material into relatively low density paper pads may be accomplished by a cushioning conversion machine, such as those disclosed in
U.S. Patent Nos. 4,026,198 ;4,085,662 ;4,109,040 ;4,237,776 ;4,557,716 ;4,650,456 ;4,717,613 ;4,750,896 ; and4,968,291 . (These patents are all assigned to the assignee of the present invention and their entire disclosures are hereby incorporated herein by reference.) - By controlling the conversion machine, such as through the use of a controller that may be programmed, pads of a variety of lengths can be created. This feature allows a single machine to satisfy a wide range of cushioning needs. For example, relatively short pad lengths can be employed in conjunction with small and/or unbreakable articles, while longer pad lengths can be employed in connection with larger and/or fragile articles. Moreover, a set of pads (either of the same or different lengths and/or different configurations such as a star, a cross or a spiral/coil) can be employed in conjunction with uniquely shaped and/or delicate articles, such as electronic equipment.
- In some instances, a manufacturer or shipping interest may ship a wide variety of parts wherein each of the parts has different packaging requirements. While a cushioning conversion system, such as that described above, can provide a wide variety of pads of different lengths at the request of the operator to meet the differing requirements, it is often a time consuming process to determine for each part presented the best way to package the part and then to instruct the cushioning conversion machine to produce the required number of pads having the appropriate lengths. Also, the reliability of the packaging operation is oftentimes dependent on the skill level of the operator, in particular the packer. In the case of complex packaging systems involving the packaging of many different types of product with different packaging requirements, the necessary skill level may preclude the use of low cost, low skill packers (or operators in general).
- Another consequence of shipping a wide variety of parts having different packaging requirements is the variability of consumption of packaging materials used the pack the part or parts, such as dunnage stock material, tape, containers (cartons, boxes, etc.), etc. Heretofore, the monitoring of packaging material inventories was accomplished manually by a person checking the inventory levels and reordering additional supplies when needed. In the case of paper sheet stock rolls used in the aforesaid cushioning conversion machines to produce dunnage pads, typically an order for the stock rolls and/or other packaging materials would be placed with a distributor. The distributor would then fill the order from stock on hand or place an order with its supplier to directly ship the packaging materials to the end user. Like in the case of the end user, the monitoring of packaging material inventories at the distributor's facilities was accomplished manually by a person checking the inventory levels and reordering additional supplies when needed. These existing systems have been labor intensive and time consuming.
- A need therefore exists for improvements in packaging systems, and particularly in the efficient and effective packaging of parts in containers and in the efficient and effective maintenance of packaging material inventories.
-
International Patent Application No. WO 95/13914 -
European Patent Application No. discloses a production/purchase management processing system including a master production schedule which describes a production planning of each of a plurality of kinds of products independently for each period, a product construction/item master which describes information related to parts which form the product for each of the products, a stock/remaining order information source which describes stock quantity and remaining orders for items, where the items respectively represent the product or the part, a production planning processor for reading the contents of the master production schedule, the product construction/item master and the stock/remaining order information source, and for outputting a purchase planning order and a production planning order which are generated based on the read contents, where the purchase planning order satisfies a required number of an arbitrary item by purchase and the production planning order satisfies a required number of an arbitrary item by production, and a with-strings reorganization processor for outputting a with-strings production planning order for each of the products having as its constituent element an item for which the production planning order is output from the production planning processor. The with-strings production planning order is output for at least one item which is included in the production planning order based on processes carried out in the production planning processor and the with-strings reorganization process.EP 0 458 284 -
US Patent No. US 5,007,522 discloses an apparatus for transporting packaging material comprising a conveyor track that leads to individual consumption points at packaging machines. The conveyor track is arranged above the packaging machines. Individual reels or blanks stacked in cassettes are transported along this conveyor track by means of respective material conveyors which are each equipped with material holders that consists solely of rigid immovable supporting members for the reels or cassettes. The feed and discharge of these material holders take place automatically as a result of an appropriate relative movement of feed and discharge members. - The present invention provides a packaging system, components thereof and associated method which enable, inter alia, a) more efficient and/or effective packaging of a part or parts, b) more efficient and/or effective maintenance of packaging material inventories, c) more efficient and/or effective usage of packaging material, d) more efficient and/or effective usage of low cost, low skill labor for packaging of parts, e) more efficient and/or effective monitoring and/or analyzing of packaging operations, and f) more efficient and/or effective handling and/or monitoring of the part or parts being packaged. Any one or more of these objectives are met by one or more of the various aspects and/or features of the invention which are hereinafter more particularly detailed.
- A packaging system and methodology is disclosed which automatically provides packaging instructions to an operator as a function of the part or parts to be packaged. As a consequence, a packaging system, based on an identification of a part or parts to be packaged, produces pads of specified lengths to meet packaging requirements and instructs the operator as to the recommended technique of packaging the part or parts.
- According to a first aspect of the present invention there is provided a packaging system, comprising:
- a packaging material dispenser;
- a packaging system controller for providing packaging instructions related to a part to be packaged and instructing the packaging material dispenser to dispense the packaging material;
- an inventory monitoring system that monitors consumption of the packaging material supplied by the packaging material dispenser as it is being consumed, updates an inventory value by the amount of packaging material consumed, saves the inventory value to a memory, compares the inventory value to a pre-determined re-order criteria, and automatically generates a re-order request if the inventory value satisfies the re-order criteria; and
- a communications apparatus for electronically transmitting the re-order request to an inventory distributor or a packaging material manufacturer at a location remote to the packaging material dispenser.
- According to a second aspect of the present invention there is provided a method of packaging parts, comprising the steps of:
- identifying a part to be packaged;
- retrieving packaging instructions associated with the part to be packaged; and
- controlling a packaging material dispenser using the packaging instructions;
- monitoring consumption of the packaging material supplied by the packaging material dispenser as it is being consumed;
- updating an inventory value by the amount of packaging material consumed;
- saving the inventory value to a memory;
- comparing the inventory value to a pre-determined re-order criteria;
- automatically generating a re-order request if the inventory value satisfies the re-order criteria; and
- electronically transmitting the re-order request to an inventory distributor at a location remote to the packaging material dispenser.
- The system controller preferably includes a device or other means for identifying the part or parts (e.g., via a part number or a part identifier) to be packaged, a memory containing predetermined packaging instructions associated with the identified part or parts to be packaged and an output peripheral for communicating the appropriate packaging instructions to a system operator.
- Provision is made for automatically supplying an operator or an automated packing system with a predetermined amount of packaging material along with detailed packaging instructions to provide for consistency in packaging known parts. Due to the provision of a predetermined amount of packaging material and detailed packaging instructions, high quality packaging can be provided without an operator possessing extensive packaging training. In addition, the packaging system ensures an improved packaging efficiency, thereby lowering packaging costs by eliminating waste while concurrently reducing shipping damage by ensuring an adequate amount and an effective utilization of the packaging material.
- The packaging system according to a particular embodiment of the present invention relates to the packaging of a known item or a standard group of parts (e.g., a parts kit). The packaging system identifies the part or parts to be packaged and retrieves predetermined packaging instructions which are used to generate one or more pieces of packaging material of the proper length or amount (such as dunnage) and provide detailed operator packaging instructions which are displayed on a display monitor. By using the supplied packaging material along with the displayed detailed instructions, a consistent, highly efficient packaging process is effectuated independently of the experience level of the operator.
- More particularly, such packaging system may include a cushioning conversion machine for converting stock material into cushioning pads which serve as packaging material, a packaging controller and a packaging terminal. A known part to be packaged is identified, for example, by entering the part's identification number into the system via either a keypad, a pull-down menu, a bar code reader, etc. Once the part is identified, the packaging controller retrieves a predetermined set of packaging instructions which are associated with the identified part to be packaged. The packaging instructions are then used to generate the appropriate lengths of cushioning pads in the appropriate sequence while simultaneously providing textual and graphical packaging instructions on the packaging terminal display which aid in the proper packaging of the part by the operator.
- The retrieved predetermined set of packaging instructions may further include packaging material manipulation control information. For example, in addition to the appropriate lengths of cushioning pads being provided in the appropriate sequence, one or more of the generated pads may be coiled as necessary by a coiler to provide the packaging material in a proper coiled form for particular packaging methodologies. Alternatively, or additionally, packaging material manipulation control information may include control data for an automated manipulator such a pick-and-place control apparatus or a robotic insertion and placement device to automatically retrieve one or more of the produced pads and place it in a packaging container.
- The foregoing and other features of the invention are hereinafter fully described and particularly pointed out in the claims, the following description and the annexed drawings setting forth in detail illustrative embodiments of the invention. These embodiments, however, are but a few of the various ways in which the principles of the invention may be employed. Other objects, advantages and features of the invention will become apparent from the following detailed description of the invention when considered in conjunction with the drawings.
-
-
Figure 1 is a block diagram illustrating a packaging system according to the present invention; -
Figure 2 is an illustration of a packaging system according to the present invention including a cushioning conversion machine and a packaging system controller; -
Figure 3 is a block diagram illustrating a portion of the packaging system controller according to the present invention; -
Figure 4 is a flow chart illustrating an operational flow diagram of the packaging system according to the present invention; -
Figure 5 is a flow chart illustrating a packaging routine preview feature which allows a packer to verify whether the appropriate packaging routine has been retrieved for the identified part to be packaged; -
Figure 6a is an output peripheral display and user interface illustrating a predetermined set of retrieved packaging instructions for an identified part to be packaged; -
Figure 6b is an output peripheral display and user interface which highlights a method of identifying or entering the parts to be packaged according to one aspect of the present invention; -
Figure 6c is an output peripheral display illustrating in greater detail a particular step of a predetermined set of retrieved packaging instructions for the packaging of the identified part; -
Figure 7 is a flow chart illustrating an operational flow diagram for the generation of packaging material and the provision of packaging instructions to an operator for the packaging of one or more parts; -
Figure 8 is a flow chart illustrating the operation of the packaging system including a packaging material manipulation apparatus for either coiling generated packaging material and/or initiating a pick-and-place control routine for automated packaging; -
Figure 9a is a partial top view of the cushioning conversion system ofFigure 2 employing a coiler attachment mechanism for taking a length of generated packaging material and coiling it in accordance with retrieved packaging instructions; -
Figure 9b is an enlarged partial side view of the cushioning conversion system ofFigure 2 employing the coiler attachment ofFigure 9a , wherein the coiler attachment is operable to be rotated into and out of the outlet flow path of the cushioning conversion machine; -
Figure 10a is a side view of a cushioning conversion machine employing a cushioning pad handling system such as a pick-and-place apparatus according to the present invention; -
Figure 10b is a top view of the cushioning conversion machine and cushioning pad handling system ofFigure 10a , wherein generated cushioning pads are placed on a conveyor belt for conveying the generated pads to a pick-and-place apparatus; -
Figure 10c is an isolated top view of the pick-and-place apparatus ofFigure 10b according to the present invention; -
Figure 11 is a flow chart illustrating a method for providing inventory control, inventory monitoring and automatic re-ordering for packaging materials according to predetermined consumption thresholds; -
Figure 12a is a flow chart illustrating in greater detail an exemplary method of providing the inventory control method ofFigure 11 ; -
Figure 12b is a flow chart illustrating in greater detail an exemplary method of providing the inventory control method ofFigure 11 ; -
Figure 13 is a flow chart illustrating a method for monitoring operator packaging productivity and providing a productivity report according to the present invention; -
Figure 14 is a flow chart illustrating in greater detail an exemplary method of monitoring productivity and generating the productivity report ofFigure 13 ; -
Figures 15a-15d are flow charts illustrating in detail the operation of the packaging system ofFigure 2 according to one embodiment of the present invention; -
Figure 16a is a block diagram illustrating a packaging system according to an alternative embodiment to the present invention; -
Figure 16b is an idealized side view of the packaging system according to the present invention; -
Figure 17 is a flow chart illustrating an operational flow diagram of the packaging system according to an alternative embodiment of the present invention; -
Figure 18 is a flow chart illustrating the step of identifying the part to be packaged by providing one or more characteristics which characterize the part to be packaged; -
Figures 19a-19c illustrate various methods of determining the fragility of the part to be packaged using pull-down menus, a selection of general categories, and automated techniques such as pattern recognition, expert systems and neural networks; -
Figure 20 is a block diagram illustrating an expert system associated with the packaging system controller according to the present invention; -
Figure 21 is a block diagram illustrating various pieces of data residing within the data base of the expert system according to the present invention; -
Figure 22 is a decision diagram illustrating an exemplary method of determining the packaging control methodology using an expert system according to the present invention; -
Figures 23a-23n are graphs illustrating dynamic cushioning conversion curves used in the determination of the functional cushioning requirements by the expert system according to the present invention; -
Figure 24 is a graph illustrating a dynamic cushioning conversion curve in greater detail, wherein use of the curve in determining whether a particular cushioning product configuration is capable of meeting the functional cushioning requirements determined by the expert system; -
Figure 25 is a graph illustrating the buckling coefficient dependence upon static loading for one type of packaging material; -
Figures 26a-26b are graphs illustrating the impact of vibration upon the packaged product according to the present invention, in particular, typical vibration frequencies for differing types of transportation; -
Figure 27 is an operational flow diagram of the packaging system for packaging a plurality of known parts according to another aspect of the present invention; -
Figure 28 is a block diagram illustrating the packaging system according to the present invention; -
Figure 29 is a flow chart illustrating a method of identifying parts to be packaged and determining packaging instructions for the identified parts; -
Figure 30 is a flow chart illustrating in a step of reading an order number for a shipment of items; -
Figure 31a-31d are block diagrams illustrating exemplary cubing configurations according to the present invention; -
Figure 32 is a flow chart diagram illustrating the functions controlled by the determined packaging instructions according to the present invention; and -
Figure 33 illustrates the collection of data for generating productivity statistics. - The present invention will now be described with reference to the drawings wherein reference numerals are used to refer to like elements throughout. In one embodiment of the present invention, an automated packaging system and method is disclosed which includes a packaging material generator such as a cushioning conversion machine and a packaging system controller. An operator, wishing to efficiently package a known, identified part, interacts with the packaging system to produce an appropriate amount of packaging material in an appropriate sequence for packaging the part within an identified container. In addition, the packaging system and method provides detailed packaging instructions to the operator in either a textual and/or pictorial format, thereby providing packaging efficiency and consistency which results in reduced part damage and reduced packaging costs.
- In accordance with another aspect of the present invention, there is provided an inventory monitoring system in which the materials consumed in the packaging of parts are monitored. For example, for a particular part to be packaged, a predetermined container and a predetermined amount of packaging material will be used. While the packaging materials are being consumed during the packaging of a part, the inventory monitoring system, for example, decrements an internal inventory list and compares the updated list to one or more re-order thresholds. If one or more items on the updated inventory list (i.e., a consumption list) satisfies a re-order criteria (e.g., falls below a minimum threshold), the inventory monitoring system automatically generates a re-order request to ensure that packaging inventories are not unduly depleted. In addition to the monitoring of containers and packaging material, the inventory monitoring system may also monitor other packaging supplies such as product literature associated with the identified part, warranty cards, packaging tape, etc.
- Referring now to the drawings in detail, and initially to
Figures 1-4 , a packaging system and method according to the present invention is shown. InFigure 1 , thepackaging system 10 includes apackaging material generator 12 for generating packaging material to be used in packaging identified parts. According to the present invention, the term "parts" is broadly used to include a single part, a kit including a known arrangement of parts, and various items requiring shipment, regardless of the nature of the part, be it an article, product, component, piece, etc. Thepackaging material generator 12 includes acontroller 14 for controlling the various operational components (not shown) within thegenerator 12 as will be discussed in greater detail infra. Apackaging system controller 16 is coupled to thepackaging material generator 12 and communicates to thepackaging material generator 12 via thecontroller 14. Thepackaging system controller 16 is also coupled to an output peripheral 18 and an input peripheral 20, respectively, and is operable to retrieve a predetermined set of packaging instructions in response to the identification of a part to be packaged, which is preferably identified via the input peripheral 20. - The predetermined packaging instructions are preferably retrieved from a memory (not shown) associated with the
packaging system controller 16 or a communication network and are selectively sent to thecontroller 14 and the output peripheral 18. The packaging instructions sent to thecontroller 14 preferably relate to the generation of particular lengths (or amounts) of packaging material in a particular sequence. In addition, as will be described in greater detail infra, the packaging instructions may further include post-generation packaging material manipulation control signals for manipulating the generated packaging material for particular packaging options such as coiling or the implementation of a pick-and-place functionality. - The packaging instructions which are sent to the output peripheral 18 (e.g., a computer display monitor) are preferably detailed explanatory type instructions which aid the operator in the efficient packaging of the identified part. The explanatory instructions include, for example, explanatory text accompanying graphical pictures of the part to be packaged, the packaging material, the container, etc. Preferably, the instructions provided via the output peripheral 18 clearly illustrate the manner in which the packaging material engages the parts to be packaged and how the packaging material engages the packaging container to properly and efficiently secure the part within the container. Such instructions may further include video type instructions including audio data, as may be desired. The packaging instructions may also include pre and/or post packaging information such as instructions for selecting and erecting a particular container, inserting a liner, taping instructions, shipping instructions, etc.
