EP2842730A1 - Device for embossing packaging materials with a set of embossing rollers of the male matrix type - Google Patents
Device for embossing packaging materials with a set of embossing rollers of the male matrix type Download PDFInfo
- Publication number
- EP2842730A1 EP2842730A1 EP13181978.1A EP13181978A EP2842730A1 EP 2842730 A1 EP2842730 A1 EP 2842730A1 EP 13181978 A EP13181978 A EP 13181978A EP 2842730 A1 EP2842730 A1 EP 2842730A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- embossing
- roller
- roll
- die
- rollers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/07—Embossing, i.e. producing impressions formed by locally deep-drawing, e.g. using rolls provided with complementary profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44B—MACHINES, APPARATUS OR TOOLS FOR ARTISTIC WORK, e.g. FOR SCULPTURING, GUILLOCHING, CARVING, BRANDING, INLAYING
- B44B5/00—Machines or apparatus for embossing decorations or marks, e.g. embossing coins
- B44B5/02—Dies; Accessories
- B44B5/026—Dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0723—Characteristics of the rollers
- B31F2201/0725—Hardness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0723—Characteristics of the rollers
- B31F2201/0733—Pattern
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0723—Characteristics of the rollers
- B31F2201/0738—Cross sectional profile of the embossments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0741—Roller cooperating with a non-even counter roller
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0741—Roller cooperating with a non-even counter roller
- B31F2201/0743—Roller cooperating with a non-even counter roller having a matching profile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0771—Other aspects of the embossing operations
- B31F2201/0774—Multiple successive embossing operations
Abstract
Die Prägevorrichtung zum Prägen von Verpackungsmaterial weist einen Satz Prägewalzen mit miteinander kooperierenden Patrizen- und Matrizenwalzen auf, deren Oberfläche mit Strukturelementen versehen ist, wobei die Strukturelemente (M6R6) auf der Oberfläche der Matrizenwalze (M6), die den Strukturelelementen (P6E6) auf der Oberfläche der Patrizenwalze (P6) zugeordnet sind, um einen Betrag von oberhalb 15 µm in axialer und radialer Richtung nicht invers kongruent sind und die einander zugeordneten Strukturelemente der Patrizen- und Matrizenwalze zwecks lokaler Druckerhöhung Facetten (F) aufweisen. Eine Facette (F) weist Flächen (FN) auf, die in Bezug auf die gedachte, stetige Oberfläche der Struktur geneigt ist. Mit solchen facettierten Walzen lassen sich eine sehr grosse Vielfalt von Folien ästhetisch ansprechend prägen, wobei die Folien vor allem in der Tabak- und Lebensmittelindustrie einsetzbar sind.The embossing device for embossing packaging material comprises a set of embossing rollers with cooperating male and female rollers whose surface is provided with structural elements, the structural elements (M6R6) on the surface of the master cylinder (M6), the structural elements (P6E6) on the surface the Patrizenwalze (P6) are associated, are not inversely congruent to an amount of above 15 microns in the axial and radial directions and the associated structural elements of the male and female rollers for the purpose of local pressure increase facets (F). A facet (F) has surfaces (FN) inclined with respect to the imaginary, continuous surface of the structure. With such faceted rollers, a very large variety of films can be aesthetically pleasing, whereby the films can be used above all in the tobacco and food industry.
Description
Die vorliegende Erfindung bezieht sich auf eine Vorrichtung zum Prägen von Verpackungsmaterial mit mindestens zwei Prägewalzen, gemäss Oberbegriff von Patentanspruch 1.The present invention relates to a device for embossing packaging material with at least two embossing rollers, according to the preamble of
Verpackungsfolien für die Tabakindustrie oder für die Lebensmittelindustrie werden schon seit geraumer Zeit mit Prägewalzen-Vorrichtungen geprägt, wobei es sich z. B. um sogenannte Innerliner, die um eine Anzahl Zigaretten gehüllt werden, oder um Verpackungsmaterial für Schokolade, Butter oder ähnliche Lebensmittel, Elektronikbauteile, Schmuck oder Uhren handeln kann.Packaging films for the tobacco industry or for the food industry have been embossed for quite some time with embossing roll devices, wherein z. For example, so-called inner liners, which are wrapped around a number of cigarettes, or can act as packaging material for chocolate, butter or similar foods, electronic components, jewelry or watches.
Die sogenannten Innerliner bestanden zunächst aus reinen Aluminiumfolien, wie zum Beispiel Haushaltsfolien, und diese wurden dadurch geprägt, dass sie zwischen zwei Walzen durchgeführt wurden, wovon mindestens eine Walze ein Relief aufwies, die sogenannten Logos. Bis etwa 1980 bestand ein solches Walzenpaar mehrheitlich aus einer Stahlwalze, auf der ein Relief geformt war und aus einer Gegenwalze aus einem resilienten Material, beispielsweise Gummi, Papier oder Plexiglas. Durch das Eindrücken des Reliefs der Patrizenwalze in die Gegenwalze = Matrizenwalze wurde der spiegelbildliche Abdruck hergestellt.The so-called inner liners initially consisted of pure aluminum foils, such as household foils, and these were characterized by the fact that they were carried out between two rolls, of which at least one roller had a relief, the so-called logos. Until about 1980, such a pair of rollers consisted in the majority of a steel roller on which a relief was formed and a counter-roller of a resilient material, such as rubber, paper or Plexiglas. By impressing the relief of the Patrizenwalze in the mating roll = die roll of the mirror image impression was prepared.
Stellvertretend dafür sei die
Für anspruchsvollere Logos wurde das Relief der PatrizenWalze auf eine Schicht auf der Matrizenwalze übertragen und die den erhabenen Stellen entsprechenden Vertiefungen wurden herausgeätzt oder anderweitig herausgearbeitet. In letzter Zeit wurde für diese Gravur auch Laser verwendet.For more sophisticated logos, the relief of the patrix roll was transferred to a layer on the die roll and the pits corresponding to the raised areas were etched out or otherwise worked out. Recently, lasers have been used for this engraving.
Da diese Herstellung von Matrizenwalzen für anspruchsvolle Logos aufwendig ist, setzte sich ab etwa 1980, nach dem Anmelden der
Dadurch wurde es auch möglich, das sogenannte Satinieren zu erzeugen, wobei durch die grosse Anzahl von kleinen Vertiefungen, die durch die Zähne hervorgerufen worden sind, die vorher glänzende Oberfläche ein mattes und dadurch auch edleres Aussehen erhält.As a result, it has also been possible to produce the so-called satin, whereby the previously shiny surface receives a dull and thus also more noble appearance due to the large number of small depressions which have been caused by the teeth.
Parallel zu den Entwicklungen der Prägetechnik, bzw. der Herstellung der Prägewalzen, vollzog sich auch ein Wandel in den Verpackungsmaterialien, wobei die ursprünglich ganzmetallenen Aluminiumfolien durch Papierfolien ersetzt wurden, deren Oberflächen aus Umweltüberlegungen mit immer dünneren Metallschichten beschichtet wurden, wobei zuletzt die Metallschicht aufgesputtert wurde. In neuerer Zeit und auch in der Zukunft wird die Metallisierung der Innerliner noch geringer werden oder ganz verschwinden.Parallel to the development of embossing technology, or the production of embossing rollers, also a change in the packaging materials took place, the original all-metal aluminum foils were replaced by paper foils, whose surfaces were coated from environmental considerations with ever thinner metal layers, with the last sputtered the metal layer , In more recent times, and also in the future, the metallization of inner liners will become even smaller or disappear altogether.
Gleichzeitig dazu sind Bestrebungen im Gange, vom klassischen Verpackungssystem Zigaretten in Innerlinern verpackt und diese Packung in einem Kartongehäuse gesteckt, wegzukommen, zu sogenannten Weichpackungen, wobei nur noch eine Umhüllungsfolie vorgesehen ist, die beide Funktionen, nämlich das Feuchthalten der Zigaretten und Schutz vor äusseren Geruchseinflüssen einerseits und eine gewisse Steifigkeit zum mechanischen Schutz der Zigaretten andererseits, zu übernehmen.At the same time efforts are underway, packaged by the traditional packaging system cigarettes in inner liners and put this pack in a cardboard housing to get away, so-called soft packs, with only a wrapping film is provided, both functions, namely the moisturization of cigarettes and protection against external odors on the one hand and a certain stiffness for the mechanical protection of the cigarettes on the other.
