US20080098501A1 - Cut-Resistant Glove - Google Patents
Cut-Resistant Glove Download PDFInfo
- Publication number
- US20080098501A1 US20080098501A1 US11/792,718 US79271806A US2008098501A1 US 20080098501 A1 US20080098501 A1 US 20080098501A1 US 79271806 A US79271806 A US 79271806A US 2008098501 A1 US2008098501 A1 US 2008098501A1
- Authority
- US
- United States
- Prior art keywords
- yarn
- glove
- fiber
- cut
- rubber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
- 239000002131 composite material Substances 0.000 claims abstract description 109
- 239000000835 fiber Substances 0.000 claims abstract description 97
- 229910052751 metal Inorganic materials 0.000 claims abstract description 48
- 239000002184 metal Substances 0.000 claims abstract description 48
- 229920001971 elastomer Polymers 0.000 claims abstract description 43
- 239000005060 rubber Substances 0.000 claims abstract description 43
- 239000011347 resin Substances 0.000 claims abstract description 20
- 229920005989 resin Polymers 0.000 claims abstract description 20
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 claims description 84
- 229920000459 Nitrile rubber Polymers 0.000 claims description 42
- 229920000728 polyester Polymers 0.000 claims description 42
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 claims description 39
- -1 polyethylene Polymers 0.000 claims description 37
- 239000004698 Polyethylene Substances 0.000 claims description 35
- 229920000742 Cotton Polymers 0.000 claims description 32
- 229920006306 polyurethane fiber Polymers 0.000 claims description 19
- 238000007747 plating Methods 0.000 claims description 16
- 229920000573 polyethylene Polymers 0.000 claims description 16
- 244000043261 Hevea brasiliensis Species 0.000 claims description 14
- 229920003052 natural elastomer Polymers 0.000 claims description 14
- 229920001194 natural rubber Polymers 0.000 claims description 14
- 239000004952 Polyamide Substances 0.000 claims description 13
- 229920002647 polyamide Polymers 0.000 claims description 13
- 239000004814 polyurethane Substances 0.000 claims description 13
- 229920002994 synthetic fiber Polymers 0.000 claims description 13
- 239000012209 synthetic fiber Substances 0.000 claims description 13
- 229920002635 polyurethane Polymers 0.000 claims description 12
- 239000004800 polyvinyl chloride Substances 0.000 claims description 8
- 229920000915 polyvinyl chloride Polymers 0.000 claims description 7
- 229920006293 Polyphenylene terephthalamide Polymers 0.000 claims description 6
- 229920000297 Rayon Polymers 0.000 claims description 6
- 239000002964 rayon Substances 0.000 claims description 6
- 229920003051 synthetic elastomer Polymers 0.000 claims description 6
- 239000005061 synthetic rubber Substances 0.000 claims description 6
- 229920001084 poly(chloroprene) Polymers 0.000 claims description 4
- 229910001220 stainless steel Inorganic materials 0.000 claims description 4
- 210000002268 wool Anatomy 0.000 claims description 4
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 claims description 3
- 229920003235 aromatic polyamide Polymers 0.000 claims description 3
- 229920002681 hypalon Polymers 0.000 claims description 3
- 229920003049 isoprene rubber Polymers 0.000 claims description 3
- 229920006149 polyester-amide block copolymer Polymers 0.000 claims description 3
- 229920002689 polyvinyl acetate Polymers 0.000 claims description 3
- 239000011118 polyvinyl acetate Substances 0.000 claims description 3
- 229920002379 silicone rubber Polymers 0.000 claims description 3
- 239000004945 silicone rubber Substances 0.000 claims description 3
- 239000010935 stainless steel Substances 0.000 claims description 3
- 229920003048 styrene butadiene rubber Polymers 0.000 claims description 3
- 238000010521 absorption reaction Methods 0.000 abstract description 15
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 abstract description 9
- 229920001778 nylon Polymers 0.000 description 150
- 239000004677 Nylon Substances 0.000 description 100
- 238000009940 knitting Methods 0.000 description 65
- 239000010410 layer Substances 0.000 description 62
- 150000001875 compounds Chemical class 0.000 description 59
- 229920002334 Spandex Polymers 0.000 description 30
- 239000004759 spandex Substances 0.000 description 30
- 238000001035 drying Methods 0.000 description 27
- 238000004804 winding Methods 0.000 description 25
- 238000004073 vulcanization Methods 0.000 description 23
- 239000010963 304 stainless steel Substances 0.000 description 21
- 229910000589 SAE 304 stainless steel Inorganic materials 0.000 description 21
- 238000000034 method Methods 0.000 description 19
- 239000000701 coagulant Substances 0.000 description 18
- 238000004519 manufacturing process Methods 0.000 description 16
- 229920000271 Kevlar® Polymers 0.000 description 15
- 239000004761 kevlar Substances 0.000 description 15
- 238000009987 spinning Methods 0.000 description 13
- 230000000052 comparative effect Effects 0.000 description 12
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 11
- 239000003365 glass fiber Substances 0.000 description 8
- 229920003366 poly(p-phenylene terephthalamide) Polymers 0.000 description 6
- MHSKRLJMQQNJNC-UHFFFAOYSA-N terephthalamide Chemical compound NC(=O)C1=CC=C(C(N)=O)C=C1 MHSKRLJMQQNJNC-UHFFFAOYSA-N 0.000 description 6
- 239000011248 coating agent Substances 0.000 description 5
- 238000000576 coating method Methods 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 4
- 239000004744 fabric Substances 0.000 description 4
- 229920000126 latex Polymers 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 230000001681 protective effect Effects 0.000 description 4
- 238000006467 substitution reaction Methods 0.000 description 4
- 210000004243 sweat Anatomy 0.000 description 4
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- 239000000428 dust Substances 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- 230000002265 prevention Effects 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 2
- 229920006231 aramid fiber Polymers 0.000 description 2
- ZCCIPPOKBCJFDN-UHFFFAOYSA-N calcium nitrate Chemical compound [Ca+2].[O-][N+]([O-])=O.[O-][N+]([O-])=O ZCCIPPOKBCJFDN-UHFFFAOYSA-N 0.000 description 2
- 239000011247 coating layer Substances 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000004816 latex Substances 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 229920006173 natural rubber latex Polymers 0.000 description 2
- 239000003921 oil Substances 0.000 description 2
- 235000019198 oils Nutrition 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 238000001179 sorption measurement Methods 0.000 description 2
- 239000011593 sulfur Substances 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- 239000011787 zinc oxide Substances 0.000 description 2
- ZBMISJGHVWNWTE-UHFFFAOYSA-N 3-(4-aminophenoxy)aniline Chemical compound C1=CC(N)=CC=C1OC1=CC=CC(N)=C1 ZBMISJGHVWNWTE-UHFFFAOYSA-N 0.000 description 1
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- 229910000906 Bronze Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 239000004705 High-molecular-weight polyethylene Substances 0.000 description 1
- 229920000106 Liquid crystal polymer Polymers 0.000 description 1
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 1
- 229920000265 Polyparaphenylene Polymers 0.000 description 1
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229920000508 Vectran Polymers 0.000 description 1
- 239000004979 Vectran Substances 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000000845 anti-microbial effect Effects 0.000 description 1
- 239000004599 antimicrobial Substances 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000010974 bronze Substances 0.000 description 1
- 150000001805 chlorine compounds Chemical class 0.000 description 1
- 230000001595 contractor effect Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 229920006253 high performance fiber Polymers 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 235000013372 meat Nutrition 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920002432 poly(vinyl methyl ether) polymer Polymers 0.000 description 1
- 229920001230 polyarylate Polymers 0.000 description 1
- 230000002940 repellent Effects 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 238000007665 sagging Methods 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 235000012424 soybean oil Nutrition 0.000 description 1
- 239000003549 soybean oil Substances 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- 230000035900 sweating Effects 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- BOXSVZNGTQTENJ-UHFFFAOYSA-L zinc dibutyldithiocarbamate Chemical compound [Zn+2].CCCCN(C([S-])=S)CCCC.CCCCN(C([S-])=S)CCCC BOXSVZNGTQTENJ-UHFFFAOYSA-L 0.000 description 1
Images

Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
- D02G3/442—Cut or abrasion resistant yarns or threads
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D19/00—Gloves
- A41D19/015—Protective gloves
- A41D19/01505—Protective gloves resistant to mechanical aggressions, e.g. cutting. piercing
- A41D19/01511—Protective gloves resistant to mechanical aggressions, e.g. cutting. piercing made of wire-mesh, e.g. butchers' gloves
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/02—Yarns or threads characterised by the material or by the materials from which they are made
- D02G3/12—Threads containing metallic filaments or strips
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/38—Threads in which fibres, filaments, or yarns are wound with other yarns or filaments, e.g. wrap yarns, i.e. strands of filaments or staple fibres are wrapped by a helically wound binder yarn
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04B—KNITTING
- D04B1/00—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes
- D04B1/22—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration
- D04B1/24—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration wearing apparel
- D04B1/28—Weft knitting processes for the production of fabrics or articles not dependent on the use of particular machines; Fabrics or articles defined by such processes specially adapted for knitting goods of particular configuration wearing apparel gloves
Definitions
- the present invention relates to a cut-resistant glove and, more particularly, to a cut-resistant glove to be used for protective products such as protective fabrics, protective clothes, protective aprons for cutting workers in edible meat processing works where sharp blades are used, and in glass producing or processing works or metal processing works where glass and metal plates with sharp edges are handled.
- a core-sheath composite yarn produced by winding a synthetic fiber and thus covering a core comprising a high strength yarn and a wire with the synthetic fiber is proposed, and concretely as an example, a glove obtained by knitting a core-sheath composite yarn produced by wrapping a nylon fiber in upper and lower double layers around a core comprising a 3,4′-diaminodiphenyl ether copolymer-polyparaphenylene terephthalamide fiber and a stainless wire is disclosed in Japanese Patent Application Laid-Open No. 1-239104.
- a composite spun yarn having a core-sheath structure produced by covering a core part of a single wire of a metal yarn, a filament yarn, or a spun yarn with a staple of an aromatic polyamide fiber is proposed in Japanese Patent Application Laid-Open No. 63-303138.
- a cut-resistant glove formed of a composite yarn comprising a fiber having a high strength and a high modulus of elasticity, and a metal thin wire in the surface and a bulky yarn or a natural fiber in the back face is proposed in Japanese Patent Application Laid-Open No. 2000-178812.
- a cut-resistant composite yarn comprising a glass fiber as a core part and a polyethylene fiber or aramid fiber as a sheath part, and further a covering fiber of a non-metallic and non-high performance fiber such as a polyester, nylon, or the like wrapped in mutually opposite directions is proposed in U.S. Pat. No. 6,467,251.
- a cut-resistant composite yarn comprising a core part composed of a strand of wire and an extended chain polyethylene fiber being positioned parallel to each other, wrapped around the core with double layer-covering strands in mutually opposite directions, in which an aramid fiber is not used, is disclosed in U.S. Pat. No. 5,644,907.
- the above-mentioned conventional composite yarns are inferior in moisture absorption property and also inferior in knitting processability, for example, since the stainless wire and the glass fiber are sometimes ruptured in the case of producing gloves by knitting the composite yarns and gloves produced by knitting the composite yarns give uncomfortable putting-on-feeling or use feeling, and particularly, the ruptured stainless wire and glass fiber irritatingly stimulate the skin, and therefore, the workability in the case where the gloves are put on is not satisfactory. Especially, there is a serious problem that the stainless wire and glass fiber used as cores are exposed to the outside of the composite yarns and prickly irritate hands and fingers.
- the present invention provides a cut-resistant glove which is excellent not only in elastic property and moisture absorption property, but also in putting-on-feeling or use feeling and workability at the time the glove is put on, which is made from a composite yarn having an excellent knitting processability as well as a good moisture adsorption property.
- Inventors of the present invention have made an intensive series of investigations for solving the above-mentioned problems and have found that a cut-resistant glove which is formed of a composite yarn comprising a core and a covering layer formed by wrapping a covering fiber around the core, the core being composed of a metal thin wire and an attending yarn comprising a filament yarn, the surface of which is coated with a rubber or a resin could attain the above-mentioned objects.
- the inventors of the present invention have found that in the case of knitting a glove, plating is carried out by using a specified fiber and the plated fiber is knitted to be set in the inner side of the glove, so that the glove could further be improved in elastic property, moisture absorption property, the putting-on-feeling or use feeling and workability at the time the glove is put on.
- the present invention has been accomplished based on the above-mentioned findings.
- the present invention for attaining the above-mentioned object encompasses, in claim 1 , a cut-resistant glove which is formed of a composite yarn comprising a core and a covering layer formed by wrapping a covering fiber around the core, the core being composed of a metal thin wire and an attending yarn comprising a filament yarn, the surface of which is coated with a rubber or a resin.
- the present invention encompasses, in claim 2 , the cut-resistant glove according to claim 1 , wherein the metal thin wire comprises a stainless steel.
- the present invention encompasses, in claim 3 , the cut-resistant glove according to claim 1 or 2 , wherein the attending yarn comprises at least one filament yarn selected from polyethylene, polyester and polyparaphenylene terephthalamide.
- the present invention encompasses, in claim 4 , the cut-resistant glove according to claim 3 , wherein the attending yarn comprises ultra high molecular weight polyethylene.
- the present invention encompasses, in claim 5 , the cut-resistant glove according to claim 3 , wherein the attending yarn comprises polyester.
- the present invention encompasses, in claim 6 , the cut-resistant glove according to any one of claims 1 to 5 , wherein the covering fiber comprises at least one fiber selected from polyethylene, polyaramid, polyester, polyamide, polyacryl, cotton and wool.
- the present invention encompasses, in claim 7 , the cut-resistant glove according to claim 6 , wherein the covering fiber comprising polyester or polyamide is crimped.
- the present invention encompasses, in claim 8 , the cut-resistant glove according to any one of claims 1 to 7 , wherein the covering layer comprises a first covering layer and a second covering layer wrapped in the opposite direction to that of the first covering layer.
- the present invention encompasses, in claim 9 , the cut-resistant glove according to any one of claims 1 to 8 , wherein the attending yarn is wound around the metal thin wire at 2 to 60 turns per meter of the metal thin wire.
- the present invention encompasses, in claim 10 , the cut-resistant glove according to any one of claims 1 to 9 , wherein the glove is plated with a synthetic fiber or a natural fiber in such a manner that the plated fiber is set in the inside of the glove.
- the present invention encompasses, in claim 11 , the cut-resistant glove according to claim 10 , wherein the synthetic fiber for plating comprises a composite fiber of a polyurethane fiber and at least one synthetic fiber selected from polyamide, polyethylene, polyester, polyphenylene terephthalamide and rayon, or at least one synthetic fiber selected from polyamide, polyethylene, polyester, polyphenylene terephthalamide and rayon.
- the present invention encompasses, in claim 12 , the cut-resistant glove according to claim 10 , wherein the natural fiber for plating comprises cotton.
- the present invention encompasses, in claim 13 , the cut-resistant glove according to any one of claims 1 to 12 , wherein the rubber is at least one rubber selected from the group consisting of natural rubber, synthetic rubber and modified bodies thereof.
- the present invention encompasses, in claim 14 , the cut-resistant glove according to any one of claims 1 to 13 , wherein the synthetic rubber is at least one rubber selected from the group consisting of nitrile butadiene rubber, styrene butadiene rubber, chloroprene rubber, silicone rubber, fluorinated rubber, chlorosulfonated polyethylene rubber, isoprene rubber and modified bodies thereof.
- the synthetic rubber is at least one rubber selected from the group consisting of nitrile butadiene rubber, styrene butadiene rubber, chloroprene rubber, silicone rubber, fluorinated rubber, chlorosulfonated polyethylene rubber, isoprene rubber and modified bodies thereof.