- Turning now to
Figure 2 , thepackaging system 10 ofFigure 1 according to a preferred embodiment of the present invention is illustrated. Thepackaging system 10 includes acushioning conversion machine 12 as the packaging material generator and apersonal computer 16 constitutes the packaging system controller ofFigure 1 . Thepersonal computer 16 is coupled to an input peripheral 20 (not shown) such as a keyboard, a bar code reader, a mouse, etc. for entering data or commands. Thepersonal computer 16 is also coupled to adisplay monitor 18 which corresponds to theoutput peripheral 18 ofFigure 1 and may also be connected to a computer network. The input peripheral 20 and the display monitor 18 are used for operator interaction with thecushioning conversion machine 12. - The
cushioning conversion machine 12 preferably includes aframe 24 upon which the various components of aconversion assembly 25 are mounted and a machine controller 14 (which is illustrated schematically) for controlling thecushioning conversion machine 12 including the components of theconversion assembly 25. Theframe 24 has mounted thereto or included therein astock supply assembly 26 including a web separating assembly and stock support bar (not shown) which holds a roll of stock (e.g., paper) for conversion by theconversion assembly 25 into a cushioning material (not shown). The illustratedconversion assembly 25 is composed of plural conversion assemblies including a formingassembly 30, a feeding/connectingassembly 32 powered by afeed motor 34, and a severing or cuttingassembly 36 powered by, for example, acut motor 38 selectively engaged with the cuttingassembly 36 by a clutch 40. Also provided is a post-cutting constraining assembly oroutlet 42 for guiding the cushioning material from the cutting assembly. - During the conversion process, the forming
assembly 30 causes the lateral edges of the stock material (not shown) to turn inwardly to form a continuous strip having two lateral pillow-like portions and a central band therebetween as such stock material is advanced through the forming assembly. The feeding/connectingassembly 32, including a pair of meshed gear-like members (gears) in the illustrated cushioning conversion machine, performs a feeding, e.g., pulling, function by drawing the continuous strip through the nip of the two cooperating and opposing gears of the feeding/connectingassembly 32 by drawing the stock material through the formingassembly 30 for a duration which is determined by the length of time that thefeed motor 34 rotates the opposed gears. The feeding/connectingassembly 32 additionally performs a "connecting" function as the two opposed gears coin the central band of the continuous strip as it passes therethrough to form a coined strip. As the coined strip travels downstream through the feeding/connectingassembly 32, the cuttingassembly 36 cuts the strip into sections of a desired length. These cut sections exit from thepost-cutting constraining assembly 42 and are then available for use in the packaging of the part. - The
machine controller 14 is preferably a microprocessor based programmable controller such as that described in co-owned U.S. Patent o Application Serial Nos.08/482,015 and08/279,149 , filed June 7, 1995 and July 22, 1994, respectively, both entitled "Cushioning Conversion Machine" which are incorporated herein by reference. Themachine controller 14 controls the operation of the various components of the cushioning conversion machine 12 (e.g., the feeding/connectingassembly 32, or more specifically thefeed motor 34, and the cuttingassembly 36, or more specifically the cut motor, etc.) to form one or more pads of particular lengths in accordance with a number of control signal inputs. Such control signal inputs may include inputs from machine sensors, such as maybe employed to detect jams or accurately measure pad length formation, for example, and inputs from the personal computer 16 (i.e., the packaging system controller) via acontrol line 44. Specifically, when it is desired that an appropriate length of pad be formed, themachine controller 14 causes power to be supplied to thefeed motor 34 for a duration which is sufficient for theconversion assembly 25 to produce the desired length of pad. Power to thefeed motor 34 is then disabled and themachine controller 14 causes thecut motor clutch 40 to engage thecut motor 38 with the cuttingassembly 36 to sever the pad at the desired length. - Referring now to
Figure 3 , a detailed block diagram of thepackaging system controller 16 ofFigure 1 is shown in accordance with a preferred embodiment of the present invention. Thepackaging system controller 16 preferably includes a central processing unit (CPU) 50 which is coupled to abus 52. The CPU orprocessor 50 can be any of a plurality of processors, such as a Pentium™, a Power PC™. Sparc™, or any other similar and compatible processor. TheCPU 50 functions to perform various operations described herein as well as carries out other operations related to thepackaging system controller 16. The manner in which theCPU 50 can be programmed to carry out the functions relating to the present invention will be readily apparent to those having ordinary skill in the art based on the description provided herein. Thebus 52 includes a plurality ofsignal lines 54 for conveying addresses, data and control between theCPU 50 and a number of system bus components. The other system bus components include a memory 58 (including a random access memory (RAM) 60 and a read only memory (ROM) 62) and a plurality of ports for connection to a variety of input/output (I/O) devices which collectively comprise the output peripheral 18 and the input peripheral 20, respectively. Thememory 58 serves as data storage and may store appropriate operating code to be executed by theCPU 50 for carrying out the functions described herein. - The
RAM 60,hard drive 78 or other type storage medium provides program instruction storage, working memory for theCPU 50 and the predetermined packaging instructions associated with the particular parts to be packaged. Preferably, the packaging instructions correspond to the parts to be packaged through a look-up table, however, other storage and retrieval techniques such as an algorithmic search engine are contemplated as falling within the scope of the present invention. For example, the predetermined packaging instructions may be stored on thehard drive 78 or other data storage medium (e.g., a CD ROM) and be accessed by theCPU 50 according to program instructions within theRAM 60. - The
ROM 62 contains software instructions known as the basic input/output system (BIOS) for performing interface operations with the I/O devices. Also stored in theROM 62 is a software routine which operates to load a boot program. The boot program will typically be executed when thepackaging system controller 16 is powered on or when initialization of thepackaging system controller 16 is needed. - The I/O devices include basic devices such as data storage devices (e.g., floppy discs, tape drives, CD ROMs, hard discs, etc.). Typically, the I/O devices communicate with the
CPU 50 by generating interrupts. TheCPU 50 distinguishes interrupts from among the I/O devices through individual interrupt codes assigned thereto. Response of theCPU 50 to the I/O device interrupts differ, among other things, on the devices generating the interrupts. Interrupt vectors may also be provided to direct theCPU 50 to different interrupt handling routines. - The interrupt vectors are generated during initialization (i.e., boot up) of the
packaging system controller 16 by execution of the BIOS. Because responses of theCPU 50 to device interrupts may need to be changed from time to time, the interrupt vectors may need to be modified from time to time in order to direct theCPU 50 to different interrupt handling routines. To allow for the modification of the interrupt vectors, they are stored in theRAM 60 during operation of thepackaging system controller 16. - A
disk control subsystem 70 bi-directionally couples one or more disk drives 72 (e.g., floppy disk drives, CD ROM drives, etc.) to thesystem bus 52. Thedisc drive 72 works in conjunction with a removable storage medium such as a floppy diskette or CD ROM. A harddrive control subsystem 76 bi-directionally couples a rotating fixed disk orhard drive 78 to thesystem bus 52. The harddrive control subsystem 76 andhard drive 78 provide mass storage for CPU instruction data, for example. - The
disk drive 72 anddisk control subsystem 70 may be utilized to download one or more pieces of data to theRAM 60 or systemhard drive 78. For each part or collection of parts, for example, data relating to the proper container to be used for packaging, the part identification number, the packaging material generation control requirements (both the amount and sequencing) and user packaging instructions (including text, graphics, digital photos and/or video data) may be provided. Therefore as the packaging requirements change or additional parts are required to be packaged, thepackaging system controller 16 can by dynamically updated. - A
terminal control subsystem 86 is also coupled to thebus 52 and provides output to the output peripheral 18, typically a CRT monitor, and receives inputs from amanual input device 20 such as a keyboard. Manual input may also be provided by a pointing device such as a mouse or other type input peripherals such as a bar code reader. In addition, theinput device 20 may include a microphone for receiving voice instructions and be processed by theCPU 50 according to voice recognition techniques as is well known by those skilled in the art. Further, the input peripheral 20 may include a touch activated display such as a capacitive touch screen. Any type of data input device is contemplated as falling within the scope of the present invention. - A
network adapter 90 is provided for coupling thepackaging controller 16 to a network. Such anetwork adapter 90 is coupled to thesystem bus 52 and allows for providing communication linkage to other systems either local or remote to thepackaging system 10. In addition, other types of computer hardware may also be connected to thebus 52. For example, amodem 91 may be provided for transmitting, according to instructions provided by theCPU 50, various pieces of information such as re-order requests to inventory distributors for updating inventories in the event that re-order thresholds are satisfied. - Turning now to
Figures 3 and4 , amethod 100 is provided in which thepackaging system 10 ofFigure 1 provides packaging material and packaging instructions to a user. Themethod 100 preferably begins with the entry of an identification number of a known part to be packaged atstep 102. Theidentification step 102 may be carried out in a number of ways. For example, the part may have a part identification number on it which may be manually input to thepackaging system controller 16 via the input peripheral 20 such as by typing the part number into the system using a keyboard or keypad. Alternatively, a pull-down menu illustrated on the output peripheral 18 (e.g., the computer display) may be accessed using a mouse as the input peripheral 20. The pull-down menu may include a list of all the known parts which have associated sets of predetermined packaging instructions in thepackaging system 10. By selecting the part number in the pull-down menu using the mouse, the part to be packaging is identified. - In yet another alternative method of entering the part to be packaged,
step 102 may include reading the part identification number from the part (or its associated packaging request paperwork) using a pattern recognition device such as a bar code reader or a video monitor with optical character recognition. o In still another alternative method, the input peripheral 20 may include a microphone for receiving audio signals and the part may be entered by reading aloud the part number into the microphone of thepackaging system 10. In such a case, the microphone receives the acoustic sounds and transmits the data to theCPU 50 which identifies the part using voice recognition techniques. For example, the microphone may receive the acoustic sounds and convert the sounds into analog signals and then transmit the data to theCPU 50 which converts the audio data into digital data using, for example, an A/D converter. Lastly, although a few methods of identifying thepart 102 are described above, it should be understood that other methods exist for identifying the part and each is contemplated as falling within the scope of the present invention. - Once the part is entered, the
CPU 50, according to the programmed instructions within theRAM 60, retrieves a packaging control methodology which includes a predetermined set of packaging instructions which are associated with the identified part asstep 104. The data used is retrieved from an associated memory such as thehard drive 78 or a data recording medium in thedisk drive 72 or the network drive. For example, the instructions may be stored on thehard drive 78 or on a CD ROM in thedisk drive 72. Upon identifying the part to be packaged, theCPU 50 retrieves the packaging instructions associated with the part atstep 104. - In a preferred method of the present invention, the
CPU 50 uses a look-up table or an algorithmic search engine to retrieve the predetermined packaging instructions. In such a method, each part number is tied to an address space which contains the packaging instructions associated with the part number. TheCPU 50, using the addresses corresponding to the address space, retrieves the instructions and discriminates which instructions pertain to packaging material generator control instructions and which are directed toward operator packaging instructions. According to the present invention the term "operator" is used to broadly mean anyone interfacing with the packaging system and may include, for example, a packer, a customer, a user, a supervisor, etc. - The
CPU 50 sends the instructions directed to packaging material generator control to thecontroller 14 of thepackaging material generator 12 to initiate the generation of the appropriate amount of packaging material in the proper sequence. For example, in the preferred embodiment of the present invention, thepackaging material generator 12 is a cushioning conversion machine. In such a case, the control instructions to thecontroller 14 will dictate how many cushioning pads to produce to properly package the part, the proper length for each pad and the order or sequence in which the pads will be produced. Therefore the retrieved packaging instructions from theCPU 50 will provide for the control of the packaging material generator atstep 108 ofFigure 4 . - The
CPU 50 also sends the instructions directed to the operator to the output peripheral 18 (preferably a computer display) to provide step by step explanatory instructions atstep 110 to ensure that the packaging material generated by thegenerator 12 is properly used in packaging the part and that the part is being packaged in the proper container. Preferably, the instructions consist of text and graphics data which are used by theCPU 50 to drive the output peripheral 18 and thereby provide pictorial outputs with accompanying textual instructions. In addition, the instructions are preferably provided in a sequence which correspond to the order in which the packaging material is generated. Although the preferred embodiment of the present invention provides the packaging instructions atstep 110 using graphics and text, the packaging instructions may also further include video and/or audio data for the packaging instructions. Any form of packaging instructions is contemplated as falling within the scope of the present invention. - Therefore if the identified part to be packaged requires three pieces of cushioning pads to be generated in lengths of 12", 18" and 15", respectively, the packaging instructions which are retrieved by the
CPU 50 will result in a generation of a 12" cushioning pad while a graphical illustration with an accompanying textual explanation of how to use the 12" pad to properly package the part will be provided on thedisplay 18. Once the operator takes the 12" pad, thecushioning conversion machine 12 detects the condition (preferably through use of a sensor) and then automatically generates the next pad (the 18" pad) according to the predetermined packaging instructions, while a graphical illustration with accompanying text is provided on thedisplay 18 to illustrate how to properly utilize the generated pad. Lastly, after the second pad is taken by the operator, the last pad is produced by thecushioning conversion machine 12 with its associated instructions on the display to illustrate how to complete the packaging process. Consequently, the present invention ensures that the proper packaging container and the proper amount of packaging material is used in the packaging of an identified part. In addition, thepackaging system 10 provides the proper amount of packaging material in the proper sequence and provides guidance in the packaging of a part within the proper container to ensure that the part is efficiently packaged independently of the experienced level of the operator. Furthermore, the present invention results in the elimination of waste packaging material, enables packaging consistency and reduces packaging damage. - In the above example, a cushioning conversion machine was used as the
packaging material generator 12. Although a cushioning conversion machine is used in the preferred embodiment of the present invention, thepackaging system 10 may also be used in conjunction with other types of packaging material generators or dispensers, such as styrofoam peanut generators and/or dispensers, bubble-wrap generators and/or dispensers, air pad machines, void fill generators (e.g., material shredders), etc. Any type of packaging material generator and/or dispenser is contemplated as falling within the scope of the present invention. In addition, in the above example, the packaging instructions ofstep 110 were limited to identifying the proper packaging container and how to utilize the generated packaging material to pack the identified part. The packaging instructions may, however, include additional instructions such as specifying which type of packaging tape or sealer to use in closing the container, how to seal the container using the tape, whether documentation is to be included within the container and what type of mailing label to use. In addition, the packaging instructions may include pre-packaging instructions such as instructions relating to the selection and erection of the proper container, etc. - In addition to the features of
Figure 4 , themethod 100 may also include a preview feature, as illustrated inFigure 5 . Once the known part to be packaged is identified (step 102) and theCPU 50 retrieves the packaging control methodology (i.e., the packaging instructions, step 104), theCPU 50 sends the packaging preview data to the output peripheral 18 which allows the operator to view the identified part and all the steps involved in the packaging process atstep 112. The preview feature allows the operator to verify whether or not the proper part has been identified atstep 114. For example, if after reviewing the display packaging preview atstep 112 the operator determines that the wrong part has been identified (i.e., the part identification number was incorrectly entered, etc.), the operator can return to the beginning of themethod 100 and repeat the step of identifying the part to be packaged at step 102 (i.e., re-enter the part identification number) prior to generating any packaging material, thereby avoiding potential waste. If, however, the operator verifies through use of the preview screen that the identified part is the correct part atstep 114, themethod 100 continues and theCPU 50 sends the predetermined instructions to thecontroller 14 and display 18 (steps 108 and 110) for the packaging of the identified part. - The
method 100 ofFigure 5 is illustrated in greater detail according to an exemplary embodiment of the preview display feature shown inFigures 6a -6c and in the flow chart ofFigure 7 .Figure 6a is an exemplary display screen on the output peripheral 18.Figure 6a preferably includes a windows-type display interface 120 having apart identification window 122, apart title box 124 and abox number window 126 for displaying the proper packaging container which corresponds to the identified part. Theinterface 120 further includes awindow 128 which allows a user to indicate how many of the identified parts are to be packaged and apreview window 130 which illustrates a preview of the packaging process associated with the identified part. Thepreview window 130 includes, for each step in the packaging process, astep identifier 132a, a packagingmaterial amount identifier 132b, awindow 132c which indicates the number of pads required to complete the identified step, and apackaging illustration box 132d. Lastly, theinterface 120 includes apreview acceptance window 134 which allows a user, after reviewing thepreview window 130, to verify that the packaging instructions are correct ("Accept") or exit the process ("Exit"). - Once the part to be packaged is entered, however, the
CPU 50 retrieves the packaging instructions and inputs the various pieces of data onto the screen as shown inFigure 6a such as the identification of the packaging container and thebox number window 126 and the name of the part in thepart title box 124. Preferably, the number of parts to be packaged is manually input into thebox 128, however, the present invention may automatically receive such data when reading the part identification number or, alternatively, an order, job or lot number. In addition, the preview of the packaging methodology for the identified part is displayed by theCPU 50 in thewindow 130 for verification by the user. - One manner of identifying the part to be packaged is simply entering the part identification number into the
window 122. Alternatively, one may also use a pull-down menu using a mouse, as illustrated inFigure 6b , by scrolling up and down within the pull-down menu. A user may then select the proper part from all the known parts which are listed within thesystem 10. Once selected, theCPU 50 retrieves the predetermined packaging functions associated with the identified part from the memory (e.g.,hard drive 78 or external drive 72) and populates thewindows preview window 130 and selecting the proper option in thepreview acceptance window 134. - If the packer selects "Accept" in the
preview acceptance window 134, thepackaging system 10 begins the packaging process by using the retrieved packaging instructions to control thepackaging material generator 12 and provide the display instructions such as providing pre-packaging instructions such as the selection of the proper container, instructions regarding how to utilize the generated packaging material, and post-packaging instructions such as how to properly seal the container and where to send the completed package (steps Figure 6c . InFigure 6c , the output peripheral 18 displays an enlargedpackaging display window 144 having, for example, twographical display regions text explanation region 146c. Thegraphical regions packaging material generator 12 is used to secure the identified part within the selected container. Thetext explanation window 146c preferably identifies which step within the packaging process is being executed, which pad for the step is being illustrated (when multiple pads are being used for a single step), and the length of the pad being produced. In addition, thewindow 146c may include further text instructions to further aid the operator in the packaging of the identified part. Lastly, thepackaging display window 144 includes a stop/finish function region 148 which allows the user to stop the process or indicate that the packaging step is completed. - Preferably, the
packaging display window 144 uses text and graphics to communicate and explain the packaging step to the operator. Alternatively, the packaging instructions may further include video and/or audio data and therefore thedisplay window 144 may include a video illustrating the packaging procedure with accompanying audio instructions. Once the operator clicks or otherwise activates the stop/finish region 148, theCPU 50 returns the operator to adisplay window 120 similar toFigure 6a . - A detailed flow chart illustrating the steps involved in providing the retrieved packaging instructions (
steps 108 and 110) to thepackaging material generator 12 and to the output peripheral 18 is provided inFigure 7 . TheCPU 50 begins at the first part to be packaged atstep 150. In some cases, instead of simply packaging a single part, a plurality of identical parts will need to be packaged (seewindow 128 ofFigure 6a ). The present invention contemplates providing instructions for either a single or multiple parts to be packaged, as may be desired. TheCPU 50 then begins at the first step of the packaging process (step 152) where it begins providing the packaging instructions for the first step in the packaging process atstep 154. As illustrated inFigure 6a , for example, the first step may include the forming of a single pad having a length of 60" into a coil and placing the coil in the packaging container so that it underlies the part to be packaged within the container. In conjunction with providing the packaging instructions on the output peripheral 18 to the operator, theCPU 50 transmits the appropriate control signals to thecontroller 14 atstep 156 to generate the appropriate packaging material to complete the first step, that is, generating a pad having a length of 60". After completing the first step, theCPU 50 determines whether all the steps are complete atstep 158. Since the packaging process for the part in this particular example includes three separate packaging steps, the method proceeds to step 160 where theCPU 50 increments to the next step of the packaging process (i.e., step 2). - In the second step of the packaging process, the
CPU 50 provides the packaging instructions for the second step atstep 154. As illustrated inFigure 6a , the second step may include the forming of a single pad having a length of 60" into a coil and placing the coil in the box so that it also underlies another portion of the part to be packaged within the container. In conjunction with sending the packaging instructions to the output peripheral 18, theCPU 50 transmits the appropriate control signals to thecontroller 14 instep 156 in accordance with the packaging instructions to generate the appropriate packaging material to complete the second step. After completing the second step, theCPU 50 again determines whether all the steps are completed atstep 158. Since the packaging process is still not complete, the method continues to step 160 and again provides packaging instructions atsteps - After the completion of all three steps, the
CPU 50 determines that the steps are completed atstep 158 and then the packaging process for that particular part is completed and the method continues to step 162, wherein theCPU 50 queries whether all the parts that need to be packaged are complete. If additional parts still remain to be packaged, the method continues to step 164 and theCPU 50 increments to the next part and again begins the packaging process step atstep 152. If all the parts to be packaged are completed atstep 162, theCPU 50 continues to step 166 and the packaging process is completed. - As stated above, the
CPU 50 retrieves packaging instructions which constitute a packaging control methodology which is associated with the identified part to be packaged. The packaging instructions which are retrieved by theCPU 50 in response to the identification of the part to be packaged include both control instructions to control the operation of thepackaging material generator 12 and operator instructions to help the operator properly use the generated packing material so as to efficiently package the part within the specified container. - In addition to the above packaging instructions, the packaging instructions may further include packaging material manipulation instructions which provide control functions in addition to the generation of the packaging material. For example, the packaging material manipulation instructions may include instructions to activate a coiler to take a cushioning pad which has been produced by the
packaging material generator 12 and form a coil with the pad for use in packaging the part within the packaging container. - Alternatively, the manipulation instructions may activate a pick-and-place apparatus to effectuate an automated system to take a generated pad and place it into a packaging container without the need of an operator. In yet another alternative arrangement, an automated packing mechanism such as a pick-and-place apparatus, a robot or a pad insertion system may be used in conjunction with an operator to improve the productivity of the packing station. Although a coiling operation and a pick-and-place control functionality are provided as two examples for the packaging material manipulation instructions, additional packaging material manipulation instructions may also be included and are contemplated as falling within the scope of the present invention. Like the packaging instructions, the packaging material manipulation instructions are predetermined and are associated with the particular part to be packaged and therefore are retrieved by the
CPU 50 after the part has been properly entered. - Turning now to
