US6982105B2 - Fuel tank having molded reinforcements and method of making same - Google Patents
Fuel tank having molded reinforcements and method of making same Download PDFInfo
- Publication number
- US6982105B2 US6982105B2 US09/904,468 US90446801A US6982105B2 US 6982105 B2 US6982105 B2 US 6982105B2 US 90446801 A US90446801 A US 90446801A US 6982105 B2 US6982105 B2 US 6982105B2
- Authority
- US
- United States
- Prior art keywords
- reinforcement
- container body
- corner
- thermoplastic material
- peripheral edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/20—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor of articles having inserts or reinforcements ; Handling of inserts or reinforcements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/20—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor of articles having inserts or reinforcements ; Handling of inserts or reinforcements
- B29C2049/2017—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor of articles having inserts or reinforcements ; Handling of inserts or reinforcements outside the article
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/04—Extrusion blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7172—Fuel tanks, jerry cans
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/131—Glass, ceramic, or sintered, fused, fired, or calcined metal oxide or metal carbide containing [e.g., porcelain, brick, cement, etc.]
- Y10T428/1314—Contains fabric, fiber particle, or filament made of glass, ceramic, or sintered, fused, fired, or calcined metal oxide, or metal carbide or other inorganic compound [e.g., fiber glass, mineral fiber, sand, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
- Y10T428/1355—Elemental metal containing [e.g., substrate, foil, film, coating, etc.]
- Y10T428/1359—Three or more layers [continuous layer]
Definitions
- the subject invention generally relates to marine fuel tank assemblies and, more specifically to a blow-molded fuel tank assembly having reinforced corners and a method of making same.
- the method includes the step of molding reinforcements over a portion of a plastic fuel tank body.
- plastic containers such as fuel tanks
- blow-molded fuel tanks have been disfavored since their corners are inherently thin. The thin corners leads to inherent weaknesses in the fuel tanks. Because fuel tanks must meet stringent governmental standards for both permeation and fire resistance, the prior art blow-molded tanks have been disfavored due to their proclivity towards permeation of fuel and decreased resistance to fire.
- the improved storage tank assembly of the present invention provides a blow-molded fluid sealed tank assembly without weakened corners which are typical in blow-molded plastic fuel tanks.
- the container assembly includes a plastic container body and at least one corner reinforcement.
- the reinforcement is molded over an outer surface of at least one corner of the container body.
- the reinforcement includes a peripheral edge which is partially embedded in the outer surface of the container body. The peripheral edge is also partially deformed and becomes partially cohesive with the outer surface of the container body providing locking engagement between the reinforcement and the container body.
- a reinforcement is molded over the corner of a plastic container body leaving a portion of the reinforcement partially embedded in the molded container body.
- a mold is provided having an inner surface and an orifice, wherein the inner surface of the mold defines an outer surface of the container body.
- a reinforcement is disposed in the mold orifice with the portion of the reinforcement to be embedded into the container body positioned in the mold.
- the reinforcement also includes at least one peripheral edge which is partially embedded in the container body.
- a fluid thermoplastic material is introduced into the mold and forced against the inner surface of the mold and the peripheral edge of the reinforcement. The fluid thermoplastic material softens or partially melts the peripheral edge of the reinforcement. The peripheral edge is partially deformed forming a locking engagement between the container body and the reinforcement.
- the thermoplastic material comprising the container body and the thermoplastic material comprising the reinforcement can also cohesively bond together providing a secure seal between the container body and the reinforcement. Thus, sufficient thickness can be obtained at the corners without using greater amounts of plastic in the blow-mold process.
- a blow-molded process is used to mold the container assembly.
- a fluid parison of thermoplastic material is introduced into the mold and a pressurized gas charge is introduced into the parison expanding the parison and confirming the parison to the inner surface of the mold.
- the thermoplastic reinforcement is preferably made by injection molding utilizing the same thermoplastic material as is used to form the container body.
- FIG. 1 is a perspective view of a plastic container assembly in accordance with the present invention
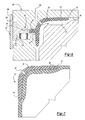
- FIG. 2 is a partial cross-sectional view of the reinforcement and container body of the assembly taken along line 2 — 2 of FIG. 1 ;
- FIG. 3 is a perspective view of the reinforcement in accordance with the present invention.
- FIG. 4 is a cross-sectional view of the reinforcement during a molding step of a method in accordance with the present invention.
- FIG. 5 is a cross-sectional view of a receiver in accordance with the present invention taken along line 5 — 5 of FIG. 4 ;
- FIG. 6 is a cross-sectional view of an alternative embodiment of the reinforcement in an orifice of a mold prior to a molding step of a method of the present invention.
