EP2014199A1 - Procedure for manufacturing a mattress cover with a padded outer layer and a gusset, and a mattress cover thus manufactured - Google Patents
Procedure for manufacturing a mattress cover with a padded outer layer and a gusset, and a mattress cover thus manufactured Download PDFInfo
- Publication number
- EP2014199A1 EP2014199A1 EP08160180A EP08160180A EP2014199A1 EP 2014199 A1 EP2014199 A1 EP 2014199A1 EP 08160180 A EP08160180 A EP 08160180A EP 08160180 A EP08160180 A EP 08160180A EP 2014199 A1 EP2014199 A1 EP 2014199A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- mattress
- gusset
- panel
- mattress panel
- folded
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47C—CHAIRS; SOFAS; BEDS
- A47C27/00—Spring, stuffed or fluid mattresses or cushions specially adapted for chairs, beds or sofas
- A47C27/002—Mattress or cushion tickings or covers
- A47C27/003—Mattress or cushion tickings or covers having edge welts or rolls
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B11/00—Machines for sewing quilts or mattresses
- D05B11/005—Machines for sewing quilts or mattresses for sewing the edges of mattresses
Definitions
- the present invention relates to a procedure for manufacturing a mattress cover with a padded outer layer and a gusset, and a mattress cover manufactured thereby.
- the mattress panels are attached to the side bands by means of a seam that is concealed by a fabric edging tape that simultaneously joins and covers the join between the two component parts: this solution determines a tension on the surface of the mattress panels.
- steps include first preparing the gusset 4, the fabric 5 of which has to be coupled with a padding material 6 (generally similar to the material comprising the side band 2), folded in two parts 7 and 8, with a seam 9 stitched along the fold ( figures 2.1, 2.2, 2.3 ).
- a padding material 6 generally similar to the material comprising the side band 2
- the resulting gusset is then measured and cut into four portions A, B, C, D, two of which C, D, correspond approximately to the lengthwise dimensions of the mattress, and two A, B, correspond approximately to the width of the mattress ( fig. 3 ).
- each portion must be cut to form a 45° angle so that, when placed at a 90° angle with respect to another portion, at their point of contact E, they can be matched with the other portions without leaving any excess material: the joins between the four portions of gusset coincide with the corners of the mattress. In practical terms, the joining of the four portions of gusset gives rise to a frame that has the same dimensions as the mattress.
- the upper part 10 of the gusset 4 is attached to the mattress panel, then the lower part 11 of the gusset 4 is attached to the side band 2 by means of a seam 3, concealed with edging tape, all around the perimeter ( fig. 1 ).
- this known method for manufacturing mattresses with a gusset and a padded surface layer on the mattress panel calls for highly-skilled workers and carries the risk of reducing the life of the mattress. It also has another drawback in common with traditional mattresses, in that the mattress panels are never perfectly flat; instead, where they are joined 12 to the side band, they become a few centimetres lower because of the tension generated at the interface between the side band and the mattress panels: see figure 4 , showing the difference 13 between the height at the centre 11 and at the edge 12 of the mattress.
- the object of the present invention is a procedure for manufacturing a mattress cover with a padded surface layer and a gusset, and a mattress cover manufactured thereby, with a view to overcoming the above-described problems.
- the object of the present invention is therefore a procedure for manufacturing a mattress cover, said cover comprising at least one mattress panel, a side band, and at least one gusset inserted between said mattress panel(s) and sideband, characterised in that it comprises the following steps:
- the object of the present invention is a procedure and a device for manufacturing a mattress cover with a padded surface layer and a gusset, a mattress cover manufactured thereby, and also a modified sewing machine for implementing the procedure, and a gusset, all as described in more detail in the claims, which form an integral part of the present description.
- the procedure according to the present invention involves concentrating the previously-described steps forming part of the known state of the art into a single step, i.e.
- the mattress panel may not necessarily be padded, it may consist of fabric alone.