Die Entwicklungen in der Herstellung der Prägewalzen, insbesondere durch den gleichen Anmelder bekannt, siehe beispielsweise
Es werden auch neue Wege für die Produkteidentifizierung gesucht, die bis anhin vor allem in weltweit gepflegten Markennamen sichergestellt worden ist. Heute kommen z. B. sogenannte taktile Effekte zum Einsatz, die durch spezielle Oberflächenstrukturen der Papiere oder durch Spezialgravuren erzeugt werden. Textilien wie Papiere werden mit blähbaren für IR-Absorption optimierten Farben versehen, welche sogenannte Pseudoprägungen erzeugen. Sinn dieser Technik kann eine spürbare Reliefbildung sein, um zum Beispiel eine samtartige Oberfläche oder einen Matteffekt zu erzeugen. Beim Einsatz für lebensmittelechte Zwecke sind benetzende Techniken jedoch fraglich.It is also looking for new ways for product identification, which has been ensured until now, especially in globally cultivated brand names. Today come z. As so-called tactile effects are used, which are generated by special surface structures of the papers or special engravings. Textiles such as papers are provided with inflatable colors optimized for IR absorption which produce so-called pseudo-embossings. Sense of this technique can be a noticeable relief formation, for example, to create a velvety surface or a matte effect. When used for food-safe purposes, however, wetting techniques are questionable.
Bei taktilen Oberflächen identifiziert der Konsument das Produkt durch seinen Tastsinn. Ausserdem kann dies zum Einsatz für Blindenschriften oder zur Erzeugung von versteckten Sicherheitsmerkmalen führen. Taktil erzeugte Informationen können zum Beispiel mittels Laserstrahlen durch die Oberflächen abhängige Reflektivität ausgelesen werden. Es gibt heute auch Entwicklungen, die zum Ziele haben, durch Bestreichen der Oberfläche akustisch hörbare Effekte zu erzeugen.In tactile surfaces, the consumer identifies the product by his sense of touch. It may also result in braille usage or hidden security features. Tactile generated information can be read, for example, by means of laser beams through the surface-dependent reflectivity. There are also developments today that aim to create acoustically audible effects by painting the surface.
Ein anderer Bereich der Tabakindustrie befasst sich mit der Zigarette selber, zum Beispiel mit dessen Mundstück, auch Tipping genannt.Another area of the tobacco industry deals with the cigarette itself, for example, with the mouthpiece, also called tipping.
Die immer restriktiver wirkende Gesetzgebung bezüglich Raucherwaren, sowie das Bestreben, weitere Merkmale wie taktile, akustische oder andere optische Merkmale einerseits und die immer grössere Vielfalt von verschiedenartigen Verpackungsmaterialien wie Aluminiumfolien, metallbeschichtete Papiere, Tippingpapiere, Hybridfolien, Kunststofffolien, Karton oder Halbkarton andererseits führen dazu, dass die herkömmlichen Pin up-Pin up-Prägewalzen, bei denen sowohl die angetriebene Walze als auch die Gegenwalzen eine grosse Anzahl von Zähnen aufweisen, zwar für das Prägen von Innerlinern weiterhin voll und erfolgreich einsetzbar sind, jedoch für die oben angegebenen Ziele an ihre Grenze stossen.The increasingly restrictive legislation on smokers, as well as the desire to further features such as tactile, acoustic or other optical features on the one hand and the ever-increasing variety of packaging materials such as aluminum foil, metal-coated papers, Tippingpapiere, hybrid films, plastic films, cardboard or half board on the other cause Although conventional pin-up pin-up embossing rollers, in which both the driven roller and the counter-rollers have a large number of teeth, are still fully and successfully applicable to embossing inner liners, they reach their limits for the purposes set out above bump.
Bekannte Walzensysteme mit einer Patrizenwalze mit Patrizenstrukturen und einer Matrizenwalze mit dazu invers kongruenten Matrizenstrukturen können zwar den Bereich von dekorativen Elementen erweitern, sind jedoch infolge des paarweisen Anfertigen und Sortieren in der Herstellung sehr kostenintensiv und vor allem zeitaufwendig, so dass sich deren Herstellung für eine industrielle Prägung von zum Beispiel metallisierten Innerlinern für die Tabakindustrie nicht eignet.Although known roller systems with a patrone roller with Patrizenstrukturen and a die roller with inversely congruent die structures can expand the range of decorative elements, but are due to the Pairwise manufacturing and sorting in production very costly and, above all, time-consuming, so that their production for industrial embossing of, for example, metallized inner liners for the tobacco industry is not suitable.
Ausserdem kann eine Feinprägung nur mit einem sehr grossen Aufwand bei der Herstellung solcher Walzen gewährleistet werden. Hinzu kommt, dass in diesem Fall bei der Verwendung einer Patrizenwalze und einer invers kongruenten Matrizenwalze die dazwischen liegende Folie beim Prägen derart gequetscht wird, dass in der Querrichtung Spannungen entstehen, die für Tabakwarenpapiere inakzeptabel sind. Ausserdem ergibt sich eine schwer beherrschbare Grenze zur Lochbildung und es sind sehr hohe Drücke für ein Highspeed-Online-Verfahren notwendig, wobei die Prägezeiten im Millisekunden-Bereich liegen. Schliesslich besteht eine Tendenz, dickere Papiere zu verwenden.In addition, a fine embossing can be ensured only with a very large effort in the production of such rolls. In addition, in this case, when using a patrone roller and an inversely congruent die roller, the intervening film is squeezed during embossing so as to generate tensions in the transverse direction which are unacceptable to tobacco product papers. In addition, there is a hard-to-control limit for hole formation and very high pressures are required for a high-speed on-line method, with the stamping times in the millisecond range. Finally, there is a tendency to use thicker papers.
In der nicht vorveröffentlichten Patentanmeldung
Bei feinen Strukturen genügt diese Aussage, denn diese Herstellungsart ermöglicht eine sehr grosse Vielfalt an Gestaltungsmöglichkeiten.For fine structures this statement is sufficient, because this production method allows a very wide variety of design options.
Falls es sich jedoch um relativ grössere freie geformte Oberflächen von Logos handelt ist deren Prägung mit befriedigender ästhetischer Qualität problematisch. Damit diese Oberflächen beispielsweise bei Innerlinern überall die gleiche Reflektivität aufweisen, muss überall der gleiche minimale spezifische Prägedruck aufgewendet werden. Dies ist jedoch ohne geeignete Massnahmen nicht möglich, wenn kleinste lokale Abweichungen der Geometrie zwischen Patrizen- und Matrizenwalzen bestehen, die den lokalen Prägedruck stark variieren lassen. Bei zu engen Toleranzen und hohen Drücken erzeugt die Prägung Löcher. Hohe Drücke können die Sandwichstruktur eines Innerliners beeinträchtigen, was bei erhöhten Temperaturen zu dessen Degradation führt, indem auf der Rückseite des Papiers eine Lack-Fleckenbildung entsteht.However, when dealing with relatively larger free formed surfaces of logos, their embossing with satisfactory aesthetic quality is problematic. In order for these surfaces to have the same reflectivity everywhere, for example with innerliners, the same minimum specific embossing pressure has to be applied everywhere. However, this is not possible without suitable measures if the smallest local deviations of the geometry between male and female rolls exist, which greatly vary the local embossing pressure. With too tight tolerances and high pressures, the embossing creates holes. High pressures can interfere with the sandwich structure of an innerliner, which at elevated temperatures leads to its degradation by creating a stain on the reverse side of the paper.
Der praktisch, ohne grösseren Aufwand maximal applizierbare Druck liegt heute z. B. bei 3'000 N/pro einer Fläche von 150mm mal 1mm; Walzenlänge mal geprägte Breite auf einer Walze von ca. 70mm Durchmesser. Die bei Zellulose örtlich naturgemäss variierende Papierdicke kann zudem nicht kompensiert werden.The practical, without much effort maximum applicable pressure is today z. At 3,000 N / per area of 150mm by 1mm; Roll length times embossed width on a roll of about 70mm diameter. In addition, the paper thickness, which naturally varies locally with cellulose, can not be compensated.