- the present invention encompasses, in claim 15 , the cut-resistant glove according to any one of claims 1 to 13 , wherein the resin is at least one resin selected from the group consisting of polyvinyl chloride, polyurethane, ethylene-vinyl alcohol copolymer, polyvinyl acetate and modified bodies thereof.
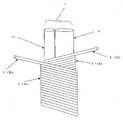
- FIG. 1 is a schematic drawing showing one example of the composite yarn used in a cut-resistant glove of the present invention.
- the composite yarn used in a cut-resistant glove of the present invention comprises, as shown by FIG. 1 , a core 1 and a covering layer 3 formed by wrapping a covering fiber 2 around the core 1 .
- the above-mentioned core 1 comprises a metal thin wire 1 a and an attending yarn 1 b , which is a filament yarn.
- the metal thin wire 1 a used in the present invention is preferably a stainless, titanium, aluminum, silver, nickel, copper, bronze or the like with a high strength and a high modulus of elasticity, and particularly, a stainless is preferable since it is economical and has a high strength as well as it is excellent in chemical stability and corrosion resistance.
- “stainless” is correctly “stainless steel”, however, domestically it is generally abbreviated as “stainless” or “stain” and therefore, in this specification, the term “stainless” is used for its abbreviation.
- a non-processed wire is used in the present invention since a twisted wire is hard and deteriorates feeling of a product formed of a composite yarn, for example, a glove (hereinafter, a glove is taken as a representative product formed of a composite yarn.).
- the metal thin wire 1 a in the present invention has a thickness of preferably 10 to 70 ⁇ m, more preferably 15 to 35 ⁇ m in terms of the knitting processability of the composite yarn and workability in the state of putting on a glove.
- SUS 304 is preferable in terms of softness and bending strength.
- the metal thin wire 1 a 1 to 4 pieces are preferred to use. In the case of more than 4 pieces, a glove becomes hard to deteriorate workability in the state of putting on the glove, and therefore that is not preferable.
- the metal thin wire 1 a of the core is ruptured when it is wrapped with the covering fiber 2 as it is in a covering step and therefore, the attending yarn 1 b is needed for the metal thin wire 1 a .
- the attending yarn 1 b a non-processed filament yarn is used since a processed yarn such as a twist yarn has rather considerable elastic property. If a yarn having the elastic property is used as the attending yarn 1 b , the yarn to be used for covering in the successive covering step is also provided with the elastic property. Meanwhile, the metal thin wire 1 a itself scarcely has the elastic property and if the composite yarn is expanded after the covering with the covering fiber 2 is formed, the metal thin wire 1 a cannot stand in the elongation and thus ruptured.
- the ruptured metal thin wire 1 a springs out of the covering layer 3 of the composite yarn 2 and, for example, when the composite yarn is knitted into a glove product, the metal thin wire 1 a prickly stings the skin of a hand of the user of the glove and thus worsens the putting-on-feeling and use feeling.
- the attending yarn 1 b contrarily has the contractive property, the same phenomenon occurs.
- the metal thin wire 1 a in the case where the attending yarn 1 b contracts, the metal thin wire 1 a cannot contract and therefore is sagged and since the sagging cannot be released, the metal thin wire 1 a springs out of the covering layer 3 of the composite yarn 2 and irritates the skin of a hand of the user of the glove and gives unpleasant feeling.
- the attending yarn 1 b used in the present invention is preferably a filament fiber scarcely having not only the dynamic elasticity, but also the elasticity affected by heat and chemicals.
- filament fiber are polyethylene, ultra high molecular weight polyethylene, which are reinforced polyethylene (e.g. trade name: Dyneema, manufactured by Toyobo Co., Ltd.), polyester, polyparaphenylene terephthalamide (e.g. trade name: Kevlar, manufactured by Du Pont de Nemours & Co.), liquid crystal polymer, high strength polyarylate (e.g. trade name: Vectran, manufactured by Kuraray Co., Ltd.), and the like.
- ultra high molecular polyethylene, polyparaphenylene terephthalamide and polyester are preferable since those are very stable physically and chemically. These may be used singly or, if necessary, in combination of two or more.
- the fineness of these attending yarns 1 b is, in general, preferably 50 to 600 denier, more preferably 100 to 450 denier. If it is thinner than 50 denier, the rupture prevention effect of the metal thin wire 1 a tends to be weakened. In the case where an attending yarn with a thickness exceeding 600 denier is used, the composite yarn obtained becomes thick and tends to give stiff feeling, which deteriorates the putting-on-feeling and use feeling.
- the number of the filaments forming the attending yarn 1 b is preferable to be higher since the attending yarn 1 b winds the metal thin wire to prevent exposure of the surface of the metal thin wire 1 a and it is, in general, preferably not less than 100 filaments, more preferably 100 to 1000 filaments, and still more preferably 200 to 1000 filaments. If it is less than 100 filaments, the effect of winding the metal thin wire 1 a becomes insufficient, the knitting processability is decreased and the putting-on-feeling and use feeling tend to be worsened. On the other hand, if it is more than 1000 filaments, the cost of the attending yarn tends to increase, which makes it difficult to use.
- the attending yarn 1 b is wound around the metal thin wire 1 a at 2 to 60 turns, preferably 2 to 60 turns, more preferably 15 to 50 turns, still more preferably 25 to 45 turns per meter of the metal thin wire.
- This winding prevents the metal thin wire not only from cutting when tension was imposed, but also from exposing its surface when flexure or distortion took place. In the case of less than 2 turns, the above-mentioned effects are not provided satisfactorily, when knitted into a glove, the metal thin wire 1 a ruptures, springs out and irritates the skin of a hand to thus deteriorate touch feeling, putting-on-feeling and use feeling.
- the attending yarn 1 b 1 to 3 pieces are preferred. In the case of more than 3 pieces, the attending yarn tends to become thick, which not only deteriorates knitting processability, but also tends to worsen putting-on-feeling to stiff feeling.
- the covering layer 3 is formed by wrapping the covering fiber 2 around the core 1 composed of the metal thin wire 1 a and the attending yarn 1 b.
- the covering fiber 2 is not particularly limited and determined in consideration of the knitting processability, resin coating processability, the putting-on-feeling, use feeling such as touch feeling and fitting of products, the moisture absorption property, and the like. From a viewpoint of these properties, as the covering fiber 2 , polyethylene, polyaramide, polyester, polyamide (nylon), polyacryl, cotton, wool and the like are preferable.
- the covering fiber 2 may be multifilaments, twist yarn or spun yarn. Among these, polyester, polyamide (nylon), cotton and wool are more preferable. As the spun yarn, cotton or polyester is preferable in terms of softness.
- As the filament of the covering fiber 2 it is preferable to be crimped, particularly, crimped polyester or polyamide is preferable in terms of good touch feeling.
- the fineness of the covering fiber 2 is, in general, preferably 50 to 500 denier (100 to 10 yarn counts) and more preferably 50 to 300 denier (100 to 15 yarn counts) in terms of the prevention of the surface exposure of the metal thin wire 1 a and the putting-on-feeling and use feeling of knitted products.
- the number of the filaments is preferably 20 to 500 filaments. In the case of less than 20 filaments, the thickness of the filament becomes large to thus result in stiff feeling, on the other hand, in the case of more than 500 filaments, the cost becomes high and thus that is not preferable.
- the covering fiber 2 is wrapped around the core 1 .
- the number of the layers of wrapping the coating fiber 2 if the number of the layers is small, the effect of covering the core 1 becomes so insufficient as to expose the core to the outside of the covering layer 3 in some cases, and on the other hand, if the number is large, the knitting processability of the composite yarn tends to be deteriorated and it results in stiff feeling and deteriorates the putting-on-feeling and use feeling.
- it is preferably to be two or three layers, more preferably, two layers, in particular.
- the covering fiber 2 itself is wrapped in opposite directions. That is, the covering fiber 2 a in the first layer is wrapped clockwise and the covering fiber 2 b in the second layer is wrapped counterclockwise to form the first covering layer 3 a and the second covering layer 3 b , respectively.
- the number of the wrapping turns of the covering fiber 2 is preferably 300 to 1200 turns, more preferably 450 to 1000 turns, per one meter of the length of the core 1 .
- the purpose of preventing the surface exposure of the metal thin wire 1 a is not attained adequately, on the other hand, in the case of more than 1200 turns, the obtained composite yarn becomes hard, which is not preferable.
- the covering fiber 2 1 to 6 pieces per one layer are suitable. In the case of more than 6 pieces, a step for producing a composite yarn tends to become complicated and the obtained composite yarn tends to give stiff feeling.
- the composite yarn obtained in the above manner is knitted into a cut-resistant glove.
- plating is carried out using a fiber having good touch feeling and excellent moisture absorption property and knitting is carried out to set the plated fiber in the inner side of the glove, so that the cut-resistant glove excellent in the putting-on-feeling or use feeling such as touch feeling and in the moisture absorption property can be produced.
- synthetic fibers such as composite fibers of a polyurethane fiber and at least one synthetic fiber selected from polyamide, polyethylene, polyester, polyphenylene terephthalamide and rayon, synthetic fibers such as polyamide, polyethylene, polyester, polyphenylene terephthalamide, rayon and the like, and natural fibers such as cotton are preferable.
- the fiber for the plating may properly be determined depending on the use and a plurality of kinds of fibers may be used.
- the thickness of the plating fiber is preferably 50 to 700 denier, more preferably 50 to 550 denier, for one fiber in terms of the putting-on-feeling and the workability. If it is thinner than 50 denier, the effect of plating tends to be insufficient. If it exceeds 700 denier, the knitted density of the plating fiber becomes high and the knitting workability tends to be deteriorated.
- the number of the fibers to be used for plating may properly be determined and it is preferably 1 to 7 fibers, more preferably 1 to 5 fibers in terms of the easy plating processability.
- the cut-resistant glove obtained in the above manner is coated with a rubber or a resin for imparting non-slip property, waterproofness and strength.
- a rubber or a resin for imparting non-slip property, waterproofness and strength As the rubber and the resin used for coating, those having been used heretofore may be suitably used, for example, as the rubber, any of natural rubber, synthetic rubber and modified bodies thereof may be used, and as the synthetic rubber, nitrile butadiene rubber (NBR), styrene butadiene rubber (SBR), chloroprene rubber (CR), silicone rubber, fluorinated rubber, chlorosulfonated polyethylene rubber, isoprene rubber and modified bodies thereof, and the like are exemplified.
- NBR nitrile butadiene rubber
- SBR styrene butadiene rubber
- CR chloroprene rubber
- silicone rubber fluorinated rubber
- chlorosulfonated polyethylene rubber isoprene rubber and modified bodies
- polyvinyl chloride polyurethane
- ethylene-vinyl alcohol copolymer polyvinyl acetate and modified bodies thereof, and the like are exemplified. These may be used singly or, if necessary, in combination of two or more.
- the coating area of the glove with these rubbers or the resins is not specifically limited and may be properly determined depending on uses of the glove.
- the whole of the glove may be coated, and for the prevention of sweating, a part excepting the back of the glove may be coated.
- a part of finger tops may be coated.
- the coating layer may be a singly layer or a plural layer and if the coating layer comprises, for example, two layers, the first layer and the second layer may be different materials.
- D stands for a denier
- F stands for a number of filaments.
- the hand portions of the respective gloves were evaluated using a CUT-TESTER, “COUPETEST”, manufactured by Sodemat.
- a cotton fabric as a standard fabric was cut before and after the samples and the number of rotations of a round blade (45 mm ⁇ ) until the round blade touched a metal plate set under the respective samples and was stopped was measured and the measurement data was calculated according to the following equation (1). Measurement for each sample was carried out continuously five times and the level was calculated based on the average value of the five time results.
- N denotes the times of cutting the sample
- n denotes the average of the cutting times of the standard fabric.
- level 1 Not less than 1.2 and less than 2.5: level 1,
- level 2 Not less than 2.5 and less than 5.0: level 2,
- Judgment was done by five panelists based on the following standards and the averages were employed as the evaluation results.
- a natural rubber latex 1 part by weight of sulfur, 1 part by weight of zinc oxide and 1 part by weight of a vulcanizing accelerator (zinc dibutyldithiocarbamate) were added based on 100 parts by weight of a rubber solid content of the rubber latex, then thoroughly stirred and mixed to conduct maturing (pre-vulcanization) for 24 hours, thereafter 1.5 part by weight of a heat sensitizer (polyvinyl methyl ether) was added into the mixture.
- a vulcanizing accelerator zinc dibutyldithiocarbamate
- NBR Nitrile Butadiene Rubber
- nitrile butadiene rubber latex Nipol LX550, manufactured by ZEON CORPORATION
- sulfur 2 parts by weight of sulfur, 2 parts by weight of zinc oxide and 0.5 part by weight of zinc dibuthyldithiocarbamate were added based on 100 parts by weight of a rubber solid content of the rubber latex.
- a methanol solution containing 2% by weight of calcium nitrate was prepared.
- a polyurethane solution (CRISVON 8166, manufactured by Dainippon Ink & Chemicals, Inc.) was diluted to 200 centipoise with dimethylformamide.
- a polyvinyl chloride resin PSM-30, manufactured by Kaneka Corporation
- a plasticizer DOP, manufactured by Dainippon Ink & Chemicals, Inc.
- a stabilizing assistant epoxidized soybean oil, manufactured by Dainippon Ink & Chemicals, Inc.
- a stabilizer Ca—Zn, manufactured by ADEKA CORPORATION
- One stainless thin wire with a thickness of 25 ⁇ m (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK 60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 33 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- SUS 304 stainless steel wire manufactured by Nippon Seisen Co., Ltd.
- a glove was knitted by a 10G knitting machine.
- the knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution.
- the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon with the skin of a hand and giving very good touch feeling when it was put on a hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 ⁇ m (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 10 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- SUS 304 stainless steel wire manufactured by Nippon Seisen Co., Ltd.
- a glove was knitted by a 10G knitting machine.
- the knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution.
- the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon with the skin of a hand and giving very good touch feeling when it was put on a hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 ⁇ m (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 55 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- SUS 304 stainless steel wire manufactured by Nippon Seisen Co., Ltd.
- a glove was knitted by a 10G knitting machine.
- the knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution.
- the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon with the skin of a hand and giving very good touch feeling when it was put on a hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 ⁇ m (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 2 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- SUS 304 stainless steel wire manufactured by Nippon Seisen Co., Ltd.
- a glove was knitted by a 10G knitting machine.
- the knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution.
- the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon with the skin of a hand and giving good touch feeling when it was put on a hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 ⁇ m (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- SUS 304 stainless steel wire manufactured by Nippon Seisen Co., Ltd.
- one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo
- a glove was knitted by a 10G knitting machine.
- the knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution.
- the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon with the skin of a hand and giving good touch feeling when it was put on a hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 ⁇ m (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 70 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- SUS 304 stainless steel wire manufactured by Nippon Seisen Co., Ltd.
- a glove was knitted by a 10G knitting machine.
- the knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution.
- the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level, but was found giving bad touch feeling when it was put on the hand since the stainless thin wire which did not stand the tension imposed at the step of preparing the composite yarn or the step of knitting the glove broke and sprung out of spaces among the attending yarns and the covering fibers, which irritated the skin of a hand.
- One stainless thin wire with a thickness of 25 ⁇ m (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK 60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 33 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- SUS 304 stainless steel wire manufactured by Nippon Seisen Co., Ltd.
- the knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution.
- the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon in the inside with the skin of a hand and giving very good touch feeling when it was put on a hand, an excellent moisture adsorption property and elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 ⁇ m (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 10 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- SUS 304 stainless steel wire manufactured by Nippon Seisen Co., Ltd.