- the result is a quilted panel 1' with the gusset 14 attached to its underside all around its perimeter by means of a seam 15 for attaching the gusset that is also visible on the upper side, forming a contour in the mattress panel that lies a constant distance away from its edge corresponding to approximately the width of the underlying folded gusset.
- This "visible” seam also makes it possible to avoid what was previously unavoidable, i.e. the curvature of the mattress panel. In fact, where this seam is made between the mattress panel and the gusset, the thickness of any padding is reduced to a few millimetres due to the effect of the through stitching.
- the parts 16 around the edge of the quilted panel, particularly the outermost part 17, all around the perimeter of the mattress can even rise towards the inner part of the panel 1', because they are no longer restricted, thus avoiding the above-described problem of the mattress sloping away at its edges.
- the gusset according to the invention can be achieved by coupling the fabric used for lining the mattress (on the outer side) with a backing material (a fabric, nonwoven, PVC, polyurethane or other material suitable for the purpose) of suitable thickness, which may also be considerably less than the one used in the previously-described known procedures.
- a backing material a fabric, nonwoven, PVC, polyurethane or other material suitable for the purpose
- the gusset according to the invention can be achieved using a different fabric from the one used for lining the mattress, e.g. a heavy fabric, in a single layer, instead of being coupled to a backing material.
- any backing material can be done using adhesives, heat, ultrasound methods or simply by stitching straight seams along the length of the strip of fabric, or by any other means suitable for keeping the two (or more) materials joined together.
- a sewing machine 20 modified according to the present invention, comprises a head 21 fitted with a straight needle 22 that performs a vertical reciprocating movement to stitch seams.
- the internal components of the machine can be made according to the known state of the art.
- the sewing machine 20 comprises guiding means 23 consisting of the following elements:
- the band 14' is passed between the guide rollers 31 and inserted in the opening 30; then the arm 24 is turned so as to bring the saddle 27 into position opposite and juxtaposing the needle 22.
- the saddle can be fitted with a recess so that it surrounds the area in which the needle punctures the fabric.
- the band 14' is thus fed through the member 29 so that it emerges from the saddle 27 ready folded in two and opposite the needle.
- the quilted panel 1' is positioned underneath the needle, so that the folded gusset 14 comes to lie above it, aligned with its outer edge.
- the sewing machine 20 is operated, making the needle 22 pass through both the gusset 14 and the panel 1', producing the above-described seam 15 in line with the fold in the gusset as the juxtaposed mattress panel and gusset are progressively fed forward.
- the seam 15 is sewn at a distance from the edge of the panel 1' that approximately corresponds to the width of the side of the folded gusset in contact with the mattress panel.
- the seam can thus be completed even at the rounded edges of the mattress panel 1', which is generally rectangular in shape, simply by turning the panel through 90°, without interrupting or cutting the gusset 14, but simply making it curve around the panel as it proceeds, obtaining a result as shown in the previously-mentioned figure 5 .
- the sewing machine 20 can be of the type operated entirely manually, or it can be fitted with suitable automatic or semiautomatic, possibly computer-aided controls. Its automatic control can be implemented in any known manner.
- the new method for manufacturing a mattress with a padded surface panel is in fact:
Abstract
Description
- The present invention relates to a procedure for manufacturing a mattress cover with a padded outer layer and a gusset, and a mattress cover manufactured thereby.
- In the mattresses of known type, the mattress panels are attached to the side bands by means of a seam that is concealed by a fabric edging tape that simultaneously joins and covers the join between the two component parts: this solution determines a tension on the surface of the mattress panels.
- With reference to
figures 1-4 , in order to overcome this drawback, use is known of a procedure, as described in the Italian patent No.1295277 side band 2 is joined to themattress panel 1 not directly, but by means of a gusset 4 (fig. 1 ), which can open outwards and thereby transfer the tension due to thestitching 3 of the tape to the area underneath the mattress panel. - This manufacturing solution demands a series of time-consuming procedures that have to be implemented by suitably-trained personnel.