Befinden sich viele freie geformte Muster auf derselben Walzenoberfläche, kann das Papier wegen lokal unterschiedlicher Papierdehnung leicht zerknittern. Die heute erforderlich hohe Bemusterungsdichte erhöht diese Problematik noch.If there are many free formed patterns on the same roll surface, the paper can easily crumple because of locally different paper stretch. The currently required high sampling density increases this problem.
Es ist von diesem Stand der Technik ausgehend Aufgabe der vorliegenden Erfindung eine Prägevorrichtung mit einem Prägewalzen-Satz mit mindestens zwei miteinander kooperierenden Patrizen- und Matrizenwalzen anzugeben, die es nicht nur erlaubt, Feinprägungen für die verschiedensten, beschriebenen Oberflächenstrukturen der angegebenen Materialien verschiedenster Art im Online-Betrieb einer Verpackungsanlage durchzuführen sondern darüber hinaus die qualitativ hochstehende, ins Auge fallende Feinprägung von anspruchsvollen Logos, wie z. B. Fabelwesen, Buchstaben und dergleichen durchzuführen. Zu dieser Aufgabe gehört die Schaffung von abgestuften Graden an Brillanz und von abgestuften Konturierungen. Eine solche Vorrichtung ist im unabhängigen Patentanspruch 1 definiert.It is from this prior art object of the present invention to provide an embossing device with an embossing roller set with at least two cooperating Patrizen- and die rollers, which not only allows fine embossing for a variety of described surface structures of the specified Materials of various kinds in the online operation of a packaging plant perform but also the high-quality, eye-catching fine embossing of sophisticated logos, such. B. mythical creatures, letters and the like. This task involves the creation of graded degrees of brilliance and graded contours. Such a device is defined in
Im Allgemeinen wird unter Feinprägung verstanden, dass die Konturen der Feinprägestrukturen der Walzen einen linearen G0esamtfehler in axialer und radialer Richtung von weniger als +/- 10 µm und/oder einen Winkelfehler von weniger als 5° aufweisen.In general, fine embossing is understood to mean that the contours of the fine embossing structures of the rolls have a total linear error in the axial and radial directions of less than +/- 10 μm and / or an angle error of less than 5 °.
Weitere Aufgaben und Vorteile ergeben sich aus den abhängigen Ansprüchen und der nachfolgenden Beschreibung.Die Erfindung wird im Folgenden anhand von Zeichnungen von Ausführungsbeispielen näher erläutert.
- Fig. 1
- zeigt schematisch eine Vorrichtung mit einem Satz Prägewalzen mit einer Patrize und einer Matrize, die je mit einer einfachen Struktur versehen sind,
- Fig. 1A
- zeigt schematische eine facettierte Rundung,
- Fig. 2, 2A
- zeigen schematisch ein Zeichen mit Facetten,
- Fig. 2B-2E
- veranschaulichen schematisch vier Regeln für Facetten,
- Fig. 3-5
- zeigen schematisch Schnittzeichnungen von Ausbildungen von nicht invers kongruenten Patrizen- und Matrizenstrukturen,
- Fig. 6
- zeigt eine zweite Vorrichtung mit einem Satz Prägewalzen mit einer Patrize und einer Matrize, auf der die Struktur aus einer anspruchsvollen Figur besteht,
- Fig. 7
- zeigt eine weitere Vorrichtung mit einem Satz Prägewalzen, die mit einer anspruchsvolleren Figur versehen sind,
- Fig. 8
- zeigt eine Ausschnittsvergrösserung aus
Fig. 4 , - Fig. 9
- zeigt eine Struktur auf einer Patrizenwalze,
- Fig. 10
- zeigt eine weitere Struktur auf einer Patrizenwalze,
- Fig. 11
- zeigt ein weiteres Ausführungsbeispiel eines Prägesatzes,
- Fig. 12
- zeigt ein Ausführungsbeispiel eines Prägesatzes mit einer Patrizenwalze und zwei zugeordneteten Matrizenwalzen,
- Fig. 13
- zeigt einen weiteren Prägewalzensatz mit einer Matrizenwalze und zwei zugeordneten Patrizenwalzen,
- Fig. 13A
- zeigt die Verwendung einer Matrizenwalze mit einer Patrizenwalze.
- Fig. 13B
- zeigt die Verwendung derselben Matrizenwalze mit einer anderen Patrizenwalze,
- Fig. 14
- zeigt eine Prägevorrichtung mit einer Matrizenwalze und zwei Patrizenwalzen,
- Fig. 15A, B
- zeigen zwei schematisierte Schnitte der Walzen von
Fig. 14 , - Fig. 16
- zeigt eine weitere Prägevorrichtung mit einer Matrizenwalze und zwei Patrizenwalzen,
- Fig. 17
- zeigt eine weitere Prägevorrichtung mit einer Matrizenwalze und zwei Patrizenwalzen,
- Fig. 18
- zeigt schematisch ein erstes Ausführungsbeispiel einer Schnellwechsel-Einrichtung für Walzen gemäss Erfindung in perspektivischer Sicht,
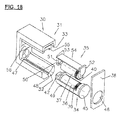
- Fig. 19
- zeigt die zusammengebaute Einrichtung von
Fig. 18 in einem Schnitt, - Fig. 20
- zeigt schematisch ein zweites Ausführungsbeispiel einer Schnellwechsel-Einrichtung für Walzen gemäss Erfindung in perspektivischer Sicht.
- Fig. 1
- shows schematically a device with a set of embossing rolls with a male and a female die, each provided with a simple structure,
- Fig. 1A
- schematically shows a faceted rounding,
- Fig. 2, 2A
- show schematically a character with facets,
- Fig. 2B-2E
- illustrate schematically four rules for facets,
- Fig. 3-5
- show schematically sectional drawings of embodiments of non-inversely congruent male and female structures,
- Fig. 6
- shows a second device with a set of embossing rollers with a male part and a die on which the structure consists of a sophisticated figure,
- Fig. 7
- shows another device with a set of embossing rollers, which are provided with a more sophisticated figure,
- Fig. 8
- shows a detail enlargement
Fig. 4 . - Fig. 9
- shows a structure on a Patrizenwalze,
- Fig. 10
- shows another structure on a patrix roller,
- Fig. 11
- shows a further embodiment of an embossing sentence,
- Fig. 12
- shows an embodiment of an embossing set with a Patrizenwalze and two associated die rollers,
- Fig. 13
- shows another embossing roller set with a die roller and two associated Patrizenwalzen,
- Fig. 13A
- shows the use of a stencil roller with a patrone roller.
- Fig. 13B
- shows the use of the same master roll with another male roll,
- Fig. 14
- shows an embossing device with a die roller and two Patrizenwalzen,
- Fig. 15A, B
- show two schematic sections of the rolls of
Fig. 14 . - Fig. 16
- shows a further embossing device with a die roller and two Patrizenwalzen,
- Fig. 17
- shows a further embossing device with a die roller and two Patrizenwalzen,
- Fig. 18
- shows schematically a first embodiment of a quick-change device for rolls according to the invention in a perspective view,
- Fig. 19
- shows the assembled device of
Fig. 18 in a cut, - Fig. 20
- schematically shows a second embodiment of a quick-change device for rollers according to the invention in a perspective view.
Während die Erhebung P1E1 und die zugeordnete Vertiefung M1R1 halbkugelförmig sind, sind die Erhebung P1E2 und die zugeordnete Vertiefung M1R2 strukturiert, und weisen hier sogenannte Facetten F auf. Gemäss dem Brockhaus sind Facetten angeschliffene Flächen und sinngemäss werden hier Facetten als auf einer Oberfläche angebrachte ebene Teilflächen definiert. Dabei müssen die Teilflächen einer Oberfläche untereinander nicht die gleichen Dimensionen aufweisen.While the elevation P1E1 and the associated depression M1R1 are hemispherical, the elevation P1E2 and the associated depression M1R2 are structured, in this case having so-called facets F. According to the Brockhaus, facets are ground surfaces and, analogously, facets are defined here as flat partial surfaces attached to a surface. The partial surfaces of a surface do not have to have the same dimensions among one another.