- the knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution.
- the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon in the inside with the skin of a hand and giving very good touch feeling when it was put on the hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 ⁇ m (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 55 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- SUS 304 stainless steel wire manufactured by Nippon Seisen Co., Ltd.
- the knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution.
- the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon in the inside with the skin of a hand and giving very good touch feeling when it was put on the hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 ⁇ m (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 2 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- SUS 304 stainless steel wire manufactured by Nippon Seisen Co., Ltd.
- the knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution.
- the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon with the skin of a hand and giving very good touch feeling when it was put on a hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 ⁇ m (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- SUS 304 stainless steel wire manufactured by Nippon Seisen Co., Ltd.
- one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo
- the knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution.
- the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon with the skin of a hand and giving very good touch feeling when it was put on a hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 ⁇ m (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 70 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- SUS 304 stainless steel wire manufactured by Nippon Seisen Co., Ltd.
- the knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution.
- the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level, but was found giving bad touch feeling when it was put on the hand since the stainless thin wire which did not stand the tension imposed at the step of preparing the composite yarn or the step of knitting the glove broke and sprung out of spaces among the attending yarns and the covering fibers, which irritated the skin of a hand.
- Two bundles of glass fiber (E glass) with a thickness of 9 ⁇ m and 607D and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the glass fiber at 33 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- the knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution.
- the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level, but was found giving bad touch feeling when it was put on the hand since the glass fiber cut at the step of knitting the glove sprung out of spaces among the attending yarns and the covering fibers, which irritated the skin of a hand.
- the sample glove was bad in workability since the composite yarn was tough and difficult to bend.
- One ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) and the other ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the one high molecular weight polyethylene filament yarn around the other at 33 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd
- the knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution.
- the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove was not so good in workability and touch feeling since the thick filament yarn was used, and the cut resistance remained in the 3 CE level which did not satisfy the intended 5 CE level since the stainless thin wire was not used.
- One filament yarn with 400D/252F (trade name: Kevlar, manufactured by Du Pont de Nemours & Co.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK 60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the filament yarn at 33 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m thereon
- the knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution.
- the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove was not so good in workability and touch feeling since the thick filament yarn was used, and the cut resistance remained in the 4 CE level which did not satisfy the intended 5 CE level since the stainless thin wire was not used.
- One stainless thin wire with a thickness of 25 ⁇ m (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK 60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 33 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further two polyester textured fibers with 75D/36F (manufactured by LEALEA ENTERISE CO. LTD.) were wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- SUS 304 stainless steel wire manufactured by Nippon Seisen Co., Ltd.
- the knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution.
- the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon in the inside with the skin of a hand, having a thin thickness, and giving very good touch feeling when it was put on a hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 ⁇ m (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK 60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 33 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further one polyester textured fiber with 75D/36F (manufactured by LEALEA ENTERISE CO. LTD.) was wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- SUS 304 stainless steel wire manufactured by Nippon Seisen Co., Ltd.
- the knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution.
- the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon in the inside with the skin of a hand, and giving very good touch feeling when it was put on a hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 ⁇ m (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one polyaraphenylene terephthalamide filament yarn with 400D/252F (trade name: Kevlar, manufactured by Du Pont de Nemours & Co.) were united together by gently winding the polyparaphenylene terephthalamide filament yarn around the stainless thin wire at 33 turns/m and used as a core and one polyester short fiber of yarn count No. 20 (trade name, Polyester Span, manufactured by MWE Spinning Mills Sdn. Bhd.) was wrapped at 840 turns/m around the core and further one polyester short fiber of yarn count No. 20 (trade name, Polyester Span, manufactured by MWE Spinning Mills Sdn. Bhd.) was wrapped at 840 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- SUS 304 stainless steel wire manufactured by Nippon Seisen Co., Ltd.
- the knitted glove was fitted on a glove mold and heated at 80° C., then immersed in the natural rubber compound solution.
- the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level and had good touch and strong feeling when it was put on a hand, an excellent sweat absorption property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 ⁇ m (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one polyaraphenylene terephthalamide filament yarn with 400D/252F (trade name: Kevlar, manufactured by Du Pont de Nemours & Co.) were united together by gently winding the polyparaphenylene terephthalamide filament yarn around the stainless thin wire at 33 turns/m and used as a core and one polyester short fiber of yarn count No. 20 (trade name, Polyester Span, manufactured by MWE Spinning Mills Sdn. Bhd.) was wrapped at 840 turns/m around the core and further one polyester short fiber of yarn count No. 20 (trade name, Polyester Span, manufactured by MWE Spinning Mills Sdn. Bhd.) was wrapped at 840 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- SUS 304 stainless steel wire manufactured by Nippon Seisen Co., Ltd.
- the knitted glove was fitted on a glove mold and heated at 80° C., then immersed in the natural rubber compound solution.
- the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level and had good touch and strong feeling when it was put on a hand, an excellent sweat absorption property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 ⁇ m (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one polyaraphenylene terephthalamide filament yarn with 400D/252F (trade name: Kevlar, manufactured by Du Pont de Nemours & Co.) were united together by gently winding the polyparaphenylene terephthalamide filament yarn around the stainless thin wire at 33 turns/m and used as a core and one cotton fiber of yarn count No. 20 (trade name, Cotton Span, manufactured by MWE Spinning Mills Sdn. Bhd.) was wrapped at 840 turns/m around the core and further one cotton fiber of yarn count No. 20 (trade name, Cotton Span, manufactured by MWE Spinning Mills Sdn. Bhd.) was wrapped at 840 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- SUS 304 stainless steel wire manufactured by Nippon Seisen Co., Ltd.
- the knitted glove was fitted on a glove mold and heated at 80° C., then immersed in the natural rubber compound solution.
- the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level and had very good touch feeling when it was put on a hand, an excellent sweat absorption property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 ⁇ m (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one polyaraphenylene terephthalamide filament yarn with 400D/252F (trade name: Kevlar, manufactured by Du Pont de Nemours & Co.) were united together by gently winding the polyparaphenylene terephthalamide filament yarn around the stainless thin wire at 33 turns/m and used as a core and one cotton fiber of yarn count No. 20 (trade name, Cotton Span, manufactured by MWE Spinning Mills Sdn. Bhd.) was wrapped at 840 turns/m around the core and further one cotton fiber of yarn count No. 20 (trade name, Cotton Span, manufactured by MWE Spinning Mills Sdn. Bhd.) was wrapped at 840 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- SUS 304 stainless steel wire manufactured by Nippon Seisen Co., Ltd.
- the knitted glove was fitted on a glove mold and heated at 80° C., then immersed in the natural rubber compound solution.
- the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level and had very good touch feeling when it was put on a hand, an excellent sweat absorption property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 ⁇ m (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one polyaraphenylene terephthalamide filament yarn with 400D/252F (trade name: Kevlar, manufactured by Du Pont de Nemours & Co.) were united together by gently winding the polyparaphenylene terephthalamide filament yarn around the stainless thin wire at 33 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 840 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 840 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- SUS 304 stainless steel wire manufactured by Nippon Seisen Co., Ltd.
- the knitted glove was fitted on a glove mold and immersed in the polyurethane compound solution.
- the immersed glove was taken up from the compound solution, DMF was removed by substitution with 60° C. hot water and it was subjected to drying at 110° C. for 20 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon with the skin of a hand and giving very good touch feeling when it was put on a hand, an excellent elastic property, and further a very good workability. Also, the part coated with the urethane resin was very high in non-slip property.
- One stainless thin wire with a thickness of 25 ⁇ m (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK 60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 33 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 840 turns/m around the core and further one polyester short fiber of yarn count No. 20 (trade name: Polyester Span, manufactured by MWE Spinning Mills Sdn. Bhd.) was wrapped at 840 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- SUS 304 stainless steel wire manufactured by Nippon Seisen Co., Ltd.
- the knitted glove was fitted on a glove mold and immersed in the polyurethane compound solution.
- the immersed glove was taken up from the compound solution, DMF was removed by substitution with 60° C. hot water and it was subjected to drying at 110° C. for 20 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level and was found having a smooth surface and having a contact of the FTY in the inside with the skin of a hand, giving very good touch feeling when it was put on a hand, an excellent elastic property, a thin thickness, and further a very good workability. Also, the part coated with the urethane resin was very high in non-slip property.
- One stainless thin wire with a thickness of 25 ⁇ m (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one polyester filament yarn with 140D/432F (trade name: EC155-432-ISGZ71BT, manufactured by Toyobo Co., Ltd.) were united together by gently winding the polyester filament yarn around the stainless thin wire at 33 turns/m and used as a core and one cotton fiber of yarn count No. 30 (manufactured by Colony Textile Mills Ltd.) was wrapped at 840 turns/m around the core and further one polyester short fiber No. 32 (trade mane, manufactured by PT Ramagloria Sakti Tekstil Industri) was wrapped at 840 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- SUS 304 stainless steel wire manufactured by Nippon Seisen Co., Ltd.
- 140D/432F trade name: EC155-432-ISGZ71BT, manufactured by Toyobo Co
- the knitted glove was subjected to oil repellent treatment and fitted on a glove mold, then coated by showering with the polyvinyl chloride compound solution, thereafter, the coated glove was taken up from the compound solution and subjected to drying at 230° C. for 2 minutes and at 180° C. for 15 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level and was found having a smooth surface and having a contact of the FTY in the inside with the skin of a hand having a thin thickness and giving very good touch feeling when it was put on a hand, an excellent elastic property, a thin thickness, and further a very good workability. Also, the part coated with the polyvinyl chloride resin was very high in non-slip property.
- Example 1 In accordance with Example 1 described in Japanese Patent Application Laid-Open No. 1-239104, three spun yarns (yarn count No. 10.63) (equivalent to 1500 denier) obtained by stretch-breaking a non-crimped tow of 2000 filaments with 3000 denier of polyparaphenylene terephthalamide fiber (trade name: Technorat, manufactured by Teijin Kasei Ltd.) at 750 mm intervals and 20 times stretch-breaking ratio between a pair of rollers and two flexible stainless wires (25 ⁇ m) were united together and used as a core and a nylon fiber of 420 denier was wrapped at 634 turns/m around the core in the upper and lower double layers, respectively in the opposite direction to obtain a composite yarn. Two composite yarns obtained were united together and knitted by a 5G knitting machine to obtain a glove.
- the knitted glove was fitted on a glove mold and immersed in the polyurethane compound solution.
- the immersed glove was taken up from the compound solution, DMF was removed by substitution with 60° C. hot water and it was subjected to drying at 110° C. for 20 minutes.
- the obtained sample glove had the cut resistance in the 5 CE level, but, since the plating yarn was the spun yarn, the plating yarn was expanded at the time of processing and the metal thin wire was ruptured and the tip end of the metal thin wire came out of the composite yarn, and thus the glove gave prickly irritating touch and had an inferior workability at the time of being put on.
- a general non-metallic cut-resistant glove was produced. That is, five spun yarns of yarn count No. 20 of polyparaphenylene terephthalamide filament yarn (trade name: Kevlar, manufacture by Du Pont de Nemours & Co.) were united together and a glove was knitted by a 10 G knitting machine.
- polyparaphenylene terephthalamide filament yarn (trade name: Kevlar, manufacture by Du Pont de Nemours & Co.) were united together and a glove was knitted by a 10 G knitting machine.
- the knitted glove was fitted on a glove mold and heated at 80° C., then immersed in the natural rubber latex compound solution, thereafter the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- the obtained sample glove had a good touch and strong feeling when it was put on a hand, but the cut resistance remained in the 4 CE level which did not satisfy the intended 5 CE level.
- a general non-metallic cut-resistant glove was produced. That is, one FTY (false twist yarn) composed of one polyurethane fiber with 140D (trade name: Spandex, manufactured by FURNIWEB Manufacturing Sdn. Bhd.) and two ultra high molecular weight polyethylene filaments (trade name: Dyneema SK 60, manufactured by Toyobo Co., Ltd.) was united together and a glove was knitted by a 13 G knitting machine.
- FTY false twist yarn
- 140D trade name: Spandex, manufactured by FURNIWEB Manufacturing Sdn. Bhd.
- Dyneema SK 60 manufactured by Toyobo Co., Ltd.
- the knitted glove was fitted on a glove mold and immersed in the polyurethane compound solution.
- the immersed glove was taken up from the compound solution, DMF was removed by substitution with 60° C. hot water and it was subjected to drying at 110° C. for 20 minutes.
- the obtained sample glove had a good touch feeling in its inside, an excellent elastic property and a good workability, but the cut resistance remained in the 2 CE level which did not satisfy the intended 5 CE level.
- the cut-resistant glove of the present invention is comprised of a composite yarn comprising a core composed of a metal thin wire and an attending yarn, and a covering fiber wrapped around the core to form a covering layer, it is excellent not only in moisture absorption property and knitting processability, but also in putting-on-feeling, elastic property, use feeling and workability at the time the glove is put on.
- the cut-resistant glove is coated on its surface with a rubber or resin, it is excellent not only in non-slip property, water proofness and strength, but also in cut-resistant property.
- the cut-resistant glove can be provided which is further improved not only in the elastic property and the moisture absorption property, but also in the putting-on-feeling or use feeling and workability at the time the glove is put on.
- the cut-resistant glove of the present invention is excellent not only in putting-on-feeling, use feeling and workability at the time the glove is put on, but also in non-slip property, water proofness, strength and cut-resistant property.
Abstract
A cut-resistant glove is provided which is formed of a composite yarn comprising a core and a covering layer formed by wrapping a covering fiber around the core, the core being composed of a metal thin wire and an attending yarn comprising a filament yarn, the surface of which is coated with a rubber or a resin. The cut-resistant glove is excellent not only in moisture absorption property, putting-on-feeling, use feeling and workability in the state of being put on, but also in non-slip property, water proofness, strength and cut-resistant property.
Description
- The present invention relates to a cut-resistant glove and, more particularly, to a cut-resistant glove to be used for protective products such as protective fabrics, protective clothes, protective aprons for cutting workers in edible meat processing works where sharp blades are used, and in glass producing or processing works or metal processing works where glass and metal plates with sharp edges are handled.
- As such yarns used for a cut-resistant glove, use of metal yarn (wire) alone for armors or the like has formerly been a main stream especially in Europe. In recent years, to make such yarn lightweight and to improve the workability and strength, various kinds of composite yarns comprising metal yarn in combination with cotton yarn and high strength filaments have been proposed.
- For example, a core-sheath composite yarn produced by winding a synthetic fiber and thus covering a core comprising a high strength yarn and a wire with the synthetic fiber is proposed, and concretely as an example, a glove obtained by knitting a core-sheath composite yarn produced by wrapping a nylon fiber in upper and lower double layers around a core comprising a 3,4′-diaminodiphenyl ether copolymer-polyparaphenylene terephthalamide fiber and a stainless wire is disclosed in Japanese Patent Application Laid-Open No. 1-239104.
- Also, a composite spun yarn having a core-sheath structure produced by covering a core part of a single wire of a metal yarn, a filament yarn, or a spun yarn with a staple of an aromatic polyamide fiber is proposed in Japanese Patent Application Laid-Open No. 63-303138.
- Also, a cut-resistant glove formed of a composite yarn comprising a fiber having a high strength and a high modulus of elasticity, and a metal thin wire in the surface and a bulky yarn or a natural fiber in the back face is proposed in Japanese Patent Application Laid-Open No. 2000-178812.
- Further, a cut-resistant composite yarn comprising a glass fiber as a core part and a polyethylene fiber or aramid fiber as a sheath part, and further a covering fiber of a non-metallic and non-high performance fiber such as a polyester, nylon, or the like wrapped in mutually opposite directions is proposed in U.S. Pat. No. 6,467,251.