- FIG. 7 is a cross-sectional view of an alternative embodiment of the container assembly in accordance with the present invention.
- a storage tank or container assembly is generally shown at 20 .
- the tank includes a container body 22 which defines an interior 24 of the tank assembly 20 .
- the container body 22 is constructed of a plastic material, such as a thermoplastic, of the type known in the art, which is preferably made by a blow-molding process or other known processes.
- the thermoplastic material which comprises the container body 22 is preferably a high density polyethylene plastic material and has a general thickness of approximately 2 to 4 millimeters.
- the tank assembly 20 also includes a plurality of fixtures 26 , 28 , 30 .
- Fixtures 26 , 28 , 30 are pre-fabricated pieces and comprise, for example, an injection molded thermoplastic material.
- Fixtures 26 , 28 , 30 preferably comprise a high density polyethylene thermoplastic material.
- the container body 22 and fixtures 26 , 28 , 30 preferably are made from the same thermoplastic material.
- fixtures 26 , 28 , 30 will be thicker than the material container body 22 .
- fixtures 26 , 28 , 30 will have a general thickness of approximately 4 to 7 millimeters.
- Fixtures 26 , 28 , 30 can each have a portion embedded in the container body 22 , as described below.
- Each fixture 26 , 28 , 30 provides an opening into the interior 24 of the tank assembly 20 .
- Each fixture has a cap associated therewith which seals the interior 24 to retain a fluid in the interior 24 of the container assembly 20 .
- the tank assembly 20 illustrated in FIG. 1 is a fuel tank of the type utilized in the marine industry.
- the fuel tank 20 includes an inlet cap 28 associated with fixture 26 through which fuel can be pumped into the fuel tank 20 .
- the fuel tank 20 also includes a fuel gauge assembly and a fuel line assembly 31 both associated with the fixtures 28 and 30 , respectively. Fuel disposed in the tank 20 is drawn through the fuel line assembly 31 and is conveyed through a fuel line to an engine.
- a fuel tank is illustrated, it should be understood that this invention extends to other types of containers. Thus, the invention will be described generally as relating to a conventional container assembly.
- each fixture 26 , 28 , 30 has a threaded outer surface which receives the cap 27 , 29 , 31 , respectively.
- the fixtures 26 , 28 , 30 allow for interchangeable components to be used.
- the fixtures 26 , 28 , 30 are uniformly designed receptacles adapted to receive any desired components.
- the components illustrated could be assembled in the various fixture openings.
- the cap 27 could be mounted in the middle and the fuel gauge 28 could be mounted on the end.
- the fixtures 26 , 28 , 30 are embedded in the plastic container body 22 . This is shown and described in greater detail in co-pending application U.S. Ser. No. 08/704,130, assigned to the assignee of the present invention, and incorporated herein by reference.
- the container assembly 20 is shown having its top, bottom, and side walls intersecting in at least corner 32 .
- the corner 32 includes a reinforcement 40 disposed on an outer surface 34 of the corner 32 .
- the corner reinforcement 40 can include an indexing pin 42 disposed on a surface thereof which provides a mechanism for inserting and retaining the corner reinforcement 40 in a mold, which will be discussed in greater detail below.
- the corner reinforcement 40 has a co-extensive peripheral edge 44 .
- the peripheral edge 44 has a substantially tapered cross-section.
- the peripheral edge 44 of the corner reinforcement 40 is partially embedded in the outer surface 34 of the container body 22 . That is, upon molding of the tank body 22 , the molten thermoplastic material comprising the tank body 22 engulfs a portion of the peripheral edge 44 .
- the thermoplastic material which comprises the outer surface 34 of the corner substantially engulfs a bottom surface 45 of the peripheral edge 44 and substantially covers a top surface 46 of the peripheral edge.
- the plastic material comprising the tank body 22 is not disposed over any other portion of the corner reinforcement 40 .
- the peripheral edge 44 of the corner reinforcement 40 can also become partially cohesive with the outer surface 23 of the tank body 22 . That is, if compatible thermoplastic materials are utilized for both the corner reinforcement 40 and the tank body 22 , the materials comprising the respective parts can form a cohesive bond therebetween. Additionally, the peripheral edge 44 of the reinforcement 40 can be partially deformed by the hot thermoplastic material comprising the tank body 22 and can thus provide locking engagement between the reinforcement 40 and the container body 22 . That is, the deformed peripheral edge 44 allows for a mechanical lock to be formed between the deformed peripheral edge 44 having the material comprising the tank body 22 disposed thereover.
