EP2284096A1 - Packaging having a weakening line - Google Patents
Packaging having a weakening line Download PDFInfo
- Publication number
- EP2284096A1 EP2284096A1 EP10185377A EP10185377A EP2284096A1 EP 2284096 A1 EP2284096 A1 EP 2284096A1 EP 10185377 A EP10185377 A EP 10185377A EP 10185377 A EP10185377 A EP 10185377A EP 2284096 A1 EP2284096 A1 EP 2284096A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- polypropylene
- polyester
- opa
- opp
- polyamide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/5827—Tear-lines provided in a wall portion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/52—Details
- B65D75/58—Opening or contents-removing devices added or incorporated during package manufacture
- B65D75/5827—Tear-lines provided in a wall portion
- B65D75/5833—Tear-lines provided in a wall portion for tearing out a portion of the wall
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D3/00—Cutting work characterised by the nature of the cut made; Apparatus therefor
- B26D3/08—Making a superficial cut in the surface of the work without removal of material, e.g. scoring, incising
- B26D3/085—On sheet material
Definitions
- the present invention relates to a packaging comprising a flexible film wrapped around the product to be packaged, the longitudinal edges of the film being sealed along a longitudinal sealing seam, the package comprising a cross sealing seam at each end, and at least a transverse weakening line arranged between both ends of the package.
- the wrapping is formed by a polymer or laminate film having a transverse weakening line.
- the weakening line is often at the end of the long side of the wrapping. In order to reach the content of the packaging, the film must be torn off along the weakening line.
- the wrapping film has a slightly microporous transverse area which extends around the sheet.
- the user grasps the wrapping on each side of the weakening line and draws the film until the tearing of the wrapping film.
- the object of the invention is to propose a packaging which can be opened more easily.
- the invention relates to a packaging according to claim 1.
- the invention has one or more of the features of the dependent claims.
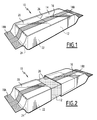
- Figure 1 shows a packaging 10 for the packaging of a solid elongated product 12 such as a flow wrapper or roll wrap for candy, cereal or chocolate bar. It is for example a stick pack.
- a packaging is especially suitable for a food product.
- the packaging 10 is constituted by a generally rectangular flexible film 14 which is wound and sealed around the product.
- the flexible film 14 is formed of one or more superposed layers, as disclosed in the following.
- the packaging 10 is a "flowpack" wrapping. If the packaging is longer, it is called a stick pack, or if the packaging is of a distinct rectangular shape it is called brick pack, e.g. for cigarette bundle packs.
- the film 14 is folded around the product 12 and the longitudinal edges of the film are connected together along a longitudinal sealing seam 16.
- the film defines a tubular pipe containing the product.
- a cross sealing seam 18A, 18B is provided at each end of the pipe for closing the packaging.
- the longitudinal sealing seam 16 extends over a back face 20 of the packaging which is opposite to a flat front face 22 with respect to the packaged product.
- the longitudinal sealing seam 16 and the cross sealing seams 18A, 18B are obtained by sealing or welding the film 14 as known per se.
- the sealing as made by ultra sonic waves.
- the longitudinal and the cross seals are joint together by means of glues, adhesives or hotmelts.
- the film 14 After heat-sealing, the film 14 defines a closed space 24 in which the product is contained.
- a transverse weakening line 26 is provided in the film 14 e.g. between or at the ends of the package, preferably in the middle part of the package.
- the tensile strength of the film 14 along the weakening line 26 is from 1 N/15 mm to 20 N/15 mm and preferably from 1 N/15 mm to 10 N/15 mm and more preferably from 3N/15 mm to 8N/15 mm.
- the strength for initiating the rupture is low and is advantageously in the range of 1 N to 20 N preferably between 3 and 8N and more preferably around of 5N for a package having a diameter between 3 mm and 150 mm.
- the weakening line 26 delimits a closed shape surrounding the product 14. It extends advantageously over a length of 10 to 950 mm. The whole of its trace is contained between the cross sealing seams 18A, 18B.
- the weakening line 26 extends in a transverse plane of the product in the intermediate part of the product which means between the ends of the product.
- the weakening line 26 delimits a generally peripherical profile.
- the film 14 has a visible marking identifying the position of the weakening line 26.
- that marking is constituted by a discontinuous black line printed on the film.
- the weakening line 26 is produced by treatment of the film constituting the film 14.
- the treatment is advantageously applied before the wrapping of the film around the product.
- the weakening line 26 is produced by the application of high-energy radiation, such as a laser, by application of a laser beam along the trace of the weakening line 26, before the film 14 is wrapped. Treatment by high-energy radiation is carried out on one or more layers of the film 14 when the latter comprises more than one layer.
- high-energy radiation such as a laser
- the weakening line 26 is formed by a mechanical weakening of the film which extends along the trace of the weakening line 26. That mechanical treatment is carried out on one or more layers of the film when the latter comprises more than one layer.
- a microporous weakening is provided along a strip of small width in order to form at least part of the weakening line 26.
- the width is between 2 mm and 10 mm.
- Such a microporous strip of a film is obtained, for example, by passing the film between two rollers, one of which rollers has been rendered abrasive along the trace of the weakening line.
- Such a treatment is described, for example, in document FR-2.717.449 .
- the mechanical weakening is formed by cutting the thickness of one or more layers of the film when the latter comprises more than one layer.
- the cuts are formed by a matrix of cutting elements when the film is being pressed between the matrix and a support, as it is known per se.
- the weakening line 26 is obtained by a line of micro-perforations which do not pass through the film, the micro-perforations being formed through one or more layers when the film comprises a plurality of layers.
- the weakening of the film along the weakening line is variable according to the position along the weakening line 26.
- the weakening is greater in the front face of the package.