- These steps include first preparing the
gusset 4, the fabric 5 of which has to be coupled with a padding material 6 (generally similar to the material comprising the side band 2), folded in twoparts figures 2.1, 2.2, 2.3 ). - The resulting gusset is then measured and cut into four portions A, B, C, D, two of which C, D, correspond approximately to the lengthwise dimensions of the mattress, and two A, B, correspond approximately to the width of the mattress (
fig. 3 ). - The ends of each portion must be cut to form a 45° angle so that, when placed at a 90° angle with respect to another portion, at their point of contact E, they can be matched with the other portions without leaving any excess material: the joins between the four portions of gusset coincide with the corners of the mattress. In practical terms, the joining of the four portions of gusset gives rise to a frame that has the same dimensions as the mattress.
- In the next step, the
upper part 10 of thegusset 4 is attached to the mattress panel, then thelower part 11 of thegusset 4 is attached to theside band 2 by means of aseam 3, concealed with edging tape, all around the perimeter (fig. 1 ). - Then it becomes necessary to join the inside of the gusset 9 to the
mattress panel 1, because otherwise, when in use, the mattress would tend to "swell" with an "accordion" or "bellows" effect. In fact, the gusset attached to the side band would open out and return almost to its original extension (before it was folded and stitched 7, 8, 9). - The process for joining the gusset to the mattress panel demands the use of a special sewing machine fitted with a curved (instead of a straight) needle as there is no alternative method for joining the two materials because the thickness of the padding on the mattress panel would prevent the use of a conventional sewing machine. Moreover, given the difficulty of passing through the full thickness of the padding on the mattress panel combined with the thickness of the gusset, this stitching would prove particularly troublesome and slow to complete because any imperfections in the seam would carry the risk of reducing the life of the product and/or giving rise to an aesthetically unacceptable result.
- In addition to being extremely laborious, this known method for manufacturing mattresses with a gusset and a padded surface layer on the mattress panel calls for highly-skilled workers and carries the risk of reducing the life of the mattress. It also has another drawback in common with traditional mattresses, in that the mattress panels are never perfectly flat; instead, where they are joined 12 to the side band, they become a few centimetres lower because of the tension generated at the interface between the side band and the mattress panels: see
figure 4 , showing thedifference 13 between the height at thecentre 11 and at theedge 12 of the mattress. - This imperfect planarity of the mattress panels poses the problem that the mattress cannot be used near the edges to avoid the user having the impression of sliding towards the outer edge of the mattress.
- Thus, the object of the present invention is a procedure for manufacturing a mattress cover with a padded surface layer and a gusset, and a mattress cover manufactured thereby, with a view to overcoming the above-described problems.
- The object of the present invention is therefore a procedure for manufacturing a mattress cover, said cover comprising at least one mattress panel, a side band, and at least one gusset inserted between said mattress panel(s) and sideband, characterised in that it comprises the following steps:
- preparing said gusset folded lengthwise into two parts and placing it ready-folded on the edge of the mattress panel on the inside of the mattress cover;
- stitching said folded gusset directly onto said mattress panel, along a first seam inwardly recessed from the edge of the mattress panel, in correspondence with said stitched fold that divides the gusset into two parts.
- a sewing machine;
- guiding and folding means suitable for cooperating with said sewing machine, and for folding said gusset lengthwise in two parts and placing it ready-folded along the edge of the mattress panel internal to the mattress cover, to enable the stitching of the gusset to said mattress panel along said stitching line inwardly recessed from the edge of said mattress panel, in correspondence with said fold dividing said gusset into two parts.
- In particular, the object of the present invention is a procedure and a device for manufacturing a mattress cover with a padded surface layer and a gusset, a mattress cover manufactured thereby, and also a modified sewing machine for implementing the procedure, and a gusset, all as described in more detail in the claims, which form an integral part of the present description.