- the outside wall of the corner 34 coexists with the corner reinforcement 40 . That is, although the corner reinforcement 40 is disposed about the outside corner 34 , both the outside corner 34 and the reinforcement 40 exist independently.
- a void space or gap 48 can be formed during the molding operation.
- the corner assembly 50 includes a corner reinforcement 54 molded to an outer surface 52 of a corner.
- the reinforcement 54 includes a peripheral edge 56 and a vent hole 58 .
- the vent hole is provided to allow for the exchange of fluid between the reinforcement 54 and the hot thermoplastic material comprising the outside corner 52 .
- the vent 58 allows for the elimination of the void 48 shown in FIG. 2 .
- FIGS. 4-6 a process of the present invention is illustrated.
- the corner reinforcement 40 is placed in an orifice 82 of a mold 80 .
- An inner surface 84 of the mold 80 defines an outer surface 23 of the container body 22 .
- the corner reinforcement 40 is disposed in the mold 80 .
- the corner reinforcement 40 is secured in the mold 80 by inserting the pin 42 into an indexing mechanism 86 .
- the indexing mechanism 86 includes a receiver 90 is disposed in an aperture 92 of the mold 80 .
- the receiver 90 includes a cylindrical portion 94 disposed in the aperture 92 .
- the cylindrical portion 94 includes a bore 96 adapted to receive and retain the pin 42 of the corner reinforcement 40 therein.
- the receiver 90 further includes a base portion 98 disposed in a recess 104 .
- the base portion 98 is laterally displaceable within the recess 104 .
- the springs 100 provide a lateral force on the receiver 90 to force the corner reinforcement 40 into engagement with the inner surface 84 of the mold 80 .
- This mechanism insures that the corner reinforcement 40 will be maintained in its proper position during the molding operation and to allow controlled movement of the corner reinforcement 40 due to molding forces and thermodynamic effects such as expansion and contraction of the materials disposed within the mold 80 .
- a keeper plate 106 disposed adjacent to the base portion 98 and the recess 104 retains the indexing mechanism within the mold 80 .
- a vent hole 58 can be disposed in the corner reinforcement 54 .
- the mold 80 includes a vent 120 disposed in fluid communication with the vent hole 58 of the corner reinforcement 54 to allow for the flow of fluid therebetween.
- a hot fluid thermoplastic material is simultaneously disposed over both the inner surface 84 of the mold 80 and the peripheral edge 44 , 52 of the corner reinforcement 40 , 54 .
- This step can be performed, for example, by any plastic molding method which is well known in the art.
- the preferred plastic molding method is blow-molding.
- a molten parison of fluid thermoplastic material may be disposed in the interior 81 of the mold 80 .
- a pressurized gas, such as air, is then blown into the parison in the mold 80 , thereby expanding the parison and conforming the parison to the inner surface 84 of the mold 80 .
- the hot fluid thermoplastic material contacts the peripheral edge 44 , 52 of the corner insert 40 , 54 and can begin to soften or even melt at least a portion of the peripheral edge 44 , 52 .
- the fluid thermoplastic material cools and hardens forming the container body 22 .
- limited shrinkage of the thermoplastic material can occur, drawing the peripheral edge 44 , 52 and the container body 22 together.
- the peripheral edge 44 , 52 can be deformed, thereby producing locking engagement with the container body 22 .
- cohesive bonding between the peripheral edge 44 , 52 and the fluid plastic material comprising the container body 22 can also occur.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Cooling, Air Intake And Gas Exhaust, And Fuel Tank Arrangements In Propulsion Units (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Containers Having Bodies Formed In One Piece (AREA)
Abstract
A container assembly includes a container body formed of a thermoplastic material having an inner surface, an outer surface, and at least one corner having a reinforcement molded to the outer surface of the corner. The reinforcement has a peripheral edge, which is partially embedded in the outer surface of the container body. A method of making a container assembly comprises the step of molding a container body over a portion of a reinforcement. A reinforcement having a peripheral edge is disposed in a mold. A fluid thermoplastic material is disposed into the mold. The thermoplastic material is then molded over the inner surface of the mold and the peripheral edge of the reinforcement thereby forming the container body. The thermoplastic material contacts the peripheral edge and melts or softens the edge. A peripheral edge is then brought into engagement with the container body to provide a secure seal between the reinforcement and the container body.
Description
This application is a divisional of application Ser. No.09/079,726 filed on May 15, 1998 and now U.S. Pat. No. 6,294,127.