- the longitudinal edges of the film intended to be connected to form the longitudinal sealing seam 16 are stronger and thus the weakening of the line is reduced at the longitudinal edges of the film.
- the weakening line does not extend to the longitudinal edges and ends in the vincinity of the edges.
- Such differences in weakening are obtained, for example, by locally combining several weakening treatments on one or more films constituting the film, or by carrying out a more or less deep or more or less dense weakening treatment along the regions of the weakening line 26.
- Such more or less dense or deep treatment is achieved in a particularly successful manner by subjecting the film to high-energy radiation.
- the weakening can also be of different shape, like waved or zigzagged pattern, as demonstrated in Fig. 5 and 6 .
- the film 14 is a monolayer and is formed by a base film of polymer or paper. Accordingly, the film 14 is a single-material film.
- the film of polymer or paper is advantageously coated on its inner surface with a sealing material which is applied, for example, by extrusion, co-extrusion or any other coating which also may be applied during printing of the base film.
- the base film is preferably formed by a bi-oriented polymer film, which may be co-extruded. It may also be a mono-oriented or a non-oriented film obtained by co-extrusion. That film is formed, for example, of polypropylene (OPP), polyester (PET) or polyamide (OPA).
- the thickness of the base film is generally from 5 to 100 microns and preferably from 12 microns to 50 microns.
- the sealing material is chosen in order to permit fused bonding. Typically, the thickness of the sealing material is from 10 to 40 microns, the amount of sealing material like a lacquer deposited being from 1 to 12 g/m 2 .
- the weakening is formed in the base layer.
- the film 14 is formed by two laminated layers. Accordingly, the film comprises a base layer formed of polymer or paper which is associated, along its inner face with a sealing layer of polymer, in order to permit fused bonding.
- the base layer and the sealing layer are bonded with one another by means of lamination with an adhesive or by resin extrusion.
- the base layer is advantageously formed of a bi-oriented polymer film. However, it may also be a cast film.
- the polymer forming the base layer is preferably polyester (PET), polyamide (OPA) or polypropylene (OPP), which furthermore can be metalized or ceramic coated.
- the sealing layer is formed, for example, of polyethylene (PE), which optionally may be blended with other polymers or co-extruded in admixture or non-oriented co-extruded with other polymers, e.g. polyester (PET)/polyethylene (PE), polyamide (OPA)/polyethylene (PE) or polypropylene (OPP)/polyethylene (PE).
- PET polyester
- OPA polyamide
- PE polypropylene
- the sealing layer is formed of polypropylene (PP), preferably cast polypropylene, homopolymers or copoly-mers, e.g. polyester (PET)/polypropylene (PP), polyamide (OPA)/polypropy-lene (PP) or polypropylene (OPP)/polypropylene (PP).
- the sealing layer is constituted by amorphous polyester or copolyester (PETG), e.g. polyester (PET)/polyester (PETG), polyamide (OPA)/polyester (PETG) or polypropylene (OPP)/polyester (PETG).
- PET polyester
- OPA polyamide
- POP polypropylene
- the inner layer is advantageously sealable.
- the weakening is affecting the outer layer and optionally the inner layer which may partially be treated or weakened as well.
- the outer layer is weakened by treatment with high-energy radiation
- the inner layer is weakened by mechanical treatment such as a microporous weakening, or vice versa.
- the same mechanical or high-energy radiation treatment is carried out on both layers.
- the film 14 is formed of a two-layer laminated film formed, for example, of polyester (PET)/polyester (PET), polyester (PET)/polypropylene (OPP), polyester (PET)/polyamide (OPA), polyamide (OPA)/polypropylene (OPP), polypropylene (OPP)/polypropylene (OPP), aluminium/polyester (PET), aluminium/polypropylene (OPP), aluminium/ polyamide (OPA) or paper/polypropylene (OPP), paper/polyester (PET) and of paper/polyamide (OPA).
- the film 14 is made of an outer layer of aluminium having a thickness of 9 ⁇ m which is laminated with an inner polyester (PET) layer having a thickness of 5 ⁇ m.
- PET polyester
- An adhesive layer is arranged between the aluminium layer and the polyester layer.
- Printing is arranged on the outer face of the aluminium layer and a cold seal layer is provided on the polyester layer.
- the weakening is formed in the polyester layer.
- the film 14 is made of an outer layer of polyester (PET) having thickness of 12 ⁇ m which is laminated with the inner aluminium layer having a thickness of 15 ⁇ m.
- An adhesive layer is arranged between the polyester and the aluminium layer. Printings are provided on the inner face of the polyester layer.
- a cold seal layer, or a varnish, or a coating is provided on the face of the aluminium layer.
- the film comprises three layers, of which the two outside layers are as defined above for a film formed of two layers, an intermediate layer being interposed between the two outside layers.
- the intermediate layer is formed, for example, of an aluminium foil from 6 to 45 ⁇ m and preferably from 7 to 15 ⁇ m.
- the aluminium is hard foil or annealed.
- the film is formed, for example, of polyester (PET)/aluminium/cast polypropylene (PP), or of polyester (PET)/aluminium/ polyethylene (PE), or of polyamide (OPA)/aluminium/polypropylene (PP), or of polyamide (OPA)/aluminium/polyethylene (PE), or of polypropylene (OPP)/aluminium/cast polypropylene (PP), or of polypropylene (OPP)/aluminium/polyethylene (PE).
