EP1563134B1 - Vorrichtung zum durchstr menden oder beaufschlagenden behand eln von bahnf rmiger ware - Google Patents
Vorrichtung zum durchstr menden oder beaufschlagenden behand eln von bahnf rmiger ware Download PDFInfo
- Publication number
- EP1563134B1 EP1563134B1 EP03796001A EP03796001A EP1563134B1 EP 1563134 B1 EP1563134 B1 EP 1563134B1 EP 03796001 A EP03796001 A EP 03796001A EP 03796001 A EP03796001 A EP 03796001A EP 1563134 B1 EP1563134 B1 EP 1563134B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet
- metal
- drum
- rings
- strips
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B13/00—Machines and apparatus for drying fabrics, fibres, yarns, or other materials in long lengths, with progressive movement
- F26B13/10—Arrangements for feeding, heating or supporting materials; Controlling movement, tension or position of materials
- F26B13/14—Rollers, drums, cylinders; Arrangement of drives, supports, bearings, cleaning
- F26B13/16—Rollers, drums, cylinders; Arrangement of drives, supports, bearings, cleaning perforated in combination with hot air blowing or suction devices, e.g. sieve drum dryers
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B23/00—Component parts, details, or accessories of apparatus or machines, specially adapted for the treating of textile materials, not restricted to a particular kind of apparatus, provided for in groups D06B1/00 - D06B21/00
- D06B23/02—Rollers
- D06B23/025—Perforated rollers
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/60—Cylinder moulds
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F3/00—Press section of machines for making continuous webs of paper
- D21F3/02—Wet presses
- D21F3/10—Suction rolls, e.g. couch rolls
- D21F3/105—Covers thereof
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F5/00—Dryer section of machines for making continuous webs of paper
- D21F5/18—Drying webs by hot air
- D21F5/182—Drying webs by hot air through perforated cylinders
- D21F5/184—Surfaces thereof
Description
- Es ist eine Trommelmantelkonstruktion nach der DE-A-100 01 535 bekannt, bei der zur Bildung des Trommelmantels zwischen den Böden der Trommel Blechstreifen ungebogen sich von Boden zu Boden gerade erstrecken, deren Breitenausdehnung sich im wesentlichen in radialer Richtung erstrecken, und zwischen den Blechstreifen gleichmäßig über die Länge der Trommel verteilt an den Blechstreifen gehaltene Blechringe angeordnet sind, wobei Blechstreifen und Blechringe ineinander schiebbar sind und dazu sowohl die Blechstreifen als auch die Blechringe mit radial gerichteten Einschubschlitzen versehen sind.
- Die vorbekannte Mantelkonstruktion einer durchlässigen Trommel ist vorzugsweise zum hydrodynamischen Vernadeln von Vliesen und dgl. vorgesehen. Dabei schießen harte Wasserstrahlen nur entlang einer Trommelmantellinie gegen die Trommel, jedenfalls tritt eine Flächenbelastung über den Umfang der Trommel nicht auf. Deshalb stört es weniger, dass diese Mantelstruktur labil ist. Wenn dagegen eine Mantelstruktur zum Wärmebehandeln von Textilgut dienen soll, wobei zum durchströmenden Behandeln das Textilgut, Vlies, Tissue oder Papier über eine größere Mantelfläche auf der Trommel aufliegt und unter Flächendruck mit einem gasförmigen in der Vorrichtung umgewälzten Behandlungsmittel beaufschlagt wird, ist diese labile Konstruktion nicht mehr geeignet.
- In diesem Zusammenhang ist dagegen auf die EP-A-0 315 961 zu verweisen, nach der zwischen den längs sich erstreckenden Blechstreifen einstückige Verbindungselemente angeordnet sind, die dem Sollabstand der unmittelbar benachbarten Blechstreifen entsprechend breit ausgebildet und beidseitig mit dem angrenzenden Blechstreifen mittels einer Schraube fest verbunden sind. Diese Mantelstruktur hat mit Vorteil auch eine maximal offene Mantelfläche, sie ist auch solide und dauerhaft stabil, jedoch auch teuer in der Herstellung. Dies gilt auch für die Vorrichtung nach der EP-A-0 678 613, bei der neben der offenen Mantelstruktur zusätzlich eine gelochte Siebtrommel radial einwärts unter der genannten offenen Mantelkonstruktion angeordnet ist, dort aber wegen des erzeugten Luftwiderstandes zur Erzielung einer gleichmäßigen Durchströmen der Warenbahn über die Arbeitsbreite dient.