The subject invention generally relates to marine fuel tank assemblies and, more specifically to a blow-molded fuel tank assembly having reinforced corners and a method of making same. The method includes the step of molding reinforcements over a portion of a plastic fuel tank body.
Traditionally, plastic containers, such as fuel tanks, have been molded by a variety of techniques such as roto-molding and blow-molding. Historically, blow-molded fuel tanks have been disfavored since their corners are inherently thin. The thin corners leads to inherent weaknesses in the fuel tanks. Because fuel tanks must meet stringent governmental standards for both permeation and fire resistance, the prior art blow-molded tanks have been disfavored due to their proclivity towards permeation of fuel and decreased resistance to fire.
The prior art has not successfully addressed the problems set forth above for blow-molded fuel tanks. Thus, there has been a need for an improved blow-molded plastic container assembly which provides increased strength, low permeability, and increased fire resistance. There has also been a need for an improved blow-molding method of manufacturing these container assemblies.
The improved storage tank assembly of the present invention provides a blow-molded fluid sealed tank assembly without weakened corners which are typical in blow-molded plastic fuel tanks. The container assembly includes a plastic container body and at least one corner reinforcement. The reinforcement is molded over an outer surface of at least one corner of the container body. The reinforcement includes a peripheral edge which is partially embedded in the outer surface of the container body. The peripheral edge is also partially deformed and becomes partially cohesive with the outer surface of the container body providing locking engagement between the reinforcement and the container body.
In a method according to the present invention, a reinforcement is molded over the corner of a plastic container body leaving a portion of the reinforcement partially embedded in the molded container body. A mold is provided having an inner surface and an orifice, wherein the inner surface of the mold defines an outer surface of the container body. A reinforcement is disposed in the mold orifice with the portion of the reinforcement to be embedded into the container body positioned in the mold. The reinforcement also includes at least one peripheral edge which is partially embedded in the container body. A fluid thermoplastic material is introduced into the mold and forced against the inner surface of the mold and the peripheral edge of the reinforcement. The fluid thermoplastic material softens or partially melts the peripheral edge of the reinforcement. The peripheral edge is partially deformed forming a locking engagement between the container body and the reinforcement. The thermoplastic material comprising the container body and the thermoplastic material comprising the reinforcement can also cohesively bond together providing a secure seal between the container body and the reinforcement. Thus, sufficient thickness can be obtained at the corners without using greater amounts of plastic in the blow-mold process.
In the preferred embodiment, a blow-molded process is used to mold the container assembly. In this process, a fluid parison of thermoplastic material is introduced into the mold and a pressurized gas charge is introduced into the parison expanding the parison and confirming the parison to the inner surface of the mold. The thermoplastic reinforcement is preferably made by injection molding utilizing the same thermoplastic material as is used to form the container body.
The ability to produce parts with good material thickness in corners without making the balance of the part much too thick just to improve corners.
Other advantages of the present invention will be readily appreciated as the same becomes better understood by reference to the following detailed description when considered in connection with the accompanying drawings wherein:
Referring to FIG. 1 , a storage tank or container assembly according to the present invention is generally shown at 20. The tank includes a container body 22 which defines an interior 24 of the tank assembly 20. The container body 22 is constructed of a plastic material, such as a thermoplastic, of the type known in the art, which is preferably made by a blow-molding process or other known processes. The thermoplastic material which comprises the container body 22 is preferably a high density polyethylene plastic material and has a general thickness of approximately 2 to 4 millimeters.
The tank assembly 20 also includes a plurality of fixtures 26, 28, 30. Fixtures 26, 28, 30, are pre-fabricated pieces and comprise, for example, an injection molded thermoplastic material. Fixtures 26, 28, 30 preferably comprise a high density polyethylene thermoplastic material. For reasons set forth below, the container body 22 and fixtures 26, 28, 30 preferably are made from the same thermoplastic material. However, fixtures 26, 28, 30 will be thicker than the material container body 22. Typically, fixtures 26, 28, 30 will have a general thickness of approximately 4 to 7 millimeters. Fixtures 26, 28, 30 can each have a portion embedded in the container body 22, as described below. Each fixture 26, 28, 30 provides an opening into the interior 24 of the tank assembly 20. Each fixture has a cap associated therewith which seals the interior 24 to retain a fluid in the interior 24 of the container assembly 20.