- the intermediate layer is a bioriented film, for example a film of oriented polyamide, especially in a polyester (PET)/polyamide (OPA)/polypropylene (PP), polyester (PET)/polyamide (OPA)/polyethylene (PE), polyester (PET)/polypropylene (OPP)/polypropylene (PP), polyester (PET)/polypropylene (OPP)/polyethylene (PE), polyamide (OPA)/polyamide (OPA)/polypropylene (PP), polyamide (OPA)/polyamide (OPA)/polyethylene (PE), polyamide (OPA)/polypropylene (OPP)/polypropylene (PP), polyamide (OPA)/polypropylene (OPP)/polypropylene (PP), polyamide (OPA)/polypropylene (OPP)/polyethylene (PE), polyamide (OPA)/polyester (PET)/polypropylene (PP), poly
- the intermediate layer is advantageously weakened by treatment with high-energy radiation along the weakening line.
- the film is formed of three layers and is composed, for example, of polyester (PET)/polypropylene (PP)/polyester (PET), polyester (PET)/polyethylene (PE)/polyester (PET), polyester (PET)/polypropylene (PP)/polypropylene (OPP), polyester (PET)/polyethy-lene (PE)/polypropylene (OPP), polyester (PET)/polypropylene (PP)/polya-mide (OPA), polyester (PET)/polyethylene (PE)/polyamide (OPA), polyamide (OPA)/polypropylene (PP)/polyamide (OPA), polyamide (OPA)/polyethylene (PE)/polyamide (OPA), polyamide (OPA)/polypropylene (PP)/polypropylene (OPP), polyamide (OPA)/polyethylene (PE)/polypropylene (OPP), polyamide (OPA)/polyethylene
- Such a packaging is opened as follows.
- the packaging allows a clear and easy way of opening by hand without any additional tools and an easy access to the product.
- the force necessary to pop up one end of the packaging is low enough to enable an easy manual opening but the film is strong enough to be run on standard packaging equipment despite having a line of weakening.
- the weakening line 26 is arranged on the main face of the packaging and advantageously on the front 22 face opposite to the back face 20 having the longitudinal seal seam 16. It extends also partially on the lateral faces.
- the weakening line 26 extends at least partially over a sharp edge 28 of the packaged product in a tear initiation zone denoted 30.
- the tear initiation zone 30 extends over an end edge of the product when the product is elongated and is thus in the vicinity of a cross sealing seam 18A or/and 18B.
- the weakening line 26 is accurate along the tear initiation zone 30 and extends over the packaged product.
- the tear initiation zone 30 is sharp-curved with a low radius of curvature which is lower than the width of the packaged product.
- the radius of curvature is in the range of 0,5 cm to 3 cm.
- a weakening line 26 is provided on each end edge of the product.
- two weakening lines 26 are provided. Each line 26 extends on an end edge of the product.
- the packaged product is grasped in one hand and the free end where the cross seal of the packaging is located, is drawn away from the face of the packaging having the weakening line 26. Especially, the free end is drawn along a direction perpendicular to the plane of the weakening line 26.
- the tear initiation zone 30 When the free end of the packaging is drawn, the tear initiation zone 30 is pressed against the sharp edge of the product. Due to the force applied to the film along the tear initiation zone 30, because of the drawing action which is supported by bending at the product edge, the film 14 beaks in the tear initiation zone 30.
- FIG 4 is shown a variant of the package of figure 3 where the tear initiation zone 30 is provided with an angular point 32 which facilitates the initiation of the tearing of the film along the weakening line 26.
- a weakening line is provided at each end of the package or a similar weakening line is provided in the middle of the package, with the tear initiation zone being at the longitudinal product edges, allowing the same opening, but from the side of pack.
- the packaging can provide a waved or zigzagged weakening pattern in the centre of a brick pack as demonstrated in figures 5 and 6 .
- the resulting brick pack can be broken or opened at the zigzagged weakening line by twisting or tearing at both ends of the pack.
Abstract
The packaging (10) comprises a flexible film (14) wrapped around the product (12) to be packaged. The longitudinal edges of the film are sealed along a longitudinal sealing seam (16). The package comprises a cross sealing seam (18A, 18B) at each end, and at least a transverse weakening line (26) is arranged between both ends of the package. The tensile strength of the film (14) along the weakening line (26) is from 1 N/15 mm to 20 N/15 mm.
Description
- The present invention relates to a packaging comprising a flexible film wrapped around the product to be packaged, the longitudinal edges of the film being sealed along a longitudinal sealing seam, the package comprising a cross sealing seam at each end, and at least a transverse weakening line arranged between both ends of the package.
- Nowadays, many food products are packaged in wrappings formed of a film folded around the products. For example, the products are solid and elongated such as chocolate bars. A single product or several products are packaged in the same wrapping.
- In the known types of packaging, the wrapping is formed by a polymer or laminate film having a transverse weakening line. The weakening line is often at the end of the long side of the wrapping. In order to reach the content of the packaging, the film must be torn off along the weakening line.
- For initiating the tearing of the weakening line, it is known to provide a predetermined quantity of gas in the wrapping so that when the wrapping is squeezed, the inside pressure increases and the film tears along the weakening line.
- In another embodiment, it is known to break a solid product contained in the wrapping by bending it between the hands of the user to allow the film to be torn off under the action of the product breaking.
- Still in a known packaging, disclosed for example in
FR-2.717.449 - Accordingly, such types of packaging are not wholly satisfactory since they require a very particular handling and are, especially, difficult to open.
- The object of the invention is to propose a packaging which can be opened more easily.
- To that end, the invention relates to a packaging according to claim 1.
- According to particular embodiments, the invention has one or more of the features of the dependent claims.