Figure 8 , a flow chart is disclosed which illustrates an exemplary flow diagram by which theCPU 50 retrieves the packaging instructions which include the packaging material manipulation instructions and how the packaging material manipulation instructions are utilized by the system in providing additional control functionality.Figure 8 illustrates amethod 170 by which additional control functionality is provided using the retrieved packaging instructions from theCPU 50. As discussed, theCPU 50 retrieves the packaging instructions which correspond to the part to be packaged and sends the control instructions to thepackaging material generator 12 atstep 108. The packaging instructions also include the packaging material manipulation instructions. Atstep 172, theCPU 50 queries whether the material which is being generated by thepackaging material generator 12 is to be coiled. If the packaging instructions indicate that the packaging material is to be coiled (YES), a coiler, which is functionally coupled to thepackaging material generator 12, is activated atstep 174 and the generated packaging material, having a length in accordance with the packaging instructions, is coiled atstep 176 using the coiler apparatus which is functionally coupled to the packaging material generator. After being coiled atstep 176, two options exist, which depend upon the control instructions. In one case, the coiled packaging material is simply made available to the operator to manually take and utilize the coil in the packaging of the part atstep 178. In another case, the packaging instructions further include control instructions which initiate a pick-and-place control apparatus, for example, atstep 180. The control instructions dictate a control routine which allows the pick-and-place apparatus to take the coiled packaging material and automatically place it within the packaging container. - Alternatively, if at
step 172 the packaging instructions do not contain any control signals requiring the generated packaging material to be coiled (NO), the generated packaging material may simply be made available to the operator for use in packaging the identified part at step 182. Alternatively, however, the packaging instructions may include control instructions for the initiation of a pick-and-place apparatus for use in an automated packaging routine atstep 184. An exemplary coiler and pick-and-place apparatus are illustrated and described in greater detail below. -
Figure 9a illustrates anexemplary coiling apparatus 250 according to the present invention. Thecoiler 250 may be physically attached to thecushioning conversion machine 12 near itsoutlet 42, as illustrated inFigure 9b . Thecoiler 250 includes aU-shaped frame 252 securely attached to thecushioning conversion machine 12 via abolt assembly 253. Preferably, thecoiler 250 is pivotally mounted to thecushioning conversion machine 12, as illustrated inFigure 9b , to allow thecoiler 250 to be moved into an out of the outlet pad flow path as maybe desired. Arotating mechanism 254 is rotatably mounted to theframe 252 in the outlet pad feed path in a first position, and when theframe 252 is moved from this operating position, therotating mechanism 254 is no longer aligned with theoutlet 42, and thecushioning conversion machine 12 may be used without thecoiler 250. - The
rotating mechanism 254 is rotatably mounted to theframe 252 and includes a rotating shaft which forms the center of rotation for thecoiler 250. Acapture device 260 is attached to and rotates with the shaft, and apower source 268 is provided for rotating the shaft. The rotating shaft extends through an opening in a support panel and projects in a direction which is transverse to the outlet pad feed path. - The
capture device 260 is fixably attached to the projecting ends of the shaft 214, whereby it is aligned with theoutlet 42 of thecushioning conversion machine 12. Thecapture device 260 is designed to capture the leading end of the strip of cushioning when thecoiler 250 is in a ready-to-coil condition. The illustratedcapture device 260 includes a connecting hub and at least twocapture members 262 projecting therefrom. The hub is an elongated rod or bar attached to, and rotatably driven by, the shaft. Thecapture members 262 are symmetrically positioned to extend from the hub into the outlet pad feed path. Thecapture members 262 are sized and spaced so that they have a length which is approximately as wide as the strip of cushioning product (i.e., the pad produced by the cushioning conversion machine). When thecoiler 250 is in a ready-to-coil condition, thecapture members 262 of thecapture device 260 are aligned in a plane which is perpendicular to a travel path of the strip of cushioning material as it is emitted from thecushioning conversion machine 12 so that the leading end of the strip of cushioning product will pass between thecapture members 262. When the shaft, and thus thecapture members 262, are rotated, thecapture members 262 will capture the end of the strip so that the remaining portions of the strip may be coiled therearound. - The
power source 268 for driving or rotating the shaft is mounted on the support panel on the side facing away from theoutlet 42 of thecushioning conversion machine 12. Thepower source 268 is preferably a motor, more preferably an electric motor, and even more preferably a low speed DC torque motor. Thepower source 268 having an adjustable current limit is preferable because the motor torque is proportional to motor current, whereby the current limit is actually an adjustable torque setting to control the tightness of the spiral/coil. Note that the adjustable torque setting may also be placed under control of thepackaging system controller 16 and thus may produce spiral/coil configurations with different cushioning characteristics in accordance with the packaging instructions. Alternatively; a fluid-power source with a pressure regulator for torque adjustment may also be utilized. Another option is to incorporate a slip clutch into the drive to maintain a constant coiling tension on the strip of the cushioning product. - The
coiler 250 may additionally include a taping device (not shown) for supplying tape to secure the trailing end of the strip of cushioning product to the coil. The taping device may be designed for manual dispensing of the tape and manual placement of the tape on the coil, however, an automatic taping device is possible with, and is contemplated by, the present invention. - When the coil of cushioning product has been completely formed and possibly taped, it may be removed from the
coiler 250 by pulling the coil in a transverse direction away from the support panel. This pulling is easily accomplished, especially if thecapture members 262 of thecapture device 260 are in the ready-to-coil position where they are aligned in a plane perpendicular to the travel path of the strip of cushioning material as it is emitted from the cushioning conversion machine. Alternatively, an automatic ejection system (controlled, for example, by the controller 14) is possible with and is contemplated by the present invention. - As previously discussed, the
cushioning conversion machine 12 includes acontroller 14 which controls the operation of thecushioning conversion machine 12. In addition, thecontroller 14 also controls thecoiler 250 based on the packaging instructions provided by thepackaging system controller 16 ofFigure 1 . In one aspect of the present invention, thecontroller 14 operates in conjunction with a strip-production indicator which preferably includes a strip sensing mechanism which senses whether a strip of cushioning product is being emitted from theoutlet 42 of thecushioning conversion machine 12. In this embodiment, the strip product indicator includes a upstream strip sensor (not shown) on the cushioning conversion machine which senses whether the strip is present at an upstream location at theoutlet 42 and adownstream strip sensor 274 which senses whether the strip is present at a downstream location. The upstream strip sensor is mounted at an upstream portion of the support panel or on thecushioning conversion machine 12 itself. Thedownstream strip sensor 274 is preferably mounted on thecoiler frame 252 and in this manner, the downstream location is positioned to ensure that the leading end of the strip of the cushioning product is correctly positioned relative to thecapture device 260. - The
controller 14 activates the coiler 250 (i.e., energizes themotor 268 of the rotating mechanism 254) when both the sensors (the upstream and downstream sensors) sense that the strip of cushioning product is present at both the upstream location and the downstream location. This ensures that the leading end of the strip of the cushioning product is correctly positioned relative to thecapture device 260 and that the strip of cushioning product is long enough to coil. Thecontroller 14 deactivates thecoiler 250 when the upstream sensor senses that the strip of the cushioning product is no longer present (i.e., its trailing end has passed the upstream location) after a period of time corresponding to a time period necessary to ensure that the trailing end portion of the strip of cushioning product is coiled and a capture device is properly aligned. - In this manner, the
coiling apparatus 250 may operate in conjunction with thecushioning conversion machine 12 to provide additional manipulation control to the packaging material in accordance with the retrieved packaging instructions by theCPU 50. The operation of a coiling apparatus is also described inU.S. Patent Application Serial No. 60/071,164 entitled "Cushioning Conversion System and Method for Making a Coil of Cushioning Product", which is incorporated by reference herein in its entirety. - As discussed supra, an alternative packaging material manipulation apparatus may include a packaging material pick-and-
place system 300, as illustrated inFigure 10a . The pick-and-place system 300, according to one exemplary embodiment, includes thecushioning conversion machine 12 ofFigure 2 and a pick-and-place assembly 302 having anoutfeed drive unit 304 which feeds a generated cushioning pad to anindexing conveyor system 306. Theoutfeed drive unit 304 contacts a produced pad at theoutlet 42 and pulls the pad away from themachine outlet 42 and onto theconveyor system 306. - The
conveyor system 306 preferably includes a supportingframe 306a and aconveyor belt 306b which receives a produced pad from theoutfeed drive unit 304 and transfers the pad along theconveyor belt 306b to aloading station 307 where a pick-and-place unit 308 is located, as illustrated inFigure 10b . The pick-and-place unit 308 has anarm 308a which grabs the produced pad in afirst position 309a as (illustrated inFigure 10b ) and rotates thearm 308a 180° to asecond position 309b (as illustrated inFigure 10c ) and releases the pad, thus placing the pad in a container (not shown). In addition, theconveyor belt 306b preferably includes a chain belt with 306c which create a pocket to align and hold the cushioning pads on thebelt 306b during transport to the pick-and-place staging area 307. Theconveyor belt 306b also allows multiple cushioning pads to accumulate between themachine 12 and thestaging area 307. - Alternatively, the pick-and-
place system 300 may include a pick-and-place unit 308 directly at themachine outlet 42. In such a case, the pick-and-place unit 307 grabs the produced pad at themachine outlet 42 and rotates thepad 90° and places the pad into an appropriate packaging container. The pick-and-place system 300 is controlled by the packaging instructions which are retrieved by theCPU 50 of thepackaging system controller 16 and transmitted to thecontroller 14 of thecushioning conversion machine 12. Thecontroller 14 also controls themotor 304b of theoutfeed drive unit 304, theconveyor belt 306b of theconveyor system 306 and the pick-and-place unit 308, respectively. Other types of pick and place type systems are also contemplated by the present invention such as the one described inU.S. Patent No. 5,749,821 entitled "Cushioning Conversion System for Converting Paper Stock into Cushioning Material with a Staging Area and a Pick and Place Assembly", which is incorporated by reference herein in its entirety. - The packaging material manipulation control feature of the present invention has been discussed in conjunction with the
coilers place control system 300 ofFigures 9a-9c andFigures 10a-10c , respectively. These packaging material manipulation control features, however, are merely exemplary and this feature extends to other manipulation control functions such as robotic control functionality for automated packaging. Other types of dunnage manipulators and manipulation techniques include the pad discharge and insertion apparatus shown and described inU.S. Patent Application No. 60/059,290 filed on September 18, 1997, which is hereby incorporated herein by reference in its entirety. In addition, although the discussion of the packaging material manipulation control feature was disclosed in conjunction with thecushioning conversion machine 12 ofFigure 2 , this feature extends to other types of packaging material generators and/or dispensers which are contemplated as falling within the scope of the present invention. - The
packaging system 10 ofFigure 1 may also be utilized to provide an inventory control feature which tracks the consumption of various packaging items or materials in conjunction with its automated generation and supply of packaging material. Oneexemplary method 350 of providing such inventory control (which may alternatively be considered a monitoring of consumption) is illustrated inFigure 11a . As discussed previously in conjunction withFigure 4 , thepackaging system 10 identifies the part to be packaged atstep 102 and theCPU 50 retrieves the packaging control methodology consisting of packaging instructions atstep 104. Using the packaging instructions, the packaging material generator is controlled atstep 108 while an operator is concurrently receiving graphical and textual packaging instructions on an output peripheral 18, such as a CRT display, atstep 110. - As each part is packaged, various items associated with the packaging process are consumed. For example, each part is packaged within a particular packaging container or box and each part uses a specified amount of packaging material. In addition, the packaging of the part also includes the use of a specified amount of packaging tape depending on the specified container size as well as other materials such as the insertion of warranty cards, manufacturer's documentation, etc. into the packaging container. As these various packaging materials are consumed during the packaging process, inventories of these items are depleted. The present invention monitors the consumption of these packaging items and automatically generates re-order requests when the inventory control level of the packaging material has dropped below a pre-set value, thus ensuring that inventories are not fully depleted at inopportune times.
- The
method 350 monitors the amount of packaging materials consumed by thepackaging material generator 12 atstep 352, wherein, for example, thepackaging system controller 16 keeps track of the number of each type of packaging container used atstep 354, calculates the amount of packaging material used by themachine 12 at step 356, and keeps track of the other various packaging items at step 358, respectively. - In one example of the present invention,
step 354 is performed when the packaging instructions have been retrieved by theCPU 50 and confirmed by the operator. Since the packaging instructions preferably identify the appropriate packaging container, theCPU 50 updates a list within a memory such as an inventory database to indicate that one of the identified containers has been used. Similarly, since the packaging instructions will dictate the amount of packaging material to be generated and used for the packaging of the identified part (e.g., three pads each having a length of 60" inFigure 6a ) theCPU 50 calculates the total amount of packaging material that will be used and updates the list within the memory. Lastly, for each identified part, the packaging instructions will preferably dictate the amount of packaging tape to be used as well as which additional items such as warranty cards and documentation are to be packaged within the container. TheCPU 50, using the retrieved packaging instructions, then updates a list within the memory. As the list within the memory is continuously updated, theCPU 50 takes each item within the list and compares them with predetermined re-order thresholds either continuously or periodically, as may be desired. If an item in the updated list satisfies its associated re-order criteria or threshold, theCPU 50 generates a re-order request at step 360 (Figure 11 ). In addition, theCPU 50 may generate a consumption report using the updated list atstep 362 for review as may be desired. Preferably, the re-order thresholds may be adjusted as may be desired. Therefore if, for example, procurement procedures change so that re-ordering may be made at lower inventory levels, the re-order threshold may be adjusted, thereby making the packaging system dynamic. - The re-order thresholds may also be dynamic in the sense that the threshold is a function of the packaging rate. For example, if the
packaging system controller 16 via theCPU 50 identifies that the rate of consumption of the various packaging materials is above a certain rate, thepackaging system controller 16 may increase one or more thresholds to ensure that a re-order request is generated soon enough to ensure that inventories are not unduly depleted. Likewise, if a consumption rate falls below a predetermined rate, thepackaging system controller 16 may decrease one or more thresholds to ensure that a re-order request be generated at a later time since the time required to consume the remaining inventory will be greater and thus prevent excess inventories from being generated. - According to the present invention, the
method 350 may provide a re-order request in various ways. For example, when theCPU 50 determines that a packaging item such as packaging tape must be re-ordered (e.g., the amount of remaining packaging tape falls below the associated re-order threshold), theCPU 50 may send the re-order message requesting that packaging tape be ordered to the output peripheral 18 (e.g., the display) so that the operator can communicate the re-order request to personnel in an inventory control department. Alternatively, theCPU 50 may, using thenetwork adaptor 90 ofFigure 3 transmit the re-order request directly to inventory control or the purchasing department over a local network. In yet another alternative aspect of the present invention, theCPU 50 may, using a modem, for example, transmit the re-order request directly to the appropriate inventory distributor or to a packaging materials manufacturer for production planning purposes. In any event, the present invention provides an automated inventory control system and method to continuously monitor the consumption of one or more packaging materials and re-order the materials prior to their complete depletion. - Preferably, the
CPU 50 updates the packaging materials at various times instead of continuously. For example, instead of theCPU 50 decrementing an amount paper each time a cushioning conversion machine produces a length of dunnage, theCPU 50 may alternatively, decrement the amount of paper each time a roll of paper is completely consumed and is being replaced by a new roll. Such a function can be effectuated by a sensor which identifies the end of a roll. Similarly, theCPU 50 can update the packaging materials list each time a roll of tape is completely consumed, etc. - In yet another aspect of the present invention, the
method 350 ofFigure 11 may operate in conjunction with multiplepackaging material generators 12. In such a case, the memory containing the updated list is shared over a computer network linking thepackaging system controllers 16 of eachpackaging system 10. As eachpackaging system 10 consumes various packaging items, the global list is then continuously updated. - An exemplary method for monitoring the packaging materials (step 352 of
Figure 11 ) and implementing re-order control is illustrated inFigure 12a . According to this method, thepackaging system 10 via theCPU 50 stores a value representing an initial amount of inventory for various packaging materials in memory, representing the amount of materials available. As the various packaging materials are consumed, theCPU 50 updates a consumption list by decrementing the number associated with the item in memory. For example, if fifty (50) type-1 packaging containers are in inventory ("50" stored in a memory location associated with type-1 containers) and thepackaging system 10 dictates that one of the type-1 packaging containers be utilized, theCPU 50 decrements the inventory number of type-1 packaging containers in memory to forty-nine (49). TheCPU 50, then either constantly or periodically checks to see whether the updated inventory list satisfies a re-order criteria (e.g., falls below a predetermined re-order threshold) and generates a re-order request if appropriate. - At
step 361, theCPU 50 determines whether it is time to analyze whether a re-order criteria is satisfied. As stated earlier, the analysis time may be constant (i.e., each time one or more packaging materials are consumed) or may be periodic (e.g., each hour, each shift, each day, etc.). If theCPU 50 determines according to programmed instructions in the memory, that it is time to analyze the inventory, theCPU 50 checks one or more inventory levels in the inventory list against a re-order point (i.e., a re-order threshold) atstep 362. If none of the items on the inventory list meet or fall below their associated re-order threshold, theCPU 50 does not take any action. If, however, one or more of the re-order criteria are met, theCPU 50 makes a list of items to be re-ordered which may include specified re-order quantities atstep 363 and transmits the re-order list atstep 364 via, for example, themodem 91, the Internet, facsimile, etc. The re-order request may be sent directly to the operator, to inventory personnel, to a packaging materials distributor or to the packaging materials manufacturer for production planning purposes. - According to a preferred embodiment of the present invention, the
CPU 50 allows for the operator to manually adjust one or more parameters within the inventory list in the event, for example, that one of the materials is inadvertently destroyed and cannot be utilized in the packaging process. In addition, theCPU 50 decrements the inventory list each time one or more packaging materials are consumed, however, the inventory monitoring may be provided in a variety of different ways that are each contemplated as falling within the scope of the present invention. - Another alternative, exemplary method for monitoring the packaging materials (step 352 of
Figure 11 ) is illustrated in greater detail inFigure 12b . At step 370, theCPU 50 initializes the list to be updated within the memory to zero so that the number of containers as well as the various associated supplies indicate that none of the supplies have yet been consumed. Likewise, theCPU 50 at step 372 initializes the length of packaging material (e.g., cushioning conversion products such as Padpak® dunnage material) so that the updated list within the memory indicates that no packaging material has yet been consumed. Atstep 374, a packaging step is performed in accordance with the retrieved packaging instructions by theCPU 50. As has already been previously discussed, the packaging step includes the consumption of a particular amount of packaging material. Atstep 376, theCPU 50 updates the amount of packaging material consumed by taking the present amount within the memory (at this particular time equal to 0) and adds to that amount the amount of packaging material used in the packaging step. For example, if the packaging step involves the consumption of a 60" piece of cushioning conversion product, the length within the updated list would be updated to 60"atstep 376. Once the length is updated atstep 376, theCPU 50 compares the amount of material consumed to a re-order threshold at step 370. If the re-order threshold is met or exceeded, a re-order message is generated atstep 380. Alternatively, the comparison function can be performed periodically, as may be desired. - Once the packaging step is completed, the
CPU 50 atstep 382 queries whether the packaging process is complete. If the packaging process is not complete (NO), theCPU 50 goes to the next packaging step atstep 384 and again updates the list within the memory in accordance with the amount of packaging material used in the next packaging step.Steps method 352 then continues to step 385 in which theCPU 50 increments each of the supplies which were utilized in the packaging in the previous part. For example, the specified packaging container for packaging the part to be packaged is incremented so that the updated list indicates that one of the selected containers has been consumed. Likewise, the various packaging supplies such as packaging tape, warranty cards, etc. utilized in the packaging of the identified part are also updated in the list atstep 385. Each time the supplies are incremented atstep 385, theCPU 50, atstep 386, performs a compare function in which the various supplies in the updated list within the memory are compared to predetermined re-order thresholds. If the various updated supplies do not meet or exceed the re-order thresholds, theCPU 50 does not take any additional action, and the method precedes. If, however, one or more supplies in the updated list meet or exceed an associated re-order threshold, theCPU 50 generates a re-order request message atstep 380. - In addition to incrementing the supplies (step 385) after the completion of all the steps at step 382 (YES), the
CPU 50 also queries atstep 388 whether all the parts to be packaged have been packaged. If all the parts have been packaged (YES), themethod 352 ends atstep 390. If, however, it is determined by theCPU 50 that additional parts remain to be packaged (NO), theCPU 50 begins the packaging of a new part viastep 394. Therefore the packaging steps for the next part to be packaging are performed and the monitoring function continues as was previously discussed. In this manner themethod 352 provides an inventory monitoring and automatic re-ordering function. - According to yet another aspect of the present invention, a packaging productivity monitoring system may also be incorporated in the packaging system of
Figure 1 . Amethod 400 for providing such a productivity monitoring capability as illustrated inFigure 13 . As discussed previously, thepackaging system 10 of the present invention identifies a part to be packaged atstep 102 and retrieves a packaging control methodology via a predetermined set of packaging instructions associated with the identified part atstep 104. TheCPU 50 then transmits the retrieved packaging instructions to thecontroller 14 to provide appropriate control of the packaging material generator atstep 108. As may be appreciated, the time required to package and the part consists of the time required to complete each of the necessary packaging steps. The present invention provides a timing mechanism for determining the time required to package each identified part and the time taken to execute each of the steps in the packaging process. According to the present invention, each piece of collected time data is saved in a memory associated with theCPU 50 and used to generate a productivity report for productivity analysis purposes. - In
Figure 13 , when thepackaging system 10 identifies a part to be packaged, themethod 400 initiates, via theCPU 50, a global packaging timer atstep 402, which is used to determine the amount of time required to package each part. In one embodiment of the present invention, a timer 50a associated with theCPU 50 is utilized. In addition, once the packaging instructions initiate control of the packaging material generator (step 108), themethod 400 initiates via theCPU 50 one or more timers for determining the amount of time required to complete each of the steps of the predetermined packaging process for the identified part atstep 404. - Once the packaging of the identified part is complete at
step 406, the global timer is stopped atstep 408. The global timer thus indicates the amount of time required to package a single part. After the packaging of each part is completed, theCPU 50 takes the time data for each packaging part and saves it in a memory such as thehard drive 78 ofFigure 3 . In addition to the time data, theCPU 50 also records other pertinent information such as the packaging material generator identification number, an operator identifier, and a code which indicates which predetermined set of packaging instructions are associated with the time data. TheCPU 50 may then utilize the saved data in generating the productivity report atstep 410. Alternatively, theCPU 50 may be programmed to time-stamp and date stamp each step and further programmed to process the various time-stamps to determine the time data. - The productivity report generated at
step 410 may appear as areport 412 as illustrated inFigure 13 . In generating such areport 412, theCPU 50 performs mathematical operations on some of the data in accordance with programmed instructions to generate additional productivity characteristics which are helpful in evaluating greater productivity. For example, for the packaging of a plurality of identical parts, an average global time may be calculated according to known techniques to gauge the average time it takes for a given operator to complete the packaging of a particular part. In addition, an average time for each step of the packaging process may be calculated. Therefore thereport 412 allows one to analyze which packaging steps need to be addressed to best improve the packaging productivity. Lastly, the productivity data may be used for the documentation of various processes and procedures such as ISO 9001 certification, etc. - In addition, the collected time can be normalized in several ways. For example, the time data may be normalized with respect to the particular packaging process uniquely associated with the identified part to allow for productivity comparisons across various packaging processes. Using such data one can focus on the particular packaging processes that need the most improvement. Also, the time data may be normalized across all the various operators to allow for direct comparisons between various operators who perform different packaging processes. In such a normalization, for example, a 1.0 would indicate an average packaging productivity while numbers greater than 1.0 would indicate a productivity less than average and numbers less than 1.0 would indicate a productivity greater than average.