Zu der Wirkungsweise und den Vorteilen der Facetten können folgende physikalische Überlegungen gemacht werden. Das Auflösungsvermögen des blossen Auges beträgt unter idealen Bedingungen etwa 0.5' bis 1', entsprechend 1 mm auf 3-6 m oder 0,1 mm auf einen Augenabstand von 30 cm bis 60 cm. Das Auflösungsvermögen wird ähnlich wie bei optischen Instrumenten durch die Grösse der Pupille bestimmt. Der Abstand der Sehzellen in der Netzhautgrube, der Stelle schärfsten Sehens, ist dem Auflösungsvermögen des Auges angepasst, dieser Abstand beträgt ca. 0.3'. Bei durchschnittlichen Verhältnissen sind zwei Punkte getrennt wahrnehmbar, wenn ihr Winkelabstand 2' beträgt. Bei schwachen Objekten und zum Rand des Gesichtsfeldes hin nimmt die Sehschärfe jedoch merklich ab. Dem gegenüber ist die Erkennbarkeit feiner Strukturen höher. Sie kann zum Beispiel bei Linien unter gutem Kontrast 0.3' erreichen, was durch eine angeborene Bildverarbeitung im Gehirn erreicht wird.The following physical considerations can be made regarding the mode of operation and the advantages of the facets. The resolution of the naked eye is under ideal conditions about 0.5 'to 1', corresponding to 1 mm to 3-6 m or 0.1 mm to an eye relief of 30 cm to 60 cm. The resolution is determined similar to optical instruments by the size of the pupil. The distance of the visual cells in the retina pit, the place of sharpest vision, is adapted to the resolution capacity of the eye, this distance amounts to approximately 0.3 '. At average ratios, two points are separately discernible if their angular separation is 2 '. With weak objects and towards the edge of the visual field the visual acuity decreases noticeably. On the other hand, the recognizability of fine structures is higher. It can, for example, reach 0.3 'in lines with good contrast, which is achieved by innate image processing in the brain.
Bezogen auf den Innerliner muss von einer in situ Reflektivität von 20-30% ausgegangen werden, das heisst bei einem grossflächig mit weissem Licht bestrahlten Stück Folie werden maximal 20-30% der eingestrahlten Lichtintensität reflektiert. Aufgrund der nur schwach metalisierten Oberfläche erfordert das menschliche Auge daher eine Minimalfläche von ca. 0,4mm x 0,4 mm, bzw. 0,16 mm2, um kleine Flächen kontrastmässig gut unterscheiden zu können. Die Bildverarbeitung des Gehirns ist somit verantwortlich für zwei andere Effekte:
- A) Wie aus der Malerei bekannt, können komplizierte Formen vom Menschen erkannt werden, wenn die Konturen und/oder Flächen eines Objekts nur andeutungsweise sichtbar sind.
- B) Solange die Krümmungswinkel eines Objekts konstant oder nahezu konstant sind werden selbst grössere Flächenstücke anhand weniger heller Punkte erkannt beziehungsweise im Gehirn konstruiert. Voraussetzung dazu ist, dass die Intensität des reflektierten Lichtes genügend Kontrast liefert.
- A) As known from painting, complicated shapes can be recognized by humans if the contours and / or surfaces of an object are only hinted at.
- B) As long as the angles of curvature of an object are constant or nearly constant, even larger pieces of surface are detected by means of less bright points or constructed in the brain. The prerequisite for this is that the intensity of the reflected light provides sufficient contrast.
Wie bereits angedeutet, kann der Kontrast, beziehungsweise die gute Erkennbarkeit von freien Oberflächen mit zum Teil überhöhten ebenen Flächen beliebiger Form, hier Facetten oder Polygone genannt, erhaben auf der Patrizenwalze, beziehungsweise vertieft auf der Matrizenwalze, verbessert werden. Die Facetten markieren die einzelnen Oberflächenteile und sind durch Grösse und Anordnung so ausgebildet, dass dank des höheren spezifischen Prägedruckes höhere Brillianz und damit guter ästhetischer Eindruck der Gesamtprägung entsteht. Dieser Eindruck wird durch die Bildverarbeitung des menschlichen Auges anhand von Brechkanten erzeugt, die einen lokal erhöhten Prägedruck verursachen.As already indicated, the contrast, or the good recognizability of free surfaces with partly excessive flat surfaces of any shape, here called facets or polygons, can be improved on the patrone roller or recessed on the die roller. The facets mark the individual surface parts and are designed by size and arrangement so that thanks to the higher specific embossing pressure higher brilliance and thus good aesthetic impression of the overall impression is created. This impression is generated by the image processing of the human eye on the basis of refractive edges, which cause a locally increased embossing pressure.
Wie aus
Anhand von
Würde nach dem bekannten Stand der Technik nur das innere "L", d.h. gemäss den inneren, überall senkrecht aufeinander stehenden Seiten, auf den Walzen angebracht, würde die Folie bei dieser Prägetiefe mit grösster Wahrscheinlichkeit zerreissen, oder bei sehr reduziertem Druck unscharf oder unregelmässig wahrnehmbar sein.If, according to the known state of the art, only the inner "L", i. According to the inner, everywhere perpendicular sides, mounted on the rollers, the film would most likely tear at this embossing depth, or be blurred or irregularly perceptible at very reduced pressure.
Um sowohl die Folie zu schonen als auch den Kontrast zu erhöhen, werden alle Seiten des Buchstaben mit Schrägflächen versehen, wobei hier nur die Schrägflächen L1S, B1S, S1S und L2S beziffert werden. Die Schrägfläche S1S bezeichnet einen zwischen einer Längs- und Breitfläche angeordneten Spickel. Der Winkel δ zwischen den senkrechten Seiten und den Schrägflächen wird im Wesentlichen je nach Grösse des Objektes und der Beschaffenheit der Folie bestimmt. Dieser Winkel muss nicht überall derselbe sein.In order to protect both the film as well as to increase the contrast, all sides of the letter are provided with inclined surfaces, in which case only the inclined surfaces L1S, B1S, S1S and L2S are numbered. The inclined surface S1S denotes a arranged between a longitudinal and a broad surface Spickel. The angle δ between the vertical sides and the inclined surfaces is determined essentially according to the size of the object and the nature of the film. This angle does not have to be the same everywhere.
In vorliegendem, bis jetzt beschriebenem Fall bestehen die auf der Folie erzeugten Facetten aus den Schrägflächen. Falls jedoch der Facettenwinkel δ den weiter unten beschriebenen Kriterien nicht genügt, oder der Kontrast nicht zufriedenstellend ist, werden auf der Oberfläche LO Facetten FR angebracht, siehe
Ausgehend von dem beschriebenen Beispiel sind viele Variationen denkbar. So können z. B. die Winkel γ, bzw. e, oder die Höhe HF jeweils variieren, sofern die weiter unten angegebenen Kriterien erfüllt werden.Starting from the example described, many variations are conceivable. So z. B. the angle γ, or e, or the height HF each vary, provided that the criteria given below are met.
Es ist theoretisch möglich, die Facetten auf irgendwelcher Art anzubringen, unabhängig von der Grösse und Form derselben. Versuche haben jedoch ergeben, dass gewisse Kriterien eine optimale Reflektivität und damit Betrachtungsweise eines Objektes erzielen, wenn folgende Gesichtspunkte beobachtet werden. Dabei werden die Neigungswinkel, ob der Oberfläche oder der Seitenflächen der Facette, stets auf die gedachte, stetige Oberfläche des Logos bezogen. Unter Logo werden alle Figuren oder Zeichen verstanden.