- Eine einfachere und damit preiswertere Mantelstruktur offenbart die EP-A-0 753 619, nach der zwischen dem Siebbelag und dem Trommelmantel als Unterzug zur Erhöhung des Abstandes zwischen einer Siebtrommel und dem Siebbelag allein parallel über die ganze Länge der Trommel von Boden zu Boden sich gerade erstreckende, U-förmig aufgebogene Blechstreifen mit Abstand voneinander angeordnet sind, deren jeweiliger Boden mit dem Blechtrommelmantel verschraubt ist. Diese Mantelkonstruktion gewährleistet eine hohe Luftdurchlässigkeit für das Textilgut und erzeugt auch einen ausreichenden Staudruck außerhalb der Trommel aufgrund der gelochten Siebtrommel, es ist aber die erforderliche Beulsteifigkeit der Siebtrommel bei hohen Luftdruckbelastungen der Trommel nicht gewährleistet. Der eigentlich nur normal gelochte Trommelmantel ist im Bereich des Wechsels zwischen dem Bereich, in dem die Warenbahn auf der Trommel aufliegt und aufgrund des Luftdrucks durchlüftet wird, und dem Bereich, wo die Innenabdeckung den Trommelmantel gegen den Luftdruck innen abdeckt, einer hohen Belastungsschwankung unterworfen, die eine Verformung der Trommel bewirkt, die die Trommel unrund werden lässt.
- Es liegt der Erfindung die Aufgabe zugrunde, eine Trommelmantelkonstruktion zu finden, die sowohl eine hohe Luftdurchlässigkeit für das auf dem Siebgewebe aufliegende Textilgut gewährleistet als auch eine hohe Steifigkeit der Mantelstruktur garantiert, ohne dass sie so aufwendig gebaut werden muss, wie es der Stand der Technik nach den beiden oben zunächst genannten EP-Dokumenten offenbart.
- Ausgehend von einer Trommelmantelkonstruktion anfangs genannter Art wird die Lösung der Aufgabe darin gesehen, dass die freien Flanken der Einschubschlitze der Blechstreifen und auch der Blechringe durch zumindest jeweils eine zusätzliche Verbindungslasche miteinander fest verbunden sind. Um dies zu bewirken sind in Höhe der vorgesehenen Verbindungslaschen sowohl in dem Blechring als auch senkrecht dazu in dem Blechstreifen angepasste Öffnungen eingebracht, durch die die Verbindungslasche schiebbar und dann mit den Flanken der Schlitze durch Schrauben oder Nieten mechanisch verbindbar ist. Es reicht durchaus jeweils eine Verbindungslasche, besser ist es jedoch die Wandung des Blechstreifens oder Blechrings in Höhe der Einschubschlitze beidseitig mit einer solchen Lasche zu bedecken, die Öffnungen also entsprechend zu dimensionieren, und dann die jeweils drei Bleche miteinander zu verschrauben. Die Klemmwirkung der Flansche ist durch die Schrauben od. dgl. erzeugt, doch die genaue Parallel-Justierung des Abstandes der jeweiligen Schlitzflanken kann bewirkt werden, wenn die eingebrachten Schrauben mit einem Excenter versehen sind und dann durch Drehen des Schraubenkopfes der noch nicht fest angezogenen Schraube der Excenter in der in den Blechstreifen oder Blechringen eingebrachten kreisrunden Öffnung im Sinne eines Ausrichtens der Flansche wirksam wird.
- Die von Boden zu Boden sich gerade erstreckenden Blechstreifen sollten an ihrer radial außen angeordneten Kante ohne Schlitze versehen sein, denn jedenfalls auf dieser Kante liegt das Siebgewebe auf und ist damit über die ganze Länge der Trommel ununterbrochen unterstützt. Dagegen müssen dann die Blechringe auf ihrer radialen Außenkante mit den passenden Einschubsschlitzen versehen sein. Die radiale Höhe der Blechstreifen und -ringe kann gleich sein, es ist aber besser, die Blechringe um eine geringes Maß kleiner herzustellen, damit das Siebgewebe nur auf den Außenkanten der Blechstreifen aufliegt. Dementsprechend sind die Schlitztiefen in die Streifen und Ringen einzubringen. Die Länge der Schlitze sollte auch derart sein, das die Blechstreifen möglichst unvermindert in ihrer Steifigkeit verbleiben, also die Schlitze an ihrer Unterkante nur gering in der Länge dimensioniert werden, während dann die entsprechenden Schlitze der Blechringe länger sein müssen. Die daraus folgende Minderung der Stabilität der Ringe ist ohne Bedeutung, da diese Ringe nur für die Rundsteifigkeit der Trommel dienlich sind, während die Streifen zusätzlich die unter Luftdruck stehende Warenbahn tragen müssen.
- Die Außenkanten der Blechstreifen tragen also das Siebgewebe, auf dem das zu behandelnde Textilgut od. dgl. aufliegt. Es ist zweckmäßig, die beiden Längskanten der Außenkante der Blechstreifen zumindest zu entgraten, besser zu runden, um eine unnötige zerstörende Reibung zwischen dem Siebgewebe und der Abstützung zu vermeiden. Diese rundende Bearbeitung der Längskanten ist aber sehr aufwendig, weswegen die Erfindung weiterhin vorschlägt, die Blechstreifen der Trommel aus einem gebogenen Blech herzustellen, deren Biegekante die Außenkante des Blechstreifens bildet. Die beiden Flansche des gebogenen Bleches sollten fest aneinander liegen, womit auch die Steifigkeit, die Stabilität der Trommel insgesamt erhöht ist.