- Lastly, the collected time data may be dated and used to generate productivity trending information to monitor changes in packaging productivity over time. Although the above example discussed various steps within the process which may be measured with regard to time, the present invention also contemplates measuring various other characteristics which may be associated with productivity. Each such characteristic is contemplated as falling within the scope of the present invention. In addition, while several exemplary mathematical operations are disclosed (and performed by the CPU 50) to generate productivity characteristics, it is understood that other types of statistical techniques and mathematical operations may also be employed to provide other types of productivity measurement criteria. Each such form of productivity measurement and data manipulation are contemplated as falling within the scope of the present invention.
- An exemplary method by which the
packaging system 10 may monitor the time required to execute each step for each part of the packaging process (step 404 ofFigure 13 ) is illustrated in greater detail inFigure 14 . Once theCPU 50 has retrieved the packaging instructions associated with the identified part atstep 104 ofFigure 13 , theCPU 50 initializes two counting variables ("i" which represents the number of parts which need to be packaged and "j" which represents the number of steps required to package each part) atstep 420. Atstep 422, theCPU 50 transmits the retrieved packaging instructions to thecontroller 14 of thepackaging material generator 12 which begins generating the packaging material for the first part (i = 1) using the first step in that packaging process (j = 1). As the first step is initiated, theCPU 50 initiates a timer atstep 424 for part i = 1 and step j = 1. TheCPU 50 then monitors whether the first step (step j = 1) is complete atstep 426. - When it is indicated that the first step (step j = 1) is complete, (YES) the
CPU 50 stops the timer which is measuring the time duration of the first step (step j = 1) atstep 428 and store the time value in memory. Thecontroller 14 of thepackaging material generator 12 then continues to the next packaging step at step 430 (j = j + 1; j = 2). TheCPU 50 then inquires atstep 432 whether all the steps of the packaging process are complete by comparing the incremented variable j (in this case, j = 2) to a threshold value which when met indicates the maximum number of steps in the particular packaging process has been exceeded. If all the steps are not complete, the variable j will not be equal to the threshold value, and themethod 404 will return to step 422 and the controller will generate packaging material for the second step (j = 2) of the first part (i = 1). Likewise, steps 424, 426, 428, 430 and 432 will continue until all the steps in the packaging of the first part are completed (YES at step 432), at which point theCPU 50 stops the timer which measures the total time required to package the part atstep 434. The data regarding the amount of time required to package the first part is then stored in the appropriate memory for later analysis. Thecontroller 14 then continues to the packaging of the next part at step 436 (i = i + 1; i = 2) and theCPU 50 inquires atstep 438 whether all the parts to be packaged have been completed (i.e., whether i is equal to a threshold). If all the parts to be packaged are not completed (NO) themethod 404 continues to step 440, wherein theCPU 50 resets the step counter variable j back to j = 1 and begins the timing process for a second part atstep 422, wherein i = 2 and j = 1. - The timing of the various steps for the second part (i = 2) then continues with steps 424-432. After the times are measured for the various steps of part i = 2,
steps 434 through 438 are again repeated until all of the parts to be packaged are complete (i = the threshold value at step 438) and themethod 404 ends atstep 442. TheCPU 50 then takes all the data which has been saved for each step j and each part i and saves the data in the appropriate memory for use in generating the productivity report atstep 410 which may have a display output similar to thereport 412 ofFigure 13 . - As discussed above in conjunction with
Figures 1-14 , thepackaging system 10 of the present invention provides for the efficient, optimized packaging of various parts by identifying a part to be packaged, retrieving predetermined packaging instructions associated with the identified package and using the retrieved packaging instructions to provide control of the packaging material generator and provide graphical/textual packaging instructions to the operator via a display. - Yet another embodiment in which such functionality may be provided is discussed below in conjunction with
Figures 15a-15d . The operation of thepackaging system 10 generally, and specifically the functions executed by thepackaging system controller 16, is described below in detail with reference to the flow charts illustrated in theFigures 15a-15d . - Initially, during execution of the programmed instructions within the
packaging system controller 16, a display is provided on the output peripheral 18 such as a CRT monitor instep 500, prompting the operator to identify the part to be packaged, such as by providing a part number as well as a number of such parts to be packaged. (As used herein, solid lines in the flow chart represent generally the flow of the program steps and dashed lines indicate the flow of data or messages. Moreover, while the program flow is represented as linear or serial for the purposes of description simplicity, it is recognized that the program is preferably executed in an event driven manner with steps being executed in a time-slice fashion.) - Upon initialization of program operation, a
database 501 of the part and the corresponding packaging information is made accessible atstep 502, part information is provided to the program in anaccessible format 504 and initialization of flags, pointers, counters and/or other program control variables is performed instep 506. The operator can then indicate to thepackaging system 10 the part number of the part or parts to be packaged and the number of parts to be packaged atstep 508. Based on the identification of the part to be packaged, the program will retrieve from the information for a packaging process from thedatabase 501 and provide to the operator, as a confirmation, a description of the part which the operator identified for packaging atstep 510. A description may be in the form of the name of the part or preferably an image of the part to be packaged. The operator then confirms that the program has identified the correct part to be packaged atstep 512 and the program begins the process of producing pads (in the case where the packaging material generator is a cushioning conversion machine) and instructing the operator in the proper or recommended packaging the part. - First, a monitor flag is set to one (1) to indicate that the display on the
monitor 18 has not been then updated to reflect the beginning of the packaging sequence atstep 514. The program then checks, as shown inFigure 15b , that the required number of parts have not yet been packaged atstep 516. Assuming that the required number of parts have not yet been packaged, and, as in this example, this is the first time through the program, the program will initialize the current step counter equal to one atstep 518, meaning that the correct number of pads of the correct lengths are to be produced for the first step in the process of packaging the identified part. The number of steps having been executed in the packaging process is then examined atstep 520 and if the current step is less than 4 (for a part packaging process having three packaging steps) and the quantity of pads to be produced is greater than 0 atstep 522, a wake-up code is provided to themachine controller 14 atstep 524. - The purpose of the wake-up code is to inform the
machine controller 14 to begin looking for the appropriate instructions from thepackaging system controller 16. Previous to receiving the wake-up code, themachine controller 14 will ignore any codes, such as those randomly generated by noise in the input port of themachine controller 14 so as not to take any unintended action in the event that noise on the line would match one of the instructional codes to the machine controller atstep 524. Once the wake-up code has been sent to the machine controller atstep 524, a timed handshake function is implemented throughsteps 526 to 532 which ensures that thepackaging system controller 16 and themachine controller 14 are communicating correctly. - The handshake function includes starting a timer at
step 526, waiting to receive a message atstep 530 from themachine controller 14 and checking any received message to determine whether the received message is the intended message, for example, the word "Ranpak" atstep 532. In the event the message is not received from themachine controller 14 within the appropriate time, the timer will time out atstep 528, an error code will be displayed atstep 534 and thepackaging controller 16 will inquire to the operator whether it should try to reestablish communication with themachine controller 14 atsteps machine controller 14, the program is terminated, otherwise the program will cycle again starting withstep 520. - Assuming that a message was received from the
machine controller 14 atsteps packaging system controller 16 will instruct themachine controller 14 as to the number of pads to be produced and their order of generation (step 540 ofFigure 15c ). Alternatively, instead of providing the pad length and the number of pads to be produced to themachine controller 14 in one step, the section of program code can be executed through a loop in which themachine controller 14 is instructed to produce one pad of the appropriate length as many times as needed to produce the correct number of pads. Communication between thepackaging system controller 16 and themachine controller 14 is again coordinated through a timed handshake function throughsteps 542 through 548, similar to the handshake function described above relative tosteps 524 through 532 to confirm that themachine controller 14 received the length and the number of pads to be produced. - Accordingly, after the
machine controller 14 has been instructed to produce a pad of the appropriate length atstep 540, a timer is started atstep 542 and the program will monitor whether a message is received atstep 546 before the timer times out atstep 544. If a message is received, the message will be checked to determine whether it was the intended message. In this case, the intended message may be acarriage return 548, for example. If the timer timed out before a message was received or the incorrect message was received, an error code will be displayed atstep 534 ofFigure 15b and the operator will be prompted as to whether thepackaging system controller 16 should attempt to re-establish communication with themachine controller 14 atstep 536. - Assuming the appropriate message was received from the
machine controller 14, and thepackaging system controller 16 is executing the first packaging step for the part to be packaged atstep 550, the appropriate display will be presented on themonitor 18 atstep 552 and a picture of the part being packaged according to the first step will be displayed atstep 554. If this is not the first time in the program for this part to be packaged (NO at step 550), a five second delay is instituted atstep 556 before the picture of the part being packaged in accordance with the next step in the packaging process is displayed atstep 554. The purpose of this five second delay is so that the operator has time to examine the display of the first step in packaging the part before the display is replaced by the display corresponding to the second step of packaging the part. - Concurrently with displaying the picture of the part being packaged, the
packaging system controller 16 will begin requesting themachine controller 14 at a set time interval to provide it with the status of producing the requested pad or pads (steps 558, 560) and again begin the timed handshake function (steps 570-76), as discussed above. If the message has been received from themachine controller 14, the message is examined to determine if an error has occurred in producing the pad atsteps Figure 15d . If no error has occurred, the message will either indicate that the cushioning conversion machine is still in the process of producing a pad or pads (steps 578 and 580), and thepackaging system controller 16 will again inquire as to the status of the pad production (steps 558-576) until it has been determined that the required pads have been produced. The timer is then disabled atstep 582 and thepackaging system controller 16 will continue to the next step in the packaging process by incrementing the packaging step counter atstep 584 and setting the display flag to indicate that a picture of the part being packaged is currently being displayed atstep 586. Themachine controller 14 will then begin the process of producing the pads for the next packaging step in providing the packaging recommendation to the operator (steps 520-586). - If the three packaging steps have been completed for the identified part, as indicated by the step counter being equal to 4 at
step 520 ofFigure 15b , the part quantity counter is decremented atstep 588 and thepackaging system controller 16 will determine whether all of the same parts have been packaged or not (step 516). If not, themachine controller 14 will again produce the necessary pads and instruct the operator with recommendations. If all like parts have been packaged, the display on the output peripheral 18 is returned to the display prompting the operator for an indication of the next part type to be packaged (step 590,Figure 15a ) and the process is repeated for the next part. - In the first embodiment of the present invention, the packaging system is utilized in conjunction with one or more known parts. A predetermined set of packaging instructions is associated with each of the part numbers or identifiers and is retrieved from a memory in response to the notification of the part to be packaged. In another embodiment of the present invention, a packaging system is disclosed in which the part to be packaged is unknown. In this context, an unknown part means that the part, along with predetermined packaging instructions associated with the part, do not reside within an associated memory. Instead, the packaging system, according to the alternative embodiment of the present invention, identifies one or more characteristics of the part to be packaged and uses the identified characteristics to determine (rather than retrieve) an optimized packaging methodology for packaging the part. According to the alternative embodiment of the present invention, an operator who does not possess packaging experience can employ an optimized packaging of the part which insures the prevention of packaging damage while simultaneously avoiding the use of excess packaging material, thus minimizing the packaging costs for a given part.
- In accordance with another aspect of the present invention, once the optimized packaging methodology is determined, a packaging preview is provided on an output peripheral such as a display. The packaging preview allows the operator (i.e., a user or customer) to view the determined packaging process to verify that the determined packaging methodology is appropriate. In addition, once the optimized packaging methodology is determined, the packaging system displays the costs associated with both the packaging and the shipping of the part and allows the operator to accept the packaging and shipping costs or alternatively discontinue the process.
- In yet another aspect of the present invention, the packaging system provides packaging instructions associated with the determined optimized packaging methodology to both the packaging material generator and the operator via an output peripheral. The packaging instructions are used to generate an appropriate amount of packaging material in a specified sequence for use in packaging the part. Concurrently, the packaging instructions are used to provide step by step explanatory instructions to the operator, preferably via a display, in a graphical and textual format. The explanatory instructions illustrate how to properly utilize the generated packaging material in securing the part in the properly identified container, thereby insuring that the part is properly packaged in accordance with the determined optimized packaging process.
- According to one aspect of the present invention, the packaging system controller which determines an optimized packaging methodology includes an expert system. The expert system includes a knowledge base which consists of a plurality of rules and data related to packaging which are applied to data supplied by the operator which relate to the part to be packaged to form a conclusion (i.e., the optimized packaging methodology). Preferably, the rules consist of "if-then" rules, although alternative rule schemes such as the use of "frames" may be used instead of, or in conjunction with, the "if-then" rules to generate conclusions using both internal data and the one or more characteristics associated with the part. Such characteristics may include, but are not limited to, the following: the size, shape, weight and fragility of the part, the method of shipping and a preference of whether the packaging methodology is to be optimized with respect to packaging or cost.
- According to still another aspect of the present invention, the packaging system includes an inventory monitoring system which maintains a list of packaging materials. As various packaging materials are utilized in accordance with the determined packaging methodology for various parts, the inventory monitoring system updates the inventory list and compares the updated amounts to one or more re-order thresholds. If any of the re-order threshold conditions are satisfied (e.g., equal to less than a threshold or alternatively greater than or equal to a threshold), the packaging system automatically generates a re-order request to prevent the packaging material inventory from becoming unduly depleted.