- 1. Um Änderungen des Reliefs mit einer unterschiedlichen Neigung α von unter 55° zu wahrzunehmen, muss man die Facettenoberflächen, die eine Neigung von β = 70-90° aufweisen, um mindestens 0.04 mm Höhe trennen, siehe
Fig. 2B . - 2. Die Oberflächen eines Reliefs mit Facetten mit einer unterschiedlichen Neigung
von mehr als 55° sind unterscheidbar, falls sie nicht eine Länge oder Breite d
überschreiten, wobei d beispielsweise 0,7 mm betragen kann, sieheFig. 2C . - 3. Facettenoberflächen mit mehr als 0.7 mm Ausdehnung können sich von einer anderen Facettenoberfläche mit einem Neigungswinkel zwischen 70 und 90° und einer Schrägflächenlänge lm von mindestens 0.5 mm abgrenzen. Falls diese Regel beobachtet wird, kann sich die Länge l der
Oberfläche bis 30 mm erstrecken und unterscheidbar sein, sieheFig. 2D . - 4. Bei einer Folge von Facettenoberflächen mit Neigungen von je 90° sollte die Höhe h, hl der Facetten für jede Oberfläche mind. 0,04 mm betragen, damit sie klar erkennbar sind, siehe
Fig. 2E .
- 1. In order to perceive changes of the relief with a different inclination α of less than 55 °, it is necessary to separate the facet surfaces, which have an inclination of β = 70-90 °, by at least 0.04 mm height
Fig. 2B , - 2. The surfaces of a relief with facets with a different inclination of more than 55 ° are distinguishable, unless they have a length or width d
exceed, where d may be, for example, 0.7 mm, seeFig. 2C , - 3. Facet surfaces more than 0.7 mm in dimension may be delimited by another facet surface with an inclination angle between 70 and 90 ° and a bevel length lm of at least 0.5 mm. If this rule is observed, the length l of the surface may extend up to 30 mm and be distinguishable, see
Fig. 2D , - 4. For a sequence of facet surfaces with slopes of 90 ° each, the height h, hl of the facets should be at least 0.04 mm for each surface to be clearly visible, see
Fig. 2E ,
Aus obigen Angaben geht hervor, dass unter einer Facette eine in der Regel ebene Teilfläche verstanden wird, die Facettenflächen aufweist, die bezüglich der gedachten und stetigen Oberfläche des Logos unter einem bestimmten Winkel geneigt sind.It can be seen from the above information that a facet is understood as meaning a generally planar partial surface which has facet surfaces which are inclined at a specific angle with respect to the imaginary and continuous surface of the logo.
Die angegebenen Werte und Bedingungen sind beispielhafte Angaben, mit welchen sich gute Ergebnisse erzielen lassen. Es ist jedoch denkbar, dass auch andere Werte gute oder zufriedenstellende Ergebnisse zeitigen können.The values and conditions given are examples of information that can be used to achieve good results. However, it is conceivable that other values can produce good or satisfactory results.
Da es sich bei diesen Strukturen nicht um Zähne handelt, wird die Antriebskraft von der über den Riemenantrieb 2 angetriebenen Patrizenwalze auf die Matrizenwalze über Zahnräder 3 und 4 übertragen.Since these structures are not teeth, the driving force is transmitted from the driven via the
In den
Um die gewollten Abweichungen angeben zu können, müssen zunächst die systematischen Fehler, d.h. die Toleranzen bei der Herstellung definiert werden. Wie bereits erwähnt, zielen die Verbesserungen bei der Walzenherstellung unter anderem darauf ab, genauere und geeignete Strukturen für die Feinprägung herzustellen und somit ergibt sich das Problem, enge Toleranzen bei der Herstellung zu erzielen. Diese Toleranzen werden unter anderem auch von der Qualität der Oberfläche der Walzen beeinflusst und es ist daher vorteilhaft, eine harte Oberfläche zu verwenden.In order to be able to specify the desired deviations, the systematic errors, i. the manufacturing tolerances are defined. As mentioned above, among other things, the improvements in roll manufacturing are aimed at producing more accurate and suitable fine-embossing structures, and thus the problem arises of achieving close manufacturing tolerances. Among other things, these tolerances are also influenced by the quality of the surface of the rolls and it is therefore advantageous to use a hard surface.
Dabei kann es sich um Vollhartmetallwalzen oder Metallwalzen mit einer Oberfläche aus Hartmetall, gehärtetem Stahl oder Hartstoff wie ta-C, Wolframcarbid (WC), Borcarbid (B4C) oder Siliciumcarbid (SiC), um Vollkeramikwalzen oder Metallwalzen mit einer Keramikoberfläche handeln. Dies sind alles Stoffe, die sich besonders für die Feinbearbeitung, beispielsweise auch mittels einer Laseranlage, eignen. In den meisten Fällen ist es vorteilhaft, die Oberfläche der Prägewalzen mit einer geeigneten Schutzschicht zu versehen. Beide Prägewalzen haben gegen Verformung versteifte Walzenkörper mit hartem Oberflächenbereich, damit die Oberflächen-Geometrie auch bei hohen Belastungen erhalten bleibt.These may be solid carbide rolls or metal rolls with a surface made of cemented carbide, hardened steel or hard material such as ta-C, tungsten carbide (WC), boron carbide (B 4 C) or silicon carbide (SiC), all-ceramic rolls or metal rolls with a ceramic surface. These are all materials that are particularly suitable for fine machining, for example by means of a laser system. In most cases, it is advantageous to provide the surface of the embossing rollers with a suitable protective layer. Both embossing rollers have rigid-surface-hardened roller bodies against deformation, so that the surface geometry is maintained even under high loads.
Zum Beispiel wird für eine Prägewalze mit einer Länge von 150 mm und einem Durchmesser von 70 mm und bei der beabsichtigten Feinbearbeitung in Drehrichtung ein Fehler von 2-4 µm und in axialer Richtung ein solcher von +/- 2 µm angestrebt und in der Höhe, bei einer Zahnhöhe von 0,1 mm ein solcher von 0,5 bis 3 µm. Bei einem Winkel von zwei gegenüberliegenden Zahnflanken von z.B. 80° wird ein Winkelfehler von unter 3° erstrebt. Daraus ergibt sich für neue Walzen ein maximaler linearer Fehler von +/- 5 µm, so dass die fabrikationsbedingten Abweichungen etwa bis 10 µm betragen können.For example, for an embossing roller having a length of 150 mm and a diameter of 70 mm and the intended fine machining in the direction of rotation an error of 2-4 microns and in the axial direction of such a +/- 2 microns sought and in height, at a tooth height of 0.1 mm, such from 0.5 to 3 microns. At an angle of two opposite tooth flanks of eg 80 ° becomes a Angular error of less than 3 ° sought. This results in a maximum linear error of +/- 5 μm for new rolls, so that the production-related deviations can be up to 10 μm.
Da diese Werte jedoch stark von den Messungen und der Herstellung beeinflusst sind, kann erst ab einer linearen Abweichung der Patrizenstrukturen von den Matrizenstrukturen von 15 µm und mehr in axialer und radialer Richtung sowie von einer Winkelabweichung bis 20° für den Gesamtwinkel von einer gewollten Differenz gesprochen werden. Die obere Grenze der Differenz der Strukturen wird durch die Bedingung gesetzt, dass die beiden Walzen unbeeinträchtigt miteinander arbeiten können.However, since these values are strongly influenced by the measurements and the production, it is only possible to speak of a desired difference starting from a linear deviation of the male structures from the female structures of 15 μm and more in the axial and radial direction as well as from an angle deviation of up to 20 ° for the total angle become. The upper limit of the difference of the structures is set by the condition that the two rolls can work together unimpaired.
Die gewollte Differenz der jeweils zugeordneten Strukturen auf der Patrize und auf der Matrize hängt stark von dem zu prägenden Material ab. So beträgt zum Beispiel die lineare Differenz des Abstands für das Prägen einer etwa 30 µm dicken Folie um die 40 µm und beim Prägen eines etwa 300 µm dicken Halbkartons um die 120 µm.The desired difference of the respectively assigned structures on the male and on the die depends strongly on the material to be embossed. Thus, for example, the linear difference of the distance for the embossing of a film about 30 μm thick is around 40 μm and when embossing a semi-cardboard about 300 μm thick about 120 μm.
In den
In den Fällen gemäss den
Statt einer Absenkung können auch andere Abstandhaltermittel vorgesehen werden, z. B. eine elektronische oder mechanische Abstandregelung.Instead of lowering also other spacer means may be provided, for. B. an electronic or mechanical distance control.
In
Die Matrizenwalze M3 in
Die Matrizenwalze M4 aus
Dieselben Überlegungen gelten auch für abgerundete Strukturen und für die Facetten-Strukturen.The same considerations apply to rounded structures and facet structures.
