WO1994007674A1 - Process for molding articles having a durable high strength high gloss gel coat - Google Patents
Process for molding articles having a durable high strength high gloss gel coat Download PDFInfo
- Publication number
- WO1994007674A1 WO1994007674A1 PCT/EP1993/002710 EP9302710W WO9407674A1 WO 1994007674 A1 WO1994007674 A1 WO 1994007674A1 EP 9302710 W EP9302710 W EP 9302710W WO 9407674 A1 WO9407674 A1 WO 9407674A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- gel coat
- coat composition
- mold
- process according
- initiator
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C41/00—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor
- B29C41/003—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C37/0025—Applying surface layers, e.g. coatings, decorative layers, printed layers, to articles during shaping, e.g. in-mould printing
- B29C37/0028—In-mould coating, e.g. by introducing the coating material into the mould after forming the article
- B29C37/0032—In-mould coating, e.g. by introducing the coating material into the mould after forming the article the coating being applied upon the mould surface before introducing the moulding compound, e.g. applying a gelcoat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C41/00—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor
- B29C41/02—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor for making articles of definite length, i.e. discrete articles
- B29C41/22—Making multilayered or multicoloured articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C37/0025—Applying surface layers, e.g. coatings, decorative layers, printed layers, to articles during shaping, e.g. in-mould printing
- B29C37/0028—In-mould coating, e.g. by introducing the coating material into the mould after forming the article
- B29C2037/0035—In-mould coating, e.g. by introducing the coating material into the mould after forming the article the coating being applied as liquid, gel, paste or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2791/00—Shaping characteristics in general
- B29C2791/001—Shaping in several steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/10—Thermosetting resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/24—Condition, form or state of moulded material or of the material to be shaped crosslinked or vulcanised
- B29K2105/243—Partially cured
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/0022—Bright, glossy or shiny surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0055—Resistive to light
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3067—Ships
- B29L2031/307—Hulls
Definitions
- This invention relates to coated, molded articles.
- this invention relates to coated, molded articles comprising a plastic laminated to a gel coat which, upon cure, exhibits a high quality gloss, while in another aspect, this invention relates to a process for making such articles.
- Coated, molded articles, often fiber-reinforced are typically made by spreading over the surface of a mold having a surface corresponding to the article in negative relief, a gel coat composition which upon cure, becomes the first barrier against the environment.
- the gel coat is spread across the surface of the mold by any one of a number of conventional techniques, e.g. brushing, hand lay-up, spraying, etc., and it is usually applied relatively thick, e.g. 0.5 to 0.8 mm, to maximize its weather and wear resistance and if the molded article is fiber-reinforced, to help in hiding the fiber reinforcement pattern which could otherwise show through the gel coat due to the inherent resin shrinkage that occurs around the fibers during cure. This effect is commonly termed "fiber print through” in the fiber-reinforced plastic industry.
- the gel coat is applied to the surface of the mold, it is at least partially cured.
- the plastic is then applied to the partially or fully cured gel coat, again by any one of a number of conventional techniques, and the resulting laminate structure cured.
- the cure can be promoted through the use of elevated temperature and pressure.
- the gel coat In addition to affording weather and wear resistance to the molded article, the gel coat also imparts cosmetic properties to the article. In many applications, particularly consumer applications such as automobile parts, appliance facie, etc., a high initial gloss and extended gloss retention are very desirable properties for the molded article.
- Present gel coats often exhibit a high gloss upon cure, but lose this gloss over time due to a variety of environmental factors, e.g. sunlight, heat, cold, water, corrosive chemicals, etc. , long before the end of the useful life of the article.
- loss of gloss is often accompanied by the appearance of surface defects such as cracks, coarseness, blisters, etc., and these are often indicative of structural deterioration of the molded article itself.
- the high quality gel coats presently in use are isophtalic acid/neopentyl gJycol (IPE/NPG) based unsaturated polyesters diluted in styrene monomer, but these compositions are rather soft materials of overall low chemical resistance and limited outdoor durability.
- IPE/NPG isophtalic acid/neopentyl gJycol
- the marine industry in particular is in need of an improved gel coat for boat hulls because IPA/NPG gel coats can fade and chalk before the boat is sold from the marine yard and actually placed in the water.
- gel coats presently in use include epoxy, urethane and vinyl ester gel coats, particularly when greater flexibility and water resistance are desired.
- these materials also tend to fade and lose their gloss quickly, and they usually require higher curing temperatures or are much more difficult to use than the more commonly available unsaturated polyester products.
- these compositions are difficult to formulate into gel coats having desirable physical properties, in-mold curing times and handling properties without the use of more than a nominal amount of styrene or similar volatile monomer as a reactive diluent.
- these diluents are the subject of numerous federal, state and local regulations and as such, manufacturers of molded plastic articles prefer to use gel coat compositions that contain minimal styrene or like volatile monomers.