- Der aus der verschraubten Blechstreifenkonstruktion bestehende Mantel der Siebtrommel ist in seiner ganzen Fläche in sich biegestabil. Es kann aber aus Gründen der gleichmäßigen Verteilung der zuzuführenden Luft notwendig sein, auf der Außenseite der Trommel einen Staudruck zu erzeugen. Dieser wird selbstverständlich bereits durch die vorgeordnete Siebdeck erzeugt, besser ist es jedoch, wie bei der EP-A-0 678 613 radial unterhalb der Blechstreifenstruktur eine gelochte Siebtrommel anzuordnen, auf der sich dann die Blechstreifenstruktur abstützt. Diese sollte aber mit der Siebtrommel ebenfalls verschraubt sein, wozu einzelne rechtwinklige Metallbügel vorteilhaft sind.
- Eine Vorrichtung der erfindungsgemäßen Art ist in der Zeichnung beispielhaft dargestellt. Anhand dieser Beispiele sollen noch weitere vorteilhafte und erfinderische Details der Trommelkonstruktion erläutert werden. Es zeigen:
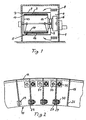
- Fig. 1
- im Querschnitt eine übliche Siebtrommelkonstruktion mit der längs geschnittenen Siebtrommel,
- Fig. 2
- in einer Ausschnittvergrößerung der Trommelmantel mit den Blechstreifen im Querschnitt,
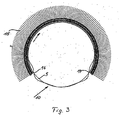
- Fig. 3
- die Gesamttrommel im Querschnitt mit der Druckverteilung aufgrund des sich einstellenden Luftdruckes und der sich daraus ergebenden Biegebeanspruchung des Trommelmantels,
- Fig. 4
- bis 8 die Blechstreifenstruktur des Trommelmantels in Einzelteilen und perspektivisch,
- Fig. 9
- ein Blechstreifen in der Ansicht mit den senkrecht dazu verlaufenden Blechringen im Querschnitt,
- Fig. 10
- die Blechstreifenstruktur nach Fig. 9 in der Draufsicht,
- Fig. 11
- der Trommelmantel ähnlich Fig. 2 mit einer anderen Ausführungsform der Blechstreifen und
- Fig. 12
- die Blechstreifenstruktur ähnlich Fig. 10 mit der mechanischen Befestigung des Blechstreifenmantels an der Siebtrommel.
- Eine Siebtrommelvorrichtung zum Wärmebehandeln besteht grundsätzlich aus einem etwa rechteckigen Gehäuse 1, das durch eine Zwischenwand 2 in einen Behandlungsraum 3 und einen Ventilatorraum 4 unterteilt ist. Im Behandlungsraum 3 ist die luftdurchlässige Trommel 5 und konzentrisch zu dieser im Ventilatorraum 4 ein Ventilator 6 drehbar gelagert. Selbstverständlich kann der Ventilatorraum auch in einem von dem Trommelgehäuse 1 abgetrennten, hier nicht dargestellten, gesonderten Ventilatorgehäuse angeordnet sein. Jedenfalls setzt der Ventilator das Innere der Trommel 5 unter Saugzug und gibt die erhitzte Luft über eine Siebdecke 7, die als Staudeck dient, gleichmäßig verteilt über die Trommellänge in den Behandlungsraum 3.
- Die neue Trommelkonstruktion ist auch an einer Nassbehandlungsvorrichtung, die auch nur zum Absaugen von Flüssigkeit dienen kann, Gegenstand des Patentes. Die Gesamtkonstruktion ist dann entsprechend anzupassen.
- Gemäß der Fig. 1 sind ober- und unterhalb des Ventilators 6 jeweils Heizaggregate 8 angeordnet, die aus mit Heizmedium durchflossenen Rohren bestehen. Die Trommel ist in dem nicht vom Textilgut 9 bedeckten Bereich innen von einer hier unten angeordneten Innenabdeckung 10 gegen den Saugzug abgedeckt. Der tragende Mantel der Trommel 5 ist durch die weiter unten beschriebene Blechstreifenstruktur 11 gebildet. Diese ist außen von einem feinmaschigen Sieb 12 umschlungen, das an den Stirnseiten der Trommel, an den beiden Böden 13, 14 gespannt gehalten ist.