The tank assembly 20 illustrated in FIG. 1 is a fuel tank of the type utilized in the marine industry. The fuel tank 20 includes an inlet cap 28 associated with fixture 26 through which fuel can be pumped into the fuel tank 20. The fuel tank 20 also includes a fuel gauge assembly and a fuel line assembly 31 both associated with the fixtures 28 and 30, respectively. Fuel disposed in the tank 20 is drawn through the fuel line assembly 31 and is conveyed through a fuel line to an engine. Although a fuel tank is illustrated, it should be understood that this invention extends to other types of containers. Thus, the invention will be described generally as relating to a conventional container assembly.
As shown in FIG. 1 , each fixture 26, 28, 30 has a threaded outer surface which receives the cap 27, 29, 31, respectively. The fixtures 26, 28, 30 allow for interchangeable components to be used. The fixtures 26, 28, 30 are uniformly designed receptacles adapted to receive any desired components. As should be apparent, the components illustrated could be assembled in the various fixture openings. For example, the cap 27 could be mounted in the middle and the fuel gauge 28 could be mounted on the end.
The fixtures 26, 28, 30 are embedded in the plastic container body 22. This is shown and described in greater detail in co-pending application U.S. Ser. No. 08/704,130, assigned to the assignee of the present invention, and incorporated herein by reference.
Referring to FIGS. 1-3 , the container assembly 20 is shown having its top, bottom, and side walls intersecting in at least corner 32. The corner 32 includes a reinforcement 40 disposed on an outer surface 34 of the corner 32. Referring specifically to FIG. 3 , the corner reinforcement 40 can include an indexing pin 42 disposed on a surface thereof which provides a mechanism for inserting and retaining the corner reinforcement 40 in a mold, which will be discussed in greater detail below.
Referring specifically to FIG. 2 , the corner reinforcement 40 has a co-extensive peripheral edge 44. The peripheral edge 44 has a substantially tapered cross-section. The peripheral edge 44 of the corner reinforcement 40 is partially embedded in the outer surface 34 of the container body 22. That is, upon molding of the tank body 22, the molten thermoplastic material comprising the tank body 22 engulfs a portion of the peripheral edge 44. The thermoplastic material which comprises the outer surface 34 of the corner substantially engulfs a bottom surface 45 of the peripheral edge 44 and substantially covers a top surface 46 of the peripheral edge. However, the plastic material comprising the tank body 22 is not disposed over any other portion of the corner reinforcement 40.
The peripheral edge 44 of the corner reinforcement 40 can also become partially cohesive with the outer surface 23 of the tank body 22. That is, if compatible thermoplastic materials are utilized for both the corner reinforcement 40 and the tank body 22, the materials comprising the respective parts can form a cohesive bond therebetween. Additionally, the peripheral edge 44 of the reinforcement 40 can be partially deformed by the hot thermoplastic material comprising the tank body 22 and can thus provide locking engagement between the reinforcement 40 and the container body 22. That is, the deformed peripheral edge 44 allows for a mechanical lock to be formed between the deformed peripheral edge 44 having the material comprising the tank body 22 disposed thereover.
As shown in FIG. 2 , the outside wall of the corner 34 coexists with the corner reinforcement 40. That is, although the corner reinforcement 40 is disposed about the outside corner 34, both the outside corner 34 and the reinforcement 40 exist independently. A void space or gap 48 can be formed during the molding operation.
Referring to FIG. 7 , an alternative embodiment of the present invention is shown. In this embodiment, an alternative corner assembly is shown. The corner assembly 50 includes a corner reinforcement 54 molded to an outer surface 52 of a corner. The reinforcement 54 includes a peripheral edge 56 and a vent hole 58. The vent hole is provided to allow for the exchange of fluid between the reinforcement 54 and the hot thermoplastic material comprising the outside corner 52. The vent 58 allows for the elimination of the void 48 shown in FIG. 2.
In FIGS. 4-6 , a process of the present invention is illustrated. As shown in FIG. 4 , the corner reinforcement 40 is placed in an orifice 82 of a mold 80. An inner surface 84 of the mold 80 defines an outer surface 23 of the container body 22. The corner reinforcement 40 is disposed in the mold 80. The corner reinforcement 40 is secured in the mold 80 by inserting the pin 42 into an indexing mechanism 86. The indexing mechanism 86 includes a receiver 90 is disposed in an aperture 92 of the mold 80. The receiver 90 includes a cylindrical portion 94 disposed in the aperture 92. The cylindrical portion 94 includes a bore 96 adapted to receive and retain the pin 42 of the corner reinforcement 40 therein. The receiver 90 further includes a base portion 98 disposed in a recess 104. The base portion 98 is laterally displaceable within the recess 104.
As discussed above, a vent hole 58 can be disposed in the corner reinforcement 54. With reference to FIG. 6 , the mold 80 includes a vent 120 disposed in fluid communication with the vent hole 58 of the corner reinforcement 54 to allow for the flow of fluid therebetween.