- A
packaging system 590 according to the alternative embodiment of the present invention is illustrated inFigure 16a . Thepackaging system 590 includes apackaging system controller 592 which is coupled to thepackaging material generator 12, which in the preferred embodiment of the present invention is a cushioning conversion machine, as illustrated inFigure 2 . An output peripheral 18 is coupled to thepackaging system controller 592. The output peripheral 18 may include one or more components and preferably includes a freight cost or postage meter 18a for generating the proper shipping cost or postage in response to the identified shipping destination and the weight of the shipment (including the part, the packaging container and the packaging material). In addition, the output peripheral 18 preferably includes aprinter 18b for printing a mailing label in accordance with instructions provided by the operator. Lastly, the input peripheral also preferably includes adisplay 18c such as a CRT for providing step by step graphical and textual instructions in parallel with the generation of the packaging material to aid in the proper packaging of the part. - The
packaging system 590 ofFigure 16a also includes an input peripheral 20 which is coupled to thepackaging system controller 592. The input peripheral 20 may include one or more components and preferably includes ascale 20a for measuring the weight of the article or part to be packaged. In addition, adimension measurement apparatus 20b is preferably included to identify the size and shape of the part to be packaged. Thedimension measurement apparatus 20b may be a simple device such as a ruler which measures the part's height, length and width, respectively. Since many parts, however, have more detailed three-dimensional shapes than a cube, a more complexdimension measurement apparatus 20b may be utilized. For example, theapparatus 20b may include one or more robotic arms which contact a plurality of parts about the part and record the locations of the various contact parts in three-dimensional space (x, y, z). Theapparatus 20b, in conjunction with theCPU 50 of the packaging system controller 592 (or using its own processor) identifies the shape and size of the part. In yet another alternative, thedimension measurement apparatus 20b may include a Cubiscan™ measuring system provided by Quantronix, P.O. Box 929, Farmington, Utah 84025, U.S.A. - The input peripheral 20 may also include a keyboard/mouse
type input device 20c or touch screen type display, as is commonly used with personal computers or a microphone. The keyboard and mouse may be used to input various characteristics of the part to be packaged and/or may be used to access various pull-down menus to identify the part or indicate items within a database which are similar to the part. In addition, the keyboard/mouse 20c may be used to identify the shipping destination, method of shipment (e.g., truck, ship, air or rail) and other types of shipping and/or packaging preferences. Collectively, thescale 20a, thedimension measurement apparatus 20b and the keyboard/mouse 20c collect various pieces of data which serve to characterize the part; the pieces of data including, for example, the weight, size, shape and fragility. -
Figure 16b is an idealized side view of thepackaging system 590 ofFigure 16a . thepackaging system 590 includes a Windows personal computer as thepackaging system controller 592 which underlies adesktop work area 593 for packaging. Also under thework area 593 is theprinter 18b and thecushioning conversion machine 12. On top of thework area 593 is thescale 20a, thedimension measurement apparatus 20b, thedisplay 18c and the keyboard/mouse 20c. Also on thework areas 593 are a series of labeledbins 594 for housing a variety of packaging containers or boxes (not shown). At oneend 595 of thework areas 593, is anexit chute 596 for the cushioning pads which are produced by thecushioning conversion machine 12. - A
method 600 for packaging an unknown part using, for example, thepackaging system 590 ofFigures 16a and16b is illustrated in the flow chart diagram ofFigure 17 . Themethod 600 begins with the step of identifying a part to be packaged atstep 602. Although the word "identifying" is used to describestep 602, it should be understood that themethod 600 contemplates a broad function of ascertaining one or more characteristics that characterize the part to be packaged while not necessarily identifying the part itself. Therefore, although thestep 602 may in some instances be able to gather enough data to fully identify the part to be packaged, in many instances a full identification of the part will not be made, and instead the packaging methodology will be determined based on the several pieces of data which characterize the part such as the weight, size, shape and fragility. - Once the part is identified at
step 602, themethod 600 proceeds to step 604, wherein thepackaging system controller 592 takes the data collected atstep 602 and uses it to determine an optimized packaging methodology. As will be discussed in greater detail infra, thepackaging system controller 592 preferably determines the optimized packaging methodology using an expert system. Alternatively, however, fuzzy logic, binary decision trees and neural networks may be utilized in the packaging determination process, and each are contemplated as falling within the scope of the present invention. - After the packaging methodology is determined at
step 604, the packaging methodology is displayed along with its associated packaging and shipping costs atstep 606. Step 606 is similar tosteps Figure 5 (see alsoFigure 6a ) since the packaging methodology may be previewed by the operator. Although the determination process ofstep 604 is preferably performed using an expert system, such processes are limited in that rules may not exist for every situation which may cause an incorrect conclusion. In addition, if some of the data is provided via the input peripheral 20 incorrectly, thepackaging system 590 may base its conclusion on the wrong data. The packagingmethodology display step 606 therefore allows the operator to provide a "sanity check" to insure that the packaging method which has been determined is correct prior to the generation of any packaging material. - In addition, the
packaging system controller 592, upon determining the packaging method atstep 604, calculates the packaging costs by adding together the cost of the selected container, the cost of generating the appropriate amount of packaging material and the cost of various other supplies such as packaging tape. Thepackaging system controller 592 also utilizes the shipping destination, the combined weight of the part and the shipping materials, and the method of shipment to calculate the shipping costs. Upon a display of the packaging costs and the shipping costs on thedisplay 18c, the operator has the opportunity to proceed at 608 if the operator determines the costs to be acceptable. Alternatively, the operator may choose to end the process or begin again atstep 608. - If the operator chooses to proceed with the packaging of the part in accordance with the determined optimized packaging methodology at
step 608, the packaging system controller 592 (via the CPU 50) then sends packaging instructions which are associated with the determined packaging methodology to thecushioning conversion machine 12 at step 610 and to the output peripheral 18 atstep 612. The packaging instructions sent to thecushioning conversion machine 12 at step 610 are control signals which dictate the number of cushioning pads to produce, their respective lengths and their order of manufacture, similar to the description provided earlier in conjunction withFigure 7 . Likewise, the packaging instructions sent by thepackaging system controller 592 via theCPU 50 to the output peripheral 18 are control signals that automatically generate the proper amount of postage via the postage meter 18a, generate a shipping label with the appropriate address via theprinter 18b and provide step by step packaging instructions on thedisplay 18c. The packaging instructions on thedisplay 18c preferably include graphical representations which illustrate how to utilize the generated packaging material to properly secure the part within the specified container. In addition, textual explanations are also preferably included to further aid in the proper packaging of the part. Lastly, thepackaging system controller 16 via theCPU 50 may notify a shipper via a communications link (e.g., themodem 91 or the network interface 90) to pick up the packaged item. - The step of identifying the part to be packaged (step 602) is illustrated in greater detail according to an exemplary embodiment of the present invention in
Figure 18 . Step 602 begins with either weighing the part to be packaged atstep 650 using, for example, thescale 20a or prompting the user to input the weight via an input peripheral. The weight value is then saved in the memory associated with theCPU 50 of thepackaging system controller 592, such as the RAM 60 (seeFigure 3 ). Next, the dimensions (i.e., the size and shape) of the part are measured and/or provided atstep 652 or the operator is asked for the dimensions. This step itself may include one or more steps. For example, thepackaging system 590 may automatically measure the cubic dimensions of the part using thedimension measurement apparatus 20b and then query the operator on the general shape of the object (e.g., is it a cube, a pyramid, a sphere, etc.). Alternatively, as described earlier, a robotic apparatus may be used to map the outer contour of the object. In yet another alternative, a pen-type apparatus or a mouse may be utilized to sketch the general shape of the object atstep 652. Any method and apparatus to measure or ascertain the size and shape of the part is contemplated as falling within the scope of the present invention. - The next step in identifying the part is determining the fragility of the part at
step 654. This step may be accomplished in a variety of ways, as illustrated inFigures 19a-19c . InFigure 19a , the fragility of the part is identified using a plurality of pull-down menus. A first pull-down menu 662 includes a listing ofgeneral categories 664 within which the part may belong. By highlighting one of the categories 664a (e.g., household items), using, for example, themouse 20c, a second listing ofsub-categories 666 is displayed, wherein each of thesub-categories 666 are related to the earlier selected category 664a (e.g., furniture and kitchenware are both considered household items). The operator may then select one of the sub-categories 666a (i.e. kitchenware) using themouse 20c or alternatively the touch display to reveal another more detailed list of items 668 (e.g. pots and pans, dishes, etc.). This process may be further continued until the user selects the actual part or a part which is similar to the part to be packaged in terms of fragility. Each final object which is displayed in the pull-down menus on thedisplay 18c have a fragility rating associated with the part which is stored within a memory associated with the packaging system controller 592 (e.g., the hard drive 78) which is subsequently utilized in determining the proper packaging methodology. - According to a preferred embodiment of the present invention, the fragility of a product is measured in terms of "G's" which is a measure of the maximum acceleration (i.e., the rate of change in velocity over a measured period of time) the part can withstand without incurring damage (G is calculated as the ratio of acceleration of the packaged item to the acceleration of gravity, G=a/g). Therefore, the lower the G factor, the more delicate is the part. In one exemplary manner, the G factor for various parts is determined by subjecting the various products to a series of gradually more severe decelerations (i.e., shocks) in order to determine the lowest value at which damage occurs.
- Another method of determining a part's fragility is illustrated in
Figure 19b. Figure 19b provides a categorization of fragility from the most delicate (i.e., extremely fragile) to the least delicate (i.e., rugged), using sixfragility categories 669a. An operator, by selecting one of thecategories 669a will see a variety ofexemplary items 669b which fall within the selectedfragility category 669a. By analogizing to the exemplary items within each category, the operator can approximate the part's fragility. Once selected, theCPU 50 saves the G factor associated with the part in the memory such as theRAM 60. As illustrated inFigure 19b , the six fragility categories may be categorized as follows: (I) extremely fragile (about 15-25 G's); (II) very delicate (about 25-40 G's); (III) delicate (about 40-60 G's); (IV) moderately delicate (about 60-85 G's); (V) moderately rugged (about 85-115 G's); and (VI) rugged (about 115 G's and up). Note that thecategories 669a provided inFigure 19b are merely exemplary, and fewer or greater categories may be provided as necessary. It is preferable, however, that the number of categories be sufficient to avoid excessive "educated guesses" of fragility, since an estimate G factor which is too low results in a package being over designed, and thus unnecessarily increases the packaging costs. Likewise, if a fragility G factor is estimated too high, the product packaging will be under designed, and damage to the product during shipping may result. - Yet another way to determine the fragility (step 654) of the product is illustrated in
Figure 19c , wherein automated techniques are utilized. Thestep 654 begins by viewing the object using a viewing apparatus such as a digital camera atstep 670. The data which comprises the image of the part is then subjected to various forms of image processing using, for example, an image processor to identify attributes of the part which provide indications of fragility atstep 672. Such image processing may include, for example, segmentation and filtration, as well as the passing of the entire image or image segments through trained classifiers as is well known by those skilled in the art of image analysis. Such classification, for example, may include pattern recognition (step 672a), use of an expert system (step 672b) or application of the image to one or more neural networks (step 672c). Other alternatives may include, for example, binary decision trees and use of fuzzy logic. In addition to step 672, thepackaging system controller 592 may query the operator or user (not shown) for additional data to fill in the gaps in the classification/inference process. Such queries may include, for example, "is the object solid?", "is the object hollow?", "How thick is a piece of the object?", "Is the object made of plaster, ceramic or glass?", etc. Thepackaging system controller 592 then utilizes the information provided to conclude the fragility of the part. Note that the actual fragility cannot be determined without destroying the part to be packaged which is obviously undesirable. Therefore the present invention uses the above exemplary method to infer the fragility of the item. If, after the querying for additional information, thecontroller 592 determines that the gaps existing within the data prevent a conclusion to be drawn within a specified degree of certainty, thepackaging system controller 592 sends a message to the operator via thedisplay 18c that a conclusion regarding the fragility of the product can not be drawn and which requests the operator to contact a service representative for additional consultation. - Returning now to
Figure 18 , once the fragility of the part is determined atstep 654, thepackaging system controller 592 queries the operator regarding the package destination atstep 656. In many instances, the operator has the shipping destination information at hand and can manually input the data using, for example, the keyboard/mouse 20c or touch type display. Alternatively, if the operator does not have the shipping destination information, the user may access an address database residing in a memory such as, for example, thehard drive 78 or a CD ROM residing in the disk drive 72 (seeFigure 3 ). Once the appropriate destination information is established atstep 656, theCPU 50 saves the data in the working memory such as theRAM 60. - Preferably, the
packaging system 590 also queries the operator regarding the desired method of shipment by prompting the operator to select, for example, one of air, trucking, shipping and rail atstep 658. The selection may be generic or may be further tailored to be more specific, for example, by identifying the particular freight or shipping company. TheCPU 50 then saves the data in the working memory such as theRAM 60 for use in the determining of the optimum packaging methodology. The data collected atstep 658 may subsequently be utilized to determine the height from which the product may be dropped during shipping as well as the vibration effects, which will be discussed in greater detail infra. Such information may then be utilized in determining the proper packaging methodology. - Lastly, the
packaging system 590 allows the operator to select an optimization option atstep 660. For example, as will be discussed in greater detail later, in some cases several packaging options may be available. In such cases, by selecting a packaging optimization preference or a cost optimization preference, the packaging system will select a different packaging method. For example, a selection of the cost optimization preference may allow the system to utilize a lower certainty threshold in determining the product's fragility. Alternatively, when applying a cushioning curve residing in the memory of data to a set of rules for determining the proper amount of packaging, etc., a selection of one preference may dictate a different point on the cushioning curve, as will be discussed in greater detail infra. - In still another embodiment of the present invention, the
packaging system 590 may determine two packaging methodologies, wherein one is optimized to insure a high degree of certainty in preventing shipping damage while the other is optimized to provide a reasonable degree of certainty in preventing shipping damage while seeking to minimize the packaging costs. Thepackaging system controller 592 then displays both options on thedisplay 18c along with their associated packaging and shipping costs to allow the user to compare and thus select one of the packaging methods. The present invention thus allows the operator substantial flexibility in selecting an optimization preference atstep 660. - In addition, the
packaging system 10 may also include a variable, user defined (or alternatively fixed) safety margin which takes the determined fragility and increases the amount by a predetermined amount (e.g., 20%). With this feature, a safety margin may be achieved for package insurance purposes, for example. This safety margin may be fixed by the packaging system owner or alternatively by the user through an interactive type menu, as may be desired. - Once the various characteristics of the part and the shipping information is ascertained and saved in the memory associated with the
CPU 50 atstep 602 ofFigure 18 , the CPU 50 (alternatively a specialized processor (not shown) which operates in conjunction with the CPU 50) determines the optimized packaging methodology atstep 604 ofFigure 17 . According to a preferred embodiment of the present invention, the optimized packaging methodology is determined using an expert system. - An expert system is an information system that supports or automates decision making in well-defined situations requiring expert knowledge. Thus, an expert system supports or automates decision making in an area where recognized experts do better than nonexperts. Consequently, expert systems are well-suited to packaging design since an optimized packaging design requires a substantial amount of technical expertise and experience. For example, in designing an appropriate packaging methodology, one does not merely find a box which is large enough to contain the part, and then wrap or surround the part with an arbitrary amount of packaging material and subsequently fill in any remaining voids. Instead, an efficient packaging design takes into account the fragility of the part to be packaged as well as its size, shape and weight and tailors the packaging method to ensure that expected shocks are sufficiently absorbed by the packaging material (e.g., the cushioning pads). In addition, a packaging design may take additional factors into consideration such as the compressive creep of the packaging material, the impact of expected temperature conditions on the cushioning ability of the packaging material, the possibility of buckling and vibration effects. The present invention takes the expert knowledge and data provided by experienced packaging designers and distills the information into a set of rules with accompanying data in conjunction with the data provided by the operator in
step 602 ofFigure 17 (which characterize the part to be packaged) to determine the optimized packaging methodology. - The expert system of the present invention produces conclusions which dictate a packaging methodology based on the data it receives from the operator. The conclusions follow from the application of the set of rules and accompanying data provided within the expert system (which is often called the knowledge base) to the data or information provided by the operator. Thus, knowledge in the expert system is a combination of instincts, ideas, rules and procedures that guide actions and decisions. According to one aspect of the present invention, the knowledge base may be constructed within an expert system shell which is commercial software product that allows for the efficient creation of an expert system. The expert system shell provides preprogrammed modules for entering rules and data as well as modules for performing calculations and presenting various pieces of information to the user or operator.
- The expert system may represent knowledge in a variety of ways. Preferably the knowledge is represented in the form of "if-then" rules. If-then rules are stated in the form: IF one or more particular conditions are true, THEN certain conclusions should be drawn. An exemplary rule of the expert system of the present invention may be illustrated as follows:
- IF the part occupies a volume V,
- THEN no packaging containers having a volume less than V should be considered.
- Preferably, the expert system of the present invention is like a human expert working on a problem. The expert system uses the knowledge within the knowledge base to draw interim conclusions based on whatever information is currently available, even if the information is incomplete. When a conclusion cannot be reached, it uses the knowledge in the knowledge base to figure out questions to ask or determines what data to retrieve in order to make more progress in reaching a packaging conclusion.
- As stated above, if-then rules may be used to represent knowledge in the knowledge base. Not only may if-then rules take on the form provided above (i.e., naming conditions and conclusions) the rule may contain a certainty factor (e.g., 0.75) which indicates that a conclusion has a particular likelihood, but nevertheless is uncertain. The certainty factor may then be used as another fact and may be applied in additional rules to arrive at a conclusion and thus mimic the uncertainty which is oftentimes inherent in much of the work that experts do.
- Another type of knowledge representation may also be used to construct a knowledge base for determining an optimized packaging methodology. This type of knowledge representation is often called "frames" which organizes information to make sense of the information and identify any unexpected features that are present. Frames provide a way to organize data about specific situations. For example, when you enter a room your mind processes the visual data and compares it to what your mind expects. Further, your expectations are different in different types of rooms. For example, when you walk into a kitchen you expect to see a refrigerator, stove, sink and cabinets. You do not, however, expect to see a computer or filing cabinet in the kitchen although either might exist in some limited circumstances.
- A frame is therefore a data structure which represents an entity such as a concept, item or class. The frame consists of fields which identify the attributes for that kind of entity. Each field has an entry or value for each attribute which is being considered. Frames can be used in determining the fragility of an unknown part by finding a frame which most closely approximates the part. That is, a fragility value may be assigned to an unknown part if a substantial number of attributes are similar to a part having a known fragility value. Similarly, frames which comprise pre-designed packaging methodologies for parts having specified attributes may be utilized as a starting point for designing an optimized packaging methodology. Although if-then rules and frames have been described as exemplary rules and structures for representing knowledge within a knowledge base, it is understood that other structures or methods for representing expert knowledge may also be utilized and such structures and methods are contemplated as falling within the scope of the present invention.