- Further, a cut-resistant fiber produced by wrapping a polyester fibers in opposite directions around a core part composed of a stainless steel wire and an anti-microbial treated acetate type fiber and an apparel such as a glove produced from the fiber are proposed in U.S. Pat. No. 6,266,951.
- Furthermore, a cut-resistant composite yarn comprising a core part composed of a strand of wire and an extended chain polyethylene fiber being positioned parallel to each other, wrapped around the core with double layer-covering strands in mutually opposite directions, in which an aramid fiber is not used, is disclosed in U.S. Pat. No. 5,644,907.
- However, although having cut resistance, the above-mentioned conventional composite yarns are inferior in moisture absorption property and also inferior in knitting processability, for example, since the stainless wire and the glass fiber are sometimes ruptured in the case of producing gloves by knitting the composite yarns and gloves produced by knitting the composite yarns give uncomfortable putting-on-feeling or use feeling, and particularly, the ruptured stainless wire and glass fiber irritatingly stimulate the skin, and therefore, the workability in the case where the gloves are put on is not satisfactory. Especially, there is a serious problem that the stainless wire and glass fiber used as cores are exposed to the outside of the composite yarns and prickly irritate hands and fingers.
- Further, when sharp blades and the like are handled, there are included problems that cut dust of a covering fiber arises, and that water, oil and the like soak into a glove at the time of working due to the absence of waterproofness.
- In light of the foregoing situation, the present invention provides a cut-resistant glove which is excellent not only in elastic property and moisture absorption property, but also in putting-on-feeling or use feeling and workability at the time the glove is put on, which is made from a composite yarn having an excellent knitting processability as well as a good moisture adsorption property.
- Inventors of the present invention have made an intensive series of investigations for solving the above-mentioned problems and have found that a cut-resistant glove which is formed of a composite yarn comprising a core and a covering layer formed by wrapping a covering fiber around the core, the core being composed of a metal thin wire and an attending yarn comprising a filament yarn, the surface of which is coated with a rubber or a resin could attain the above-mentioned objects.
- Further, the inventors of the present invention have found that in the case of knitting a glove, plating is carried out by using a specified fiber and the plated fiber is knitted to be set in the inner side of the glove, so that the glove could further be improved in elastic property, moisture absorption property, the putting-on-feeling or use feeling and workability at the time the glove is put on.
- The present invention has been accomplished based on the above-mentioned findings.
- The present invention for attaining the above-mentioned object encompasses, in
claim 1, a cut-resistant glove which is formed of a composite yarn comprising a core and a covering layer formed by wrapping a covering fiber around the core, the core being composed of a metal thin wire and an attending yarn comprising a filament yarn, the surface of which is coated with a rubber or a resin. - The present invention encompasses, in
claim 2, the cut-resistant glove according toclaim 1, wherein the metal thin wire comprises a stainless steel. - The present invention encompasses, in
claim 3, the cut-resistant glove according toclaim - The present invention encompasses, in claim 4, the cut-resistant glove according to
claim 3, wherein the attending yarn comprises ultra high molecular weight polyethylene. - The present invention encompasses, in claim 5, the cut-resistant glove according to
claim 3, wherein the attending yarn comprises polyester. - The present invention encompasses, in claim 6, the cut-resistant glove according to any one of
claims 1 to 5, wherein the covering fiber comprises at least one fiber selected from polyethylene, polyaramid, polyester, polyamide, polyacryl, cotton and wool. - The present invention encompasses, in claim 7, the cut-resistant glove according to claim 6, wherein the covering fiber comprising polyester or polyamide is crimped.
- The present invention encompasses, in claim 8, the cut-resistant glove according to any one of
claims 1 to 7, wherein the covering layer comprises a first covering layer and a second covering layer wrapped in the opposite direction to that of the first covering layer. - The present invention encompasses, in claim 9, the cut-resistant glove according to any one of
claims 1 to 8, wherein the attending yarn is wound around the metal thin wire at 2 to 60 turns per meter of the metal thin wire. - The present invention encompasses, in claim 10, the cut-resistant glove according to any one of
claims 1 to 9, wherein the glove is plated with a synthetic fiber or a natural fiber in such a manner that the plated fiber is set in the inside of the glove. - The present invention encompasses, in claim 11, the cut-resistant glove according to claim 10, wherein the synthetic fiber for plating comprises a composite fiber of a polyurethane fiber and at least one synthetic fiber selected from polyamide, polyethylene, polyester, polyphenylene terephthalamide and rayon, or at least one synthetic fiber selected from polyamide, polyethylene, polyester, polyphenylene terephthalamide and rayon.
- The present invention encompasses, in claim 12, the cut-resistant glove according to claim 10, wherein the natural fiber for plating comprises cotton.
- The present invention encompasses, in claim 13, the cut-resistant glove according to any one of
claims 1 to 12, wherein the rubber is at least one rubber selected from the group consisting of natural rubber, synthetic rubber and modified bodies thereof. - The present invention encompasses, in claim 14, the cut-resistant glove according to any one of
claims 1 to 13, wherein the synthetic rubber is at least one rubber selected from the group consisting of nitrile butadiene rubber, styrene butadiene rubber, chloroprene rubber, silicone rubber, fluorinated rubber, chlorosulfonated polyethylene rubber, isoprene rubber and modified bodies thereof. - The present invention encompasses, in claim 15, the cut-resistant glove according to any one of
claims 1 to 13, wherein the resin is at least one resin selected from the group consisting of polyvinyl chloride, polyurethane, ethylene-vinyl alcohol copolymer, polyvinyl acetate and modified bodies thereof. -
FIG. 1 is a schematic drawing showing one example of the composite yarn used in a cut-resistant glove of the present invention. - In the drawing, the numerals stand for the followings:
-
- 1 core,
- 1 a metal thin wire,
- 1 b attending yarn,
- 2 covering fiber,
- 2 a covering fiber of a first layer,
- 2 b covering fiber of a second layer,
- 3 covering layer,
- 3 a covering layer of a first layer,
- 3 b covering layer of a second layer.
- The composite yarn used in a cut-resistant glove of the present invention comprises, as shown by
FIG. 1 , acore 1 and acovering layer 3 formed by wrapping a coveringfiber 2 around thecore 1. - The above-mentioned
core 1 comprises a metal thin wire 1 a and an attending yarn 1 b, which is a filament yarn. - The metal thin wire 1 a used in the present invention is preferably a stainless, titanium, aluminum, silver, nickel, copper, bronze or the like with a high strength and a high modulus of elasticity, and particularly, a stainless is preferable since it is economical and has a high strength as well as it is excellent in chemical stability and corrosion resistance. Meanwhile, “stainless” is correctly “stainless steel”, however, domestically it is generally abbreviated as “stainless” or “stain” and therefore, in this specification, the term “stainless” is used for its abbreviation.
- As the metal thin wire 1 a, a non-processed wire is used in the present invention since a twisted wire is hard and deteriorates feeling of a product formed of a composite yarn, for example, a glove (hereinafter, a glove is taken as a representative product formed of a composite yarn.).
- For example, as a thin wire of a stainless, those with 40 to 50 μm thickness are commonly used for such purposes. The metal thin wire 1 a in the present invention has a thickness of preferably 10 to 70 μm, more preferably 15 to 35 μm in terms of the knitting processability of the composite yarn and workability in the state of putting on a glove. As a practical material for the stainless, SUS 304 is preferable in terms of softness and bending strength. As the metal
thin wire 1 a, 1 to 4 pieces are preferred to use. In the case of more than 4 pieces, a glove becomes hard to deteriorate workability in the state of putting on the glove, and therefore that is not preferable. - The metal thin wire 1 a of the core is ruptured when it is wrapped with the covering
fiber 2 as it is in a covering step and therefore, the attending yarn 1 b is needed for the metal thin wire 1 a. As the attending yarn 1 b, a non-processed filament yarn is used since a processed yarn such as a twist yarn has rather considerable elastic property. If a yarn having the elastic property is used as the attending yarn 1 b, the yarn to be used for covering in the successive covering step is also provided with the elastic property. Meanwhile, the metal thin wire 1 a itself scarcely has the elastic property and if the composite yarn is expanded after the covering with the coveringfiber 2 is formed, the metal thin wire 1 a cannot stand in the elongation and thus ruptured. The ruptured metal thin wire 1 a springs out of thecovering layer 3 of thecomposite yarn 2 and, for example, when the composite yarn is knitted into a glove product, the metal thin wire 1 a prickly stings the skin of a hand of the user of the glove and thus worsens the putting-on-feeling and use feeling. On the other hand, ever if the attending yarn 1 b contrarily has the contractive property, the same phenomenon occurs. That is, in the case where the attending yarn 1 b contracts, the metal thin wire 1 a cannot contract and therefore is sagged and since the sagging cannot be released, the metal thin wire 1 a springs out of thecovering layer 3 of thecomposite yarn 2 and irritates the skin of a hand of the user of the glove and gives unpleasant feeling. - Accordingly, the attending yarn 1 b used in the present invention is preferably a filament fiber scarcely having not only the dynamic elasticity, but also the elasticity affected by heat and chemicals. Practically, examples of such filament fiber are polyethylene, ultra high molecular weight polyethylene, which are reinforced polyethylene (e.g. trade name: Dyneema, manufactured by Toyobo Co., Ltd.), polyester, polyparaphenylene terephthalamide (e.g. trade name: Kevlar, manufactured by Du Pont de Nemours & Co.), liquid crystal polymer, high strength polyarylate (e.g. trade name: Vectran, manufactured by Kuraray Co., Ltd.), and the like. Among these, ultra high molecular polyethylene, polyparaphenylene terephthalamide and polyester are preferable since those are very stable physically and chemically. These may be used singly or, if necessary, in combination of two or more.
- The fineness of these attending yarns 1 b is, in general, preferably 50 to 600 denier, more preferably 100 to 450 denier. If it is thinner than 50 denier, the rupture prevention effect of the metal thin wire 1 a tends to be weakened. In the case where an attending yarn with a thickness exceeding 600 denier is used, the composite yarn obtained becomes thick and tends to give stiff feeling, which deteriorates the putting-on-feeling and use feeling. The number of the filaments forming the attending yarn 1 b is preferable to be higher since the attending yarn 1 b winds the metal thin wire to prevent exposure of the surface of the metal thin wire 1 a and it is, in general, preferably not less than 100 filaments, more preferably 100 to 1000 filaments, and still more preferably 200 to 1000 filaments. If it is less than 100 filaments, the effect of winding the metal thin wire 1 a becomes insufficient, the knitting processability is decreased and the putting-on-feeling and use feeling tend to be worsened. On the other hand, if it is more than 1000 filaments, the cost of the attending yarn tends to increase, which makes it difficult to use.
- The attending yarn 1 b is wound around the metal thin wire 1 a at 2 to 60 turns, preferably 2 to 60 turns, more preferably 15 to 50 turns, still more preferably 25 to 45 turns per meter of the metal thin wire. This winding prevents the metal thin wire not only from cutting when tension was imposed, but also from exposing its surface when flexure or distortion took place. In the case of less than 2 turns, the above-mentioned effects are not provided satisfactorily, when knitted into a glove, the metal thin wire 1 a ruptures, springs out and irritates the skin of a hand to thus deteriorate touch feeling, putting-on-feeling and use feeling. On the other hand, in the case of more than 60 turns, when tension is imposed, the wound attending yarn is easy to elongate as compared with the metal thin wire being positioned straight and thus tension cannot be dispersed to the attending yarn so that the metal thin wire tends to be ruptured.
- As the attending
yarn 1 b, 1 to 3 pieces are preferred. In the case of more than 3 pieces, the attending yarn tends to become thick, which not only deteriorates knitting processability, but also tends to worsen putting-on-feeling to stiff feeling. - As described above, the
covering layer 3 is formed by wrapping the coveringfiber 2 around thecore 1 composed of the metal thin wire 1 a and the attending yarn 1 b. - The covering
fiber 2 is not particularly limited and determined in consideration of the knitting processability, resin coating processability, the putting-on-feeling, use feeling such as touch feeling and fitting of products, the moisture absorption property, and the like. From a viewpoint of these properties, as the coveringfiber 2, polyethylene, polyaramide, polyester, polyamide (nylon), polyacryl, cotton, wool and the like are preferable. The coveringfiber 2 may be multifilaments, twist yarn or spun yarn. Among these, polyester, polyamide (nylon), cotton and wool are more preferable. As the spun yarn, cotton or polyester is preferable in terms of softness. As the filament of the coveringfiber 2, it is preferable to be crimped, particularly, crimped polyester or polyamide is preferable in terms of good touch feeling. - The fineness of the covering
fiber 2 is, in general, preferably 50 to 500 denier (100 to 10 yarn counts) and more preferably 50 to 300 denier (100 to 15 yarn counts) in terms of the prevention of the surface exposure of the metal thin wire 1 a and the putting-on-feeling and use feeling of knitted products. In the case of the covering fiber comprising filaments, the number of the filaments is preferably 20 to 500 filaments. In the case of less than 20 filaments, the thickness of the filament becomes large to thus result in stiff feeling, on the other hand, in the case of more than 500 filaments, the cost becomes high and thus that is not preferable. - The covering
fiber 2 is wrapped around thecore 1. With respect to the number of the layers of wrapping thecoating fiber 2, if the number of the layers is small, the effect of covering thecore 1 becomes so insufficient as to expose the core to the outside of thecovering layer 3 in some cases, and on the other hand, if the number is large, the knitting processability of the composite yarn tends to be deteriorated and it results in stiff feeling and deteriorates the putting-on-feeling and use feeling. Accordingly, it is preferably to be two or three layers, more preferably, two layers, in particular. In the case where the coveringfiber 2 is wrapped in two layers, as shown inFIG. 1 , the coveringfiber 2 itself is wrapped in opposite directions. That is, the coveringfiber 2 a in the first layer is wrapped clockwise and the coveringfiber 2 b in the second layer is wrapped counterclockwise to form thefirst covering layer 3 a and thesecond covering layer 3 b, respectively. - The number of the wrapping turns of the covering
fiber 2 is preferably 300 to 1200 turns, more preferably 450 to 1000 turns, per one meter of the length of thecore 1. In the case of less than 300 turns, the purpose of preventing the surface exposure of the metal thin wire 1 a is not attained adequately, on the other hand, in the case of more than 1200 turns, the obtained composite yarn becomes hard, which is not preferable. - As the covering
fiber - The composite yarn obtained in the above manner is knitted into a cut-resistant glove. At the time of producing the cut-resistant glove by knitting the composite yarn of the present invention, plating is carried out using a fiber having good touch feeling and excellent moisture absorption property and knitting is carried out to set the plated fiber in the inner side of the glove, so that the cut-resistant glove excellent in the putting-on-feeling or use feeling such as touch feeling and in the moisture absorption property can be produced.
- As such a plating fiber, synthetic fibers such as composite fibers of a polyurethane fiber and at least one synthetic fiber selected from polyamide, polyethylene, polyester, polyphenylene terephthalamide and rayon, synthetic fibers such as polyamide, polyethylene, polyester, polyphenylene terephthalamide, rayon and the like, and natural fibers such as cotton are preferable.
- The fiber for the plating may properly be determined depending on the use and a plurality of kinds of fibers may be used. The thickness of the plating fiber is preferably 50 to 700 denier, more preferably 50 to 550 denier, for one fiber in terms of the putting-on-feeling and the workability. If it is thinner than 50 denier, the effect of plating tends to be insufficient. If it exceeds 700 denier, the knitted density of the plating fiber becomes high and the knitting workability tends to be deteriorated. The number of the fibers to be used for plating may properly be determined and it is preferably 1 to 7 fibers, more preferably 1 to 5 fibers in terms of the easy plating processability.