In den
In den
In
Es hat sich auch gezeigt, dass durch die Verbreiterung und Erhöhung, bzw. Vertiefung des Wortes "Dream" dieses Wort stark hervorgehoben wird, stärker als bei grösserer Dicke, jedoch gleicher Höhe, bzw. Tiefe der Lilie. Die Verbreiterung und gleichzeitige Erhöhung und Vertiefung eines Zeichens gegenüber einem Zeichen mit geringerer Breite und Höhe, bzw. Tiefe bewirkt eine verstärkte Hervorhebung dieses Zeichens.It has also been shown that this word is strongly emphasized by the broadening and increasing, or deepening of the word "Dream", more than with greater thickness, but the same height or depth of the lily. The broadening and simultaneous increase and decrease of a character compared to a character with smaller width and height, or depth causes an increased emphasis on this character.
In den
In
Es ist aber denkbar, dass jeweils die Patrize in einem Zwei-Walzensystem zuerst mit der einen und dann mit der anderen Matrizenwalze zusammenarbeitet, wobei jeweils die Patrizenwalze P9 zuerst mit der Matrizenwalze M9A und dann dieselbe Patrizenwalze P9 mit der anderen Matrizenwalze M9B zusammenwirkt.However, it is conceivable that in each case the male part in a two-roller system first with one and then with the other stencil roller cooperates, wherein each of the male roller P9 cooperates first with the stencil roller M9A and then the same Patrizenwalze P9 with the other stencil roller M9B.
Dies erlaubt eine Prägung von erhabenen oder tiefen Figuren ohne die Folie übermässig zu beanspruchen. Dabei kann vorallem ein Zerreissen der Folie an den Stellen der tieferen Matrizenvertiefungen vermieden werden.This allows embossing of raised or deep figures without overstretching the film. In particular, a tearing of the film at the points of the deeper die recesses can be avoided.
Ein weiteres Beispiel einer Prägevorrichtung mit drei Prägewalzen ist in den
Aus den beiden Schnittfiguren geht hervor, dass die zwischen den Prägewalzen laufende Folie zuerst vorgeprägt und anschliessend tiefer geprägt wird.It can be seen from the two sectional figures that the film running between the embossing rolls is first embossed and then embossed deeper.
Eine solche Mehrwalzenvorrichtung mit einer M(P)atrizenwalze und mehreren P(M)atrizenwalzen als Gegenwalzen, deren einander zugeordnete Erhebungen (Vertiefungen) von Gegenwalze zu Gegenwalze jeweils grösser sind, wird zum Prägen von sogenannten überhöhten Strukturen verwendet. Diese sind übereinander angeordnet und lassen sich prägen, ohne die Folie zu zerreissen, was bei einer Einfachprägung mit den gleichen Strukturen zum Zerreissen der Folie führen würde.Such a multi-roll device with a M (P) atrizenwalze and several P (M) atrizenwalzen as mating rolls whose associated elevations (depressions) of mating roll to mating roll are each larger, is used for embossing of so-called inflated structures. These are arranged one above the other and can be embossed without tearing the film, which would lead to the tearing of the film in a single embossing with the same structures.
Die Verwendung von mehreren Walzen mit verschieden tiefen Erhebungen und Vertiefungen erlaubt das Prägen von stark überhöhten Reliefs, ohne die Folie derart zu überbeanspruchen, dass sie perforiert wird.The use of multiple rolls with different depths and depressions allows the embossing of greatly inflated reliefs, without overstressing the film so that it is perforated.
Ausgehend von obigen Beispielen ist ersichtlich, dass das Versehen von Logos irgendwelcher Gestalt mit Facetten nicht auf eine bestimmte Grösse der Fläche beschränkt ist, sofern eine Minimalfläche von 0,4 mm X 0,4 mm, entsprechend 0,16 mm2 und überall dort angewendet werden kann, wo eine Konstrastverbesserung erwünscht ist.From the above examples, it can be seen that the provision of logos of any shape with facets is not limited to a particular size of the area, as long as a minimum area of 0.4 mm X 0.4 mm, corresponding to 0.16 mm 2 and applied everywhere can be where a Konstrastverbesserung is desired.
Die vorbekannten Patrizen-Matrizen-Walzen wurden stets paarweise hergestellt und dadurch, dass die Matrizenwalzen invers-kongruent zu den Patrizenwalzen ausgebildet worden sind, musste jedes Mal, wenn eine der Walzen ersetzt werden musste, zwingend auch die andere Walze ersetzt werden. Durch die individuelle Herstellung der Prägewalzen gemäss der vorliegenden Erfindung ist es nun möglich, sowohl die Patrizenwalze als auch die Matrizenwalze einzeln auszuwechseln, welches nicht nur bezüglich des verschiedenen Abnutzungsverhalten sondern auch bezüglich Gestaltungsmöglichkeiten einen grossen Vorteil bringt. Schnellwechsel-Einrichtungen für die üblichen Pin-up - Pin-up Walzen sind aus der
Die Schnellwechseleinrichtung 30 der
In vorliegendem Beispiel wird die Matrizenwalze jeweils über Zahnräder 3 und 4, die sich an einem Ende der Walzen befinden, von der angetriebenen Patrizenwalze 36 angetrieben. Um die geforderte hohe Präzision der Synchronisation zu gewährleisten, sind die Zahnräder sehr fein ausgeführt. Es sind auch andere Synchronisationsmittel möglich, z.B. Elektromotoren.In the present example, the die roller is driven by the driven
Aus dem Schnitt von
Die Walzenachse 50 der Matrizenwalze 37 ist auf einer Seite, in der Zeichnung links, in einer Wand 51 des Walzenträgers 35 und auf der anderen Seite in einer zweiten Wand 52 des Walzenträgers gelagert. Die Kanten 53 von Deckel 54 des Walzenträgers sind als Federn ausgebildet, die in die entsprechende T-Nut 55 im Gehäuse 31 geschoben werden können. Dabei passt die eine Seitenwand 51 in eine entsprechende Öffnung 56 in der Gehäusewand. Der den Deckel überragende Teil 57 von Seitenwand 52 passt in eine Ausnehmung 58 in der Gehäusewand.The
Bei den gezeigten Versionen, bei denen die zweite Walze über Zahnräder angetrieben wird, ist eine Justierung der Walzen nach dem Montieren im Walzenträger erforderlich. Dies geschieht beispielsweise mit Hilfe der Zahnräder.In the versions shown, in which the second roller is driven by gears, an adjustment of the rollers after mounting in the roll carrier is required. This happens, for example, with the help of the gears.
In der Ausführungsvariante der Schnellwechseleinrichtung 59 der
Die Verwendung von Drei-Walzen-Prägevorrichtungen sind mindestens seit dem Jahre 2000 aus der
Claims (14)
die Vorrichtung Mittel enthält, damit die Matrizenwalze (M10-13) mit der Vertiefung (M10-13R10-13) zuerst mit der ersten Patrizenwalze (P10A-13) mit der zugeordneten Patrizenerhebung (P10A-13R10-13) dann mit der zweiten Patrizenwalze (P10B-13) mit der zugeordneten Patrizenerhebung (P10B-13R10-13) zusammenwirkt.Embossing device according to one of claims 1 to 3, characterized in that it comprises a die roll (M10-13) and two patroller rolls (P10A-13, P10B-13), wherein
the apparatus includes means for having the die roll (M10-13) with the recess (M10-13R10-13) first with the first punching roll (P10A-13) with the associated patrix elevation (P10A-13R10-13) then with the second punching roll ( P10B-13) interacts with the associated patrix elevation (P10B-13R10-13).