In the process of the present invention, a hot fluid thermoplastic material is simultaneously disposed over both the inner surface 84 of the mold 80 and the peripheral edge 44, 52 of the corner reinforcement 40, 54. This step can be performed, for example, by any plastic molding method which is well known in the art. The preferred plastic molding method is blow-molding. In this process, a molten parison of fluid thermoplastic material may be disposed in the interior 81 of the mold 80. A pressurized gas, such as air, is then blown into the parison in the mold 80, thereby expanding the parison and conforming the parison to the inner surface 84 of the mold 80. The hot fluid thermoplastic material contacts the peripheral edge 44, 52 of the corner insert 40, 54 and can begin to soften or even melt at least a portion of the peripheral edge 44, 52.
The fluid thermoplastic material cools and hardens forming the container body 22. As the fluid thermoplastic material cools, limited shrinkage of the thermoplastic material can occur, drawing the peripheral edge 44, 52 and the container body 22 together. The peripheral edge 44, 52 can be deformed, thereby producing locking engagement with the container body 22. Additionally, as discussed above, cohesive bonding between the peripheral edge 44, 52 and the fluid plastic material comprising the container body 22 can also occur.
A preferred description of this invention has been disclosed; however, one of ordinary skill in the art would recognize that certain modifications would come within the scope of this invention. For that reason, the following claims should be studied in order to determine the true scope and content of this invention.
Claims (4)
1. A container body formed of a thermoplastic material having at least three sides with an inner surface, an outer surface, and at least one corner joining said three sides, a reinforcement of thermoplastic material disposed over said outer surface of said three sides of said corner, said reinforcement having a bottom surface and a top surface tapering to a peripheral pointed edge extending completely about said corner reinforcement, said thermoplastic material of said container body being disposed over said pointed edge to engage said tapered bottom and top surfaces completely about said peripheral edge for mechanically locking said reinforcement to said container body on all three sides thereof while exposing said top surface of said reinforcement.
2. A container assembly as set forth in claim 1 wherein said peripheral edge is cohesively bonded to said outer surface of said container body.
3. A container assembly as set forth in claim 1 , wherein the thermoplastic material comprising said container assembly is polyethlyene.
4. A container assembly as set forth in claim 1 , wherein said reinforcement includes a vent hole therethrough for venting fluid between said container body and said reinforcement.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/904,468 US6982105B2 (en) | 1998-05-15 | 2001-07-13 | Fuel tank having molded reinforcements and method of making same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/079,726 US6294127B1 (en) | 1998-05-15 | 1998-05-15 | Fuel tank having molded reinforcements and method of making same |
| US09/904,468 US6982105B2 (en) | 1998-05-15 | 2001-07-13 | Fuel tank having molded reinforcements and method of making same |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US09/079,726 Division US6294127B1 (en) | 1998-05-15 | 1998-05-15 | Fuel tank having molded reinforcements and method of making same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| US20020043536A1 US20020043536A1 (en) | 2002-04-18 |
| US6982105B2 true US6982105B2 (en) | 2006-01-03 |
Family
ID=22152407
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US09/079,726 Expired - Lifetime US6294127B1 (en) | 1998-05-15 | 1998-05-15 | Fuel tank having molded reinforcements and method of making same |
| US09/904,468 Expired - Lifetime US6982105B2 (en) | 1998-05-15 | 2001-07-13 | Fuel tank having molded reinforcements and method of making same |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US09/079,726 Expired - Lifetime US6294127B1 (en) | 1998-05-15 | 1998-05-15 | Fuel tank having molded reinforcements and method of making same |
Country Status (1)
| Country | Link |