- Gel coats can, of course, be applied to the plastic after it has been at least partially cured and while these post-cure applied gel coats improve the water resistance, initial gloss and gloss retention of the plastic, they themselves often have a low initial gloss and poor gloss retention relative to pre-cure applied gel coats.
- various coatings can be applied to the demolded article to improve the wear resistance, initial gloss and gloss retention of the structure, but not only do these coatings require another costly application step, but they also suffer from poor adhesion to the gel coat, particularly if traces of mold release remain on the surface of the gel coat.
- these coatings are normally low solids compositions that are prone to comestically undesirable rheological surface defects such ⁇ s brush marks, orange peel, craters, ripples, fish eyes, and the like.
- plastic articles having a high initial gloss and extended retention are made by a process comprising the steps of :
- An ⁇ , ⁇ -ethylenically unsaturated oligomer selected from the group consisting of unsaturated polyesters, and acrylated and methacrylated urethanes, epoxies, polyesters and polyethers ;
- a curing amount of a polyallylic crosslinker-initiator and 3. A cure-rate promoting amount of a metallic salt drier ;
- the oligomer is diluted with an ⁇ , ⁇ -ethylenically unsaturated monomer while in another embodiment, the crosslinker-initiator is used in combination with a co-initiator.
- Other additives e.g. reinforcing fiber, leveling agents, pigments, cure promoters other than metallic salt driers, etc., can also be present.
- the molded, plastic articles made by the process of this invention exhibit gel coats that not only have very desirable gloss and gloss retention properties, but gel coats that exhibit excellent outdoor durability, hardness, toughness and good handling properties during the molding process. Moreover, the gel coat compositions can be formulated with little, if any, styrene or other volatile reactive diluents with emission properties similar to styrene.
- Illustrative ⁇ , ⁇ -ethylenically unsaturated oligomers which cure by thermally induced free radical polymerization include unsaturated polyesters, urethane acrylates, urethane methacrylates, epoxy acrylates, epoxy methacrylates, polyester acrylates, polyester methacrylates, polyether acrylates and polyether methacrylates.
- Epoxy acrylates and methacrylates include the reaction products of diepoxides with acrylic or methacrylic acid, for example the reaction product of methacrylic or acrylic acid with the diglycidyl ether of bisphenol A.
- Urethane acrylates and methacrylates include the reaction products of hydroxy alkyl acrylates and methacrylates with organic isocyanates, for example, the reaction product of isophorone diisocyanate with hydroxy ethyl methacrylate.
- urethane acrylates include the reaction products prepared by combining an organic diisocyanate, hydroxy alkyl acrylate or methacrylate with a polyol such as propylene glycol, a glycol diester, or a polycaprolactone diol or triol.
- Unsaturated polyesters include the reaction products of ⁇ , ⁇ unsaturated dicarboxylic acids or anhydrides and a polyhydric alcohol, for example the reaction product of maleic anhydride with propylene glycol.
- Polyester acrylates and methacrylates include the reaction products of saturated polyester polyols with acrylic or methacrylic acid, for example the reaction product of esters of adipic acid and neopentyl glycol with acrylic acid.
- Polyether acrylates and methacrylates include the reaction products of glycol ethers and acrylic or methacrylic acid, for example the reaction product of dipentaerythritol and acrylic acid.
- the unsaturated oligomers used in the practice of this invention are selected for optimum properties in the final product. For outdoor weather resistant or abrasion resistant characteristics, urethane acrylate and methacrylate based on aliphatic isocyanates resins are optimum. For chemical resistance, epoxy acrylates and methacrylates are optimum.
- the unsaturated oligomers are diluted with one or more ⁇ , ⁇ -ethylenically unsaturated monomers which crosslink with the oligomers through thermally induced free radical polymerization.
- Illustrative monomers include the mono-, di- and trifunctional acrylic and methacrylic esters, N-vinyl-2-pyrrolidone, N-methylol acrylamide, the hydroxy alkyl esters of acrylic and methacrylic acid, and aromatic vinyl and divinyl compounds.
- Unsaturated monomers with relatively low volatility under process conditions, such as the polyfunctional acrylic and methacrylic esters, are preferred.