- The invention will better be understood upon reading of the following description, which is given solely by way of example and with reference to the drawings, in which:
-
Figure 1 is a perspective view of a first embodiment of a packaging prior to opening ; -
Figure 2 is a view identical to that ofFigure 1 after opening of the packaging ; and -
Figures 3 and 4 are a perspective view of another embodiment of a packaging according to the invention prior to opening. -
Figures 5 and 6 are a perspective view of another embodiment of a packaging according to the invention prior to opening and after opening. -
Figure 1 shows apackaging 10 for the packaging of a solidelongated product 12 such as a flow wrapper or roll wrap for candy, cereal or chocolate bar. It is for example a stick pack. Such a packaging is especially suitable for a food product. - The
packaging 10 is constituted by a generally rectangularflexible film 14 which is wound and sealed around the product. Theflexible film 14 is formed of one or more superposed layers, as disclosed in the following. - The
packaging 10 is a "flowpack" wrapping. If the packaging is longer, it is called a stick pack, or if the packaging is of a distinct rectangular shape it is called brick pack, e.g. for cigarette bundle packs. - Accordingly, the
film 14 is folded around theproduct 12 and the longitudinal edges of the film are connected together along alongitudinal sealing seam 16. Thus, the film defines a tubular pipe containing the product. A cross sealingseam - The
longitudinal sealing seam 16 extends over aback face 20 of the packaging which is opposite to aflat front face 22 with respect to the packaged product. - In general the
longitudinal sealing seam 16 and thecross sealing seams film 14 as known per se. For example, the sealing as made by ultra sonic waves. In case of a brick pack the longitudinal and the cross seals are joint together by means of glues, adhesives or hotmelts. - After heat-sealing, the
film 14 defines a closedspace 24 in which the product is contained. - According to the invention, a transverse weakening
line 26 is provided in thefilm 14 e.g. between or at the ends of the package, preferably in the middle part of the package. - Preferably, the tensile strength of the
film 14 along the weakeningline 26 is from 1 N/15 mm to 20 N/15 mm and preferably from 1 N/15 mm to 10 N/15 mm and more preferably from 3N/15 mm to 8N/15 mm. - More precisely, the strength for initiating the rupture is low and is advantageously in the range of 1 N to 20 N preferably between 3 and 8N and more preferably around of 5N for a package having a diameter between 3 mm and 150 mm.
- In the embodiment of
Figure 1 , theweakening line 26 delimits a closed shape surrounding theproduct 14. It extends advantageously over a length of 10 to 950 mm. The whole of its trace is contained between thecross sealing seams line 26 extends in a transverse plane of the product in the intermediate part of the product which means between the ends of the product. - More precisely, in the embodiment shown, the
weakening line 26 delimits a generally peripherical profile. - Advantageously, the
film 14 has a visible marking identifying the position of theweakening line 26. In the embodiment shown inFigure 1 , that marking is constituted by a discontinuous black line printed on the film. - The weakening
line 26 is produced by treatment of the film constituting thefilm 14. The treatment is advantageously applied before the wrapping of the film around the product. - According to a first embodiment, the weakening
line 26 is produced by the application of high-energy radiation, such as a laser, by application of a laser beam along the trace of theweakening line 26, before thefilm 14 is wrapped. Treatment by high-energy radiation is carried out on one or more layers of thefilm 14 when the latter comprises more than one layer. - According to another embodiment, the
weakening line 26 is formed by a mechanical weakening of the film which extends along the trace of theweakening line 26. That mechanical treatment is carried out on one or more layers of the film when the latter comprises more than one layer. - According to a first example of mechanical treatment, a microporous weakening is provided along a strip of small width in order to form at least part of the weakening
line 26. The width is between 2 mm and 10 mm. Such a microporous strip of a film is obtained, for example, by passing the film between two rollers, one of which rollers has been rendered abrasive along the trace of the weakening line. Such a treatment is described, for example, in documentFR-2.717.449 - According to a second example, the mechanical weakening is formed by cutting the thickness of one or more layers of the film when the latter comprises more than one layer. The cuts are formed by a matrix of cutting elements when the film is being pressed between the matrix and a support, as it is known per se.
- According to yet another example, the
weakening line 26 is obtained by a line of micro-perforations which do not pass through the film, the micro-perforations being formed through one or more layers when the film comprises a plurality of layers. - According to a particular embodiment, the weakening of the film along the weakening line is variable according to the position along the
weakening line 26. For example, the weakening is greater in the front face of the package. - Advantageously, for machinability reasons, the longitudinal edges of the film intended to be connected to form the
longitudinal sealing seam 16 are stronger and thus the weakening of the line is reduced at the longitudinal edges of the film. - In a particular embodiment, the weakening line does not extend to the longitudinal edges and ends in the vincinity of the edges.
- Such differences in weakening are obtained, for example, by locally combining several weakening treatments on one or more films constituting the film, or by carrying out a more or less deep or more or less dense weakening treatment along the regions of the
weakening line 26. Such more or less dense or deep treatment is achieved in a particularly successful manner by subjecting the film to high-energy radiation. - Furthermore the weakening can also be of different shape, like waved or zigzagged pattern, as demonstrated in
Fig. 5 and 6 . - According to a first embodiment, the
film 14 is a monolayer and is formed by a base film of polymer or paper. Accordingly, thefilm 14 is a single-material film. In order to seal the film on itself, the film of polymer or paper is advantageously coated on its inner surface with a sealing material which is applied, for example, by extrusion, co-extrusion or any other coating which also may be applied during printing of the base film. - The base film is preferably formed by a bi-oriented polymer film, which may be co-extruded. It may also be a mono-oriented or a non-oriented film obtained by co-extrusion. That film is formed, for example, of polypropylene (OPP), polyester (PET) or polyamide (OPA). The thickness of the base film is generally from 5 to 100 microns and preferably from 12 microns to 50 microns.
- The sealing material is chosen in order to permit fused bonding. Typically, the thickness of the sealing material is from 10 to 40 microns, the amount of sealing material like a lacquer deposited being from 1 to 12 g/m2.
- In that case, the weakening is formed in the base layer.
- According to a second embodiment, the
film 14 is formed by two laminated layers. Accordingly, the film comprises a base layer formed of polymer or paper which is associated, along its inner face with a sealing layer of polymer, in order to permit fused bonding. - The base layer and the sealing layer are bonded with one another by means of lamination with an adhesive or by resin extrusion.