- Further objects and advantages of the present invention will emerge more clearly from the following detailed description of an embodiment of the same (and variants thereof) and from the attached drawings, which are provided merely as a non-limiting example, wherein:
-
figures 1 to 4 show steps in the manufacture of a mattress of known type; -
figures 5 and 6 show a mattress manufactured according to the procedure forming the object of the present invention; -
figures 7 and 8 show a sewing machine modified according to the present invention. - The same reference numbers and letters in the figures identify the same elements or component.
- The procedure according to the present invention involves concentrating the previously-described steps forming part of the known state of the art into a single step, i.e.
- 1. folding the gusset;
- 2. attaching it by means of stitching in its folded position;
- 3. preparing the gusset frame by cutting the four portion of gusset comprising said frame;
- 4. shaping the two ends of each portion with a 45° angle;
- 5. joining the corners of the frame by means of stitching;
- 6. fixing the inner side of the gusset, shaped in the form of a frame, to the padded mattress panel;
- 7. repeating all these steps on the other side of the mattress.
- This is achieved with the aid of a special sewing machine, described below, the needle of which is particularly sturdy and capable of passing through any layers of padding in the mattress panel (generally combined with the fabric by means of quilting) and emerging on the opposite side in order to simultaneously form a seam that includes the inner, folded side of the gusset. The mattress panel may not necessarily be padded, it may consist of fabric alone.
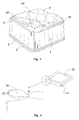
- As shown in
fig. 5 , the result is a quilted panel 1' with thegusset 14 attached to its underside all around its perimeter by means of aseam 15 for attaching the gusset that is also visible on the upper side, forming a contour in the mattress panel that lies a constant distance away from its edge corresponding to approximately the width of the underlying folded gusset. - This "visible" seam also makes it possible to avoid what was previously unavoidable, i.e. the curvature of the mattress panel. In fact, where this seam is made between the mattress panel and the gusset, the thickness of any padding is reduced to a few millimetres due to the effect of the through stitching.
- As shown in
figure 6 , the parts unaffected by the seam, but located in its immediate vicinity, tend to swell due to the effect of the tension generated by theseam 15. Theparts 16 around the edge of the quilted panel, particularly theoutermost part 17, all around the perimeter of the mattress can even rise towards the inner part of the panel 1', because they are no longer restricted, thus avoiding the above-described problem of the mattress sloping away at its edges. - The gusset according to the invention can be achieved by coupling the fabric used for lining the mattress (on the outer side) with a backing material (a fabric, nonwoven, PVC, polyurethane or other material suitable for the purpose) of suitable thickness, which may also be considerably less than the one used in the previously-described known procedures.
- Alternatively, the gusset according to the invention can be achieved using a different fabric from the one used for lining the mattress, e.g. a heavy fabric, in a single layer, instead of being coupled to a backing material.
- The coupling of any backing material can be done using adhesives, heat, ultrasound methods or simply by stitching straight seams along the length of the strip of fabric, or by any other means suitable for keeping the two (or more) materials joined together.
- It is not necessary to perform any other steps to prepare the gusset.