Priority Applications (12)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13181978.1A EP2842730A1 (en) | 2013-08-28 | 2013-08-28 | Device for embossing packaging materials with a set of embossing rollers of the male matrix type |
| CA2917255A CA2917255C (en) | 2013-08-28 | 2014-08-26 | Device for embossing packaging material with a set of embossing rollers of the male-female die type |
| EP14786288.2A EP3038822B1 (en) | 2013-08-28 | 2014-08-26 | Device for embossing packaging material with a set of embossing rollers of the male-female die type |
| BR112016001664-5A BR112016001664B1 (en) | 2013-08-28 | 2014-08-26 | EMBOWING DEVICE FOR FINE EMBOWING OF PACKAGING MATERIAL WITH A SET OF MALE-FEMALE TYPE MATRIX EMBOWING ROLLS |
| SG11201510606WA SG11201510606WA (en) | 2013-08-28 | 2014-08-26 | Device for embossing packaging material with a set of embossing rollers of the male-female die type |
| KR1020167007180A KR102391456B1 (en) | 2013-08-28 | 2014-08-26 | Device for embossing packaging material with a set of embossing rollers of the male-female die type |
| PCT/IB2014/064069 WO2015028939A1 (en) | 2013-08-28 | 2014-08-26 | Device for embossing packaging material with a set of embossing rollers of the male-female die type |
| RU2016109334A RU2678394C2 (en) | 2013-08-28 | 2014-08-26 | Device for embossing packaging material with set of embossing rollers of male-female die type |
| PL14786288.2T PL3038822T3 (en) | 2013-08-28 | 2014-08-26 | Device for embossing packaging material with a set of embossing rollers of the male-female die type |
| MX2016001785A MX2016001785A (en) | 2013-08-28 | 2014-08-26 | Device for embossing packaging material with a set of embossing rollers of the male-female die type. |
| CN201480045162.5A CN105473324B (en) | 2013-08-28 | 2014-08-26 | The device for being embossed to packaging material with one group of knurling rolls of sun-former type |
| US14/908,144 US9636885B2 (en) | 2013-08-28 | 2014-08-26 | Device for embossing packaging material with a set of embossing rollers of the male-female die type |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13181978.1A EP2842730A1 (en) | 2013-08-28 | 2013-08-28 | Device for embossing packaging materials with a set of embossing rollers of the male matrix type |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2842730A1 true EP2842730A1 (en) | 2015-03-04 |
Family
ID=49035458
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13181978.1A Withdrawn EP2842730A1 (en) | 2013-08-28 | 2013-08-28 | Device for embossing packaging materials with a set of embossing rollers of the male matrix type |
| EP14786288.2A Active EP3038822B1 (en) | 2013-08-28 | 2014-08-26 | Device for embossing packaging material with a set of embossing rollers of the male-female die type |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14786288.2A Active EP3038822B1 (en) | 2013-08-28 | 2014-08-26 | Device for embossing packaging material with a set of embossing rollers of the male-female die type |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US9636885B2 (en) |
| EP (2) | EP2842730A1 (en) |
| KR (1) | KR102391456B1 (en) |
| CN (1) | CN105473324B (en) |
| BR (1) | BR112016001664B1 (en) |
| CA (1) | CA2917255C (en) |
| MX (1) | MX2016001785A (en) |
| PL (1) | PL3038822T3 (en) |
| RU (1) | RU2678394C2 (en) |
| SG (1) | SG11201510606WA (en) |
| WO (1) | WO2015028939A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3184292A1 (en) | 2015-12-22 | 2017-06-28 | Boegli-Gravures S.A. | Device for fine embossing of packaging materials with a set of embossing rollers of the male-female die type |
| EP3251825A1 (en) * | 2016-05-31 | 2017-12-06 | Boegli-Gravures S.A. | Method and device for embossing planar material |
| WO2018065879A2 (en) | 2016-10-03 | 2018-04-12 | Boegli-Gravures Sa | Paper joint without discontinuity for tube shaped paper wraps closed by means of embossed paper and re-sealable innerliner seal by means of structured innerliner |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2944413A1 (en) | 2014-05-12 | 2015-11-18 | Boegli-Gravures S.A. | Device for mask projection of femtosecond and picosecond laser beams with a blade, a mask and lenses' systems |
| EP3037253A1 (en) | 2014-12-22 | 2016-06-29 | Boegli-Gravures S.A. | Micro-embossing |
| USD802035S1 (en) * | 2015-03-31 | 2017-11-07 | Fuji Seal International, Inc. | Tubular cartridge |
| KR102446298B1 (en) * | 2015-04-27 | 2022-09-22 | 보에글리-그라부레스 에스.에이. | Method for manufacturing a set of embossing rollers |
| US20170008220A1 (en) * | 2015-07-10 | 2017-01-12 | Area Studio, Llc | Method for embossing a fabric product while the product is situated in packaging |
| DE202015104055U1 (en) * | 2015-08-03 | 2016-11-04 | Haendler & Natermann Gmbh | Container wet glue label, embossing tool for a container wet glue label and container or bottle with a container wet glue label |
| ES2610971B1 (en) | 2015-09-30 | 2018-02-09 | Acr Ii Aluminium Group Cooperatief U.A. | ALUMINUM SURFACE RECORDING PROCESS |
| EP3339012A1 (en) | 2016-12-20 | 2018-06-27 | Boegli-Gravures S.A. | Method and embossing structure for maximizing pressure buildup at rotational embossing of foils |
| EP3415306A1 (en) | 2017-06-14 | 2018-12-19 | Boegli-Gravures S.A. | Method and embossing structure using high density pressure for creating shadowed or curved highly reflective areas on rotationally embossed foils |
| DE202017105458U1 (en) | 2017-08-03 | 2017-10-27 | Boegli-Gravures S.A. | Apparatus and system for embossing packaging material with an embossed pattern having a low visibility code |
| EP3437849A1 (en) | 2017-08-03 | 2019-02-06 | Boegli-Gravures SA | Tool and method for embossing packaging material with an embossing pattern having a code with low visibility |
| DE102018102638A1 (en) * | 2018-02-06 | 2019-08-08 | Hinderer + Mühlich Gmbh & Co. Kg | Method and device for rotatively blind embossing a substrate, a die and / or male part for use in a device and a method for producing a female mold and / or male |
| KR102100559B1 (en) | 2018-05-31 | 2020-04-13 | 김진면 | Forming apparatus for embossing of protective film |
| SG11202012954XA (en) | 2018-06-26 | 2021-01-28 | Boegli Gravures Sa | Method and device for embossing relief structures |
| JP7455837B2 (en) * | 2018-12-21 | 2024-03-26 | ジェイティー インターナショナル エスエイ | Embossed tipping paper and method of manufacturing smoking articles using embossed tipping paper |
| WO2021201713A1 (en) * | 2020-04-03 | 2021-10-07 | Елена Анатольевна ПЫЖОВА | Method and device for embossing sheet or web materials |
| CN112895700A (en) * | 2021-02-01 | 2021-06-04 | 夏前兵 | Surface treatment system for paper printing |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4280978A (en) * | 1979-05-23 | 1981-07-28 | Monsanto Company | Process of embossing and perforating thermoplastic film |
| EP0114169A1 (en) | 1983-01-22 | 1984-08-01 | Saueressig & Co. | Method and apparatus for creasing continuous webs |
| US5007271A (en) | 1983-10-21 | 1991-04-16 | Karl Boegli | Device and a method for embossing a metal foil |
| US5779965A (en) * | 1996-02-20 | 1998-07-14 | Kimberly-Clark Worldwide, Inc. | Double nip embossing |
| DE19734414A1 (en) * | 1997-08-08 | 1999-02-25 | Sca Hygiene Prod Gmbh | Process for making a relatively soft product as well as the product itself |
| WO2000056475A1 (en) * | 1999-03-22 | 2000-09-28 | Boegli-Gravures S.A. | Embossing device for two-dimensionally expanded material |
| WO2000069622A1 (en) | 1999-05-17 | 2000-11-23 | Boegli-Gravures S.A. | Method for embossing or glazing flat material |
| US6665998B1 (en) | 2000-05-17 | 2003-12-23 | Boegli-Gravures Sa | Embossing device for planar materials |
| US7036347B2 (en) | 2000-10-13 | 2006-05-02 | Boegli-Gravures Sa | Device for embossing and/or satin-finishing a flat material |