- The base layer is advantageously formed of a bi-oriented polymer film. However, it may also be a cast film. The polymer forming the base layer is preferably polyester (PET), polyamide (OPA) or polypropylene (OPP), which furthermore can be metalized or ceramic coated.
- The sealing layer is formed, for example, of polyethylene (PE), which optionally may be blended with other polymers or co-extruded in admixture or non-oriented co-extruded with other polymers, e.g. polyester (PET)/polyethylene (PE), polyamide (OPA)/polyethylene (PE) or polypropylene (OPP)/polyethylene (PE). As a variation, the sealing layer is formed of polypropylene (PP), preferably cast polypropylene, homopolymers or copoly-mers, e.g. polyester (PET)/polypropylene (PP), polyamide (OPA)/polypropy-lene (PP) or polypropylene (OPP)/polypropylene (PP).
- According to another variant, the sealing layer is constituted by amorphous polyester or copolyester (PETG), e.g. polyester (PET)/polyester (PETG), polyamide (OPA)/polyester (PETG) or polypropylene (OPP)/polyester (PETG).
- When the film is a laminate of two layers, the inner layer is advantageously sealable.
- In this embodiment, where the film is formed by two layers, the weakening is affecting the outer layer and optionally the inner layer which may partially be treated or weakened as well. According to a particular embodiment, the outer layer is weakened by treatment with high-energy radiation, while the inner layer is weakened by mechanical treatment such as a microporous weakening, or vice versa. In addition, the same mechanical or high-energy radiation treatment is carried out on both layers.
- By way of variation, the
film 14 is formed of a two-layer laminated film formed, for example, of polyester (PET)/polyester (PET), polyester (PET)/polypropylene (OPP), polyester (PET)/polyamide (OPA), polyamide (OPA)/polypropylene (OPP), polypropylene (OPP)/polypropylene (OPP), aluminium/polyester (PET), aluminium/polypropylene (OPP), aluminium/ polyamide (OPA) or paper/polypropylene (OPP), paper/polyester (PET) and of paper/polyamide (OPA). - For example, the
film 14 is made of an outer layer of aluminium having a thickness of 9 µm which is laminated with an inner polyester (PET) layer having a thickness of 5 µm. An adhesive layer is arranged between the aluminium layer and the polyester layer. - Printing is arranged on the outer face of the aluminium layer and a cold seal layer is provided on the polyester layer. The weakening is formed in the polyester layer.
- According to another embodiment, the
film 14 is made of an outer layer of polyester (PET) having thickness of 12 µm which is laminated with the inner aluminium layer having a thickness of 15 µm. An adhesive layer is arranged between the polyester and the aluminium layer. Printings are provided on the inner face of the polyester layer. A cold seal layer, or a varnish, or a coating is provided on the face of the aluminium layer. - According to yet another embodiment, the film comprises three layers, of which the two outside layers are as defined above for a film formed of two layers, an intermediate layer being interposed between the two outside layers.
- The intermediate layer is formed, for example, of an aluminium foil from 6 to 45 µm and preferably from 7 to 15 µm. The aluminium is hard foil or annealed.
- Accordingly, the film is formed, for example, of polyester (PET)/aluminium/cast polypropylene (PP), or of polyester (PET)/aluminium/ polyethylene (PE), or of polyamide (OPA)/aluminium/polypropylene (PP), or of polyamide (OPA)/aluminium/polyethylene (PE), or of polypropylene (OPP)/aluminium/cast polypropylene (PP), or of polypropylene (OPP)/aluminium/polyethylene (PE).
- By way of variation, the intermediate layer is a bioriented film, for example a film of oriented polyamide, especially in a polyester (PET)/polyamide (OPA)/polypropylene (PP), polyester (PET)/polyamide (OPA)/polyethylene (PE), polyester (PET)/polypropylene (OPP)/polypropylene (PP), polyester (PET)/polypropylene (OPP)/polyethylene (PE), polyamide (OPA)/polyamide (OPA)/polypropylene (PP), polyamide (OPA)/polyamide (OPA)/polyethylene (PE), polyamide (OPA)/polypropylene (OPP)/polypropylene (PP), polyamide (OPA)/polypropylene (OPP)/polyethylene (PE), polyamide (OPA)/polyester (PET)/polypropylene (PP), polyamide (OPA)/polyester (PET)/polyethylene (PE), polypropylene (OPP)/polypropylene (OPP)/polypropylene (PP), polypropylene (OPP)/polypropylene (OPP)/polyethylene (PE), polypropylene (OPP)/polyamide (OPA)/polypropy-lene (PP), polypropylene (OPP)/polyamide (OPA)/polyethylene (PE), poly-propylene (OPP)/polyester (PET)/polypropylene (PP), or polypropylene (OPP)/polyester (PET)/polyethylene (PE) structure.
- When the film comprises three layers, the intermediate layer is advantageously weakened by treatment with high-energy radiation along the weakening line.
- According to another variant, the film is formed of three layers and is composed, for example, of polyester (PET)/polypropylene (PP)/polyester (PET), polyester (PET)/polyethylene (PE)/polyester (PET), polyester (PET)/polypropylene (PP)/polypropylene (OPP), polyester (PET)/polyethy-lene (PE)/polypropylene (OPP), polyester (PET)/polypropylene (PP)/polya-mide (OPA), polyester (PET)/polyethylene (PE)/polyamide (OPA), polyamide (OPA)/polypropylene (PP)/polyamide (OPA), polyamide (OPA)/polyethylene (PE)/polyamide (OPA), polyamide (OPA)/polypropylene (PP)/polypropylene (OPP), polyamide (OPA)/polyethylene (PE)/polypropylene (OPP), polypropylene (OPA)/polypropylene (PP)/polypropylene (OPP), or of polypropylene (OPP)/polyethylene (PE)/polypropylene (OPP).