- An exemplary structure for the
expert system 700 of the present invention is illustrated inFigure 20 . As briefly discussed earlier, theexpert system 700 may reside within theCPU 50 ofFigure 3 or may exist as a separate processing component within thepackaging system controller 592 ofFigure 16 . Theexpert system 700 may include aknowledge base 702, adatabase 704, aninference engine 706, aninterface 708 and anexplanation module 710. AlthoughFigure 20 suggests that the components are physically separate components, it is not required. Instead, the components of theexpert system 700 may be considered as functional components within a processor. In still another alternative embodiment, the expert system may be remote and be accessed via thenetwork interface 90 or other communication means ofFigure 3 , thus making the input/output peripheral a dummy-type terminal. - The
knowledge base 702 is a section of memory containing one or more sets of data relating to the packaging material such as the cushioning pads and a plurality of rules and/or frames which are supplied by an expert. Thedatabase 704 is another section of memory used to store facts and/or characteristics of the part to be packaged provided by the operator via any one of theinput peripherals 20a-20c. In accordance with the present invention, thedatabase 704 may contain the various pieces of data collected atstep 602 ofFigure 18 , as illustrated inFigure 21 . The various pieces of data within thedatabase 704 include, but are not limited to, packageweight data 712, package dimension data (size and shape) 714,fragility information 716,package handling information 718,package transportation information 720, and othermiscellaneous packaging data 722 such as compressive creep data, temperature effects (thermal coefficient) data, buckling data and vibration information. In addition, the data characterizing the part to be packaged may include a cost/packaging optimization preference 724 and dynamiccushioning curve data 726 for one or more types of packaging material and packaging material configurations. - The
inference engine 706 applies the rules and data within theknowledge base 702 to whatever facts are provided in thedatabase 704 to decide what question to ask next, either to the operator or back to thedatabase 704 and theknowledge base 702. Which questions are asked next by theinference engine 706 depend upon the current goal of theinference engine 706. For example, if theinference engine 706 has identified five different facts that all must be true in order to confirm a current working hypothesis, theinference engine 706 may ask those five questions in turn. If any one of the responses is negative, theinference engine 706 may then abandon the current line of reasoning for another. - The
interface 708 may consist of thedisplay 18c and thekeyboard mouse 20c and represents functionally the way in which theexpert system 700 interacts with the operator, if such action is necessary. Theinterface 708 may operate as a set of text questions and answers or may be graphical (or a combination) as may desired. Theexplanation module 710 is optional and is not included in the preferred embodiment of the present invention. Theexplanation module 710 is made available to the operator via thedisplay 18c as a way for the operator to know how a particular conclusion or fact was inferred or why a particular question is being asked in order to explain the sequence of inferences that produced a resulting conclusion. -
Figure 22 is an exemplary expert system determination flow diagram 800 which illustrates one method in which theexpert system 700 of the present invention determines an optimized packaging methodology using packaging material generated by thecushioning conversion machine 12 ofFigure 2 (cushioning pads) for an unknown part. As discussed previously in connection withFigures 16-21 , thepackaging system 590 identifies the part to be packaged (step 602) by obtaining a variety of pieces of information relating to the part to be packaged (seeFigure 21 ). Using the data ofFigure 21 (i.e., the database 704), theexpert system 700 applies the data to various rules within theknowledge base 702 as illustrated inFigures 20 and22 . - Initially, the
inference engine 706 eliminates one ormore packaging containers 802 from further consideration using the size andshape data 714 within thedatabase 704. For example, if the part is 24" long, 12" wide and 12" deep, then any packaging container having a volume (V) less than 24" x 12" x 12" (3,456 cubic inches) could not contain the part and thus is eliminated from further consideration. In addition, given the desired method of shipment and theshipping destination data 720, theinference engine 706 searches theknowledge base 702 for anyshipping regulation data 804 which may either preclude or require certain classes of shipping containers, thus further reducing the remaining available containers. Theinference engine 706 then moves on to another analysis since additional information is needed in order to make further progress in the selecting the proper packaging container. Theabove step 802 is merely exemplary and may include additional rules, as may be desired. - Next, the
expert system 700 determines the drop height that the part may encounter duringshipping 806 so that substantive analysis may proceed regarding what amounts, styles, etc. of cushioning pads will be needed to properly protect the part. The drop height is calculated by theinference engine 706 using theweight information 712 within thedatabase 704 and thepackage handling information 718. Using thepackaging handling information 718, theinference engine 706 can determine whether one or more individuals will be carrying or throwing the package and, in conjunction with theweight information 712, can identify the probable drop height the packaged part would experience if the part were inadvertently dropped during shipping. For example, if one person is carrying the package and the package is light (e.g., about 10-20 pounds) the height at which the package may inadvertently be dropped is high (e.g., about 36"). However, if two individuals are carrying the package and it is more heavy (e.g., about 50-100 pounds) the height in which the package may be inadvertently dropped is less (e.g., about 24"). In the above manner, theinference engine 706 using data within theknowledge base 702 and the data provided by the user in thedatabase 704 determines the potential drop height the part may experience in shipping. The drop height data may then be used by theinference engine 706 in selecting the proper dynamiccushioning curve data 726 in theknowledge base 702 when determining the functional cushioning requirements data weight atstep 808. - The determination of which class and configuration of cushioning materials will functionally be appropriate (step 808) is preferably performed by the
inference engine 706 using a variety of pieces of information. According to an exemplary embodiment of the present invention, a plurality of cushioning curves (shown graphically asFigures 23a-23n with the reference numeral 810) consist ofdata 726 residing in theknowledge base 702. The cushioning curves 810 are evaluated and if any of the curves contain drop heights that do not match the determined drop height ofstep 806, they are removed from further consideration by theinference engine 706. A plurality of exemplary dynamic cushioning curves 810 are provided inFigures 23a-23n . Typically, many more cushioning curves 810 will exist, however, in this example the determined drop height is 30" and therefore only the cushioning curves 810 having data at drop heights of 30" are considered in the subsequent analysis undertaken by theinference engine 706. - A
dynamic cushioning curve 810 illustrates how a packaging material (for a particular packaging material configuration) behaves at different impact levels. The curves ofFigures 23a-23n were generated by dropping a series of known weights onto a cushioning pad configuration sample (not shown) and measuring the amount of shock the sample allowed to be transferred (i.e., transferred to the part to be packaged). In other words, the drop tests simulate the part being dropped from its expected drop height (step 806). Each point in the curve represents how much loading a part of known weight will apply to the cushioning pad configuration, and how much shock the cushion will allow to be transferred to the product. Theinference engine 706 utilizes thefragility data 716 and calculates thestatic loading data 816 using the packageddimension data 714 in thedatabase 704 to evaluate what cushioning pad configuration is sufficient for each orientation part (since each side of the part may provide a different static loading value). - The cushioning curves of
Figures 23a-23n were developed in the following exemplary manner. A 10" by 10" by 4" weighted plywood box was utilized to simulate the part to be packaged and was packed inside a 12" by 12" by 12" corrugated container. Various cushioning pad configurations were placed in the bottom of the corrugated container and the weighted product was then placed on top of the configured cushioning pad. Such exemplary cushioning pad configuration include a spiral/coil configuration which is a length of cushioning material which is coiled into a spiral shape, a cross configuration which includes two lengths of cushioning material crossing each other and a star configuration which includes a plurality of lengths of cushioning material crossing each other. In addition, other type configurations and individual pad lengths are also anticipated as falling within the scope of the present invention and dynamic cushioning curves may be generated for each of those configurations. Further still, the cushioning conversion material itself can be modified by using, for example, differing types of paper weight. For example, a threeply paper stock 30/50/30 consists of outside sheets consisting of 30 weight paper and a inner sheet consisting of 50 weight paper, respectively. The product box was then weighted to simulate the products from one pound (0.01 pounds per square inch (PSI)) to 30 pounds (0.30 PSI), thus providing data at different static loading values. An accelerometer was attached to the product box to record the acceleration levels (in G's) for each drop. The corrugated container was then dropped five times from a height of 30" (the drop height) for each simulated product weight. A minimum of five different product weights (static loading) were used to generate each curve (using known curve fitting techniques) and the results of the last four drops for each product weight were recorded and averaged. The peak accelerations (G's) versus the static loadings (PSI) were then plotted to generate the dynamic cushioning curves 810. - Using the
fragility data 716 within thedatabase 704, each of the cushioning curves 810 are evaluated to see if the cushioning pad configuration provides sufficient cushioning to absorb the potential shock for an identified fragility. One exemplary manner of making such an evaluation is illustrated inFigure 24 which illustrates a spiral/coil cushioning pad configuration for a 30" drop height. Thefragility data 716 within thedatabase 704 indicates, for example, that the part can only withstand up to 35 G's without incurring damage. Thus, ahorizontal line 812 is drawn at 35 G's across thecushioning curve 810. If thecurve 810 passes through or below thehorizontal line 812, then it is confirmed that the cushioning product (the spiral configuration) may not transfer more shock to the part than the product can withstand under certain static loading conditions. Then, one or morevertical lines 813 are drawn from the point or points 814 where thehorizontal fragility threshold 812 intersects thecushioning curve 810. Thevertical lines 813 establish the highest and the lowest static loading values at which the cushion pad configuration will provide adequate protection. In the example ofFigure 24 , the static loading values are 0.03 and 0.24, respectively. Note that the static loading is defined as the force exerted by the part to be packaged on the cushioning pad configuration and is determined by dividing the weight of the part by the surface of the side of the part which is engaging the packaging material. Note that since products often have different surface areas depending upon their orientation, their static loadings may also differ depending upon their orientation. Using the calculated static loading data from the weight anddata 712 and the size/shape data 714, theinference engine 706 eliminates from further consideration any cushioning pad configurations that cannot provide adequate protection for the determinedstatic loading 816. - The
inference engine 706 then uses the data collected from thecushioning conversion curve 810 to calculate the cushion bearing area which is the weight of the part divided by the static loading (which in this case is some value between 0.03 and 0.24). To optimize costs, theinference engine 706 will select configurations which exhibit greater static loading (and thus the lowest cushion bearing area) because less cushioning product will be adequate for protection and thus reduce the packaging costs. However, since the present invention allows for a cost/packaging optimization preference to be selected, a higher cushion bearing area may be selected using a lower static loading value which increases the packaging protection. Note that inFigure 24 , the least amount of shock is transferred to the part at a static loading of about 0.1; therefore an orientation of the part on the spiral configuration which produces such a static loading value may be selected by theinference engine 706 if a packaging optimization preference has been selected. - The task of determining the functional cushioning requirements (step 808) further includes considering the impact of compressive creep of the packaging material using the
compressive creep data 722. Compressive creep is defined as the loss of thickness of the cushioning pad under a constant loading over a period of time. If the amount of creep is too large (in this exemplary embodiment taken to be about 10 percent) the ability to properly cushion the part is impaired. The compressive creep data is uniquely associated with the packaging material and is maintained in theknowledge base 702. Theinference engine 706 compares the compressive creep of the cushioning material to apredefined limit 818 and if thecompressive creep data 722 exceeds thelimit 818, the packaging option using the maximum static loading 816 (and thus the least amount of packaging material) is eliminated and the cushioning curves using a lowerstatic loading 816 are maintained. - The
packaging system 590 via theexpert system 700, and more particularly theinference engine 706, also takes into account the temperature effects in determining the functional cushioning requirements. Theinference engine 706 usestemperature effects data 722 which is a function of the packaging material used (in this particular example, the cushioning pads are made of paper stock). Theknowledge base 702 provides thermal coefficients which characterize the dependence of the pad's cushioning properties over temperature. If theinference engine 706 determines that the thermal coefficient is too large (positive or negative), then theinference engine 706 evaluates thepackage transportation information 720 provided by the operator which resides in thedatabase 704. Thepackage transportation information 720 includes, for example, the shipping destination and the shipping method (e.g., rail or truck). Theinference engine 706 then uses thepackage transportation information 720 to eliminate any cushioning curves that will not provide adequate protection. - For example, if the packaging location is in Arizona and the destination location is Alaska, and the packaging material has a strong thermal coefficient such that the material loses its cushioning capability as the temperature drops and the method of shipment is by truck without any thermal controls, the
inference engine 706 will eliminate cushioning options that are near the maximum static load limits and require adjustments to the amount of cushioning material to optimize the packaging design. - The
expert system 700 also considers buckling using the bucklingdata 722 within thedatabase 704 ofFigure 21 . Buckling is defined as the nonuniform compression of the cushioning material. When buckling occurs, the energy or shock of an impact is not distributed evenly throughout the cushioning pad, thus resulting in the potential for a greater amount of shock being transferred to the part. Buckling occurs most often when the shape of the cushions or cushion configuration is too tall and thin. Theinference engine 706 analyzes whether buckling is an issue by evaluating the bucklingcoefficient 820 of each remaining cushioning pad configuration with respect to the expected static loading exhibited by the product. The bucklingcoefficient 820 is a ratio of thearea 822 of the cushioning product configuration and itsthickness 824. Theinference engine 706 uses the graph data ofFigure 25 which resides in theknowledge base 702. Since theinference engine 706 knows the static loading, theengine 706 determines the bucklingcoefficient 820 graphically and then multiples the coefficient by thethickness 824 of the cushioning product configuration (which is known) to determine how wide and how long the pad must be to avoid the undesired buckling. Theinference engine 706 then further removes any remaining packaging configurations that pose a significant risk of buckling (i.e., those configurations which fail to provide the minimum desired pad width). - The
expert system 700 may further evaluate the impact of vibration using thevibration data 722 within thedatabase 704 using data such as that shown inFigures 26a and 26b . - As illustrated in
Figures 20 and22 , theinference engine 706 uses the data within thedatabase 704 along with rules and data within theknowledge base 702 to draw conclusions regarding which packaging methodologies are acceptable and which are not. After determining the functional cushioning requirements atstep 808, a variety of packaging options will most likely still exist and theinference engine 706 will need to apply additional rules to further focus upon a single solution. For example, the number of available containers atstep 802 may be further reduced by determining whether each of the remaining containers available could facilitate the remaining packaging options. - In addition, the
inference engines 706 uses theoptimization preference data 724 ofFigure 21 to select a smaller subset of packaging methods that either provide optimized packaging security (i.e., a minimal amount of damage uncertainty) or optimized cost (i.e., the methods using the least amount of packaging materials while providing an acceptable amount of damage uncertainty). If an optimization preference is not provided, theexpert system 700 of the present invention selects an optimized cost preference as a default. o In addition, other rules may also be used to select the best remaining packaging solution. For example, theinference engine 706 may select the packaging methodology that will result in the least amount of wear on the cushioning conversion machine (e.g., which results in the fewest number of packaging material generation steps) or the method that requires the least amount of effort by the operator in executing the packaging method. Other rules may also be utilized and are contemplated as falling within the scope of the present invention. - Although the preferred embodiment of the present invention utilizes an
expert system 700, other types of intelligent systems may alternatively be utilized and are contemplated as falling within the scope of the present invention. For example, theexpert system 700 may be replaced with a neural network type intelligent system. A neural network is an information system that recognizes objects or patterns based on examples that have been used to train the neural network. Each training example is described in terms of a number of characteristics, each of which are input into a separate neuron or "node". The neural network then combines these inputs in a way that distinguishes between different objects included in the training examples. The neural network performs identification and discriminates between various available packaging methodologies by assigning numerical weights to many characteristics. Thus, neural networks may operate well even when some information is missing. - Thus according to the alternative embodiment, the neural network is trained, wherein an expert packer designs optimum packaging methodologies while internally applying many of the expert rules discussed above in conjunction with the
expert system 700. The expert packer therefore communicates a number of system inputs to the neural network which represent the characteristics of the part to be packaged and provides the neural network the proper output (the resulting optimized packaging methodology) for the given inputs. The neural network then successively updates its numerical weights at its various nodes to more closely approximate the proper output for the provided input. After a significant amount of training, the neural network provides a function of determining the appropriate packaging instructions, but in a manner which is different than the expert system. The neural network system does not use defined rules (e.g., if-then rules) to generate conclusions, but the neural network blindly acts on the provided inputs to generate ("determine") an optimized packaging methodology. - In addition, an inventory monitoring system may be included with the
packaging system 590 ofFigure 16a . The inventory monitoring system may operate in a manner similar to the inventory monitoring system ofFigure 12 , for example. As each operator provides a part to be packaged and proceeds with packaging, the inventory monitoring system accounts for the consumption of the various packaging materials utilized in the packaging process by updating a packaging materials list. The inventory monitoring system then compares the packaging materials list with one or more appropriate re-order thresholds and automatically generates a re-order request using theCPU 50 to replenish the depleted inventories in a timely manner. - As discussed above, the
packaging system 590 ofFigure 16a determines an optimized packaging methodology for a part to be packaged. The optimized packaging methodology includes a set of packaging instructions which serve as control signals to thecushioning conversion machine 12 and explanation instructions to the operator via thedisplay 18c. In addition to the control signals to control the operation of thecushioning conversion machine 12, the determining packaging methodology may also include cushioning material manipulation control instructions similar to those discussed earlier in conjunction withFigures 8-10c . The manipulation control signals may be used to activate and control either acoiler 250 or an automated insertion device such as a pick-and-place system 302 as may be dictated by the determined optimized packaging methodology. - In the description of the above preferred embodiment of the present invention, a
cushioning conversion machine 12 was disclosed. Thepackaging system 590 of the present invention, however, may also be utilized in conjunction with other types of packaging material generators such as loose fill packaging material generators and dispensers, bubble wrap, air pillow generators and dispensers, shredded material generators, and pulp molded generators and dispensers. It is understood that any form of packaging material generator may be incorporated into the packaging system and is contemplated as falling within the scope of the present invention. - In addition, in the preferred embodiment of the present invention, the determined packaging instructions are utilized to provide automated control of the
packaging material generator 12. Alternatively, the present invention may transmit the determined packaging instructions solely to the user or operator who then uses the instructions to manually control thepackaging material generator 12. - In the previous embodiments of the present invention highlighted above, the packaging systems primarily addressed the packaging of a single part. For example, for a single known part to be packaged, the packaging system retrieves a pre-determined set of packaging instructions associated with the part which is used to generate appropriate amounts of packaging material. In addition, for an unknown part to be packaged, the packaging system identifies one or more characteristics which characterize the part. Using the characteristics and an expert system having a knowledge base, the packaging system determines the packaging instructions and uses the determined instructions to control the packaging material generator.
- According to another alternative embodiment of the present invention, a packaging system is used to package together a plurality of known parts. The packaging system identifies the parts to be packaged and retrieves data associated with the parts from a database. Using the data and an expert system having a knowledge base, the packaging system determines the packaging instructions which represent an optimized packaging methodology for packaging the plurality of parts.
- According to the alternative embodiment of the present invention, the packaging system is utilized, for example, in conjunction with a mail-order company or a warehouse distribution facility. A shipping order is created by a customer requesting a plurality of items (i.e., parts). A warehouse management system arranges the shipping order to facilitate an efficient retrieval of the various items. When the retrieved items arrive at a packaging station, the packer implements a pick list verification in which a check occurs to ensure that all the retrieved items match with items on the shipping order. Preferably, a tote in which the items are retrieved contains a bar code which reflects the shipping order. The packer, using a bar code reader, reads the tote bar code and a bar code on each of the retrieved items to verify that each item on the shipping order has been properly retrieved.
- Once the pick list verification step is complete, the packaging system uses the shipping order to retrieve data associated with each of the items in the shipping order, such as the weight, size, shape and fragility of each of the items. The shipping order itself also contains additional data which may be used by the packaging system such as the shipping destination and the method of shipment. The packaging system then applies the retrieved data to a set of rules and packaging material data in an expert system knowledge base to determine packaging instructions which represent an optimized or preferred packaging methodology for the plurality of parts.
- Note that the expert system of the present invention may use the data such as the parts' size, shape, weight and fragility in determining the optimized or preferred packaging methodology. In addition, the expert system may use additional information such as the cushioning properties of the various parts to determine the appropriate orientation of the various parts with respect to one another within the packaging container. Thus, according to the present invention the expert system uses or considers the cushioning properties of the parts themselves along with the cushioning properties of the packaging material in determining the packaging methodology.
- The packaging system then uses the determined packaging instructions to control the packaging material generator (e.g., the cushioning conversion machine) and thereby produce appropriate lengths of packaging material in the proper sequence to effectuate the optimized packaging methodology. The packaging system also uses the packaging instructions to provide graphical and/or textual guidance to the packer via a display to aid in the proper packaging of the various items. For example, the display will illustrate the order of packaging of the various items and their proper orientation in the specified container along with the way the generated packaging material is to be used, thus making the packaging process simple and clear.
- Once packaging of the items into the proper container is complete, the container is weighed and compared to an expected weight which includes the expected weight of the parts, the container and the packaging material. If the measured weight is outside a pre-selected tolerance, a warning message is provided to the packer which allows the packer to evaluate the situation and make a judgement as to whether an error in the packaging process has occurred. If acceptable, the container is sealed using, for example, packaging tape and the packaging system prints out a mailing label in accordance with the destination data supplied on the shipping order and prints out a bill-of-lading which contains information which identifies, for example, the shipper, the ship to address, the number of containers in the shipping order, and the total weight of the shipment. The packaging system also sends the bill-of-lading data to a manifest system.
- According to an alternative embodiment of the present invention, the parts to be packaged are placed directly into the container selected by the packaging system. In the alternative embodiment, the determined packaging methodology determines the order of the pick list and the packaging material generator generates (in advance) all the packaging material needed to package the parts. The packer then takes the generated packaging material and the selected container along the pick route (using, for example, a cart) and, after selecting a part according to the pick list, packages the part in the container using one or more of the pieces of generated packaging material. In the above manner, the packaging process is made more efficient by eliminating the step of placing the parts into the tote and subsequently removing the items from the tote and packaging them in the selected container.
- According to yet another embodiment of the present invention, the packaging system is portable (e.g., on wheels or on a portable cart). The packaging system determines the packaging methodology and thus dictates the order of the pick list. The packaging system produces the appropriate amount of packaging material at the location for the picking of the appropriate part along the pick list route. The packer then uses the packaging instructions provided by the output peripheral to then package the part in the selected container. In the above manner, the packaging material is provided when needed and the part is selected and immediately packaged without being placed into an intermediate tote.
- The packaging system includes an inventory management system which accounts for the receipt of material into inventory and accounts for inventory consumption by updating a packaging materials list. The inventory management system compares the updated packaging materials list to one or more re-order thresholds. If any of the re-order thresholds are satisfied, the packaging system generates a re-order request directed toward the depleted item to ensure that inventories are replenished in a timely manner. Alternatively, the system may periodically check the inventory and re-order at predetermined times.
- The packaging system of the present invention also includes a productivity monitoring system which collects and summarizes various productivity statistics. For example, the productivity monitoring system collects data for various productivity criteria such as, but not limited to, the number of orders packed, the number of items packed, the total weight packed, the average time per order and the average amount of packaging material generated per order. In addition, various time frames of data may be collected and additional processing may be employed to normalize various productivity criteria, provide trending analysis, etc.