- Auf dem Siebgewebe 12, auf dem Mantel der Trommel 5 liegt das zu behandelnde Textilgut 9 unter einer von der beschleunigten Luft erzeugten Druckbelastung auf. Die rund um die Trommel wirkende Druckbelastung 15 ist in der Fig. 3 schematisch dargestellt. Da das Textilgut 9 aber den Umfang der Trommel 5 nur teilweise bedeckt, ist in dem Bereich 10, in dem die Trommel 5 nicht vom Textilgut bedeckt ist, von innen abgedeckt, folglich wirkt dort auf dem Mantel kein wirksamer Luftdruck, wie es in Fig. 3 dargestellt ist. Dieser wegen der Drehung der Trommel entstehende laufende Lastwechsel insbesondere zu Beginn 16 der Innenabdeckung und an deren Ende 17 bewirkt zumindest auf Dauer eine Veränderung der Rundlaufgenauigkeit des Trommelmantels. Dies hat zur Folge, dass das Textilgut oder das Tissue oder Papier nicht mehr gleichmäßig oder vollflächig auf dem Trommelmantel aufliegt. Es bilden sich in der Ware Falten, die Trommel wird auf die Dauer unbrauchbar.
- Um die Biegesteifigkeit der Trommel zu erhöhen, ist eine Blechstreifenstruktur entwickelt worden, deren Prinzip aus den Fig. 4 - 8 hervorgeht. Die Trommel 5 nach Fig. 4 hat einen kleinen Durchmesser im Verhältnis zu seiner Länge. Das ist anders, wenn es eine Konstruktion zur Wärmebehandlung einer Warenbahn geht. Die Trommel 5 besteht aus einer in sich steifen Blechstreifenkonstruktion, die aus den Blechringen 18 nach Fig. 5 und den über die ganze Länge der Trommel sich erstreckenden Blechstreifen 19 nach Fig. 6 besteht. Die Stärke der Bleche für die Blechringe und Blechstreifen kann 4 oder auch 5 mm und deren Abstand 40 mm oder mehr sein. Die Dimensionen richten sich nach der gewünschten und notwendigen Stabilität der Walze.
- Die Blechstreifen 19 sind gemäß Fig. 7 auf der gleichen radialen Höhe wie die Blechringe 18 angeordnet, die Außenkanten 20 und 21 bilden also die äußere Umfangsfläche der Trommel und tragen das Siebgewebe 12, das links in Fig. 4 in der Draufsicht dargestellt ist. Im kreisförmigen Ausschnitt 23 der Fig. 4 ist vergrößert die Mantelkonstruktion mit den sich rechtwinklig kreuzenden Blechstreifen 19 und Blechringen 18 und in dem Ausschnitt 24 ist die Draufsicht auf die Trommel 5 ohne das Siebgewebe 12 dargestellt. Noch vorteilhafter für die markierungsfreie Behandlung von Warenbahnen ist es, wenn die Blechstreifen 19 mit ihrer Außenkante 20 gegenüber den Blechringen 18 radial vorstehen. Dies ist in der Fig. 8 dargestellt.
- Die Blechringe 18 weisen radial außen einzelne mit gleichbleibendem Abstand voneinander angeordnete Einschubschlitze 25 auf, die exakt radial ausgerichtet sind. Die Breite der Einschubschlitze entspricht dem Querschnitt der Blechstreifen 19, derart dass die Blechstreifen in die -ringe einbringbar und damit fest in den Blechringen gehalten sind.
- Die Blechstreifen 19 nach Fig. 6 weisen radial innen dementsprechende Einschubschlitze 26 mit gleichbleibendem Abstand auf, die genau rechtwinklig zur Kante 20 der Blechstreifen 19 eingebracht sind. Auch die Breite dieser Einschubschlitze 26 entspricht dem Querschnitt der Blechringe 18, derart dass die Blechstreifen 19 gemäß Fig. 7 bis zur Außenkante 21 der Blechringe 18 einbringbar und damit fest in den Blechringen 18 gehalten sind. Die radiale Tiefe der Einschubschlitze 25 und 26 ist etwa bis zur Hälfte der radialen Höhe der Streifen 19 und Ringe 18, so dass sowohl die Außen- als auch die Innenfläche der Trommelkonstruktion von beiden sich kreuzenden Blechen gebildet ist. Die Innenfläche der Trommel kann aber auch nur von den Ringen 18 gebildet sein, während die Außenfläche mit Vorteil auch nur von den Blechstreifen 19 gebildet sein kann.
- Aus der Fig. 7 ist ersichtlich wie die Blechringe 18 und -streifen 19 im Montagezustand ineinander greifen. Je nach Passgenauigkeit der Schlitze 25, 26 und der Dicke der Bleche kann die Konstruktion allein aufgrund der Reibung der Bleche gegeneinander ausreichend stabil sein. Dies hängt aber von dem Verwendungszweck der Trommel ab. Es ist hier vorgesehen, die Bleche an den Schlitzlängskanten miteinander zu verschrauben wie es bezüglich der Figuren 2 und 9 - 12 beschrieben ist.