- The cut-resistant glove obtained in the above manner is coated with a rubber or a resin for imparting non-slip property, waterproofness and strength. As the rubber and the resin used for coating, those having been used heretofore may be suitably used, for example, as the rubber, any of natural rubber, synthetic rubber and modified bodies thereof may be used, and as the synthetic rubber, nitrile butadiene rubber (NBR), styrene butadiene rubber (SBR), chloroprene rubber (CR), silicone rubber, fluorinated rubber, chlorosulfonated polyethylene rubber, isoprene rubber and modified bodies thereof, and the like are exemplified. As the resin, polyvinyl chloride, polyurethane, ethylene-vinyl alcohol copolymer, polyvinyl acetate and modified bodies thereof, and the like are exemplified. These may be used singly or, if necessary, in combination of two or more.
- The coating area of the glove with these rubbers or the resins is not specifically limited and may be properly determined depending on uses of the glove. For example, in the case of a glove for water-related work, the whole of the glove may be coated, and for the prevention of sweating, a part excepting the back of the glove may be coated. Moreover, in the case of a glove for fine work, only a part of finger tops may be coated. The coating layer may be a singly layer or a plural layer and if the coating layer comprises, for example, two layers, the first layer and the second layer may be different materials.
- Hereinafter, the present invention will be described in more detail with reference to Examples and Comparative Examples, however, the present invention is in no way limited thereto or thereby.
- In the following Examples and Comparative Examples, D stands for a denier, F stands for a number of filaments.
- The property evaluations of respective sample gloves obtained in the following Examples and Comparative Examples were carried out by the following method and the results are shown in Table 1.
- The hand portions of the respective gloves were evaluated using a CUT-TESTER, “COUPETEST”, manufactured by Sodemat. A cotton fabric as a standard fabric was cut before and after the samples and the number of rotations of a round blade (45 mmφ) until the round blade touched a metal plate set under the respective samples and was stopped was measured and the measurement data was calculated according to the following equation (1). Measurement for each sample was carried out continuously five times and the level was calculated based on the average value of the five time results.
-
(N+n)/n (1) - wherein, N denotes the times of cutting the sample, and
- n denotes the average of the cutting times of the standard fabric.
- Not less than 1.2 and less than 2.5:
level 1, - Not less than 2.5 and less than 5.0:
level 2, - Not less than 5.0 and less than 10.0:
level 3, - Not less than 10.0 and less than 20.0: level 4, and
- Not less than 20.0: level 5.
- Judgment was done by five panelists based on the following standards and the averages were employed as the evaluation results.
- First, rubber compound solutions and resin compound solutions which are used for coating a glove in the following Examples and Comparative Examples are set forth below:
- To a natural rubber latex, 1 part by weight of sulfur, 1 part by weight of zinc oxide and 1 part by weight of a vulcanizing accelerator (zinc dibutyldithiocarbamate) were added based on 100 parts by weight of a rubber solid content of the rubber latex, then thoroughly stirred and mixed to conduct maturing (pre-vulcanization) for 24 hours, thereafter 1.5 part by weight of a heat sensitizer (polyvinyl methyl ether) was added into the mixture.
- To a nitrile butadiene rubber latex (Nipol LX550, manufactured by ZEON CORPORATION), 2 parts by weight of sulfur, 2 parts by weight of zinc oxide and 0.5 part by weight of zinc dibuthyldithiocarbamate were added based on 100 parts by weight of a rubber solid content of the rubber latex.
- A methanol solution containing 2% by weight of calcium nitrate was prepared.
- A polyurethane solution (CRISVON 8166, manufactured by Dainippon Ink & Chemicals, Inc.) was diluted to 200 centipoise with dimethylformamide.
- To 100 part by weight of a polyvinyl chloride resin (PSM-30, manufactured by Kaneka Corporation), 120 parts by weight of a plasticizer (DOP, manufactured by Dainippon Ink & Chemicals, Inc.), 3 parts by weight of a stabilizing assistant (epoxidized soybean oil, manufactured by Dainippon Ink & Chemicals, Inc.) and 3 parts by weight of a stabilizer (Ca—Zn, manufactured by ADEKA CORPORATION) were added.
- One stainless thin wire with a thickness of 25 μm (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK 60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 33 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, a glove was knitted by a 10G knitting machine. The knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution. The immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon with the skin of a hand and giving very good touch feeling when it was put on a hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 μm (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 10 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, a glove was knitted by a 10G knitting machine. The knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution. The immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon with the skin of a hand and giving very good touch feeling when it was put on a hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 μm (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 55 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, a glove was knitted by a 10G knitting machine. The knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution. The immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon with the skin of a hand and giving very good touch feeling when it was put on a hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 μm (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 2 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, a glove was knitted by a 10G knitting machine. The knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution. The immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon with the skin of a hand and giving good touch feeling when it was put on a hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 μm (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, a glove was knitted by a 10G knitting machine. The knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution. The immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon with the skin of a hand and giving good touch feeling when it was put on a hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 μm (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 70 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, a glove was knitted by a 10G knitting machine. The knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution. The immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level, but was found giving bad touch feeling when it was put on the hand since the stainless thin wire which did not stand the tension imposed at the step of preparing the composite yarn or the step of knitting the glove broke and sprung out of spaces among the attending yarns and the covering fibers, which irritated the skin of a hand.
- One stainless thin wire with a thickness of 25 μm (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK 60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 33 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, and using one FTY (false twist yarn) composed of one polyurethane fiber with 40D (trade name: Spandex, manufactured by FURNIWEB Manufacturing Sdn. Bhd.) and two wooly-processed nylon fibers with 70D/24F, which was obtained by twisting two wooly-processed nylon fibers around one polyurethane fiber (hereinafter, the same applies.) in the knitting process, a glove was knitted by a 10G knitting machine in such a manner that the composite yarn was set in the outside of the glove and the FTY in the inside of the glove.
- The knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution. The immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon in the inside with the skin of a hand and giving very good touch feeling when it was put on a hand, an excellent moisture adsorption property and elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 μm (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 10 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, and using one FTY (false twist yarn) composed of one polyurethane fiber with 40D (trade name: Spandex, manufactured by FURNIWEB Manufacturing Sdn. Bhd.) and two wooly-processed nylon fibers with 70D/24F in the knitting process, a glove was knitted by a 10G knitting machine in such a manner that the composite yarn was set in the outside of the glove and the FTY in the inside of the glove.
- The knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution. The immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon in the inside with the skin of a hand and giving very good touch feeling when it was put on the hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 μm (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 55 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, and using one FTY (false twist yarn) composed of one polyurethane fiber with 40D (trade name: Spandex, manufactured by FURNIWEB Manufacturing Sdn. Bhd.) and two wooly-processed nylon fibers with 70D/24F in the knitting process, a glove was knitted by a 10G knitting machine in such a manner that the composite yarn was set in the outside of the glove and the FTY in the inside of the glove.
- The knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution. The immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon in the inside with the skin of a hand and giving very good touch feeling when it was put on the hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 μm (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 2 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, and using one FTY (false twist yarn) composed of one polyurethane fiber with 40D (trade name: Spandex, manufactured by FURNIWEB Manufacturing Sdn. Bhd.) and two wooly-processed nylon fibers with 70D/24F in the knitting process, a glove was knitted by a 10G knitting machine in such a manner that the composite yarn was set in the outside of the glove and the FTY in the inside of the glove.
- The knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution. The immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon with the skin of a hand and giving very good touch feeling when it was put on a hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 μm (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, and using one FTY (false twist yarn) composed of one polyurethane fiber with 40D (trade name: Spandex, manufactured by FURNIWEB Manufacturing Sdn. Bhd.) and two wooly-processed nylon fibers with 70D/24F in the knitting process, a glove was knitted by a 10G knitting machine in such a manner that the composite yarn was set in the outside of the glove and the FTY in the inside of the glove.
- The knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution. The immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon with the skin of a hand and giving very good touch feeling when it was put on a hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 μm (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 70 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 720 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, and using one FTY (false twist yarn) composed of one polyurethane fiber with 40D (trade name: Spandex, manufactured by FURNIWEB Manufacturing Sdn. Bhd.) and two wooly-processed nylon fibers with 70D/24F in the knitting process, a glove was knitted by a 10G knitting machine in such a manner that the composite yarn was set in the outside of the glove and the FTY in the inside of the glove.
- The knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution. The immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level, but was found giving bad touch feeling when it was put on the hand since the stainless thin wire which did not stand the tension imposed at the step of preparing the composite yarn or the step of knitting the glove broke and sprung out of spaces among the attending yarns and the covering fibers, which irritated the skin of a hand.
- Two bundles of glass fiber (E glass) with a thickness of 9 μm and 607D and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the glass fiber at 33 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, and using one FTY (false twist yarn) composed of one polyurethane fiber with 40D (trade name: Spandex, manufactured by FURNIWEB Manufacturing Sdn. Bhd.) and two wooly-processed nylon fibers with 70D/24F in the knitting process, a glove was knitted by a 7G knitting machine in such a manner that the composite yarn was set in the outside of the glove and the FTY in the inside of the glove.
- The knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution. The immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level, but was found giving bad touch feeling when it was put on the hand since the glass fiber cut at the step of knitting the glove sprung out of spaces among the attending yarns and the covering fibers, which irritated the skin of a hand. In addition, the sample glove was bad in workability since the composite yarn was tough and difficult to bend.
- One ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) and the other ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the one high molecular weight polyethylene filament yarn around the other at 33 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, and using one FTY (false twist yarn) composed of one polyurethane fiber with 40D (trade name: Spandex, manufactured by FURNIWEB Manufacturing Sdn. Bhd.) and two wooly-processed nylon fibers with 70D/24F in the knitting process, a glove was knitted by a 7G knitting machine in such a manner that the composite yarn was set in the outside of the glove and the FTY in the inside of the glove.
- The knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution. The immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove was not so good in workability and touch feeling since the thick filament yarn was used, and the cut resistance remained in the 3 CE level which did not satisfy the intended 5 CE level since the stainless thin wire was not used.
- One filament yarn with 400D/252F (trade name: Kevlar, manufactured by Du Pont de Nemours & Co.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK 60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the filament yarn at 33 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, and using one FTY (false twist yarn) composed of one polyurethane fiber with 40D (trade name: Spandex, manufactured by FURNIWEB Manufacturing Sdn. Bhd.) and two wooly-processed nylon fibers with 70D/24F in the knitting process, a glove was knitted by a 7G knitting machine in such a manner that the composite yarn was set in the outside of the glove and the FTY in the inside of the glove.
- The knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution. The immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove was not so good in workability and touch feeling since the thick filament yarn was used, and the cut resistance remained in the 4 CE level which did not satisfy the intended 5 CE level since the stainless thin wire was not used.
- One stainless thin wire with a thickness of 25 μm (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK 60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 33 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further two polyester textured fibers with 75D/36F (manufactured by LEALEA ENTERISE CO. LTD.) were wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, and using one FTY (false twist yarn) composed of one polyurethane fiber with 40D (trade name: Spandex, manufactured by FURNIWEB Manufacturing Sdn. Bhd.) and two wooly-processed nylon fibers with 70D/24F in the knitting process, a glove was knitted by a 13G knitting machine in such a manner that the composite yarn was set in the outside of the glove and the FTY in the inside of the glove.
- The knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution. The immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon in the inside with the skin of a hand, having a thin thickness, and giving very good touch feeling when it was put on a hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 μm (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK 60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 33 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 634 turns/m around the core and further one polyester textured fiber with 75D/36F (manufactured by LEALEA ENTERISE CO. LTD.) was wrapped at 634 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, and using one FTY (false twist yarn) composed of one polyurethane fiber with 40D (trade name: Spandex, manufactured by FURNIWEB Manufacturing Sdn. Bhd.) and one wooly-processed nylon fibers with 70D/24F in the knitting process, a glove was knitted by a 13G knitting machine in such a manner that the composite yarn was set in the outside of the glove and the FTY in the inside of the glove.
- The knitted glove was fitted on a glove mold and immersed in the coagulant, then immersed in the nitrile butadiene rubber compound solution. The immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon in the inside with the skin of a hand, and giving very good touch feeling when it was put on a hand, an excellent elastic property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 μm (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one polyaraphenylene terephthalamide filament yarn with 400D/252F (trade name: Kevlar, manufactured by Du Pont de Nemours & Co.) were united together by gently winding the polyparaphenylene terephthalamide filament yarn around the stainless thin wire at 33 turns/m and used as a core and one polyester short fiber of yarn count No. 20 (trade name, Polyester Span, manufactured by MWE Spinning Mills Sdn. Bhd.) was wrapped at 840 turns/m around the core and further one polyester short fiber of yarn count No. 20 (trade name, Polyester Span, manufactured by MWE Spinning Mills Sdn. Bhd.) was wrapped at 840 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, and using two polyester short fibers of yarn count No. 20 (trade name: Polyester Span, manufactured by MWE Spinning Mills Sdn. Bhd.) in the knitting process, a glove was knitted by a 10G knitting machine in such a manner that the composite yarn was set in the outside of the glove and the polyester short fibers in the inside of the glove.
- The knitted glove was fitted on a glove mold and heated at 80° C., then immersed in the natural rubber compound solution. The immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level and had good touch and strong feeling when it was put on a hand, an excellent sweat absorption property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 μm (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one polyaraphenylene terephthalamide filament yarn with 400D/252F (trade name: Kevlar, manufactured by Du Pont de Nemours & Co.) were united together by gently winding the polyparaphenylene terephthalamide filament yarn around the stainless thin wire at 33 turns/m and used as a core and one polyester short fiber of yarn count No. 20 (trade name, Polyester Span, manufactured by MWE Spinning Mills Sdn. Bhd.) was wrapped at 840 turns/m around the core and further one polyester short fiber of yarn count No. 20 (trade name, Polyester Span, manufactured by MWE Spinning Mills Sdn. Bhd.) was wrapped at 840 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, and using three polyester short fibers of yarn count No. 20 (trade name: Polyester Span, manufactured by MWE Spinning Mills Sdn. Bhd.) in the knitting process, a glove was knitted by a 10G knitting machine in such a manner that the composite yarn was set in the outside of the glove and the polyester short fibers in the inside of the glove.
- The knitted glove was fitted on a glove mold and heated at 80° C., then immersed in the natural rubber compound solution. The immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level and had good touch and strong feeling when it was put on a hand, an excellent sweat absorption property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 μm (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one polyaraphenylene terephthalamide filament yarn with 400D/252F (trade name: Kevlar, manufactured by Du Pont de Nemours & Co.) were united together by gently winding the polyparaphenylene terephthalamide filament yarn around the stainless thin wire at 33 turns/m and used as a core and one cotton fiber of yarn count No. 20 (trade name, Cotton Span, manufactured by MWE Spinning Mills Sdn. Bhd.) was wrapped at 840 turns/m around the core and further one cotton fiber of yarn count No. 20 (trade name, Cotton Span, manufactured by MWE Spinning Mills Sdn. Bhd.) was wrapped at 840 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, and using two cotton fibers of yarn count No. 20 (trade name: Cotton Span, manufactured by MWE Spinning Mills Sdn. Bhd.) in the knitting process, a glove was knitted by a 10G knitting machine in such a manner that the composite yarn was set in the outside of the glove and the cotton fibers in the inside of the glove.