- Such a packaging is opened as follows.
- The user grasps the packaging from each end and more precisely from each
cross sealing seams line 26. Thanks to the shape and the position of the weakeningline 26, the packaging is cut into two separated portions as shown onfigure 2 . A top portion of the wrapping is then removed, while the bottom portion remains over one half of the product. For eating the product, the open packaging is hold at the bottom portion. - The packaging allows a clear and easy way of opening by hand without any additional tools and an easy access to the product.
- Due to the particular tensile strength of the film along the weakening line, the force necessary to pop up one end of the packaging is low enough to enable an easy manual opening but the film is strong enough to be run on standard packaging equipment despite having a line of weakening.
- Other embodiments of the invention are shown on
figures 3, 4 ,5 and 6 . - In these figures, the same references as in
figures 1 and 2 are used for designating corresponding or similar parts. - In case of the embodiments shown in
figures 3 and 4 , the weakeningline 26 is arranged on the main face of the packaging and advantageously on the front 22 face opposite to theback face 20 having thelongitudinal seal seam 16. It extends also partially on the lateral faces. - The weakening
line 26 extends at least partially over asharp edge 28 of the packaged product in a tear initiation zone denoted 30. - Advantageously, the
tear initiation zone 30 extends over an end edge of the product when the product is elongated and is thus in the vicinity of across sealing seam 18A or/and 18B. - For an easy opening, the weakening
line 26 is accurate along thetear initiation zone 30 and extends over the packaged product. - As shown on
figure 3 , thetear initiation zone 30 is sharp-curved with a low radius of curvature which is lower than the width of the packaged product. Typically, the radius of curvature is in the range of 0,5 cm to 3 cm. - For allowing an opening of the packaging at each end, a weakening
line 26 is provided on each end edge of the product. Advantageously, two weakeninglines 26 are provided. Eachline 26 extends on an end edge of the product. - For opening the packaging, the packaged product is grasped in one hand and the free end where the cross seal of the packaging is located, is drawn away from the face of the packaging having the weakening
line 26. Especially, the free end is drawn along a direction perpendicular to the plane of the weakeningline 26. - When the free end of the packaging is drawn, the
tear initiation zone 30 is pressed against the sharp edge of the product. Due to the force applied to the film along thetear initiation zone 30, because of the drawing action which is supported by bending at the product edge, thefilm 14 beaks in thetear initiation zone 30. - Then, the tear spreads along the weakening
line 26, thus allowing the access to the product. - On
figure 4 is shown a variant of the package offigure 3 where thetear initiation zone 30 is provided with anangular point 32 which facilitates the initiation of the tearing of the film along the weakeningline 26. - Still according to another embodiment, a weakening line is provided at each end of the package or a similar weakening line is provided in the middle of the package, with the tear initiation zone being at the longitudinal product edges, allowing the same opening, but from the side of pack.
- According to yet another embodiment, the packaging can provide a waved or zigzagged weakening pattern in the centre of a brick pack as demonstrated in
figures 5 and 6 . In case of cigarette packs for example, which are assorted to a rectangular bundle pack containing several individual packs, the resulting brick pack can be broken or opened at the zigzagged weakening line by twisting or tearing at both ends of the pack.
Claims (16)
- Packaging (10) comprising a flexible film (14) wrapped around the product (12) to be packaged, the longitudinal edges of the film being sealed along a longitudinal sealing seam (16), the package comprising a cross sealing seam (18A, 18B) at each end, and at least a transverse weakening line (26) arranged between both ends of the package, characterized in that the tensile strength of the film (14) along the weakening line (26) is from 3 N/15 mm to 8 N/15 mm.
- Packaging according to claim 1, characterised in that the weakening line (26) extends all around the product in a transverse plan.
- Packaging according to claim 1, characterised in that the weakening line (26) includes a tear initiation zone (30) which extends along a transverse or longitudinal edge of the product (12) so that when the packaging is drawn, the tear initiation zone (30) is pressed against the edge of the product (12).
- Packaging according to any one of the preceding claims, characterized in that the diameter of the packaging in the area of the weakening line (26) is between 3 mm to 150 mm.
- Packaging according to any one of the preceding claims" characterised in that the weakening line (26) delimits a closed or pattern shape.
- Packaging according to any of claims 1 - 4, characterized in that the weakening line (26) does not extend on the longitudinal edges of the film or the weakening line (26) is stronger on the longitudinal edges of the film than in its current part in order to maintain optimum machinability.
- Packaging according to any one of the preceding claims, characterised in that the weakening line (26) includes at least one angular point (32).
- Packaging according to any one of the preceding claims, characterised in that the film (14) has a visible marking identifying the position of the weakening line (26).
- Packaging according to any one of the preceding claims, characterised in that the film (14) has, along the weakening line (26), at least one mechanical weakening treatment on at least one layer of the film.
- Packaging according to claim 9, characterised in that said mechanical weakening treatment comprises a microporous weakening.
- Packaging according to claim 9 or 10, characterised in that said mechanical weakening treatment comprises partially cutting at least one layer of the film (14) with the aid of a matrix of blades along the trace of the weakening line (26).
- Packaging according to any one of the preceding claims, characterised in that the film (14) has, along the weakening line (26), a weakening treatment by high-energy radiation along at least one layer of the film.
- Packaging according to any one of claims 9 to 12, characterised in that the film comprises at least two layers of which at least two have undergone any weakening treatment, along the trace of the weakening line (26).