- Turning now to
Figure 27 , an operational flow diagram of thepackaging system 900 according to the present invention is illustrated. Thesystem 900 includes apackaging system controller 901 operationally coupled (preferably via an electronic data link) to awarehouse management system 902. Thepackaging system controller 901 transmits a tote bar code number 903 (or RF tag reader) which represents a shipping order to thewarehouse management system 902 when apacker 904 receives a retrieved number of items to be packaged. The license plate is read from the tote and the shipping order is determined from the license plate using a look up table, for example. The tote contains the retrieved items and the license plate is read with a bar code scanner orreader 906, however, any type of reading device is contemplated by the present invention. Thewarehouse management system 902, in response to receiving thetote bar code 903, provides thepackaging system controller 901 withorder information 907 which includes a list of the parts in the shipping order and information relating to each item such as the weight, size, shape and fragility of the item. Using theinformation 907 provided by thewarehouse management system 902, thepackaging system controller 901 determines packaging instructions 908 which represent an optimized packaging methodology. - The packaging instructions determined by the
packaging system controller 901 have several components. Some of thepackaging instructions 908a are provided to thepacker 904 as graphical/textual instructions which illustrate how to use the generated packaging material to properly package the various items. The packaging instructions 908 also includeinstructions 908b identifying the size and quantity of the specified packaging containers and are transmitted to acarton erector 909 for construction of the specified containers. The packaging instructions 908 are also communicated to the packaging material generator 12 (e.g., the cushioning and conversion machine) as control signals 908c which dictate the number and length of cushioning pads to produce as well as their sequence of generation. The instructions 908 also include the specification of thenecessary tape length 908d to atape sealer 910,instructions 908e for generation of a shipping label to thelabel printer 18b, andinstructions 908f for generation of a bill-of-lading to theprinter 18b. Lastly, thepackaging system controller 901 sends the bill-of-lading data to amanifest system 912 and monitors inventory consumption. If any inventories drop below a predetermined threshold, thepackaging system controller 901 transmits are-order request 913 to a distributor via acommunication link 914 such as an EDI value added network. - According to one embodiment of the present invention, the
manifest system 912 may be used to keep track of the destination of the packaged parts for tax or other purposes. For example, in certain European countries some tax provisions exist which relate to taxes on waste materials. Themanifest system 912 records the destination of the package (container) and the amount of packaging material used in packaging the parts so that such information may be efficiently used, for example, for compliance with the appropriate tax provisions. - A block diagram of the
packaging system 900 is illustrated inFigure 28 . Thepackaging system 900 includes thepackaging system controller 901 coupled to thewarehouse management system 902 and thepackaging material generator 12. In addition, an output peripheral 18 is coupled to thecontroller 901 and may include one or more of a postage meter 18a, aprinter 18b and adisplay 18c and an input peripheral 20 may include a keyboard/mouse 20c and abar code reader 20d. Other input/output peripherals may be included and are contemplated by the present invention. - A
method 1000 of packaging a plurality of items in one or more containers according to the present invention is illustrated inFigure 29 . When a tote containing a plurality of items to be packaged is received at the packaging station, the packer reads an order number associated with the items atstep 1002 using, for example, thebar code reader 20b. Thepackaging system controller 901 ofFigure 28 then uses the order number atstep 1004 to access the warehouse management system which contains a database containing all the items in the warehouse as well as various pieces of data associated with the items such as the number of items ininventory 1006, the size, shape and weight of theitem 1008 and the item'sfragility 1010. - The
packaging system controller 901 then uses the data (e.g.,data 1008 and 1010) along with, for example, shipping destination data from the shipping order to determine packaging instructions which result in an optimized packaging control methodology atstep 1012. Once the packaging instructions have been determined, thepackaging system controller 901 uses the packaging instructions to control thepackaging material generator 12 atstep 1014 and provides instructions to thepacker 904 via thedisplay 18c atstep 1016. - The step of reading the order number (
step 1002 ofFigure 29 ) is illustrated in greater detail inFigure 30 . The process begins atstep 1020 when the warehouse facility receives an order for a variety of items and thewarehouse management system 902 assigns an order number to the order. The order is then arranged atstep 1022 by thewarehouse management system 902 to optimize the retrieval of the various items in the shipping order. A large warehouse has many items located in various, diverse areas in the warehouse. To minimize the amount of backtracking, etc., thewarehouse management system 902 contains location data for each of the items and uses the data to arrange the items on the shipping form to generate and optimize a pick list which minimizes the time required to retrieve the various items. The various items corresponding to the arranged pick list are then retrieved atstep 1024 and brought to the packaging station atstep 1026. - The pick list generated by the
warehouse management system 902 is then verified in the following exemplary manner atstep 1028. Abar code reader 20d reads the order number (or license plate number) from thebar code 903 on the tote which contains the retrieved items. The packer then reads the bar code of each of the retrieved item and matches them with the items on the shipping order using theCPU 50 of thepackaging system controller 901. If a match is not found, or if an item is missing, theCPU 50 orwarehouse management system 902 generates a warning message which is provided to the packer on thedisplay 18c. Once the pick list is verified atstep 1028, thepackaging system controller 901 sends the order number back to thewarehouse management system 902 atstep 1030 with a request to retrieve all the data residing in the warehouse management system database that relates to the parts on the shipping order. Such data includes, but is not limited to, the weight, size, shape and fragility of the items. - The step of determining the packaging instructions (
step 1012 ofFigure 29 ) is preferably provided in the same manner to the steps illustrated inFigures 20-26b , wherein an expert system uses a knowledge base and data relating to the packaging material and the parts to be packaged to determined an optimized packaging solution. In addition, alternative intelligent type systems may be utilized, such as binary decision trees, fuzzy logic and a trained neural network. - The
packaging system 900 ofFigure 28 of the present invention may alternatively, or in addition to the use of if-then rules, incorporate cubing rules in the knowledge base. Generally, using the cubing concept, thepackaging system controller 901 ascertains the cubic volume of each item will occupy when properly packaged. The expert system then utilizes the various cubic volumes to determine their location and orientation within a selected packaging container to maximize the packaging efficiency and thus reduce the need for void fill and extra boxes. One exemplary method for implementing such an optimized cubing concept is taught inU.S. Patent 5,430,831 entitled "Method of Packing Rectangular Objects in a Rectangular Area or Space by Determination of Free Subareas or Subspaces", which is hereby incorporated by reference. The manner in which various cubes (i.e., parallelepiped volumes) are arranged in different ways to maximize the packaging efficiency is illustrated inFigures 31a-31d . In addition, cubing optimization products are commercially available such as OPTIPAK™ by Advanced Logistics Systems, Inc., Roche Harbor WA 98250. Such a cubing product may be incorporated into thepackaging system controller 901. Therefore in the above manner the packaging system utilizes the parts data from thewarehouse management system 902 and determines the packaging instructions that represent an optimized packaging methodology. -
Figure 32 is a functional block diagram illustrating additional packaging system functions. After using the determined instructions to control the packaging material generator (step 1014 ofFigure 29 ), thepackaging system controller 901, using data from the shipping order prints a shipping label atstep 1100 using theprinter 18b ofFigure 28 . Likewise, thepackaging system controller 901 uses the shipping order data to print out a bill-of-lading atstep 1102 using theprinter 18b. Using the shipping destination and the expected weight as dictated by the determined packaging instructions, thepackaging system controller 901 also generates the proper postage using the postage meter 18a ofFigure 28 atstep 1104. Thepackaging system controller 901 also generates production statistics and performs inventory control atsteps - The inventory control of
step 1108 is similar to the inventory control ofFigures 11 and12 and may be performed for each packaging station individually or centrally for all the packaging stations through communication of inventory consumption data from eachpackaging system controller 901 to thewarehouse management system 902. Similarly, thepackaging system 900 may provide productivity monitoring as illustrated previously inFigure 13 and which is briefly summarized inFigure 33 . The generation of production statistics (step 1106) includes the counting of the number of order packed per unit time atstep 1120 and the counting of the items packed per unit time atstep 1122. In addition, thepackaging system controller 901 also monitors the total weight of items packed atstep 1124 and calculates the average time required to complete an order and the average amount of packaging material consumed per order atsteps - The present invention provides for the effective and efficient packaging of parts. Since the packaging system provides packaging instructions for one or more parts, an inexperienced packer may efficiently package the one or more parts without wasting packaging materials, thus providing cost savings of about 25-50%.
- Although the invention has been shown and described with respect to certain preferred embodiments, it is obvious that equivalent alterations and modifications will occur to others skilled in the art upon the reading and understanding of this specification and the annexed drawings. In particular regard to the various functions performed by the above described components, the terms (including a reference to a "means") used to describe such components are intended to correspond, unless otherwise indicated, to any component which performs the specified function of the described component (i.e., that is functionally equivalent), even though not structurally equivalent to the disclosed structure which performs the function in the herein illustrated exemplary embodiments of the invention. In addition, while a particular feature of the invention may have been disclosed with respect to only one of the several embodiments, such feature may be combined with one or more other features of the other embodiments as may be desired and advantageous for any given or particular application.
Claims (10)
- A packaging system, comprising:a packaging material dispenser (12);a packaging system controller (16, 592, 901) for providing packaging instructions related to a part to be packaged and instructing the packaging material dispenser to dispense the packaging material;an inventory monitoring system that monitors consumption of the packaging material supplied by the packaging material dispenser as it is being consumed, updates an inventory value by the amount of packaging material consumed, saves the inventory value to a memory, compares the inventory value to a pre-determined re-order criteria, and automatically generates a re-order request if the inventory value satisfies the re-order criteria; anda communications apparatus for electronically transmitting the re-order request to an inventory distributor or a packaging material manufacturer at a location remote to the packaging material dispenser (12).
- A packaging system as set forth in claim 1, wherein the packaging material dispenser includes a cushioning conversion machine, a Styrofoam peanut generator or dispenser, a bubble-wrap generator or dispenser, a void fill generator, or an air pad machine.
- A packaging system as set forth in claim 1, wherein the inventory monitoring system is operable to generate a report based on the amount of packaging materials consumed.
- A packaging system as set forth in claim 1, comprising an input peripheral coupled to the packaging system controller for providing data to be used in providing packaging instructions related to a part to be packaged.
- A packaging system as set forth in claim 4, wherein the input peripheral includes at least one of a keyboard, a pointing device, a bar code reader, a microphone, a touch activated display, a scale, a pattern recognition device, and a part dimension measurement apparatus.
- A packaging system as set forth in claim 1, comprising a plurality of packaging material dispensers and respective packaging system controllers linked to a shared memory, whereby the inventory value stored in the memory is a global inventory value that takes into account the packaging material consumed by all of the packaging material dispensers.
- A system as set forth in claim 1, wherein the packaging system controller includes
means for initializing a variable representing an amount of packaging material in inventory;
means for calculating an amount of packaging material used in a packaging step;
means for decrementing the variable representing the amount of packaging material in inventory by the calculated amount of packaging material;
means for comparing the decremented variable of packaging material to the packaging material re-order criteria; and
means for generating the re-order request if the decremented variable satisfies the re-order criteria. - A method of packaging parts, comprising the steps of:identifying a part to be packaged;retrieving packaging instructions associated with the part to be packaged; andcontrolling a packaging material dispenser using the packaging instructions;monitoring consumption of the packaging material supplied by the packaging material dispenser as it is being consumed;updating an inventory value by the amount of packaging material consumed;saving the inventory value to a memory;comparing the inventory value to a pre-determined re-order criteria;automatically generating a re-order request if the inventory value satisfies the re-order criteria; andelectronically transmitting the re-order request to an inventory distributor at a location remote to the packaging material dispenser (12).
- A method as set forth in claim 8, wherein the method includes
initializing a variable representing an amount of packaging material in inventory;
calculating an amount of packaging material used in a packaging step; decrementing the variable representing the amount of packaging material in inventory by the calculated amount of packaging material;
comparing the decremented variable of packaging material to the packaging material re-order criteria; and
generating the re-order request if the decremented variable satisfies the re-order criteria. - A method as set forth in claim 8, wherein the monitoring step includes monitoring consumption of the packaging material supplied by a plurality of packaging material dispensers, and the updating step includes updating a global inventory value that takes into account the packaging material consumed by all of the packaging material dispensers.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US4934697P | 1997-06-11 | 1997-06-11 | |
| US49346P | 1997-06-11 | ||
| EP98931211A EP1009662A1 (en) | 1997-06-11 | 1998-06-11 | Cushioning conversion system and method |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98931211.1 Division | 1998-06-11 | ||
| EP98931211A Division EP1009662A1 (en) | 1997-06-11 | 1998-06-11 | Cushioning conversion system and method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1555208A1 EP1555208A1 (en) | 2005-07-20 |
| EP1555208B1 true EP1555208B1 (en) | 2011-02-16 |
Family
ID=21959317
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98931211A Ceased EP1009662A1 (en) | 1997-06-11 | 1998-06-11 | Cushioning conversion system and method |
| EP04076723A Expired - Lifetime EP1555208B1 (en) | 1997-06-11 | 1998-06-11 | Packaging system and method |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98931211A Ceased EP1009662A1 (en) | 1997-06-11 | 1998-06-11 | Cushioning conversion system and method |
Country Status (11)
| Country | Link |
|---|---|
| US (4) | US6877297B2 (en) |
| EP (2) | EP1009662A1 (en) |
| JP (1) | JP2002503191A (en) |
| KR (1) | KR100560119B1 (en) |
| CN (1) | CN1265628A (en) |
| AT (1) | ATE498552T1 (en) |
| AU (1) | AU741996B2 (en) |
| BR (1) | BR9810105A (en) |
| CA (1) | CA2293647A1 (en) |
| DE (1) | DE69842135D1 (en) |
| WO (1) | WO1998056663A1 (en) |
Families Citing this family (117)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1189812A1 (en) * | 1999-06-29 | 2002-03-27 | Ranpak Corp. | Packaging controller for cushioning producing system |
| US7296739B1 (en) * | 2000-03-31 | 2007-11-20 | Intel Corporation | Managing on-line transactions |
| WO2001084296A1 (en) * | 2000-04-28 | 2001-11-08 | Levine Michael C | Method and system for packing a plurality of articles in a container |
| DK174177B1 (en) * | 2000-08-16 | 2002-08-12 | Claus Thomsen | Device and method for netting trees |
| JP2002120909A (en) * | 2000-10-16 | 2002-04-23 | Meidensha Corp | Inventory control system |
| US20020059121A1 (en) * | 2000-11-14 | 2002-05-16 | Schneider Pamela R. | System and method for remote warehouse management |
| JP2002156181A (en) * | 2000-11-16 | 2002-05-31 | Yozan Inc | Refrigerator |
| US20050075949A1 (en) * | 2000-12-29 | 2005-04-07 | Uhrig Thomas C. | Method and system for analyzing and planning an inventory |
| JP2002288445A (en) * | 2001-03-26 | 2002-10-04 | Saidetsuku Kk | System for order reception and delivery of packing material |
| US20030004946A1 (en) * | 2001-06-28 | 2003-01-02 | Vandenavond Todd M. | Package labeling |
| US7085687B2 (en) * | 2001-07-23 | 2006-08-01 | Delphi Technologies, Inc. | Method and apparatus for manufacturing packaging optimization |
| US6920613B2 (en) * | 2001-08-27 | 2005-07-19 | Xerox Corporation | Video/text bi-directional linkage for software fault clearance applications |
| US20040039652A1 (en) * | 2001-09-07 | 2004-02-26 | Tighe Christopher Patrick | Automated requesting system |
| US6970855B2 (en) * | 2002-01-29 | 2005-11-29 | Pitney Bowes Inc. | Method and system for enterprise-level unassisted customer shipping |
| US20030200111A1 (en) * | 2002-04-19 | 2003-10-23 | Salim Damji | Process for determining optimal packaging and shipping of goods |
| US7346554B2 (en) * | 2002-05-01 | 2008-03-18 | Matsushita Electric Industrial Co., Ltd. | Online shopping system, information processing apparatus and method, and information processing program recording medium |
| DE10238831A1 (en) * | 2002-08-23 | 2004-03-11 | Siemens Ag | Method and device for process optimization |
| US20040044537A1 (en) * | 2002-08-27 | 2004-03-04 | Aberle Michael R. | System and method for determining a shipping configuration for a part |
| CN100457556C (en) * | 2002-11-01 | 2009-02-04 | 兰帕克公司 | Packaging system with void fill measurement |
| JP2004185115A (en) * | 2002-11-29 | 2004-07-02 | Honda Motor Co Ltd | Production planning management system |
| JP3866206B2 (en) * | 2003-02-28 | 2007-01-10 | 本田技研工業株式会社 | Kit parts production support device and program |
| US7366643B2 (en) * | 2003-03-20 | 2008-04-29 | Delphi Technologies, Inc. | System, method, and storage medium for determining a packaging design for a container |
| FR2856394B1 (en) * | 2003-06-23 | 2007-04-13 | Andre Zalkin & Cie Ets | APPARATUS AND METHOD FOR CONTAINER CLOSURE CONTROL AND ASSOCIATED MACHINE |
| US7908228B2 (en) * | 2003-07-31 | 2011-03-15 | Hewlett-Packard Development Company, L.P. | Accruals determination |