- The knitted glove was fitted on a glove mold and heated at 80° C., then immersed in the natural rubber compound solution. The immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level and had very good touch feeling when it was put on a hand, an excellent sweat absorption property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 μm (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one polyaraphenylene terephthalamide filament yarn with 400D/252F (trade name: Kevlar, manufactured by Du Pont de Nemours & Co.) were united together by gently winding the polyparaphenylene terephthalamide filament yarn around the stainless thin wire at 33 turns/m and used as a core and one cotton fiber of yarn count No. 20 (trade name, Cotton Span, manufactured by MWE Spinning Mills Sdn. Bhd.) was wrapped at 840 turns/m around the core and further one cotton fiber of yarn count No. 20 (trade name, Cotton Span, manufactured by MWE Spinning Mills Sdn. Bhd.) was wrapped at 840 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, and using three cotton fibers of yarn count No. 20 (trade name: Cotton Span, manufactured by MWE Spinning Mills Sdn. Bhd.) in the knitting process, a glove was knitted by a 10G knitting machine in such a manner that the composite yarn was set in the outside of the glove and the cotton fibers in the inside of the glove.
- The knitted glove was fitted on a glove mold and heated at 80° C., then immersed in the natural rubber compound solution. The immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level and had very good touch feeling when it was put on a hand, an excellent sweat absorption property, and further a very good workability. Also, the part coated with the rubber was strong and very high in non-slip property.
- One stainless thin wire with a thickness of 25 μm (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one polyaraphenylene terephthalamide filament yarn with 400D/252F (trade name: Kevlar, manufactured by Du Pont de Nemours & Co.) were united together by gently winding the polyparaphenylene terephthalamide filament yarn around the stainless thin wire at 33 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 840 turns/m around the core and further one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 840 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, and using one FTY (false twist yarn) composed of one polyurethane fiber with 40D (trade name: Spandex, manufactured by FURNIWEB Manufacturing Sdn. Bhd.) and two wooly-processed nylon fibers with 70D/24F in the knitting process, a glove was knitted by a 13G knitting machine in such a manner that the composite yarn was set in the outside of the glove and the FTY in the inside of the glove.
- The knitted glove was fitted on a glove mold and immersed in the polyurethane compound solution. The immersed glove was taken up from the compound solution, DMF was removed by substitution with 60° C. hot water and it was subjected to drying at 110° C. for 20 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level and was found having a contact of the wooly nylon with the skin of a hand and giving very good touch feeling when it was put on a hand, an excellent elastic property, and further a very good workability. Also, the part coated with the urethane resin was very high in non-slip property.
- One stainless thin wire with a thickness of 25 μm (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one ultra high molecular weight polyethylene filament yarn with 400D/390F (trade name: Dyneema SK 60, manufactured by Toyobo Co., Ltd.) were united together by gently winding the ultra high molecular weight polyethylene filament yarn around the stainless thin wire at 33 turns/m and used as a core and one wooly-processed nylon fiber with 70D/24F (a nylon yarn, manufactured by Hantex Co., Ltd.) was wrapped at 840 turns/m around the core and further one polyester short fiber of yarn count No. 20 (trade name: Polyester Span, manufactured by MWE Spinning Mills Sdn. Bhd.) was wrapped at 840 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, and using one FTY (false twist yarn) composed of one polyurethane fiber with 140D (trade name: Spandex, manufactured by FURNIWEB Manufacturing Sdn. Bhd.) and two ultra high molecular weight polyesthylene fibers with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) in the knitting process, a glove was knitted by a 13G knitting machine in such a manner that the composite yarn was set in the outside of the glove and the FTY in the inside of the glove.
- The knitted glove was fitted on a glove mold and immersed in the polyurethane compound solution. The immersed glove was taken up from the compound solution, DMF was removed by substitution with 60° C. hot water and it was subjected to drying at 110° C. for 20 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level and was found having a smooth surface and having a contact of the FTY in the inside with the skin of a hand, giving very good touch feeling when it was put on a hand, an excellent elastic property, a thin thickness, and further a very good workability. Also, the part coated with the urethane resin was very high in non-slip property.
- One stainless thin wire with a thickness of 25 μm (SUS 304 stainless steel wire, manufactured by Nippon Seisen Co., Ltd.) and one polyester filament yarn with 140D/432F (trade name: EC155-432-ISGZ71BT, manufactured by Toyobo Co., Ltd.) were united together by gently winding the polyester filament yarn around the stainless thin wire at 33 turns/m and used as a core and one cotton fiber of yarn count No. 30 (manufactured by Colony Textile Mills Ltd.) was wrapped at 840 turns/m around the core and further one polyester short fiber No. 32 (trade mane, manufactured by PT Ramagloria Sakti Tekstil Industri) was wrapped at 840 turns/m thereon in the opposite direction to form a covering layer and a composite yarn was obtained.
- Next, using the obtained composite yarn, and using one FTY (false twist yarn) composed of one polyurethane fiber with 140D (trade name: Spandex, manufactured by FURNIWEB Manufacturing Sdn. Bhd.) and two ultra high molecular weight polyesthylene fibers with 400D/390F (trade name: Dyneema SK60, manufactured by Toyobo Co., Ltd.) in the knitting process, a glove was knitted by a 13G knitting machine in such a manner that the composite yarn was set in the outside of the glove and the FTY in the inside of the glove.
- The knitted glove was subjected to oil repellent treatment and fitted on a glove mold, then coated by showering with the polyvinyl chloride compound solution, thereafter, the coated glove was taken up from the compound solution and subjected to drying at 230° C. for 2 minutes and at 180° C. for 15 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level and was found having a smooth surface and having a contact of the FTY in the inside with the skin of a hand having a thin thickness and giving very good touch feeling when it was put on a hand, an excellent elastic property, a thin thickness, and further a very good workability. Also, the part coated with the polyvinyl chloride resin was very high in non-slip property.
- In accordance with Example 1 described in Japanese Patent Application Laid-Open No. 1-239104, three spun yarns (yarn count No. 10.63) (equivalent to 1500 denier) obtained by stretch-breaking a non-crimped tow of 2000 filaments with 3000 denier of polyparaphenylene terephthalamide fiber (trade name: Technorat, manufactured by Teijin Kasei Ltd.) at 750 mm intervals and 20 times stretch-breaking ratio between a pair of rollers and two flexible stainless wires (25 μm) were united together and used as a core and a nylon fiber of 420 denier was wrapped at 634 turns/m around the core in the upper and lower double layers, respectively in the opposite direction to obtain a composite yarn. Two composite yarns obtained were united together and knitted by a 5G knitting machine to obtain a glove.
- The knitted glove was fitted on a glove mold and immersed in the polyurethane compound solution. The immersed glove was taken up from the compound solution, DMF was removed by substitution with 60° C. hot water and it was subjected to drying at 110° C. for 20 minutes.
- The obtained sample glove had the cut resistance in the 5 CE level, but, since the plating yarn was the spun yarn, the plating yarn was expanded at the time of processing and the metal thin wire was ruptured and the tip end of the metal thin wire came out of the composite yarn, and thus the glove gave prickly irritating touch and had an inferior workability at the time of being put on.
- A general non-metallic cut-resistant glove was produced. That is, five spun yarns of yarn count No. 20 of polyparaphenylene terephthalamide filament yarn (trade name: Kevlar, manufacture by Du Pont de Nemours & Co.) were united together and a glove was knitted by a 10 G knitting machine.
- The knitted glove was fitted on a glove mold and heated at 80° C., then immersed in the natural rubber latex compound solution, thereafter the immersed glove was taken up from the compound solution and subjected to drying and vulcanization at 60° C. for 10 minutes and at 130° C. for 30 minutes.
- The obtained sample glove had a good touch and strong feeling when it was put on a hand, but the cut resistance remained in the 4 CE level which did not satisfy the intended 5 CE level.
- A general non-metallic cut-resistant glove was produced. That is, one FTY (false twist yarn) composed of one polyurethane fiber with 140D (trade name: Spandex, manufactured by FURNIWEB Manufacturing Sdn. Bhd.) and two ultra high molecular weight polyethylene filaments (trade name: Dyneema SK 60, manufactured by Toyobo Co., Ltd.) was united together and a glove was knitted by a 13 G knitting machine.
- The knitted glove was fitted on a glove mold and immersed in the polyurethane compound solution. The immersed glove was taken up from the compound solution, DMF was removed by substitution with 60° C. hot water and it was subjected to drying at 110° C. for 20 minutes.
- The obtained sample glove had a good touch feeling in its inside, an excellent elastic property and a good workability, but the cut resistance remained in the 2 CE level which did not satisfy the intended 5 CE level.
-
TABLE 1 Core Covering fiber Cut- Attending yarn 1st layer 2nd layer Knitting resistant Moisture Turns Turns Turns machine Rubber, property Workability Touch absorption Metal thin wire Kind D/F (T/m) Kind D/F (T/m) Kind D/F (T/m) Plating (G) resin (CE) (Softness) feeling property Ex. 1 Stainless PE filament 400/390 33 Nylon 1p. 70/24 634 Nylon 1p. 70/24 634 — 10 NBR 5 A B C 1p. (25 μm) (Dyneema) 1p. Ex. 2 Stainless PE filament 400/390 10 Nylon 1p. 70/24 634 Nylon 1p. 70/24 634 — 10 NBR 5 A C C 1p. (25 μm) (Dyneema) Ex. 3 Stainless PE filament 400/390 55 Nylon 1p. 70/24 634 Nylon 1p. 70/24 634 — 10 NBR 5 A B C 1p. (25 μm) (Dyneema) Ex. 4 Stainless PE filament 400/390 2 Nylon 1p. 70/24 720 Nylon 1p. 70/24 720 — 10 NBR 5 A C C 1p. (25 μm) (Dyneema) Ex. 5 Stainless PE filament 400/390 0 Nylon 1p. 70/24 720 Nylon 1p. 70/24 720 — 10 NBR 5 A C C 1p. (25 μm) (Dyneema) Comp. Stainless PE filament 400/390 70 Nylon 1p. 70/24 720 Nylon 1p. 70/24 720 — 10 NBR 5 A D C Ex. 1 1p. (25 μm) (Dyneema) Ex. 6 Stainless PE filament 400/390 33 Nylon 1p. 70/24 634 Nylon 1p. 70/24 634 FTY of Spandex 10 NBR 5 A A B 1p. (25 μm) (Dyneema) and nylon Ex. 7 Stainless PE filament 400/390 10 Nylon 1p. 70/24 634 Nylon 1p. 70/24 634 FTY of Spandex 10 NBR 5 A B B 1p. (25 μm) (Dyneema) and nylon Ex. 8 Stainless PE filament 400/390 55 Nylon 1p. 70/24 634 Nylon 1p. 70/24 634 FTY of Spandex 10 NBR 5 A A B 1p. (25 μm) (Dyneema) and nylon Ex. 9 Stainless PE filament 400/390 2 Nylon 1p. 70/24 720 Nylon 1p. 70/24 720 FTY of Spandex 10 NBR 5 A B B 1p. (25 μm) (Dyneema) and nylon Ex. 10 Stainless PE filament 400/390 0 Nylon 1p. 70/24 720 Nylon 1p. 70/24 720 FTY of Spandex 10 NBR 5 A B B 1p. (25 μm) (Dyneema) and nylon Comp. Stainless PE filament 400/390 70 Nylon 1p. 70/24 720 Nylon 1p. 70/24 720 FTY of Spandex 10 NBR 5 A D B Ex. 2 1p. (25 μm) (Dyneema) and nylon Comp. Glass fiber PE filament 400/390 33 Nylon 1p. 70/24 634 Nylon 1p. 70/24 634 FTY of Spandex 7 NBR 5 D E C Ex. 3 (Dyneema) and nylon Comp. PE filament PE filament 400/390 33 Nylon 1p. 70/24 634 Nylon 1p. 70/24 634 FTY of Spandex 7 NBR 3 C C C Ex. 4 400D (Dyneema) and nylon (Dyneema) Comp. PPTA400D PE filament 400/390 33 Nylon 1p. 70/24 634 Nylon 1p. 70/24 634 FTY of Spandex 7 NBR 4 C C C Ex. 5 (Kevlar) (Dyneema) and nylon Ex. 11 Stainless PE filament 400/390 33 Nylon 1p. 70/24 634 PET textured 75/36 634 FTY of Spandex 13 NBR 5 A A B 1p. (25 μm) (Dyneema) 2p. and nylon Ex. 12 Stainless PE filament 400/390 33 Nylon 1p. 70/24 634 PET textured 75/36 634 FTY of Spandex 13 NBR 5 A A B 1p. (25 μm) (Dyneema) 1p. and nylon Ex. 13 Stainless PPTA filament 400/252 33 PET span No. 20 840 PET span No. 20 840 Polyester span 10 NR 5 A B A 1p. (25 μm) (Kevlar) 1p. 1p. 2p. Ex. 14 Stainless PPTA filament 400/252 33 PET span No. 20 840 PET span No. 20 840 Polyester span 10 NR 5 A B A 1p. (25 μm) (Kevlar) 1p. 1p. 3p. Ex. 15 Stainless PPTA filament 400/252 33 Cotton No. 20 840 Cotton No. 20 840 Cotton fiber 2p. 10 NR 5 A A A 1p. (25 μm) (Kevlar) fiber 1p. fiber 1p. Ex. 16 Stainless PPTA filament 400/252 33 Cotton No. 20 840 Cotton No. 20 840 Cotton fiber 3p. 10 NR 5 A A A 1p. (25 μm) (Kevlar) fiber 1p. fiber 1p. Ex. 17 Stainless PPTA filament 400/252 33 Nylon 1p. 70/24 840 Nylon 1p. 70/24 634 FTY of Spandex 13 PU 5 A A B 1p. (25 μm) (Kevlar) and nylon Ex. 18 Stainless PE filament 400/390 33 Nylon 1p. 70/24 840 PET span No. 20 840 FTY of Spandex 13 PU 5 A A B 1p. (25 μm) (Dyneema) 1p. and Dyneema Ex. 19 Stainless PET filament 140/432 33 Cotton No. 30 840 PET span No. 32 840 FTY of Spandex 13 PVC 5 A B B 1p. (25 μm) fiber 1p. 1p. and Dyneema Comp. Stainless 2P Technorat — — Nylon 1p. 420D 634 Nylon 1p. 420D 634 — 5 PU 5 C D C Ex. 6 (25 μm × 2) spun yarn Comp. 5 pieces of PPTA (Kevlar) No. 20 10 NR 4 C A B Ex. 7 Comp. 1 piece of FTY of Spandex and Dyneema 13 PU 2 A A C Ex. 8 p: piece(s) - As described above, since the cut-resistant glove of the present invention is comprised of a composite yarn comprising a core composed of a metal thin wire and an attending yarn, and a covering fiber wrapped around the core to form a covering layer, it is excellent not only in moisture absorption property and knitting processability, but also in putting-on-feeling, elastic property, use feeling and workability at the time the glove is put on. Moreover, since the cut-resistant glove is coated on its surface with a rubber or resin, it is excellent not only in non-slip property, water proofness and strength, but also in cut-resistant property.
- Further, sharp blades and the like are handled with the cut-resistant glove of the present invention being put on, since it is coated with a rubber or resin, troubles such as cutting of a covering fiber are difficult to occur, and even when the covering fiber is cut off, cut dust is captured by the rubber or resin to thus prevent the generation of such dust.
- Moreover, in the case of knitting a glove with the above-mentioned composite yarn, if a fiber is plated and the plated fiber is knitted to set it in the inside of the glove, the cut-resistant glove can be provided which is further improved not only in the elastic property and the moisture absorption property, but also in the putting-on-feeling or use feeling and workability at the time the glove is put on.
- As stated above, the cut-resistant glove of the present invention is excellent not only in putting-on-feeling, use feeling and workability at the time the glove is put on, but also in non-slip property, water proofness, strength and cut-resistant property.