- Packaging according to claims 12 and 13 and any one of claims 9 to 11, characterised in that the film comprises at least two laminated layers, the first layer having undergone mechanical weakening treatment along the trace of the weakening line (26), the second layer having undergone weakening treatment by means of high-energy radiation along the trace of the weakening line (26).
- Packaging according to any one of the preceding claims, characterised in that the film (14) is selected from the group consisting of polypropylene (OPP), polyester (PET), polyamide (OPA), polyester (PET)/poly-ethylene (PE), polyamide (OPA)/polyethylene (PE), polypropylene (OPP)/ polyethylene (PE), polyester (PET)/polypropylene (PP), polyamide (OPA)/ polypropylene (PP), polypropylene (OPP)/polypropylene (PP), polyester (PET)/polyester (PETG), polyamide (OPA)/polyester (PETG), polypropylene (OPP)/polyester (PETG), polyester (PET)/polyester (PET), polyester (PET)/ polypropylene (OPP), polyester (PET)/polyamide (OPA), polyamide (OPA)/ polypropylene (OPP), polypropylene (OPP)/polypropylene (OPP), aluminium/polyester (PET), aluminium/polypropylene (OPP), aluminium/ polyamide (OPA), paper/polypropylene (OPP), paper/polyester (PET), paper/polyamide (OPA), polyester (PET)/aluminium/cast polypropylene (PP), polyester (PET)/aluminium/ polyethylene (PE), polyamide (OPA)/aluminium/polypropylene (PP), polyamide (OPA)/aluminium/polyethylene (PE), polypropylene (OPP)/aluminium/cast polypropylene (PP), polypropylene (OPP)/aluminium/ polyethylene (PE), polyester (PET)/polyamide (OPA)/polypropylene (PP), polyester (PET)/polyamide (OPA)/polyethylene (PE), polyester (PET)/poly-propylene (OPP)/polypropylene (PP), polyester (PET)/polypropylene (OPP)/ polyethylene (PE), polyamide (OPA)/polyamide (OPA)/polypropylene (PP), polyamide (OPA)/polyamide (OPA)/polyethylene (PE), polyamide (OPA)/ polypropylene (OPP)/polypropylene (PP), polyamide (OPA)/polypropylene (OPP)/polyethylene (PE), polyamide (OPA)/polyester (PET)/polypropylene (PP), polyamide (OPA)/polyester (PET)/polyethylene (PE), polypropylene (OPP)/polypropylene (OPP)/polypropylene (PP), polypropylene (OPP)/poly-propylene (OPP)/polyethylene (PE), polypropylene (OPP)/polyamide (OPA)/ polypropylene (PP), polypropylene (OPP)/polyamide (OPA)/polyethylene (PE), polypropylene (OPP)/polyester (PET)/polypropylene (PP), polypropylene (OPP)/polyester (PET)/polyethylene (PE), polyester (PET)/polypropy-lene (PP)/polyester (PET), polyester (PET)/polyethylene (PE)/polyester (PET), polyester (PET)/polypropylene (PP)/polypropylene (OPP), polyester (PET)/polyethylene (PE)/polypropylene (OPP), polyester (PET)/polypropy-lene (PP)/polyamide (OPA), polyester (PET)/polyethylene (PE)/polyamide (OPA), polyamide (OPA)/polypropylene (PP)/polyamide (OPA), polyamide (OPA)/polyethylene (PE)/polyamide (OPA), polyamide (OPA)/polypropylene (PP)/polypropylene (OPP), polyamide (OPA)/polyethylene (PE)/polypropy-lene (OPP), polypropylene (OPA)/polypropylene (PP)/polypropylene (OPP) and polypropylene (OPP)/polyethylene (PE)/polypropylene (OPP).
- Packaging according to claim 15, characterized in that the film (14) is made of an aluminium layer having a thickness between 6 µm and 45 µm and a polyester layer having a thickness between 3 µm and 50 µm.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP04292495A EP1650137B1 (en) | 2004-10-20 | 2004-10-20 | Packaging having a weakening line |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04292495.1 Division | 2004-10-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2284096A1 true EP2284096A1 (en) | 2011-02-16 |
Family
ID=34931466
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10185377A Withdrawn EP2284096A1 (en) | 2004-10-20 | 2004-10-20 | Packaging having a weakening line |
| EP04292495A Active EP1650137B1 (en) | 2004-10-20 | 2004-10-20 | Packaging having a weakening line |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04292495A Active EP1650137B1 (en) | 2004-10-20 | 2004-10-20 | Packaging having a weakening line |
Country Status (6)
| Country | Link |
|---|---|
| EP (2) | EP2284096A1 (en) |
| AT (1) | ATE512086T1 (en) |
| DK (1) | DK1650137T3 (en) |
| ES (1) | ES2370892T3 (en) |
| PL (1) | PL1650137T3 (en) |
| WO (1) | WO2006045542A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107074422A (en) * | 2014-10-09 | 2017-08-18 | 洲际大品牌有限责任公司 | The method of packaging and opening comprising food product |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0818122D0 (en) * | 2008-10-03 | 2008-11-05 | Innovia Films Ltd | Overwrap film |
| US8814430B2 (en) | 2010-02-23 | 2014-08-26 | Kraft Foods R&D, Inc. | Food package having opening feature |
| EP2463214A1 (en) * | 2010-12-09 | 2012-06-13 | Constantia Teich GmbH | Wrapper packaging |
| GB2488782A (en) * | 2011-03-07 | 2012-09-12 | L C S Tech Ltd | Stronger Breaking Line |
| GB2511307A (en) * | 2013-02-27 | 2014-09-03 | British American Tobacco Co | A blank of wrapping material |
| RU2016125243A (en) * | 2013-11-27 | 2018-01-09 | Джонсон энд Джонсон Консьюмер Инк. | PACKING "STICK-PACK" |
| CA2927622A1 (en) * | 2013-12-10 | 2015-06-18 | Graphic Packaging International, Inc. | Package with opening feature |