- Die Darstellung in der Fig. 8 entspricht der nach Fig. 2, nur mit dem Unterschied, dass die Blechstreifenstruktur 11 nach Fig. 2 eine in sich stabile, selbsttragende Konstruktion ist. Dazu sind jeweils die Blechstreifen 19 im Bereich ihrer unten angeordneten Schlitze 26, dazu sind die Flanken 26', 26" der Schlitze 26 durch das Material der Blechringe 18 hindurch mechanisch verbunden. Das könnte man natürlich auch mittels Schweißnähten machen, jedoch würden diese wegen der beim Schweißen entstehenden Hitze das Gefüge des Materials der Streifen verändern, die Trommeln würden sich verziehen. Hier sind dagegen Verbindungslaschen 27, 31 vorgesehen, die im Bereich der jeweiligen Schlitze 25, 26 die Flanken 25', 25" und 26', 26" der Schlitze wieder miteinander verbinden. Da dazu die jeweilige Wandung des benachbarten Streifens im Wege ist, muss in diese Wandung eine Öffnung 28, 29 geschnitten sein, durch die die Verbindungslaschen 27, 31 schiebbar sind. Die Öffnungen 29 in den Blechringen 18 sind aus Fig. 2 und die Öffnungen 28 in den Blechstreifen 19 aus der Fig. 9 zu entnehmen. Sie sind immer so eingebracht, dass die mechanische Laschenverbindung an den äußeren Enden der Schlitze 25, 26 erfolgen kann. Insofern sind gemäß Fig. 2 die radial inneren Schlitze 26 der Blechstreifen 19 durch Laschen 27 mit Schrauben 30 verankert. Dagegen sind gemäß Fig. 9 die längeren radial äußeren Schlitze 25 der Blechringe 18 durch Laschen 31 mit Schrauben 32 verankert. Die Laschen 27 werden durch die Öffnungen 29 in den Blechringen 18 geschoben, während die Laschen 31 durch Öffnungen 28 in den Blechstreifen 19 geschoben werden. Zweckmäßigerweise sind auf beiden Seiten des jeweiligen Streifens oder Ringes solche Verbindungslaschen eingebracht, um die Stabilität der Streifenstruktur 11 zu erhöhen. Die Schrauben 30, 32 können auch durch Nieten 33 ersetzt werden. Um eine genaue Parallel-Justierung der Schlitzflansche 25', 25"; 26', 26" zu ermöglichen, ist gemäß der Ausschnittvergrößerung der Fig. 10 der Bolzen der Schraube 32 mit einem Excenter 32' versehen, so dass bei noch nicht fest angezogner Schraube 32 beim Drehen des Schraubenkopfes der Schraube 32 mittels des Excenters 32' die Flansche 25', 25" gegeneinander gezogen und parallel ausgerichtet werden können. Dies gilt insbesondere für die längern Schlitze 25 in den Blechringen 18.
- Die Fig. 11 entspricht der Darstellung in Fig. 2. Die Verbindung der Blechstreifen mit den Blechringen ist dort fortgelassen. In der Konstruktion nach Fig. 11 und 12 ist neben der Blechstreifenstruktur 11 eine weitere gelochte Siebtrommel 34 vorgesehen, die radial einwärts der Blechstreifenstruktur 11 unmittelbar an den unteren Kanten der Blechstreifen 19 anliegt. Diese sollte ebenfalls mit der Blechstreifenstruktur 11 mechanisch verbunden sein, und zwar mittels Schrauben 35, 36, die durch Winkeleisen 37 und dann durch Steg und Trommel oder Ring und Trommel greifen. Die Winkeleisen 37 sind ebenfalls zur Luftdurchströmung gelocht, wie es aus Fig. 11, Bezugszeichen 38 hervorgeht.
- Die Fig. 11 offenbart noch eine unterschiedliche Konstruktion der Blechsteifen. Diese sind aus einem gebogenen Blech gebildet, und zwar derart dass die beiden Flansche 39, 40 um 180° gegeneinander gebogen fest aneinander liegen, und zusammen den radial außen aufgrund der Biegung abgerundeten Blechstreifen 41 bilden. Dies hat den Vorteil der größeren Stabilität des aus ggf. einem dünneren Blech gefertigten Blechstreifens 41, aber er weist auch eine runde obere Außenkante 20' für die verschleißfreiere Auflage des Siebgewebes 12 auf.