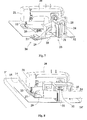
- With reference to
figures 7 and 8 , asewing machine 20, modified according to the present invention, comprises ahead 21 fitted with astraight needle 22 that performs a vertical reciprocating movement to stitch seams. The internal components of the machine can be made according to the known state of the art. - The
sewing machine 20 comprises guidingmeans 23 consisting of the following elements: - an
arm 24 hinged at one of itsends 25 to the body of the sewing machine at a certain distance from theneedle 22; - a feeding and
folding device 26 placed at the opposite end of thearm 24 in a position facing theneedle 22. Thedevice 26 comprises ahollow saddle 27, capable of sliding along aguide 28 attached to the sewing machine's flat bed. A hollow feeding and foldingmember 29 is connected to the outer end of thesaddle 27, with a variable cross-section that starts externally with a curved gore-shaped cross-section 30, and ends with a folded cross-section facing thesaddle 27, to which it is connected; - a pair of parallel
cylindrical guide rollers 31, at theouter end 30 of themember 29. This pair of rollers is attached to thearm 24 by means of abracket 32. The height of the pair of rollers and the distance between them are such as to enable the strip of material used to form thegusset 14, consisting of an open band 14', to slide between them. Said band 14' is carried by therollers 31 and enters the opening in theouter end 30 of themember 29, emerging folded in two through the slot in thesaddle 27 that faces towards theneedle 22, thereby forming thegusset 14. The two folded parts may be of the same size, or they may be of different sizes, depending on the shape of the feeding and foldingmember 29, and especially on the part connected to thesaddle 27. - In operation (
figure 8 ), the band 14' is passed between theguide rollers 31 and inserted in theopening 30; then thearm 24 is turned so as to bring thesaddle 27 into position opposite and juxtaposing theneedle 22. The saddle can be fitted with a recess so that it surrounds the area in which the needle punctures the fabric.
The band 14' is thus fed through themember 29 so that it emerges from thesaddle 27 ready folded in two and opposite the needle. Then the quilted panel 1' is positioned underneath the needle, so that the foldedgusset 14 comes to lie above it, aligned with its outer edge. Thesewing machine 20 is operated, making theneedle 22 pass through both thegusset 14 and the panel 1', producing the above-describedseam 15 in line with the fold in the gusset as the juxtaposed mattress panel and gusset are progressively fed forward. Theseam 15 is sewn at a distance from the edge of the panel 1' that approximately corresponds to the width of the side of the folded gusset in contact with the mattress panel. - The seam can thus be completed even at the rounded edges of the mattress panel 1', which is generally rectangular in shape, simply by turning the panel through 90°, without interrupting or cutting the
gusset 14, but simply making it curve around the panel as it proceeds, obtaining a result as shown in the previously-mentionedfigure 5 . - The subsequent steps involve:
- stitching the edge of the
upper side 10 of the gusset to the edge of the panel 1'; - stitching the edge of the
underside 11 of the gusset to the edge of theside band 2; - finishing the edges of both the
side band 2 and the panel 1', with a seam concealed with edging tape, for instance, around theperimeter 3. - The
sewing machine 20 can be of the type operated entirely manually, or it can be fitted with suitable automatic or semiautomatic, possibly computer-aided controls. Its automatic control can be implemented in any known manner. - There may be variants to the embodiment of the non-limiting example described herein without departing from the scope of the present invention protected by the patent, including all the equivalent embodiments for a person skilled in the art.
- The advantages deriving from the application of the present invention are self-explanatory.
- The new method for manufacturing a mattress with a padded surface panel is in fact:
- economically advantageous because it eliminates the numerous steps needed to manufacture the product according to the known state of the art;
- it enables the product to be manufactured by less skilled workers;
- it enables a mattress to be manufactured with mattress panels that are perfectly flat or even with a slightly raised edge all around its perimeter;
- it reduces the use of materials because the gusset can be less padded than in the known state of the art.
- From the above description, a person skilled in the art is capable of achieving the object of the invention without introducing any further structural details.
Claims (17)
- A procedure for manufacturing a mattress cover, said mattress cover comprising at least one mattress panel, a side band and at least one gusset joining said mattress panel to said side band,
characterised in that it comprises the following steps:- preparing said gusset (14') folded lengthwise in two parts and placing it ready folded on the edge of the mattress panel (1') internal to the mattress cover;- stitching said folded gusset (14') directly onto said mattress panel (1') along a first seam (15) inwardly recessed from the edge of the mattress panel, in correspondence with said fold dividing the gusset into two parts. - A procedure according to claim 1, characterized in that said first seam (15) is inwardly recessed at a distance sufficient to substantially make the edges of the mattress panel (1') coincide with the outer edges of the folded gusset.