|---|---|
| US (2) | US6294127B1 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20080014390A1 (en) * | 2006-06-30 | 2008-01-17 | Scott Craig S | Multi-layer Thermoformed Fuel Tank and Method of Manufacturing the Same |
| US20090189384A1 (en) * | 2008-01-29 | 2009-07-30 | Doug Schoen | Fuel tank shell with structural support |
| US20120012473A1 (en) * | 2009-04-14 | 2012-01-19 | Adnan Ezzarhouni | Termination of the secondary membrane of an lng tank |
| US8672173B2 (en) | 2011-06-23 | 2014-03-18 | Cnh Canada, Ltd. | Commodity tank for air seeder |
| CN103670587A (en) * | 2012-09-12 | 2014-03-26 | 通用汽车环球科技运作有限责任公司 | Reinforced oil pan assembly and method thereof |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6536844B2 (en) | 1999-11-18 | 2003-03-25 | Moeller Marine Products | Blow-molded seat assembly and method of making same |
| US6661339B2 (en) | 2000-01-24 | 2003-12-09 | Nextreme, L.L.C. | High performance fuel tank |
| US7342496B2 (en) | 2000-01-24 | 2008-03-11 | Nextreme Llc | RF-enabled pallet |
| US8077040B2 (en) | 2000-01-24 | 2011-12-13 | Nextreme, Llc | RF-enabled pallet |
| GB2388087A (en) * | 2002-05-03 | 2003-11-05 | Bamford Excavators Ltd | Containers |
| US20080217188A1 (en) * | 2007-03-05 | 2008-09-11 | Kautex Textron Gmbh & Co. Kg | Line arrangement in a plastic container |
| US8419021B2 (en) * | 2008-10-31 | 2013-04-16 | Ti Group Automotive Systems, L.L.C. | Ring seal with insert |
| US20130180994A1 (en) * | 2011-12-12 | 2013-07-18 | Ingrid McTaggart | Molded fuel tank and method of manufacturing the same |
| JP5633889B2 (en) * | 2013-03-05 | 2014-12-03 | 本田技研工業株式会社 | Mold for blow molding |
| ES2949107T3 (en) * | 2013-06-28 | 2023-09-25 | Dainippon Printing Co Ltd | Blow molding procedure, composite preform, composite container, inner label member and member made of plastic |
| CN105818353A (en) * | 2015-01-09 | 2016-08-03 | 董羽菁 | Corner protection housing structure of hollow blow molding box |
| WO2016174936A1 (en) * | 2015-04-27 | 2016-11-03 | 八千代工業株式会社 | Fuel tank |
| JP6412850B2 (en) * | 2015-11-27 | 2018-10-24 | 八千代工業株式会社 | Manufacturing method of fuel tank |
| EP3345780B1 (en) * | 2017-01-10 | 2020-02-05 | MAGNA STEYR Fuel Systems GmbH Werk Schwäbisch Gmünd | Fuel tank apparatus |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3479421A (en) | 1964-08-05 | 1969-11-18 | Diener & Roth | Method of molding hollow bodies |
| US4207284A (en) | 1977-04-13 | 1980-06-10 | Hedwin Corporation | Method of making plastic drum assemblies with preformed inserts |
| US4215089A (en) | 1978-07-20 | 1980-07-29 | Owens-Illinois, Inc. | Method for blow molding hollow article with integrally bonded attachment |
| US4307059A (en) | 1978-03-16 | 1981-12-22 | Respiratory Care, Inc. | Method of making blow molded thermoplastic container having sterile needle puncture site |
| US4323411A (en) * | 1976-09-27 | 1982-04-06 | Owens-Illinois, Inc. | Method for applying prefabricated parts to blow molded articles |
| JPS61123514A (en) | 1984-11-21 | 1986-06-11 | Tokyo Seat Kk | Method of attaching decorative member to resin molded item |
| JPS62101420A (en) | 1985-10-29 | 1987-05-11 | Toyota Motor Corp | Method and device for treating terminal in insert molding |
| JPH01202420A (en) | 1988-02-08 | 1989-08-15 | Nkk Corp | Manufacture of vessel made of thermoplastic resin |
| US4952133A (en) | 1986-10-13 | 1990-08-28 | Mitsubishi Plastics Industries Limited | Apparatus for forming a blown bottle with a handle |
| US5100204A (en) | 1989-11-15 | 1992-03-31 | Toyo Seat Co., Ltd. | Blow molded seat frame having embedded mounting member |
-
1998
- 1998-05-15 US US09/079,726 patent/US6294127B1/en not_active Expired - Lifetime
-
2001
- 2001-07-13 US US09/904,468 patent/US6982105B2/en not_active Expired - Lifetime
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3479421A (en) | 1964-08-05 | 1969-11-18 | Diener & Roth | Method of molding hollow bodies |
| US4323411A (en) * | 1976-09-27 | 1982-04-06 | Owens-Illinois, Inc. | Method for applying prefabricated parts to blow molded articles |
| US4207284A (en) | 1977-04-13 | 1980-06-10 | Hedwin Corporation | Method of making plastic drum assemblies with preformed inserts |
| US4307059A (en) | 1978-03-16 | 1981-12-22 | Respiratory Care, Inc. | Method of making blow molded thermoplastic container having sterile needle puncture site |