Claims (21)
- Vorrichtung zum durchströmenden oder beaufschlagenden Behandeln von Textilgut, Vlies, Tissue oder Papier mit einem gasförmigen oder flüssigen in der Vorrichtung ggf. auch umgewälzten Behandlungsmittel mit einer unter Saugzug stehenden, stirnseitig Böden aufweisenden, durchlässigen Trommel, die dem Gut als Transport- und Unterstützungselement dient und welche an ihrem Umfang dazu mit einem siebförmigen Belag bedeckt ist, wobei zur Bildung des Trommelmantels zwischen den Böden der Trommel Blechstreifen ungebogen sich von Boden zu Boden gerade erstrecken, deren Breitenausdehnung sich im wesentlichen in radialer Richtung erstrecken, und zwischen den Blechstreifen gleichmäßig über die Länge der Trommel verteilt an den Blechstreifen gehaltene Blechringe angeordnet sind, wobei Blechstreifen und Blechringe ineinander schiebbar sind und dazu sowohl die Blechstreifen als auch die Blechringe mit radial gerichteten Einschubschlitzen versehen sind, dadurch gekennzeichnet, dass die freien Flanken (25', 25"; 26', 26") der Einschubschlitze (25, 26) der Blechstreifen (19, 41) und auch der Blechring (18) durch zumindest jeweils eine zusätzliche Verbindungslasche (27, 31) fest miteinander verbunden sind.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass zur Verbindung der Flansche (26', 26") der Schlitze (26) des Blechstreifens (19, 41) der zugeordnete Blechring (18) mit einer Öffnung (29) versehen ist, durch den zumindest eine Verbindungslasche (27) schiebbar ist zur mechanischen Verbindung der benachbarten Blechstreifenflansche (26', 26").
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass zur Verbindung der Flansche (25', 25") der Schlitze (25) des Blechringes (18) der zugeordnete Blechstreifen (19, 41) mit einer Öffnung (28) versehen ist, durch den zumindest eine Verbindungslasche (31) schiebbar ist zur mechanischen Verbindung der benachbarten Blechringflansche (25', 25").
- Vorrichtung nach Anspruch 1 - 3, dadurch gekennzeichnet, dass auf beiden Seiten des Blechringes (18) oder des Blechstreifens (19, 41) in Höhe der jeweiligen Schlitze (25, 26) jeweils eine Verbindungslasche (27, 31) angeordnet ist.
- Vorrichtung nach einem der Ansprüche 1 - 4, dadurch gekennzeichnet, dass die jeweilige Verbindungslasche (27, 31) mit Schrauben (30, 32) und/oder Nieten (33) an den zugeordneten Flanschen befestigt ist.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass die Schraube (32) mit einem Excenter (32') versehen ist, mit dem die Verbindungslasche (31) gegenüber den zu verbindenden Flaschen (25', 25") verspannbar ist.
- Vorrichtung nach einem der Ansprüche 1 - 6, dadurch gekennzeichnet, dass die Blechringe (18) auf ihrer Außenseite (radial außen) mit den Einschubschlitzen (25) versehen und an ihrer radialen Außenseite mit den Verbindungslaschen (31) versehen sind.
- Vorrichtung nach Anspruch 1 - 7, dadurch gekennzeichnet, dass die Blechstreifen (19, 41) an ihrer Außenseite ungeschlitzt sich von Boden zu Boden erstrecken, die Einschubschlitze (26) radial innen vorgesehen und an ihrer radialen Innenseite mit den Verbindungslaschen (27) versehen sind.
- Vorrichtung nach einem der Ansprüche 1 - 8, dadurch gekennzeichnet, dass die Einschubschlitze (25, 26) einen gleichbleibenden Abstand voneinander aufweisen.
- Vorrichtung nach einem der Ansprüche 1 - 9, dadurch gekennzeichnet, dass die Breite der Einschubschlitze (25, 26) nur ein spielfreies Ineinanderschieben der Blechstreifen (19, 41) in die Blechringe (18) ermöglicht.
- Vorrichtung nach einem der Ansprüche 1 - 10, dadurch gekennzeichnet, dass die Blechstreifen (19, 41) eine größere radiale Höhe als die Blechringe (18) aufweisen und gegenüber den Blechringen (18) radial außen vorstehen, womit der siebförmige Belag (12) nur auf den sich ungeschlitzt von Boden zu Boden erstreckenden Blechstreifen (19, 41) abgestützt ist.
- Vorrichtung nach einem der Anspruche 1 - 11, dadurch gekennzeichnet, dass die radiale Tiefe der Einschubschlitze (25, 26) in den Blechstreifen (19, 41) und Blechringen (18) unterschiedlich lang ist, und zwar in den Blechstreifen (19, 41) gering und in den Blechringen (18) stärker.
- Vorrichtung nach einem der Ansprüche 1 - 13, dadurch gekennzeichnet, dass die Blechstreifen (19, 41) und -ringe (18) in der Blechtrommel (11) sich rechtwinklig kreuzen.
- Vorrichtung nach einem der Ansprüche 1-13, dadurch gekennzeichnet, dass die radial inneren Kanten der Blechstreifen (19, 41) und -ringe (18) auf gleicher Höhe enden.
- Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Blechstreifen aus einem gebogenen Blech gebildet sind, deren Biegekante radial außen in der Trommelkonstruktion angeordnet ist.
- Vorrichtung nach Anspruch 15, dadurch gekennzeichnet, dass die Blechstreifen (41) aus einem derart gebogenen Blech gebildet sind, dass die beiden Flansche (39, 40) um 180° gegeneinander gebogen fest aneinander liegen, und die beiden Flansche (39, 40) zusammen den radial außen (20') aufgrund der Biegung abgerundeten Blechstreifen (41) bilden.
- Vorrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass radial einwärts unmittelbar unterhalb der Innenkanten der Blechstreifenstruktur (11) eine mit Durchbrüchen versehene zusätzliche Blechtrommel wie gelochte Siebtrommel (34) parallel über die ganze Länge der Trommel (5) angeordnet ist, so dass nunmehr der Mantel der Trommel (5) aus einer radial außen angeordneten streifenförmigen, gegenseitig verschraubten Blechstreifenstruktur (11) mit Siebgewebe (12) und innen mit einer zusätzlichen Blechtrommel (34) besteht.
- Vorrichtung nach Anspruch 17, dadurch gekennzeichnet, dass die karoförmige Blechstreifenstruktur (11) mit der Blechtrommel (34) über deren Fläche verschraubt ist.
- Vorrichtung nach Anspruch 18, dadurch gekennzeichnet, dass der eine von zwei Flanschen von rechtwinkligen Metallbügeln (37) entweder mit einem Blechstreifen (19, 41) oder einem Blechring (18) und der andere Flansch mit der Blechtrommel (34) verschraubt ist,
- Vorrichtung nach Anspruch 19, dadurch gekennzeichnet, dass der mit der Blechtrommel (34) verschraubte Flansch der Metallbügel (37) entsprechend der Lochung der Siebtrommel (34) mit fluchtenden Bohrungen (38) versehen ist.
- Vorrichtung nach Anspruch 19 oder 20, dadurch gekennzeichnet, dass der Schraubenkopf (35) der an der Blechtrommel (34) angreifenden und mit dem Winkel (37) verbundenen Schraube im Blech der Siebtrommel (34) versenkt ist Fig. 11).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE2002153352 DE10253352A1 (de) | 2002-11-14 | 2002-11-14 | Vorrichtung zum durchströmenden oder beaufschlagenden Behandeln von bahnförmiger Ware |
| DE10253352 | 2002-11-14 | ||
| PCT/EP2003/050800 WO2004044301A1 (de) | 2002-11-14 | 2003-11-07 | Vorrichtung zum durchströmenden oder beaufschlagenden behandeln von bahnförmiger ware |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1563134A1 EP1563134A1 (de) | 2005-08-17 |
| EP1563134B1 true EP1563134B1 (de) | 2006-08-02 |
Family
ID=32185727
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03796001A Expired - Lifetime EP1563134B1 (de) | 2002-11-14 | 2003-11-07 | Vorrichtung zum durchstr menden oder beaufschlagenden behand eln von bahnf rmiger ware |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7114267B2 (de) |
| EP (1) | EP1563134B1 (de) |
| AT (1) | ATE335098T1 (de) |
| DE (2) | DE10253352A1 (de) |
| WO (1) | WO2004044301A1 (de) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10353115A1 (de) * | 2003-11-12 | 2005-06-09 | Fleissner Gmbh | Vorrichtung an einer von außen nach innen durchströmten Siebtrommel |
| FI117013B (fi) * | 2004-07-28 | 2006-05-15 | Metso Paper Inc | Tela käytettäväksi rainanmuodostuskoneen kuivatusosalla |
| CN103031767A (zh) * | 2011-09-29 | 2013-04-10 | 安德里茨(中国)有限公司 | 用于处理纤维悬浮液的筛片 |
| US20130215202A1 (en) * | 2012-02-22 | 2013-08-22 | Kevin David Koller | Helical dryer path for a print substrate web |
| FR3033875B1 (fr) * | 2015-03-17 | 2021-06-18 | Andritz Perfojet Sas | Tambour metallique, notamment pour un secheur |
| CN108166163A (zh) * | 2018-03-08 | 2018-06-15 | 恒天重工股份有限公司 | 一种适用于水刺机抽吸辊筒的高透气立体托持圆网 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE315961C (de) * | ||||
| AT97795B (de) * | 1923-02-05 | 1924-09-10 | Paul Lindner | Untersieb für Siebzylinder von Papier- oder Pappenmaschinen. |
| DE678613C (de) * | 1938-03-18 | 1939-07-19 | Bochumer Ver Fuer Gussstahlfab | Stabfoermiger Pruefling fuer die Verdrehungswechselfestigkeitspruefung |
| IT1172198B (it) * | 1981-12-29 | 1987-06-18 | Iuliis Carlo & Alfonso Spa De | Struttura reticolare periferica per cilindri utilizzati nellhindustria della carta del cartone e del fibro cemento |
| US4912945A (en) * | 1988-06-24 | 1990-04-03 | Fleissner Maschinenfabrik Ag | Device for through-flow treatment of fabric, paper, or the like |
| DE3907421A1 (de) * | 1989-03-08 | 1990-09-20 | Fleissner Maschf Ag | Vorrichtung zum durchstroemenden behandeln von textilgut, papier od. dgl. |
| DE4422508C1 (de) * | 1994-06-28 | 1996-02-15 | Fleissner Maschf Gmbh Co | Vorrichtung zum durchströmenden Behandeln von Textilgut od. dgl. |
| DE10001535A1 (de) * | 2000-01-14 | 2001-07-19 | Fleissner Maschf Gmbh Co | Vorrichtung vorzugsweise zum hydrodynamischen Vernadeln von z. B. Vliesen, Tissue oder Papier mit einer Blechtrommel als Unterstützungselement für das Gut |
-
2002
- 2002-11-14 DE DE2002153352 patent/DE10253352A1/de not_active Withdrawn
-
2003
- 2003-11-07 US US10/534,509 patent/US7114267B2/en not_active Expired - Fee Related
- 2003-11-07 AT AT03796001T patent/ATE335098T1/de not_active IP Right Cessation