| US20050044171A1 (en) * | 2003-08-21 | 2005-02-24 | 3M Innovative Properties Company | Centralized management of packaging data having modular remote device control architecture |
| US20050050052A1 (en) * | 2003-08-20 | 2005-03-03 | 3M Innovative Properties Company | Centralized management of packaging data with artwork importation module |
| US7765175B2 (en) * | 2003-09-18 | 2010-07-27 | Optimum Power Technology, L.P. | Optimization expert system |
| US20050239033A1 (en) * | 2004-03-31 | 2005-10-27 | William Hatcher | Interactive training system for packing |
| US20060025883A1 (en) * | 2004-07-30 | 2006-02-02 | United Parcel Service Of America, Inc. | Integrated warehouse management system |
| DE602005012968D1 (en) * | 2004-08-04 | 2009-04-09 | Ranpak Corp | PACKAGING SYSTEM AND METHOD |
| US7311250B1 (en) * | 2004-09-23 | 2007-12-25 | Ncr Corporation | RFID weight-based security method with container compensation |
| US8789700B2 (en) * | 2004-10-01 | 2014-07-29 | Edge Medical Properties, Llc | System and method for communicating and inspecting a multiple tablet order |
| US8123036B2 (en) | 2004-10-01 | 2012-02-28 | Edge Medical Properties, Llc | Pill assembly for pill packaging and delivery systems |
| US9710866B2 (en) | 2005-09-30 | 2017-07-18 | Edge Medical, Llc | System and method for processing a multiple prescription order |
| US7584592B2 (en) * | 2005-08-04 | 2009-09-08 | Ranpak Corp. | Packaging system and method |
| US8275583B2 (en) * | 2005-09-16 | 2012-09-25 | Ford Motor Company | System and method of interactively optimizing shipping density for a container |
| US20070067146A1 (en) * | 2005-09-16 | 2007-03-22 | Velmurugan Devarajan | System and method of interactively optimizing shipping density for a container |
| DE102006007230A1 (en) * | 2006-02-15 | 2007-08-16 | Wolfgang STÖRIG | Machine e.g. pallet-wrap-stretch machine, operating method for e.g. coffee machine, involves checking whether identification data can be assigned to release quantity, and operating machine in mode when data can be assigned to quantity |
| WO2007082728A2 (en) | 2006-01-18 | 2007-07-26 | Stoerig Wolfgang | Method and device for operating a machine |
| US7684608B2 (en) * | 2006-02-23 | 2010-03-23 | Vistech Corporation | Tape and reel inspection system |
| US7873549B1 (en) * | 2006-03-27 | 2011-01-18 | Amazon Technologies, Inc. | Product dimension correction |
| WO2007115256A2 (en) * | 2006-04-01 | 2007-10-11 | Ranpak Corp. | Packaging system and method with freight rate analysis |
| US8695311B2 (en) * | 2006-04-26 | 2014-04-15 | Free-Flow Packaging International, Inc. | Apparatus for inflating and sealing packing cushions employing film recognition controller |
| US7299103B1 (en) * | 2006-07-12 | 2007-11-20 | Sealed Air Corporation (Us) | System and method for monitoring consumable usage in packaging machines |
| US20080134634A1 (en) * | 2006-12-07 | 2008-06-12 | Premark Feg L.L.C. | Packaging machine with hose down construction |
| US8393133B2 (en) * | 2007-05-31 | 2013-03-12 | Premark Feg L.L.C. | Package wrapping machine with item identifier based exception to default wrap settings |
| KR100876711B1 (en) * | 2007-08-23 | 2008-12-31 | 엘지전자 주식회사 | Service system and method of parts for refrigerator |
| US8340812B1 (en) | 2007-08-30 | 2012-12-25 | Amazon Technologies, Inc. | Optimization of packaging sizes |
| EP2268549B1 (en) * | 2008-03-31 | 2011-10-26 | Ranpak Corp. | Manually-assisted void-fill dunnage dispensing system and method |
| US20090258775A1 (en) | 2008-04-11 | 2009-10-15 | Chan Simon C S | Apparatus, systems and methods for producing cushioning material |
| US20090277139A1 (en) * | 2008-05-12 | 2009-11-12 | Storopack, Inc. | Automated System Of Protective Packaging |
| US9994346B2 (en) | 2008-05-30 | 2018-06-12 | Ranpak Corp. | Packaging system and method with controlled dunnage dispensing |
| US8997440B2 (en) * | 2008-11-24 | 2015-04-07 | Ranpak Corp. | Manually-assisted void-fill dunnage dispensing system and method |
| TWI395159B (en) * | 2008-12-22 | 2013-05-01 | Hi Life Int Co Ltd | Register method and system for displaying related information on monitor instantly |
| IT1392529B1 (en) * | 2008-12-31 | 2012-03-09 | Corradi | EQUIPMENT FOR THE DELIVERY AND INSERTION OF MATERIAL FOR PACKAGING IN CONTAINERS AND ITS METHOD. |
| US20100192083A1 (en) * | 2009-01-23 | 2010-07-29 | Robert Lang | System and Method for Providing Compliance Monitoring |
| US9731850B2 (en) * | 2009-02-10 | 2017-08-15 | Plastipak Packaging, Inc. | System and method for pressurizing a plastic container |
| US8296101B1 (en) * | 2009-02-12 | 2012-10-23 | United Parcel Service Of America, Inc. | Systems and methods for evaluating environmental aspects of shipping systems |
| CA2733472C (en) | 2009-09-29 | 2017-10-31 | The Procter & Gamble Company | Absorbent products having improved packaging efficiency |
| US8676549B2 (en) * | 2009-09-29 | 2014-03-18 | The Procter & Gamble Company | Method of maximizing shipping efficiency of absorbent articles |
| CN102142107B (en) * | 2010-01-29 | 2016-03-09 | 国际商业机器公司 | Logistics information disposal route and device |
| ES2439013T3 (en) * | 2010-07-14 | 2014-01-21 | Storopack Hans Reichenecker Gmbh | Procedure and arrangement to pack at least one item in a receptacle, and plurality of types of receptacle for shipping items |
| US20120022913A1 (en) * | 2010-07-20 | 2012-01-26 | Target Brands, Inc. | Planogram Generation for Peg and Shelf Items |
| DE102011000561A1 (en) * | 2011-02-08 | 2012-08-09 | B & W Solutions GmbH | Method and device for filling packages with a padding material in bulk form |
| US10435192B2 (en) | 2011-05-16 | 2019-10-08 | Edge Medical Properties, Llc | Multiple inspection system and method that inspects different medications |
| WO2012174027A1 (en) * | 2011-06-16 | 2012-12-20 | Ranpak Corp. | Dunnage conversion machine and method with downstream feed monitor |
| JP5494617B2 (en) * | 2011-10-26 | 2014-05-21 | 株式会社安川電機 | Robot system and method of manufacturing processed product |
| US9371147B2 (en) * | 2012-02-14 | 2016-06-21 | Storopack Hans Reichenecker Gmbh | Method and arrangement for packing at least one article in a container and plurality of types of containers for shipping articles |
| US8833037B2 (en) * | 2012-04-05 | 2014-09-16 | Carlisle Intangible Company | Single ply roofing membranes with multifunctional biodegradable release liner |
| US8867819B2 (en) | 2013-01-28 | 2014-10-21 | International Business Machines Corporation | Information technology asset location using visual detectors |
| CA2983858C (en) | 2013-02-13 | 2019-09-03 | Lantech.Com, Llc | Method and apparatus for wrapping a load supported by a load support |
| US9612583B1 (en) * | 2013-06-11 | 2017-04-04 | Amazon Technologies, Inc. | Packaging management |
| US9561590B1 (en) * | 2013-06-24 | 2017-02-07 | Redwood Robotics, Inc. | Distributed system for management and analytics of robotics devices |
| EP3461751B1 (en) * | 2013-08-05 | 2021-03-31 | Packsize LLC | Packaging material as a pick item |
| US11107023B2 (en) * | 2013-12-20 | 2021-08-31 | Ebay Inc. | Managed inventory |
| US11030571B2 (en) | 2013-12-20 | 2021-06-08 | Ebay Inc. | Managed inventory |
| CA3111412C (en) | 2014-01-14 | 2023-08-08 | Lantech.Com, Llc | Dynamic adjustment of wrap force parameter responsive to monitored wrap force and/or for film break reduction |
| DE102014106365B4 (en) * | 2014-05-07 | 2017-06-14 | Lachenmeier Aps | Packaging process for packaging a good |
| US10160177B2 (en) * | 2014-06-27 | 2018-12-25 | Pregis Intellipack Llc | Protective packaging device queue control |
| US9977423B2 (en) | 2015-12-23 | 2018-05-22 | Pregis Intellipack Llc | Rewind queue feature for protective packaging control |
| US9840347B1 (en) | 2014-12-17 | 2017-12-12 | X Development LLX | Adhering modular elements for packaging structures |
| US9828128B1 (en) * | 2014-12-17 | 2017-11-28 | X Development Llc | On-demand protective structures for packaging items in a container |
| US9536216B1 (en) * | 2014-12-18 | 2017-01-03 | Amazon Technologies, Inc. | Delivery of packages by unmanned aerial vehicles |
| US10887370B2 (en) * | 2014-12-18 | 2021-01-05 | Trading Technologies International, Inc. | Visual representation of a user interface |
| US10430858B1 (en) | 2014-12-31 | 2019-10-01 | Ebay Inc. | E-commerce replacement or replenishment of consumable |
| JP6577199B2 (en) * | 2015-02-09 | 2019-09-18 | 株式会社イシダ | Packaging system |
| JP6896379B2 (en) * | 2015-07-02 | 2021-06-30 | シールド・エアー・コーポレイション(ユーエス) | A system that provides an inflatable cushion |
| WO2017007948A1 (en) * | 2015-07-09 | 2017-01-12 | Boothman Jeff | Automated packing systems and methods |
| CA2999860C (en) | 2015-09-25 | 2020-10-20 | Lantech.Com, Llc | Stretch wrapping machine with automatic load profiling |
| CN108137256B (en) * | 2015-10-23 | 2020-12-15 | 兰帕克公司 | Dunnage system and method using a roll accumulator |
| US10227171B2 (en) | 2015-12-23 | 2019-03-12 | Pregis Intellipack Llc | Object recognition for protective packaging control |
| DE102016100133A1 (en) * | 2016-01-05 | 2017-07-06 | Deutsche Post Ag | Method for producing a padding |
| JP6630595B2 (en) * | 2016-03-01 | 2020-01-15 | 株式会社イシダ | Box packing equipment |
| EP3436362A4 (en) * | 2016-03-29 | 2019-08-21 | Sealed Air Corporation (US) | Providing packaging solutions and the corresponding packing materials |
| FR3051774B1 (en) | 2016-05-27 | 2020-10-09 | Gp System | DEVICE FOR PACKAGING A SHIMMING ELEMENT IN A CARTON |
| US10647454B2 (en) | 2016-07-22 | 2020-05-12 | Packsize Llc | Smart packaging wall |
| US10304348B2 (en) * | 2016-08-23 | 2019-05-28 | International Business Machines Corporation | System, method and computer program product for packing |
| WO2018080879A1 (en) | 2016-10-28 | 2018-05-03 | Illinois Tool Works Inc. | Wrapping machine and associated control system |
| DE102017102992A1 (en) * | 2017-02-15 | 2018-08-16 | Sig Technology Ag | A graph associated with a packaging facility |
| DE102017109736A1 (en) * | 2017-05-05 | 2018-11-08 | Storopack Hans Reichenecker Gmbh | Apparatus and method for cushioning at least one article in a container |
| IT201700098767A1 (en) * | 2017-09-04 | 2019-03-04 | Panotec Srl | METHOD AND SYSTEM FOR OPTIMIZED POSITIONING OF OBJECTS WITHIN A BOX |
| USD874529S1 (en) * | 2017-09-13 | 2020-02-04 | Ranpak Corp. | Dunnage conversion machine |
| AU2018338049B2 (en) | 2017-09-22 | 2021-12-23 | Lantech.Com, Llc | Load wrapping apparatus wrap profiles with controlled wrap cycle interruptions |
| DE102018107156A1 (en) * | 2018-03-26 | 2019-09-26 | Sprick Gmbh Bielefelder Papier- Und Wellpappenwerke & Co. | Winding device and padding winding system |
| CN108527940B (en) * | 2018-04-12 | 2020-01-21 | 曹芸畅 | Method for manufacturing packaging box |
| US11326886B2 (en) * | 2018-04-16 | 2022-05-10 | Apprentice FS, Inc. | Method for controlling dissemination of instructional content to operators performing procedures at equipment within a facility |
| USD889522S1 (en) * | 2018-07-16 | 2020-07-07 | Nuevopak Technology Company Limited | Cushioning material machine |
| DE102018007549A1 (en) * | 2018-09-24 | 2020-03-26 | Sprick Gmbh Bielefelder Papier- Und Wellpappenwerke & Co. | Drive mechanism for a packaging material strand winder, packaging material strand winder, wrapped packaging material cushion and method for producing the same |
| US11048479B2 (en) * | 2019-03-28 | 2021-06-29 | Sap Se | Software conversion simulation mode |
| CA3147094A1 (en) | 2019-09-09 | 2021-03-18 | Lantech.Com, Llc | Stretch wrapping machine with dispense rate control based on sensed rate of dispensed packaging material and predicted load geometry |
| WO2021055193A1 (en) | 2019-09-19 | 2021-03-25 | Lantech.Com, Llc | Packaging material grading and/or factory profiles |
| KR102352306B1 (en) | 2019-10-17 | 2022-01-17 | 조재근 | Box side taping device |
| US11414230B2 (en) * | 2020-04-21 | 2022-08-16 | Siemens Logistics Llc | Parcel packaging system and method |
| US11511417B1 (en) * | 2020-05-18 | 2022-11-29 | Amazon Technologies, Inc. | Conveyance modulation based on fragility ratings |
| KR20220049407A (en) | 2020-10-14 | 2022-04-21 | 삼성전자주식회사 | Display apparatus and control method thereof |
| US20220272050A1 (en) * | 2021-02-25 | 2022-08-25 | Zebra Technologies Corporation | Systems and methods for allocating resources to execute functions |
| US20240083647A1 (en) * | 2022-09-14 | 2024-03-14 | Roger Zatkoff Company | Foam packaging assembly |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4026198A (en) * | 1975-05-01 | 1977-05-31 | Ranpak Corporation | Cushioning dunnage mechanism, transfer cart therefor, and method |
| US4237776A (en) * | 1978-06-02 | 1980-12-09 | Ranpak Corporation | Cushioning dunnage mechanism |
| US4501106A (en) * | 1982-04-26 | 1985-02-26 | Hobart Corporation | Wrapping control system for film wrapping machine |
| JPS59116897A (en) | 1982-12-23 | 1984-07-05 | 株式会社東芝 | Digital controller |
| US4557716A (en) * | 1983-07-05 | 1985-12-10 | Ranpak Corp. | Mechanism for producing pad-like cushioning dunnage from sheet material |
| DE3410685A1 (en) * | 1984-03-23 | 1985-10-03 | Robert Bosch Gmbh, 7000 Stuttgart | SIZE PACKAGING MACHINE |
| US4717613A (en) * | 1984-05-10 | 1988-01-05 | Ranpak Corporation | Mechanism and method for producing cushioning dunnage |
| US4750896A (en) * | 1985-10-28 | 1988-06-14 | Ranpak Corp. | Method and mechanism for producing cushioning dunnage product |
| US4650456A (en) * | 1985-10-30 | 1987-03-17 | Ranpak Corp. | Mechanism for producing pad-like cushioning dunnage product from sheet material with separate stock roll cart |
| DE3709015A1 (en) | 1987-03-19 | 1988-10-20 | Fraunhofer Ges Forschung | Apparatus for the specifically oriented and positioned deposition of small articles |
| EP0347586B1 (en) | 1988-06-18 | 1993-12-08 | Focke & Co. (GmbH & Co.) | Device for transporting packaging material to a packaging machine |
| US4937131A (en) | 1989-03-15 | 1990-06-26 | Ranpak Corp. | Cushioning dunnage pad with stitching perforations |
| US4922687A (en) * | 1989-04-24 | 1990-05-08 | Hewlett-Packard Company | Automated packaging loose fill system |
| US4968291A (en) * | 1989-05-03 | 1990-11-06 | Ranpak Corp. | Stitching gear assembly having perforating projections thereon, for use in converter adapted to produce pad-like cushioning material, and method |
| US5088972A (en) | 1989-11-02 | 1992-02-18 | Eco-Pack Industries, Inc. | Folding and crimping apparatus |
| JPH0430953A (en) | 1990-05-23 | 1992-02-03 | Fujitsu Ltd | Manufacturing/purchasing control process |
| US5590046A (en) * | 1990-10-31 | 1996-12-31 | The Boeing Company | Automated floor panel workcell |
| US5105600A (en) * | 1990-12-11 | 1992-04-21 | Eastman Kodak Company | Flexible apparatus and method for erecting and loading cases |
| US5430831A (en) | 1991-03-19 | 1995-07-04 | Koninklijke Ptt Nederland N.V. | Method of packing rectangular objects in a rectangular area or space by determination of free subareas or subspaces |
| DE4118323A1 (en) | 1991-06-04 | 1992-12-17 | Knapp Logistik Automation | PICKING METHOD |
| EP0549806B1 (en) * | 1991-07-12 | 1997-03-05 | ISHIDA CO., Ltd. | Bag making-wrapping machine |
| US5311438A (en) | 1992-01-31 | 1994-05-10 | Andersen Consulting | Integrated manufacturing system |
| WO1994008850A1 (en) * | 1992-10-08 | 1994-04-28 | Ishida Co., Ltd. | System for integrating machines |
| AU1182895A (en) | 1993-11-19 | 1995-06-06 | Ranpak Corp. | A packaging program |
| US5699259A (en) * | 1995-03-01 | 1997-12-16 | Siemens Business Communication Systems, Inc. | Inventory control procedure |
| US5655356A (en) * | 1995-12-28 | 1997-08-12 | Wrap-It-Up, Inc. | Automatic package wrapping machine |
| JPH09282374A (en) * | 1996-04-16 | 1997-10-31 | Matsushita Electric Ind Co Ltd | Mounting factory management support system |
-
1998
- 1998-06-11 CA CA002293647A patent/CA2293647A1/en not_active Abandoned
- 1998-06-11 BR BR9810105-6A patent/BR9810105A/en active Search and Examination
- 1998-06-11 AT AT04076723T patent/ATE498552T1/en not_active IP Right Cessation
- 1998-06-11 WO PCT/US1998/011598 patent/WO1998056663A1/en active IP Right Grant
- 1998-06-11 EP EP98931211A patent/EP1009662A1/en not_active Ceased
- 1998-06-11 EP EP04076723A patent/EP1555208B1/en not_active Expired - Lifetime
- 1998-06-11 DE DE69842135T patent/DE69842135D1/en not_active Expired - Lifetime
- 1998-06-11 US US09/096,123 patent/US6877297B2/en not_active Expired - Lifetime
- 1998-06-11 KR KR1019997011736A patent/KR100560119B1/en not_active IP Right Cessation
- 1998-06-11 CN CN98807917A patent/CN1265628A/en active Pending
- 1998-06-11 JP JP50289699A patent/JP2002503191A/en not_active Ceased
- 1998-06-11 AU AU81391/98A patent/AU741996B2/en not_active Ceased
-
2001
- 2001-09-28 US US09/966,307 patent/US20020007618A1/en not_active Abandoned
-
2005
- 2005-01-19 US US11/038,693 patent/US20050150192A1/en not_active Abandoned
-
2009
- 2009-12-14 US US12/637,402 patent/US8683777B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| US20020007618A1 (en) | 2002-01-24 |
| US20050150192A1 (en) | 2005-07-14 |
| BR9810105A (en) | 2000-08-08 |
| CN1265628A (en) | 2000-09-06 |
| AU741996B2 (en) | 2001-12-13 |
| ATE498552T1 (en) | 2011-03-15 |
| US6877297B2 (en) | 2005-04-12 |
| US20010017023A1 (en) | 2001-08-30 |
| DE69842135D1 (en) | 2011-03-31 |
| JP2002503191A (en) | 2002-01-29 |
| EP1555208A1 (en) | 2005-07-20 |
| US20100089011A1 (en) | 2010-04-15 |
| WO1998056663A1 (en) | 1998-12-17 |
| KR20010013721A (en) | 2001-02-26 |
| AU8139198A (en) | 1998-12-30 |
| CA2293647A1 (en) | 1998-12-17 |
| EP1009662A1 (en) | 2000-06-21 |
| KR100560119B1 (en) | 2006-03-13 |
| US8683777B2 (en) | 2014-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1555208B1 (en) | Packaging system and method | |
| US5479756A (en) | Apparatus integrating system | |
| US6524230B1 (en) | Packing material product and method and apparatus for making, monitoring and controlling the same | |
| CN107074389B (en) | Comprehensive protective packaging control | |
| US7584592B2 (en) | Packaging system and method | |
| JP5448809B2 (en) | Automatic storage and distribution system | |
| AU2005271501B2 (en) | Packaging system and method | |
| US6721762B1 (en) | Method and system for packing a plurality of articles in a container | |
| EP1019245B1 (en) | System and method for monitoring packaging material conversion machines | |
| US20080110129A1 (en) | Ice bagging system and method | |
| EP2007632B1 (en) | Packaging system and method with freight rate analysis | |
| US7228199B2 (en) | Bulk inventory network system | |
| CN108573570B (en) | Vending machine and vending system | |
| US5778631A (en) | Automated cushioning producing and dispening system | |
| EP1189812A1 (en) | Packaging controller for cushioning producing system | |
| MXPA99011559A (en) | Cushioning conversion system and method | |
| KR19980070235A (en) | Package quality determination system and package return system | |
| Clark | Cell control in process industries: food, paper, and pharmaceutical |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20040701 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1009662 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU NL PT SE |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20051208 |
|
| 17Q | First examination report despatched |
Effective date: 20051208 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 55/20 20060101AFI20100902BHEP Ipc: G05B 19/418 20060101ALI20100902BHEP Ipc: B65B 57/00 20060101ALI20100902BHEP |
|
| RTI1 | Title (correction) |
Free format text: PACKAGING SYSTEM AND METHOD |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1009662 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FI FR GB GR IE IT LI LU NL PT SE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 69842135 Country of ref document: DE Date of ref document: 20110331 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 69842135 Country of ref document: DE Effective date: 20110331 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20110216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110616 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110527 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110517 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20111117 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 69842135 Country of ref document: DE Effective date: 20111117 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110630 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110611 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110216 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110611 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20170621 Year of fee payment: 20 Ref country code: DE Payment date: 20170621 Year of fee payment: 20 Ref country code: GB Payment date: 20170620 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 69842135 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20180610 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20180610 |