- A procedure according to claim 1, characterized in that said first seam (15) passes through the full thickness of said mattress panel (1') so that it is visible on the outer side of the mattress panel.
- A procedure according to claim 1, characterized in that said seam is also made in correspondence with the corners of said mattress panel (1'), by making said mattress panel rotate through 90° while making said gusset (14) curve on said mattress panel, without the need for any interruptions or cuts.
- A procedure according to claim 1, characterized in that the part of the edge of the mattress panel (1') external to said first seam (15) is able to rise with respect to the remainder of the mattress panel.
- A procedure according to claim 1, characterized in that said gusset is made by coupling mattress lining fabric with a backing material such as a fabric, a nonwoven, PVC or polyurethane.
- A procedure according to claim 6, characterized in that said coupling is achieved by means of adhesives or flame, or ultrasound or stitching.
- A procedure according to claim 1, characterized in that said gusset is made of a different fabric from the one used for lining the mattress, such as a single-layer heavy fabric.
- A procedure according to claim 1, characterized in that it comprises the following further steps:- stitching the outer edge of a first part (10) of the folded gusset to the edge of the mattress panel (1');- stitching the outer edge of the second part (11) of the folded gusset to the edge of the side band (2);- possible finishing of the edges (3) of the side band (2) and/or mattress panel (1') with a seam concealed with edging tape.
- A device for implementing the procedure according to any of the previous claims, characterized in that it comprises:- a sewing machine (20);- guiding and folding means (23) suitable for cooperating with said sewing machine, and for preparing said gusset (14') folded lengthwise into two parts and positioning it ready folded on the edge of the mattress panel (1') internal to the mattress cover, to enable the stitching the gusset onto the mattress panel, along said first seam (15) inwardly recessed from the edge of the mattress panel, in correspondence with said fold dividing the gusset into two parts.
- A device according to claim 10, characterized in that said guiding and folding means (23) are suitable for determining the position of said first seam (15) inwardly recessed at a distance such as to make the edges of the mattress panel (1') coincide with the outer edges of the folded gusset.
- A device according to claim 10, characterized in that said sewing machine (20) is suitable for completing said first seam (15) by passing through the full thickness of said mattress panel (1').
- A device according to claim 10 or 11, characterized in that the guiding and folding means (23) comprise:- an arm (24) hinged at one end (25) to the body of said sewing machine (20) at a given distance from a needle (22) on the sewing machine;- a feeding and folding means (26), suitable for carrying and folding the gusset (14), placed at the opposite end of said arm (24) in a position facing said needle (22), and comprising:- a hollow saddle (27) capable of sliding or shuffling along a guide (28) attached to the sewing machine flatbed, in the vicinity of said needle (22), so that said saddle can be juxtaposed with said needle by turning said arm (24);- a feeding and folding member (29) located at the outer end of said saddle (27), said member being hollow, of variable cross-section, starting on the outer side with a curved gore-shaped cross-section (30) and ending with a folded cross-section facing towards said saddle (27), to which it is connected, said gusset (14) entering open through said curved gore-shaped portion (30) and emerging folded through said saddle (27) on top of said mattress panel (1').
- A device according to claim 13, characterized in that it also comprises a pair of parallel cylindrical guide rollers (31) facing said curved gore-shaped portion (30), said pair of rollers being designed to enable and guide the passage of said gusset (14) between them so as to ensure its proper insertion in said curved gore-shaped portion (30), and attached by means of a bracket (32) to said arm (24).
- A mattress cover manufactured using a procedure according to any of the claims from 1 to 8.
- A mattress comprising a cover manufactured using a procedure according to any of the claims from 1 to 8.