- 2003-11-07 DE DE50304512T patent/DE50304512D1/de not_active Expired - Fee Related
- 2003-11-07 EP EP03796001A patent/EP1563134B1/de not_active Expired - Lifetime
- 2003-11-07 WO PCT/EP2003/050800 patent/WO2004044301A1/de active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| DE10253352A1 (de) | 2004-05-27 |
| US20060021151A1 (en) | 2006-02-02 |
| ATE335098T1 (de) | 2006-08-15 |
| US7114267B2 (en) | 2006-10-03 |
| WO2004044301A1 (de) | 2004-05-27 |
| DE50304512D1 (de) | 2006-09-14 |
| EP1563134A1 (de) | 2005-08-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0465769B1 (de) | Vorrichtung zum durchströmenden Behandeln von bahnförmigem Gut | |
| DE19525459A1 (de) | Vorrichtung zum durchströmenden Behandeln von Textilgut o. dgl. | |
| EP1563134B1 (de) | Vorrichtung zum durchstr menden oder beaufschlagenden behand eln von bahnf rmiger ware | |
| EP0678613B1 (de) | Vorrichtung zum durchströmenden Behandeln von Textilgut od. Dgl. | |
| DE1619888A1 (de) | Verfahren zur Herstellung von Kontaktkoerpern fuer Wasser und Luft,beispielsweise fuer Kuehltuerme | |
| DE3907421C2 (de) | ||
| EP0175900B1 (de) | Bügelwalze, insbesondere für den Wäschereibetrieb | |
| EP0315961B1 (de) | Vorrichtung zum durchströmenden Behandeln von Textilgut od. dgl. | |
| DE102004018278A1 (de) | Decke, insbesondere Kühl-oder Heizdecke | |
| EP0953813B1 (de) | Vorrichtung zum Wärmebehandeln von durchlässigen Warenbahnen | |
| DE10001535A1 (de) | Vorrichtung vorzugsweise zum hydrodynamischen Vernadeln von z. B. Vliesen, Tissue oder Papier mit einer Blechtrommel als Unterstützungselement für das Gut | |
| EP0753619B1 (de) | Vorrichtung zum durchströmenden Behandeln von Textilgut od. dgl. | |
| DE3802791A1 (de) | Vorrichtung zum durchstroemenden behandeln von textilgut, papier od. dgl. | |
| DE19521844B4 (de) | Brenner für ein Gas-Luft-Gemisch mit Ausströmöffnungen | |
| EP0385208B1 (de) | Vorrichtung zum durchströmenden Behandeln von Textilgut, Papier od. dgl. | |
| DE3033423C2 (de) | Blatt für Scheibenfilter | |
| DE4111435A1 (de) | Schwebetrocknerduese | |
| EP1301659B1 (de) | Vorrichtung zum durchströmenden, kontinuierlichen behandeln von textilgut od. dgl | |
| DE3721422C1 (de) | Tunnelfinisher | |
| DE2532379C3 (de) | Siebblech | |
| EP1611403A2 (de) | Vorrichtung mit einer von einem fluid radial durchströmten s iebtrommel und einem diese umgebenden durchlüssigen belag | |
| EP1368534A1 (de) | Trommelvorrichtung mit durchlässigem trommelmantel und gespannt aufgezogenem siebgewebe | |
| EP3556922B1 (de) | Vorrichtung zum thermischen behandeln einer textilen warenbahn | |
| EP0937806B1 (de) | Vorrichtung zum durchströmenden, kontinuierlichen Behandeln von Textilgut o. dgl. | |
| DE2606446C3 (de) | Abdeckung für den Feuerraum eines Heizkamins |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20050614 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20060802 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060802 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060802 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060802 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060802 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060802 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060802 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060802 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060802 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50304512 Country of ref document: DE Date of ref document: 20060914 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061102 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061102 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061130 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061130 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070102 |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20060802 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070601 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070503 |
|
| BERE | Be: lapsed |
Owner name: FLEISSNER G.M.B.H. & CO. KG MASCHINENFABRIK Effective date: 20061130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070511 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060802 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060802 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061107 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071130 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071130 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070203 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060802 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20060802 |