Claims (15)
1. A cut-resistant glove which is formed of a composite yarn comprising a core and a covering layer formed by wrapping a covering fiber around the core, the core being composed of a metal thin wire and an attending yarn comprising a filament yarn, the surface of which is coated with a rubber or a resin.
2. The cut-resistant glove according to claim 1 , wherein the metal thin wire comprises a stainless steel.
3. The cut-resistant glove according to claim 1 , wherein the attending yarn comprises at least one filament yarn selected from polyethylene, ultra high molecular weight polyethylene, polyester and polyparaphenylene terephthalamide.
4. The cut-resistant glove according to claim 3 , wherein the attending yarn comprises ultra high molecular weight polyethylene.
5. The cut-resistant glove according to claim 3 , wherein the attending yarn comprises polyester.
6. The cut-resistant glove according to claim 1 , wherein the covering fiber comprises at least one fiber selected from polyethylene, polyaramid, polyester, polyamide, polyacryl, cotton and wool.
7. The cut-resistant glove according to claim 6 , wherein the covering fiber comprising polyester or polyamide is crimped.
8. The cut-resistant glove according to claim 1 , wherein the covering layer comprises a first covering layer and a second covering layer wrapped in the opposite direction to that of the first covering layer.
9. The cut-resistant glove according to claim 1 , wherein the attending yarn is wound around the metal thin wire at 2 to 60 turns per meter of the metal thin wire.
10. The cut-resistant glove according to claim 1 , wherein the glove is plated with a synthetic fiber or a natural fiber in such a manner that the plated fiber is set in the inside of the glove.
11. The cut-resistant glove according to claim 10 , wherein the synthetic fiber for plating comprises a composite fiber of a polyurethane fiber and at least one synthetic fiber selected from polyamide, polyethylene, polyester, polyphenylene terephthalamide and rayon, or at least one synthetic fiber selected from polyamide, polyethylene, polyester, polyphenylene terephthalamide and rayon.
12. The cut-resistant glove according to claim 10 , wherein the natural fiber for plating comprises cotton.
13. The cut-resistant glove according to claim 1 , wherein the rubber is at least one rubber selected from the group consisting of natural rubber, synthetic rubber and modified bodies thereof.
14. The cut-resistant glove according to claim 13 , wherein the synthetic rubber is at least one rubber selected from the group consisting of nitrile butadiene rubber, styrene butadiene rubber, chloroprene rubber, silicone rubber, fluorinated rubber, chlorosulfonated polyethylene rubber, isoprene rubber and modified bodies thereof.
15. The cut-resistant glove according to claim 13 , wherein the resin is at least one resin selected from the group consisting of polyvinyl chloride, polyurethane, ethylene-vinyl alcohol copolymer, polyvinyl acetate and modified bodies thereof.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005-222926 | 2005-08-01 | ||
| JP2005222926 | 2005-08-01 | ||
| JP2006015081 | 2006-07-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| US20080098501A1 true US20080098501A1 (en) | 2008-05-01 |
Family
ID=37708616
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US11/630,156 Active 2027-10-24 US7762053B2 (en) | 2005-08-01 | 2006-05-25 | Composite yarn and cut-resistant glove using the yarn |
| US11/792,718 Abandoned US20080098501A1 (en) | 2005-08-01 | 2006-07-24 | Cut-Resistant Glove |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US11/630,156 Active 2027-10-24 US7762053B2 (en) | 2005-08-01 | 2006-05-25 | Composite yarn and cut-resistant glove using the yarn |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US7762053B2 (en) |
| EP (2) | EP1780318B1 (en) |
| JP (4) | JP4897684B2 (en) |
| WO (2) | WO2007015333A1 (en) |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20100050699A1 (en) * | 2008-06-06 | 2010-03-04 | Nathaniel H. Kolmes | Lightweight, cut and/or abrasion resistant garments, and related protective wear |
| US20100257656A1 (en) * | 2009-04-10 | 2010-10-14 | Summit Glove Inc. | Ambidextrous glove |
| US20110113631A1 (en) * | 2009-11-18 | 2011-05-19 | Zdunek Edward A | Apparatus and Method of Holding Razors |
| US8302216B2 (en) | 2009-04-10 | 2012-11-06 | Summit Glove Inc. | Ambidextrous glove |
| US20130180028A1 (en) * | 2012-01-16 | 2013-07-18 | Showa Glove Co. | Glove |
| US20140090349A1 (en) * | 2012-09-10 | 2014-04-03 | Angela Fisher | Composite yarn for cut resistant fabrics |
| US20150135677A1 (en) * | 2012-04-20 | 2015-05-21 | Covec Limited | Thermotropic liquid crystal polymer core-sheath |
| JP2016060968A (en) * | 2014-09-12 | 2016-04-25 | 東レ・デュポン株式会社 | Composite spun yarn comprising long and short fibers and woven or knitted fabric and protective material including the same |
| US20160209921A1 (en) * | 2011-09-28 | 2016-07-21 | Prolific Innovations, Llc | Bulk resistive glove |
| JP2017518446A (en) * | 2014-06-05 | 2017-07-06 | ワールド ファイバーズ インコーポレーテッド | Protective gloves with reinforced exterior area |
| US20180087191A1 (en) * | 2016-09-27 | 2018-03-29 | Supreme Corporation | Conductive yarn/sewing thread, smart fabric, and garment made therefrom |
| CN110029418A (en) * | 2019-05-30 | 2019-07-19 | 江苏康溢臣生命科技有限公司 | A kind of highly hygroscopic, anion, skin care fiber function yarn |
| CN110892103A (en) * | 2017-07-10 | 2020-03-17 | 林捻丝株式会社 | Covering yarn, plied yarn, and fiber structure using same |
| CN112575423A (en) * | 2020-12-31 | 2021-03-30 | 福建经纬新纤科技实业有限公司 | High-strength composite fiber for medical apparatus |
| WO2022069773A1 (en) * | 2020-08-04 | 2022-04-07 | Enrique Polo Del Valle | Uniform with cut-resistant fabric |
| EP4053315A3 (en) * | 2018-01-04 | 2023-03-22 | Honeywell International Inc. | Cut-resistant composite yarn structure |
| US11873586B2 (en) | 2018-12-18 | 2024-01-16 | Honeywell International Inc. | Cut-resistant yarn structure |
Families Citing this family (51)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007015333A1 (en) * | 2005-08-01 | 2007-02-08 | Showa Glove Co. | Composite fiber and cut-resistant gloves made by using the same |
| JP2007070746A (en) * | 2005-09-05 | 2007-03-22 | Atom Kk | Working glove and method for producing the same |
| US8074436B2 (en) * | 2008-01-23 | 2011-12-13 | Ansell Healthcare Products Llc | Cut, oil and flame resistant glove and a method therefor |
| DE102008041940A1 (en) | 2008-09-10 | 2010-03-11 | Wacker Chemie Ag | Silicone elastomers with improved tear resistance |
| CN102227523A (en) * | 2008-12-03 | 2011-10-26 | 株式会社梅信 | Stretch yarn including metal filament and textile product comprising yarn |
| JP5282647B2 (en) * | 2009-04-30 | 2013-09-04 | トヨタ紡織株式会社 | fabric |
| PT105197B (en) * | 2010-07-14 | 2013-02-08 | Manuel Rodrigues D Oliveira Sa & Filhos S A | HYBRID CORD AND ITS APPLICATION ON AN ENTRANCE HYBRID CORD OF 8 CORDS (4X2) |
| EP2468121B1 (en) * | 2010-12-22 | 2013-07-10 | Honeywell Safety Products Europe | Knitted cut-resistant glove, without fibreglass |
| JP5712228B2 (en) * | 2010-12-22 | 2015-05-07 | 東レ・デュポン株式会社 | Resin coated gloves |
| US20140113519A1 (en) * | 2011-12-30 | 2014-04-24 | Robert E. Golz | Cut Resistant Webbing System |
| CN104125784B (en) * | 2012-02-20 | 2017-08-11 | 安塞尔有限公司 | The method of gloves and knitted gloves |
| CN102704058B (en) * | 2012-06-26 | 2014-10-15 | 东华大学 | Composite spinning method by silk flock and silk screen vertical shifting feeding, composite yarn and applications |
| DE102012020870B3 (en) * | 2012-10-24 | 2014-02-13 | Audi Ag | Heating device for the vehicle interior of a vehicle |
| CN103882582A (en) * | 2012-12-24 | 2014-06-25 | 南通市中和化纤有限公司 | Spandex, coconut fiber and acetate fiber blended yarn |
| US10130128B2 (en) * | 2013-03-15 | 2018-11-20 | World Fibers, Inc. | Cut resistant gloves and methods of making same |
| US20150181956A1 (en) * | 2013-03-15 | 2015-07-02 | World Fibers, Inc. | Protective glove with enhanced exterior sections |
| US9877529B2 (en) * | 2013-03-15 | 2018-01-30 | World Fibers, Inc. | Protective glove with enhanced exterior sections |
| US20150013079A1 (en) * | 2013-05-17 | 2015-01-15 | Robert E Golz | Webbing System Incorporating One or More Novel Safety Features |
| KR101432711B1 (en) | 2013-06-25 | 2014-09-23 | 손용식 | Textile wires with elasticity |
| US11047069B2 (en) * | 2013-10-31 | 2021-06-29 | Ansell Limited | High tenacity fiber and mineral reinforced blended yarns |
| US11039620B2 (en) | 2014-02-19 | 2021-06-22 | Corning Incorporated | Antimicrobial glass compositions, glasses and polymeric articles incorporating the same |
| US9622483B2 (en) | 2014-02-19 | 2017-04-18 | Corning Incorporated | Antimicrobial glass compositions, glasses and polymeric articles incorporating the same |
| US11039621B2 (en) | 2014-02-19 | 2021-06-22 | Corning Incorporated | Antimicrobial glass compositions, glasses and polymeric articles incorporating the same |
| JP6408842B2 (en) | 2014-09-12 | 2018-10-17 | ショーワグローブ株式会社 | Cut resistant gloves and method of manufacturing cut resistant gloves |
| CN104328589B (en) * | 2014-10-29 | 2016-08-24 | 常熟市荣程纺织品有限公司 | A kind of high-comfort weaving face fabric |
| JP2017008430A (en) * | 2015-06-18 | 2017-01-12 | 株式会社テクノ月星 | Glove |
| FR3042204B1 (en) * | 2015-10-09 | 2018-10-12 | Bruyere Holding | ANTI-CUTTING WIRE, PROTECTIVE GARMENT MADE BY SUCH A THREAD, AND METHODS OF MANUFACTURING THE SAME |
| US20190037943A1 (en) | 2016-01-25 | 2019-02-07 | Satoshi BINSHU | Tough yarn, knitted and woven fabric with cutting resistance and glove |
| KR101888899B1 (en) * | 2016-03-07 | 2018-08-21 | 주식회사 에스비더블유 | Composite yarn for stab proof vest and manufacturing method thereof |
| US10167582B1 (en) * | 2016-05-13 | 2019-01-01 | Stryker Corporation | Braided filament with particularized strand compositions and methods of manufacturing and using same |
| NO343564B1 (en) * | 2016-11-28 | 2019-04-08 | Granberg AS | Three-dimensional, 3D, knitted fabric, and method of manufacturing same |
| CN106702755B (en) * | 2017-01-06 | 2019-01-18 | 顺泰精密橡胶(深圳)有限公司 | A kind of high performance silicon/fluorine ether compounded rubber gloves and preparation method thereof |
| CN107090634A (en) * | 2017-06-28 | 2017-08-25 | 浙江蒙泰特种材料科技有限公司 | Cut resistant yarn and the resistance to stabbing lining of cut resistant |
| JP6930725B2 (en) * | 2017-07-10 | 2021-09-01 | 林撚糸株式会社 | Design twisted yarn and fiber structure using it |
| JP6930735B2 (en) * | 2018-01-29 | 2021-09-01 | 林撚糸株式会社 | Twisted yarn and fiber structure using it |
| CN107541830B (en) * | 2017-08-15 | 2019-03-08 | 张家港思淇科技有限公司 | A kind of yarn and yarn-forming mechanism and protective textiles and weaving method and equipment |
| US20190166932A1 (en) * | 2017-12-05 | 2019-06-06 | Wells Lamont Industry Group Llc | Hydrophobic and oleophobic cut resistant yarn and glove |
| JP7105025B2 (en) * | 2018-02-16 | 2022-07-22 | 東レ・デュポン株式会社 | Double covering yarn and fabric using same |
| CN109023620A (en) * | 2018-08-09 | 2018-12-18 | 合肥五凡工程设计有限公司 | A kind of flexible cored cashmere yarn of antistatic |
| KR102030940B1 (en) * | 2018-11-05 | 2019-10-10 | 한국생산기술연구원 | Thermocouple yarns with a tie |
| KR102002591B1 (en) * | 2018-12-24 | 2019-07-22 | 주식회사 핸드텍 | High strength anti-cutting covering thread with double core of HPPE and tungsten yarn and manufacturing method thereof and knitting products using thereof |
| CN111379056A (en) * | 2018-12-27 | 2020-07-07 | 苏州迪塔杉针织有限公司 | Conductive fiber for mobile phone touch glove and manufacturing method thereof |
| FR3092342B1 (en) * | 2019-02-01 | 2021-04-09 | Billion Mayor Ind Bmi | Textile yarn configured to generate an electric current by friction |
| KR102212326B1 (en) * | 2019-03-05 | 2021-02-04 | 이병식 | Manufacturing method of cut resistant glove and the glove |
| US11478028B2 (en) | 2019-04-05 | 2022-10-25 | Wells Lamont Industry Group Llc | Disposable cut-resistant glove |
| US11598027B2 (en) | 2019-12-18 | 2023-03-07 | Patrick Yarn Mills, Inc. | Methods and systems for forming a composite yarn |
| US20220056620A1 (en) * | 2020-04-06 | 2022-02-24 | Sheertex Inc. | Ultra-high molecular weight polyethylene fibers, knits and articles containing the same |
| CN111621887A (en) * | 2020-05-26 | 2020-09-04 | 常州科旭纺织有限公司 | Multi-core-spun yarn structure for increasing core-spun stability and manufacturing process thereof |
| KR102208801B1 (en) * | 2020-12-16 | 2021-01-28 | 김용건 | High tenacity fiber and method for manufacturing glove using the same |
| CN114318855B (en) * | 2022-01-18 | 2024-01-26 | 苍南县合帮纺织有限公司 | Blending regenerated cotton yarn and preparation method thereof |
| CN115058811B (en) * | 2022-07-14 | 2023-09-29 | 浙江恒祥棉纺织造有限公司 | Blended yarn and preparation process thereof |
Citations (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4470251A (en) * | 1978-03-30 | 1984-09-11 | Bettcher Industries, Inc. | Knittable yarn and safety apparel made therewith |
| US5070540A (en) * | 1983-03-11 | 1991-12-10 | Bettcher Industries, Inc. | Protective garment |
| US5119512A (en) * | 1986-06-12 | 1992-06-09 | Allied-Signal Inc. | Cut resistant yarn, fabric and gloves |