| US4215089A (en) | 1978-07-20 | 1980-07-29 | Owens-Illinois, Inc. | Method for blow molding hollow article with integrally bonded attachment |
| JPS61123514A (en) | 1984-11-21 | 1986-06-11 | Tokyo Seat Kk | Method of attaching decorative member to resin molded item |
| JPS62101420A (en) | 1985-10-29 | 1987-05-11 | Toyota Motor Corp | Method and device for treating terminal in insert molding |
| US4952133A (en) | 1986-10-13 | 1990-08-28 | Mitsubishi Plastics Industries Limited | Apparatus for forming a blown bottle with a handle |
| JPH01202420A (en) | 1988-02-08 | 1989-08-15 | Nkk Corp | Manufacture of vessel made of thermoplastic resin |
| US5100204A (en) | 1989-11-15 | 1992-03-31 | Toyo Seat Co., Ltd. | Blow molded seat frame having embedded mounting member |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20080014390A1 (en) * | 2006-06-30 | 2008-01-17 | Scott Craig S | Multi-layer Thermoformed Fuel Tank and Method of Manufacturing the Same |
| US20090189384A1 (en) * | 2008-01-29 | 2009-07-30 | Doug Schoen | Fuel tank shell with structural support |
| US8636162B2 (en) | 2008-01-29 | 2014-01-28 | Les Industries Spectra/Premium, Inc. | Fuel tank shell with structural support |
| US20120012473A1 (en) * | 2009-04-14 | 2012-01-19 | Adnan Ezzarhouni | Termination of the secondary membrane of an lng tank |
| US9291308B2 (en) * | 2009-04-14 | 2016-03-22 | Gaztransport & Technigaz | LNG container with a connecting device which connects a secondary impermeable barrier to a load bearing structure |
| US8672173B2 (en) | 2011-06-23 | 2014-03-18 | Cnh Canada, Ltd. | Commodity tank for air seeder |
| US9345190B2 (en) | 2011-06-23 | 2016-05-24 | Cnh Industrial Canada, Ltd. | Method of manufacturing a commodity tank for air seeder |
| CN103670587A (en) * | 2012-09-12 | 2014-03-26 | 通用汽车环球科技运作有限责任公司 | Reinforced oil pan assembly and method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| US20020043536A1 (en) | 2002-04-18 |
| US6294127B1 (en) | 2001-09-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6982105B2 (en) | Fuel tank having molded reinforcements and method of making same | |
| US6415941B1 (en) | Method of making a fuel tank assembly | |
| US6193924B1 (en) | Storage tank assembly | |
| JP5026265B2 (en) | How to connect accessories to a plastic fuel tank | |
| EP1266698B1 (en) | Separable laminated container | |
| US5885691A (en) | Selectively reinforced thermoformed article and process | |
| US7861885B2 (en) | Fuel tank of thermoplastic material with functional installation fitments for air intake and venting, for fuel take-off or the like | |
| EP0493447B1 (en) | Method for the use of gas assistance in the molding of plastic articles | |
| US6854806B2 (en) | Blow-molded seat assembly and method of making same | |
| US20060151505A1 (en) | Fuel tank for motor vehicle and method for producing the same | |
| EP0514555B1 (en) | Method of forming fuel tank with baffle plates | |
| US4948547A (en) | Method for the use of gas assistance in the molding of plastic articles | |
| KR101453698B1 (en) | Method for the riveted fastening of an accessory | |
| GB2279606A (en) | Securing pre-formed member within a hollow blow molded article | |
| CN105517830A (en) | Component for a vehicle plastic article, such as a fuel tank | |
| JP3022621B2 (en) | Foam synthetic resin assembly box | |
| KR20230073427A (en) | pressure vessel | |
| KR102630245B1 (en) | High pressure vessel for vehicle and manufacturing method of high pressure vessel | |
| KR102389927B1 (en) | Manufacturing method for intergrated liner of hydrogen storage tank and hydrogen storage tank manufactured by the same | |
| KR20010021535A (en) | Plastic container and method for using the same | |
| US11339923B1 (en) | Pressure vessel | |
| EP0295758A1 (en) | Method for forming a fiber reinforced structure | |
| JPS6218338B2 (en) | ||
| CA1160410A (en) | Process for the production of canisters and canisters obtained therewith | |
| JPH01204871A (en) | Plastic truck rear-body gate plate and manufacture thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STCF | Information on status: patent grant |
Free format text: PATENTED CASE |
|
| FPAY | Fee payment |
Year of fee payment: 4 |
|
| FPAY | Fee payment |
Year of fee payment: 8 |
|
| FPAY | Fee payment |
Year of fee payment: 12 |