- A gusset for a mattress cover prepared using a procedure according to any of the claims from 6 to 8.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SI200830117T SI2014199T1 (en) | 2007-07-13 | 2008-07-11 | Procedure for manufacturing a mattress cover with a padded outer layer and a gusset, and a mattress cover thus manufactured |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT001407A ITMI20071407A1 (en) | 2007-07-13 | 2007-07-13 | PROCEDURE FOR THE REALIZATION OF A MATTRESS COVER WITH A SURFACE BEARING LAYER AND SEPARATION BELL AND COVER FOR THE MATTRESS OBTAINED |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2014199A1 true EP2014199A1 (en) | 2009-01-14 |
| EP2014199B1 EP2014199B1 (en) | 2010-09-15 |
Family
ID=39790113
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08160180A Not-in-force EP2014199B1 (en) | 2007-07-13 | 2008-07-11 | Procedure for manufacturing a mattress cover with a padded outer layer and a gusset, and a mattress cover thus manufactured |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP2014199B1 (en) |
| AT (1) | ATE481018T1 (en) |
| DE (1) | DE602008002485D1 (en) |
| HR (1) | HRP20100687T1 (en) |
| IT (1) | ITMI20071407A1 (en) |
| SI (1) | SI2014199T1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102166081A (en) * | 2011-04-13 | 2011-08-31 | 冯召文 | Production technology and process of compound mattress with fake surface cotton-padded mattress layer |
| CN112914322A (en) * | 2021-01-30 | 2021-06-08 | 常州聚锦自动化设备有限公司 | Novel bedspread production process |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2975437A (en) * | 1960-02-23 | 1961-03-21 | Bedding Manufactures Associate | Mattress |
| US5782190A (en) * | 1993-08-04 | 1998-07-21 | Porter Sewing Machines, Inc. | Apparatus for assembly of pillow-top mattress covers |
| IT1295277B1 (en) | 1997-10-03 | 1999-05-04 | Fabio Formenti | SPRING MATTRESS STRUCTURE WITH SURFACES EQUIPPED WITH HIGH HUMAN BODY CONFORMITY CHARACTERISTICS |
| WO2003032782A1 (en) * | 2001-10-16 | 2003-04-24 | Sealy Technology Llc | Pillowtop/panel attachment gusset with ruffled corners |
| US20050183202A1 (en) * | 2002-10-01 | 2005-08-25 | Vincent Diaz | Fire-retardant mattress |
| US6994043B1 (en) * | 2003-05-20 | 2006-02-07 | Atlanta Attachment Company | Method of forming a mattress |
-
2007
- 2007-07-13 IT IT001407A patent/ITMI20071407A1/en unknown
-
2008
- 2008-07-11 EP EP08160180A patent/EP2014199B1/en not_active Not-in-force
- 2008-07-11 AT AT08160180T patent/ATE481018T1/en not_active IP Right Cessation
- 2008-07-11 SI SI200830117T patent/SI2014199T1/en unknown
- 2008-07-11 DE DE602008002485T patent/DE602008002485D1/en active Active
-
2010
- 2010-12-13 HR HR20100687T patent/HRP20100687T1/en unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2975437A (en) * | 1960-02-23 | 1961-03-21 | Bedding Manufactures Associate | Mattress |
| US5782190A (en) * | 1993-08-04 | 1998-07-21 | Porter Sewing Machines, Inc. | Apparatus for assembly of pillow-top mattress covers |
| IT1295277B1 (en) | 1997-10-03 | 1999-05-04 | Fabio Formenti | SPRING MATTRESS STRUCTURE WITH SURFACES EQUIPPED WITH HIGH HUMAN BODY CONFORMITY CHARACTERISTICS |
| WO2003032782A1 (en) * | 2001-10-16 | 2003-04-24 | Sealy Technology Llc | Pillowtop/panel attachment gusset with ruffled corners |
| US20050183202A1 (en) * | 2002-10-01 | 2005-08-25 | Vincent Diaz | Fire-retardant mattress |
| US6994043B1 (en) * | 2003-05-20 | 2006-02-07 | Atlanta Attachment Company | Method of forming a mattress |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102166081A (en) * | 2011-04-13 | 2011-08-31 | 冯召文 | Production technology and process of compound mattress with fake surface cotton-padded mattress layer |
| CN112914322A (en) * | 2021-01-30 | 2021-06-08 | 常州聚锦自动化设备有限公司 | Novel bedspread production process |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE481018T1 (en) | 2010-10-15 |
| ITMI20071407A1 (en) | 2009-01-14 |
| HRP20100687T1 (en) | 2011-02-28 |
| DE602008002485D1 (en) | 2010-10-28 |
| EP2014199B1 (en) | 2010-09-15 |
| SI2014199T1 (en) | 2011-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5501164A (en) | Apparatus for assembly of pillow-top mattress covers | |
| US7644671B2 (en) | Method and system of manufacturing a mattress and components thereof | |
| US7484282B2 (en) | Method of making mattresses | |
| US4777677A (en) | Mattress pad and fitted bed sheet for foldable sofa bed mattresses | |
| US8171867B2 (en) | Quilting and embroidery method | |
| CA2459573C (en) | Pillowtop/panel attachment gusset with ruffled corners | |
| EP1377705B1 (en) | Sewn article and method of making | |
| EP2014199B1 (en) | Procedure for manufacturing a mattress cover with a padded outer layer and a gusset, and a mattress cover thus manufactured | |