| WO2011161002A2 (en) | 2010-06-22 | 2011-12-29 | Boegli-Gravures Sa | Foil embossing device |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5269983A (en) * | 1991-02-04 | 1993-12-14 | James River Corporation Of Virginia | Rubber-to-steel mated embossing |
| US6080276A (en) * | 1997-12-30 | 2000-06-27 | Kimberly-Clark Worlwide, Inc. | Method and apparatus for embossing web material using an embossing surface with off-centered shoulders |
| WO2010010580A2 (en) * | 2008-07-21 | 2010-01-28 | Rakesh Nanjundiah | A device and method for embossing of packaging material like foil, paper or metalized paper |
| US8535483B2 (en) * | 2010-06-21 | 2013-09-17 | The Procter & Gamble Company | Apparatus for uniquely perforating a web material |
| WO2013158256A2 (en) | 2012-04-20 | 2013-10-24 | Angimmune, Llc | Immunomodulation by anti-cd3 immunotoxins to treat cancers not uniformly bearing surface cd3 |
-
2013
- 2013-08-28 EP EP13181978.1A patent/EP2842730A1/en not_active Withdrawn
-
2014
- 2014-08-26 MX MX2016001785A patent/MX2016001785A/en active IP Right Grant
- 2014-08-26 RU RU2016109334A patent/RU2678394C2/en active
- 2014-08-26 CN CN201480045162.5A patent/CN105473324B/en active Active
- 2014-08-26 PL PL14786288.2T patent/PL3038822T3/en unknown
- 2014-08-26 CA CA2917255A patent/CA2917255C/en active Active
- 2014-08-26 WO PCT/IB2014/064069 patent/WO2015028939A1/en active Application Filing
- 2014-08-26 BR BR112016001664-5A patent/BR112016001664B1/en active IP Right Grant
- 2014-08-26 KR KR1020167007180A patent/KR102391456B1/en active IP Right Grant
- 2014-08-26 EP EP14786288.2A patent/EP3038822B1/en active Active
- 2014-08-26 US US14/908,144 patent/US9636885B2/en active Active
- 2014-08-26 SG SG11201510606WA patent/SG11201510606WA/en unknown
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4280978A (en) * | 1979-05-23 | 1981-07-28 | Monsanto Company | Process of embossing and perforating thermoplastic film |
| EP0114169A1 (en) | 1983-01-22 | 1984-08-01 | Saueressig & Co. | Method and apparatus for creasing continuous webs |
| US5007271A (en) | 1983-10-21 | 1991-04-16 | Karl Boegli | Device and a method for embossing a metal foil |
| US5779965A (en) * | 1996-02-20 | 1998-07-14 | Kimberly-Clark Worldwide, Inc. | Double nip embossing |
| DE19734414A1 (en) * | 1997-08-08 | 1999-02-25 | Sca Hygiene Prod Gmbh | Process for making a relatively soft product as well as the product itself |
| WO2000056475A1 (en) * | 1999-03-22 | 2000-09-28 | Boegli-Gravures S.A. | Embossing device for two-dimensionally expanded material |
| WO2000069622A1 (en) | 1999-05-17 | 2000-11-23 | Boegli-Gravures S.A. | Method for embossing or glazing flat material |
| US6665998B1 (en) | 2000-05-17 | 2003-12-23 | Boegli-Gravures Sa | Embossing device for planar materials |
| US7036347B2 (en) | 2000-10-13 | 2006-05-02 | Boegli-Gravures Sa | Device for embossing and/or satin-finishing a flat material |
| WO2011161002A2 (en) | 2010-06-22 | 2011-12-29 | Boegli-Gravures Sa | Foil embossing device |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3184292A1 (en) | 2015-12-22 | 2017-06-28 | Boegli-Gravures S.A. | Device for fine embossing of packaging materials with a set of embossing rollers of the male-female die type |
| WO2017108516A1 (en) | 2015-12-22 | 2017-06-29 | Boegli-Gravures Sa | Device for fine embossing of packaging material with a set of embossing rolls of the male/female embossing type |
| US10967601B2 (en) | 2015-12-22 | 2021-04-06 | Boegli-Gravures Sa | Device for fine embossing of packaging material with a set of embossing rolls of the male/female embossing type |
| EP3251825A1 (en) * | 2016-05-31 | 2017-12-06 | Boegli-Gravures S.A. | Method and device for embossing planar material |
| WO2017208092A1 (en) * | 2016-05-31 | 2017-12-07 | Boegli-Gravures Sa | Method and device for embossing planar material |
| RU2735047C2 (en) * | 2016-05-31 | 2020-10-27 | Бёльи-Гравюр Са | Method and device for embossing planar material |
| US11554570B2 (en) | 2016-05-31 | 2023-01-17 | Boegli-Gravures Sa | Method and device for embossing planar material |
| WO2018065879A2 (en) | 2016-10-03 | 2018-04-12 | Boegli-Gravures Sa | Paper joint without discontinuity for tube shaped paper wraps closed by means of embossed paper and re-sealable innerliner seal by means of structured innerliner |
| US11325338B2 (en) | 2016-10-03 | 2022-05-10 | Boegli-Gravures Sa | Paper joint without discontinuity for tube shaped paper wraps closed by means of embossed paper and re-sealable innerliner seal by means of structured innerliner |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3038822B1 (en) | 2022-12-07 |
| CN105473324B (en) | 2019-05-03 |
| KR20160047501A (en) | 2016-05-02 |
| KR102391456B1 (en) | 2022-04-27 |
| US9636885B2 (en) | 2017-05-02 |
| MX2016001785A (en) | 2016-05-18 |
| US20160200066A1 (en) | 2016-07-14 |
| CA2917255C (en) | 2021-08-31 |
| CA2917255A1 (en) | 2015-03-05 |
| CN105473324A (en) | 2016-04-06 |
| PL3038822T3 (en) | 2023-04-24 |
| RU2678394C2 (en) | 2019-01-28 |
| EP3038822A1 (en) | 2016-07-06 |
| BR112016001664B1 (en) | 2022-08-09 |
| RU2016109334A (en) | 2017-10-04 |
| SG11201510606WA (en) | 2016-01-28 |
| WO2015028939A1 (en) | 2015-03-05 |
| BR112016001664A2 (en) | 2017-08-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2842730A1 (en) | Device for embossing packaging materials with a set of embossing rollers of the male matrix type | |
| DE202013012131U1 (en) | Embossing roller set for a device for embossing packaging films | |
| EP3184292A1 (en) | Device for fine embossing of packaging materials with a set of embossing rollers of the male-female die type | |
| EP1372946B9 (en) | Device for treating flat material | |
| EP1324877B1 (en) | Device for embossing and satin-finishing a flat material | |
| EP2653301A1 (en) | Method for manufacturing a set of embossing rollers | |
| EP1467871B2 (en) | Steel gravure method for the production of a security document, steel gravure plate and intermediate product for the same and method for production thereof | |
| EP2468493A1 (en) | Device for embossing films | |
| EP1925443B9 (en) | Device for satinizing and embossing packaging foils | |
| EP2399732A1 (en) | Device for embossing films | |
| EP1181152B1 (en) | Method for embossing and glazing packaging sheets | |
| CH708200A2 (en) | Method and apparatus for authentication of identification features on a packaging film. | |
| EP1437213A1 (en) | Device for satin-finishing and embossing a flat material | |
| EP2858815A2 (en) | Device for embossing and/or perforating foils for tobacco goods | |
| DE202012012864U1 (en) | A wrapper and device for making a wrapper for smoking articles | |
| DE202018101229U1 (en) | Embossed structure using high density printing to produce shaded or curved highly reflective areas on rotationally embossed films | |
| EP2353858A1 (en) | Device for embossing wrapping films | |
| DE102009030069A1 (en) | Device for embossing in particular collar of a folding box for cigarettes | |
| EP2898290A2 (en) | Method for producing a set of cooperating embossing rollers | |
| EP3313670B1 (en) | Method and device for transferring a decorative segment of an embossing film | |
| DE60016175T2 (en) | Apparatus and method for embossing paper or nonwoven fabric, and the product produced | |
| DE60019942T2 (en) | METHOD AND DEVICE FOR PRIMING PAPER WEBS | |
| EP2705948A1 (en) | Method for manufacturing a set of embossing rollers | |
| DE202019102064U1 (en) | Improved marking solution for online production | |
| WO2017071803A1 (en) | Security element with an optically variable structure |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 17P | Request for examination filed |
Effective date: 20130828 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20150905 |