| US5423168A (en) * | 1985-08-16 | 1995-06-13 | Kolmes; Nathaniel H. | Surgical glove and yarn |
| US5597649A (en) * | 1995-11-16 | 1997-01-28 | Hoechst Celanese Corp. | Composite yarns having high cut resistance for severe service |
| US5965223A (en) * | 1996-10-11 | 1999-10-12 | World Fibers, Inc. | Layered composite high performance fabric |
| US6016648A (en) * | 1991-02-06 | 2000-01-25 | Whizard Protective Wear Corp. | Yarn and safety apparel |
| US6033779A (en) * | 1992-11-25 | 2000-03-07 | World Fibers, Inc. | Composite yarn with thermoplastic liquid component |
| US20030074879A1 (en) * | 2001-10-23 | 2003-04-24 | Gilbert Patrick | High performance yarns and method of manufacture |
| US20030159422A1 (en) * | 2002-01-10 | 2003-08-28 | Sa Schappe | Cut-resistant yarn intended especially for the production of protective garments |
| US20040069132A1 (en) * | 2002-10-15 | 2004-04-15 | Celanese Advanced Materials, Inc. | Rope for heavy lifting applications |
| US6880320B2 (en) * | 2003-07-31 | 2005-04-19 | Prisma Fibers, Inc. | Color effect yarn and process for the manufacture thereof |
| US20050086924A1 (en) * | 2003-10-28 | 2005-04-28 | Supreme Elastic Corporation | Glass-wire core composite fiber and articles made therefrom |
| US20050155336A1 (en) * | 2004-01-21 | 2005-07-21 | Robins Steven D. | Protective composite yarn |
| US7065949B2 (en) * | 2001-08-24 | 2006-06-27 | Sa Schappe | Cut-resistant yarn intended especially for the production of protective garments |
| US20080289312A1 (en) * | 2005-08-01 | 2008-11-27 | Teruyoshi Takada | Composite Yarn and Cut-Resistant Glove Using the Yarn |
Family Cites Families (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS499429B1 (en) * | 1970-05-12 | 1974-03-04 | ||
| US4384449A (en) | 1976-10-05 | 1983-05-24 | Robert M. Byrnes, Sr. | Protective gloves and the like and a yarn with flexible core wrapped with aramid fiber |
| CA1133654A (en) * | 1976-10-05 | 1982-10-19 | Robert M. Byrnes, Sr. | Protective gloves and the like and a yarn with flexible core wrapped with aramid fiber |
| JPS59178379A (en) | 1983-03-29 | 1984-10-09 | Mitsubishi Electric Corp | Ultrasonic probe |
| US4838017A (en) * | 1986-10-03 | 1989-06-13 | Kolmes Nathaniel H | Wire wrapped yarn for protective garments |
| US4777789A (en) * | 1986-10-03 | 1988-10-18 | Kolmes Nathaniel H | Wire wrapped yarn for protective garments |
| US6826898B1 (en) * | 1985-10-17 | 2004-12-07 | Wells Lamont Industry Group | Knittable yarn and safety apparel |
| JPS62153326A (en) * | 1985-12-27 | 1987-07-08 | Sanwa Kako Kk | Crosslinkable expandable polyolefin resin composition having antistatic property |
| JPS62157915A (en) * | 1985-12-31 | 1987-07-13 | Nippon Yusoki Co Ltd | Stopping device for unmanned carrying vehicle |
| JPS62153326U (en) * | 1986-03-24 | 1987-09-29 | ||
| JPS62157915U (en) * | 1986-03-26 | 1987-10-07 | ||
| JPH0726269B2 (en) * | 1987-02-09 | 1995-03-22 | 淑夫 今井 | Composite yarn consisting of metal fiber and synthetic fiber |
| JPH0794657B2 (en) * | 1987-10-16 | 1995-10-11 | 日産自動車株式会社 | Photochromic photosensitive material |
| JPH0634378Y2 (en) * | 1987-11-05 | 1994-09-07 | 淑夫 今井 | Composite system for weaving |
| JPH01183544A (en) * | 1988-01-13 | 1989-07-21 | Yoshihito Horio | Cut-resistant yarn |
| JP2641234B2 (en) * | 1988-03-10 | 1997-08-13 | 帝人株式会社 | Safety gloves |
| WO1990003462A1 (en) * | 1988-09-26 | 1990-04-05 | Allied-Signal Inc. | Cut resistant yarn, fabric and gloves |
| US5146628A (en) * | 1990-10-26 | 1992-09-15 | Bettcher Industries, Inc. | Slip-resistant protective glove and method for manufacturing slip-resistant glove |
| US5248548A (en) * | 1991-11-22 | 1993-09-28 | Memtec America Corporation | Stainless steel yarn and protective garments |
| CA2108716C (en) * | 1992-10-29 | 2005-01-11 | Joseph Hummel | Knittable yarn and safety apparel |
| US5822791A (en) * | 1996-06-24 | 1998-10-20 | Whizard Protective Wear Corp | Protective material and method |
| JP2000080506A (en) * | 1998-06-26 | 2000-03-21 | Atom Kk | Knitted reinforced gloves |
| WO2000065941A1 (en) * | 1999-04-28 | 2000-11-09 | Towa Corporation Co., Ltd. | Working glove |
| JP4362649B2 (en) * | 1999-12-03 | 2009-11-11 | 株式会社東和コーポレーション | Cut prevention gloves |
| US6381940B1 (en) * | 2000-04-19 | 2002-05-07 | Supreme Elastic Corporation | Multi-component yarn and method of making the same |
| US6363703B1 (en) * | 2000-06-01 | 2002-04-02 | Supreme Elastic Corporation | Wire wrapped composite yarn |
| US6779330B1 (en) * | 2000-10-31 | 2004-08-24 | World Fibers, Inc. | Antimicrobial cut-resistant composite yarn and garments knitted or woven therefrom |
| US6467251B1 (en) * | 2000-11-22 | 2002-10-22 | Supreme Elastic Corporation | Lightweight composite yarn |
| JP2003306817A (en) * | 2002-04-12 | 2003-10-31 | Du Pont Toray Co Ltd | Incision-resistant high heat-retaining glove |
| JP2005060892A (en) | 2003-08-13 | 2005-03-10 | Maeda Seni Kogyo Kk | Compound twist yarn having antislip property, woven or knit fabric made of the compound twist yarn and various products |
| JP2005105458A (en) | 2003-09-30 | 2005-04-21 | Maeda Seni Kogyo Kk | Woven or knitted fabric having property for preventing slipping, various kinds of products and method for producing the same |
| US20070062173A1 (en) * | 2005-08-24 | 2007-03-22 | Wells Lamont Industry Group | Cut and abrasion resistant yarn and protective garment made therefrom |
-
2006
- 2006-05-25 WO PCT/JP2006/310948 patent/WO2007015333A1/en active Application Filing
- 2006-05-25 US US11/630,156 patent/US7762053B2/en active Active
- 2006-05-25 EP EP06756867A patent/EP1780318B1/en active Active
- 2006-05-25 JP JP2007529188A patent/JP4897684B2/en active Active
- 2006-07-24 US US11/792,718 patent/US20080098501A1/en not_active Abandoned
- 2006-07-24 WO PCT/JP2006/315081 patent/WO2007015439A1/en active Application Filing
- 2006-07-24 EP EP06768388A patent/EP1911866B1/en active Active
- 2006-07-24 JP JP2007529244A patent/JP5349797B2/en active Active
-
2011
- 2011-10-31 JP JP2011238679A patent/JP5259803B2/en active Active
-
2012
- 2012-05-01 JP JP2012104456A patent/JP5638567B2/en active Active
Patent Citations (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4470251A (en) * | 1978-03-30 | 1984-09-11 | Bettcher Industries, Inc. | Knittable yarn and safety apparel made therewith |
| US5070540A (en) * | 1983-03-11 | 1991-12-10 | Bettcher Industries, Inc. | Protective garment |
| US5423168A (en) * | 1985-08-16 | 1995-06-13 | Kolmes; Nathaniel H. | Surgical glove and yarn |
| US5119512A (en) * | 1986-06-12 | 1992-06-09 | Allied-Signal Inc. | Cut resistant yarn, fabric and gloves |
| US6016648A (en) * | 1991-02-06 | 2000-01-25 | Whizard Protective Wear Corp. | Yarn and safety apparel |
| US6033779A (en) * | 1992-11-25 | 2000-03-07 | World Fibers, Inc. | Composite yarn with thermoplastic liquid component |
| US6216431B1 (en) * | 1992-11-25 | 2001-04-17 | World Fibers, Inc. | Composite yarn with thermoplastic liquid component |
| US5597649A (en) * | 1995-11-16 | 1997-01-28 | Hoechst Celanese Corp. | Composite yarns having high cut resistance for severe service |
| US5965223A (en) * | 1996-10-11 | 1999-10-12 | World Fibers, Inc. | Layered composite high performance fabric |
| US7065949B2 (en) * | 2001-08-24 | 2006-06-27 | Sa Schappe | Cut-resistant yarn intended especially for the production of protective garments |
| US20030074879A1 (en) * | 2001-10-23 | 2003-04-24 | Gilbert Patrick | High performance yarns and method of manufacture |
| US20030159422A1 (en) * | 2002-01-10 | 2003-08-28 | Sa Schappe | Cut-resistant yarn intended especially for the production of protective garments |
| US20040069132A1 (en) * | 2002-10-15 | 2004-04-15 | Celanese Advanced Materials, Inc. | Rope for heavy lifting applications |
| US6880320B2 (en) * | 2003-07-31 | 2005-04-19 | Prisma Fibers, Inc. | Color effect yarn and process for the manufacture thereof |
| US20050086924A1 (en) * | 2003-10-28 | 2005-04-28 | Supreme Elastic Corporation | Glass-wire core composite fiber and articles made therefrom |
| US20050155336A1 (en) * | 2004-01-21 | 2005-07-21 | Robins Steven D. | Protective composite yarn |
| US7100352B2 (en) * | 2004-01-21 | 2006-09-05 | Robins Steven D | Protective composite yarn |
| US20080289312A1 (en) * | 2005-08-01 | 2008-11-27 | Teruyoshi Takada | Composite Yarn and Cut-Resistant Glove Using the Yarn |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20100050699A1 (en) * | 2008-06-06 | 2010-03-04 | Nathaniel H. Kolmes | Lightweight, cut and/or abrasion resistant garments, and related protective wear |
| US8495764B2 (en) | 2009-04-10 | 2013-07-30 | Summit Glove Inc. | Ambidextrous glove |
| US20100257656A1 (en) * | 2009-04-10 | 2010-10-14 | Summit Glove Inc. | Ambidextrous glove |
| US8028348B2 (en) | 2009-04-10 | 2011-10-04 | Summit Glove Inc. | Ambidextrous glove |
| US8286264B2 (en) | 2009-04-10 | 2012-10-16 | Summit Glove Inc. | Ambidextrous glove |
| US8302216B2 (en) | 2009-04-10 | 2012-11-06 | Summit Glove Inc. | Ambidextrous glove |
| WO2010117450A1 (en) * | 2009-04-10 | 2010-10-14 | Summit Glove Inc. | Ambidextrous glove |
| WO2011028746A1 (en) * | 2009-09-01 | 2011-03-10 | Kolmes Nathaniel H | Lightweight, cut and/or abrasion resistant garments, and related protective wear |
| US20110113631A1 (en) * | 2009-11-18 | 2011-05-19 | Zdunek Edward A | Apparatus and Method of Holding Razors |
| US9851794B2 (en) * | 2011-09-28 | 2017-12-26 | Prolific Innovations Llc | Bulk resistive glove |
| US20160209921A1 (en) * | 2011-09-28 | 2016-07-21 | Prolific Innovations, Llc | Bulk resistive glove |
| US20130180028A1 (en) * | 2012-01-16 | 2013-07-18 | Showa Glove Co. | Glove |
| US20150135677A1 (en) * | 2012-04-20 | 2015-05-21 | Covec Limited | Thermotropic liquid crystal polymer core-sheath |
| US20140090349A1 (en) * | 2012-09-10 | 2014-04-03 | Angela Fisher | Composite yarn for cut resistant fabrics |
| JP2017518446A (en) * | 2014-06-05 | 2017-07-06 | ワールド ファイバーズ インコーポレーテッド | Protective gloves with reinforced exterior area |
| JP2016060968A (en) * | 2014-09-12 | 2016-04-25 | 東レ・デュポン株式会社 | Composite spun yarn comprising long and short fibers and woven or knitted fabric and protective material including the same |
| US20180087191A1 (en) * | 2016-09-27 | 2018-03-29 | Supreme Corporation | Conductive yarn/sewing thread, smart fabric, and garment made therefrom |
| US11668025B2 (en) * | 2016-09-27 | 2023-06-06 | Supreme Corporation | Conductive yarn/sewing thread, smart fabric, and garment made therefrom |
| CN110892103A (en) * | 2017-07-10 | 2020-03-17 | 林捻丝株式会社 | Covering yarn, plied yarn, and fiber structure using same |
| EP4053315A3 (en) * | 2018-01-04 | 2023-03-22 | Honeywell International Inc. | Cut-resistant composite yarn structure |
| US11873586B2 (en) | 2018-12-18 | 2024-01-16 | Honeywell International Inc. | Cut-resistant yarn structure |
| CN110029418A (en) * | 2019-05-30 | 2019-07-19 | 江苏康溢臣生命科技有限公司 | A kind of highly hygroscopic, anion, skin care fiber function yarn |
| WO2022069773A1 (en) * | 2020-08-04 | 2022-04-07 | Enrique Polo Del Valle | Uniform with cut-resistant fabric |
| CN112575423A (en) * | 2020-12-31 | 2021-03-30 | 福建经纬新纤科技实业有限公司 | High-strength composite fiber for medical apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| US20080289312A1 (en) | 2008-11-27 |
| EP1780318B1 (en) | 2012-11-07 |
| JPWO2007015333A1 (en) | 2009-02-19 |
| JP5349797B2 (en) | 2013-11-20 |
| EP1911866B1 (en) | 2013-02-20 |
| EP1780318A1 (en) | 2007-05-02 |
| WO2007015439A1 (en) | 2007-02-08 |
| JP5638567B2 (en) | 2014-12-10 |
| JP2012140749A (en) | 2012-07-26 |
| JP4897684B2 (en) | 2012-03-14 |
| EP1911866A1 (en) | 2008-04-16 |
| US7762053B2 (en) | 2010-07-27 |
| JP2012021258A (en) | 2012-02-02 |
| JPWO2007015439A1 (en) | 2009-02-19 |
| EP1911866A4 (en) | 2011-08-31 |
| EP1780318A4 (en) | 2011-08-31 |
| JP5259803B2 (en) | 2013-08-07 |
| WO2007015333A1 (en) | 2007-02-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20080098501A1 (en) | Cut-Resistant Glove | |
| EP2389464B1 (en) | Improved cut-resistant gloves containing fiberglass and para-aramid | |
| JP5458113B2 (en) | Improved cut-resistant gloves containing glass fiber and para-aramid | |
| JP5458114B2 (en) | Improved cut-resistant gloves containing glass fiber and para-aramid | |
| US7934396B2 (en) | Cut-resistant gloves containing fiberglass and para-aramid | |
| WO2010085420A2 (en) | Improved cut-resistant gloves containing fiberglass and para-aramid | |
| JP2022547077A (en) | Cut-resistant multi-layered yarns and fabrics | |
| JP6883919B2 (en) | Cut resistant gloves | |
| JP6038461B2 (en) | Gloves and method of manufacturing gloves | |
| JP2019143253A (en) | Double-covered yarn and fabric using the same | |
| JP6917669B2 (en) | Cut resistant fabric | |
| KR20230143678A (en) | Safety gloves using braids and manufacturing method therefor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AS | Assignment |
Owner name: SHOWA GLOVE CO., JAPAN Free format text: ASSIGNMENT OF ASSIGNORS INTEREST;ASSIGNOR:TAKATA, TERUYOSHI;REEL/FRAME:019460/0634 Effective date: 20070521 |
|
| STCB | Information on status: application discontinuation |
Free format text: ABANDONED -- AFTER EXAMINER'S ANSWER OR BOARD OF APPEALS DECISION |