| US6994043B1 (en) | Method of forming a mattress | |
| US2676557A (en) | Apparatus for making piped or bound edgings | |
| US5575007A (en) | Reversible necktie and method for making same | |
| JP3219848B2 (en) | Hat frame for embroidery sewing machine | |
| JPH05208084A (en) | Sewing method and device therefor | |
| JP4047728B2 (en) | Slide fastener sewing device and method for sewing cushion product using the fastener sewing device | |
| JP2908382B2 (en) | Bag manufacturing method | |
| JP3434810B1 (en) | How to sew sewing products | |
| JPH06178885A (en) | Method for finishing sewing margine of sewing and device for cover sewing of the margine used for the method | |
| NO324720B1 (en) | textile Construction | |
| JPH0214762Y2 (en) | ||
| US1349711A (en) | Method of uniting fabric sections | |
| JPS6312855Y2 (en) | ||
| JPH06198091A (en) | Sewing guide jig | |
| CN109846126A (en) | A kind of sleeve elbow docile decking | |
| JPH06312069A (en) | Method for three-superposed binding and device therefor | |
| JPH04180793A (en) | Sewing method for bedding cover |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20090709 |
|
| 17Q | First examination report despatched |
Effective date: 20090818 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 602008002485 Country of ref document: DE Date of ref document: 20101028 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: TUEP Ref document number: P20100687 Country of ref document: HR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20100915 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100915 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100915 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100915 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20100915 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100915 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100915 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: T1PR Ref document number: P20100687 Country of ref document: HR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100915 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101216 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100915 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100915 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100915 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100915 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100915 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110117 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100915 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100915 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101226 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100915 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20110616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100915 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602008002485 Country of ref document: DE Effective date: 20110616 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100915 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110731 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110711 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120731 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110711 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100915 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101215 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100915 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: ODRP Ref document number: P20100687 Country of ref document: HR Payment date: 20140714 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20140805 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SI Payment date: 20140711 Year of fee payment: 7 Ref country code: FR Payment date: 20140717 Year of fee payment: 7 Ref country code: HR Payment date: 20140714 Year of fee payment: 7 Ref country code: GB Payment date: 20140717 Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: HR Ref legal event code: PBON Ref document number: P20100687 Country of ref document: HR Effective date: 20150711 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602008002485 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150711 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160202 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150711 Ref country code: HR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150712 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20160331 Ref country code: SI Ref legal event code: KO00 Effective date: 20160330 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150712 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150731 |