| US9251778B2 (en) | 2014-06-06 | 2016-02-02 | Industrial Technology Research Institute | Metal foil with microcracks, method of manufacturing the same, and sound-absorbing structure having the same |
| BE1025098B1 (en) * | 2017-03-31 | 2018-10-31 | Imperial Meat Products, Vof | MEAT, DAIRY OR MEAT-REPLACING PRODUCT WITH EASY TO OPEN PACK |
| EP3638049B1 (en) * | 2017-06-15 | 2020-12-30 | Unilever PLC | Frozen confection product packaging |
| WO2020070251A1 (en) * | 2018-10-04 | 2020-04-09 | Unilever Plc | Frozen confection packaging |
| CN114102736A (en) * | 2021-11-13 | 2022-03-01 | 严德雪 | Packaging film processing technology |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB749182A (en) * | 1952-10-03 | 1956-05-23 | Rose Brothers Ltd | Improvements in ice cream packages |
| EP0540184A1 (en) * | 1991-10-02 | 1993-05-05 | American National Can Company | Improved laser scored package |
| EP0597446A1 (en) * | 1992-11-09 | 1994-05-18 | McNEIL-PPC, INC. | Packaging material having at least one line of weakness and process and apparatus for producing it |
| FR2717449A1 (en) | 1994-03-15 | 1995-09-22 | Cmb Flexible | Package using polymer sheet esp. for dry foodstuffs |
| US6077551A (en) * | 1998-06-04 | 2000-06-20 | Hunt-Wesson, Inc. | Microwave popcorn preparation and serving package with releasably adhered lap seam |
| US20030231811A1 (en) * | 2002-06-07 | 2003-12-18 | Hodson Jay D. | Internally scored film, package and methods of making the same |
-
2004
- 2004-10-20 DK DK04292495.1T patent/DK1650137T3/en active
- 2004-10-20 AT AT04292495T patent/ATE512086T1/en active
- 2004-10-20 ES ES04292495T patent/ES2370892T3/en active Active
- 2004-10-20 EP EP10185377A patent/EP2284096A1/en not_active Withdrawn
- 2004-10-20 PL PL04292495T patent/PL1650137T3/en unknown
- 2004-10-20 EP EP04292495A patent/EP1650137B1/en active Active
-
2005
- 2005-10-19 WO PCT/EP2005/011315 patent/WO2006045542A1/en active Application Filing
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB749182A (en) * | 1952-10-03 | 1956-05-23 | Rose Brothers Ltd | Improvements in ice cream packages |
| EP0540184A1 (en) * | 1991-10-02 | 1993-05-05 | American National Can Company | Improved laser scored package |
| EP0597446A1 (en) * | 1992-11-09 | 1994-05-18 | McNEIL-PPC, INC. | Packaging material having at least one line of weakness and process and apparatus for producing it |
| FR2717449A1 (en) | 1994-03-15 | 1995-09-22 | Cmb Flexible | Package using polymer sheet esp. for dry foodstuffs |
| US6077551A (en) * | 1998-06-04 | 2000-06-20 | Hunt-Wesson, Inc. | Microwave popcorn preparation and serving package with releasably adhered lap seam |
| US20030231811A1 (en) * | 2002-06-07 | 2003-12-18 | Hodson Jay D. | Internally scored film, package and methods of making the same |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107074422A (en) * | 2014-10-09 | 2017-08-18 | 洲际大品牌有限责任公司 | The method of packaging and opening comprising food product |
| US10407229B2 (en) | 2014-10-09 | 2019-09-10 | Intercontinental Great Brands Llc | Packages containing a food product and methods of opening |
| CN107074422B (en) * | 2014-10-09 | 2020-08-07 | 洲际大品牌有限责任公司 | Package containing a food product and method of opening |
| US10865027B2 (en) | 2014-10-09 | 2020-12-15 | Intercontinental Great Brands Llc | Packages containing a food product and methods of opening |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE512086T1 (en) | 2011-06-15 |
| ES2370892T3 (en) | 2011-12-23 |
| WO2006045542A1 (en) | 2006-05-04 |
| PL1650137T3 (en) | 2012-01-31 |
| EP1650137A1 (en) | 2006-04-26 |
| EP1650137B1 (en) | 2011-06-08 |
| DK1650137T3 (en) | 2011-07-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2006045542A1 (en) | Packaging having a weakening line | |
| EP2571782B1 (en) | Easy open flexible film packaging products and methods of manufacture | |
| EP3109172B1 (en) | Reclosable flexible film packaging products and methods of manufacture | |
| EP2059456B1 (en) | Improved packaging with lines of weakness | |
| CA2100573C (en) | Dough container with preweakened non-peel label | |
| EP2969836B1 (en) | Package opening feature and methods of manufacturing same | |
| JP4927308B2 (en) | Plastic film package with tearable tape strip | |
| EP2650229B1 (en) | Severable film package enclosing stacked confectionery product pieces | |
| EP0596747A1 (en) | Easy open package, film and method of construction | |
| US20080038415A1 (en) | Packaging Having A Weakening Area | |
| US20130209003A1 (en) | Bag packaging | |
| US6541086B2 (en) | Easily tearable packing films | |
| WO2005102863A1 (en) | An improved sachet pouch | |
| JP5659824B2 (en) | Packaging bag | |
| US20170233157A1 (en) | Film packaging and method of using same | |
| JPH09132249A (en) | Packaging bag and its manufacture | |
| US20050220377A1 (en) | Tear string opening system for flexible container | |
| JP7350465B2 (en) | bag | |
| JP3414943B2 (en) | Packaging bag | |
| NZ615554B2 (en) | Reclosable flexible film packaging products and methods of manufacture |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 1650137 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20110817 |