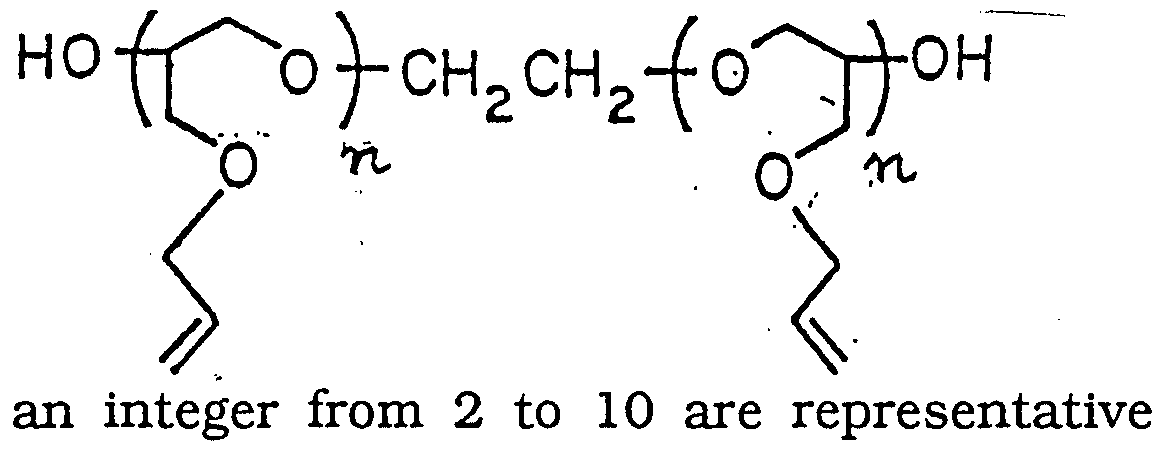
- polyallylic crosslinker-initiators that can be used in the practice of this invention are polyester resins based on trimethylolpropane mono- or diallyl ethers and polyallylglycidyl ether alcohol resins. Those crosslinker-initiators that function both as latent initiators for low temperature free radical polymerization of the oligomers and, if present, monomers, and as a multifunctional crosslinker are the preferred crosslinker-initiators.
- Polyallylic ethers having the general formula
- n is of these preferred crosslinker-initiators.
- Any metallic salt drier that will promote or accelerate the rate of cure of the ⁇ , ⁇ -ethylenically unsaturated oligomer, crosslinker- initiator and, if present, monomer, can be used in the practice of this invention.
- Typical of these driers are salts of metals with a valence of two or more and unsaturated organic acids.
- Representative metals include cobalt, magnesium, cerium, lead, chromium, iron, nickel, uranium and zinc.
- Representative acids include linoleates, naphthenates, octoates, and resinates.
- Preferred metallic salt driers include the octoates, naphtenates and neodecanoates of cobalt, manganese, vanadium, potassium, zinc and copper.
- Especially preferred metallic salt driers are the cobalt-based driers such as cobalt octoate, cobalt naphtenate and the organo- complexes of cobalt and potassium.
- co-initiators are typically non-polyallylic peroxides, and include any of the common peroxides such as benzoyl peroxide ; dialkyl or aralkyl peroxides such as di-t-butyl peroxide, dicumyl peroxide, cumylbutyl peroxide, l, l-di-t-butylperoxy-3,5,5- trimethylcyclohexane ⁇ _2,5-dimethyl-2,5-di-t-butylperoxy hexane and bis ( ⁇ -t-butylperoxy isopropylbenzene) ; peroxyesters such as t- butylperoxy pivalate, t-bu :yl peroctoate, t-butyl perbenzoate, 2,5- dimethyl
- the amount of unsaturated oligomer and, if present, monomer present in the gel coat composition can vary to convenience with the exact amounts in any given formulation a function of the physical and chemical properties desired in the cured coating.
- the oligomer or if monomer is present, then the oligomer and monomer mixture comprises at least about weight 65 %, based on the precured weight of the gel coat composition, of the composition, preferably at least about weight 75 %.
- the maximum amount of these materials in the composition usually does not exceed about 95 wt %, preferably about 90 wt %.
- the amount of monomer present in the mixture can vary to convenience but typically it does not exceed about 30 wt %, preferably about 20 wt %, of the mixture.
- At least a curing amount i.e. an amount sufficient to cure or crosslink the oligomer and, if present, monomer into a durable, high quality gel coat
- polyallylic crosslinker-initiator is present in the precured gel coat composition of this invention and although this amount can vary, it usually does not exceed about 35 wt %, preferably about 25 wt %, of the composition.
- the minimum amount of this crosslinker-initiator present is in excess of about 5 wt %, preferably in excess of about 10 wt %, of the composition. If a co-initiator is present, then it is typically present in an amount between about 1 and 10 wt %, based on the precured weight of the gel coat composition. At least a cure-rate promoting amount (i.e. an amount that promotes the rate of cure of the oligomer, polyallylic crosslinker- initiator and if present, monomer) of the metallic salt drier is present in the precured gel coat compositions of this invention.
- This amount can vary, but this amount, based on the wt % of metal in the drier (usually between about 4 and 15 wt %), typically is in excess of 0.005 wt %, preferably in excess of 0.01 wt %, and more preferably in excess of 0.03 wt %. Typically, this amount is not in excess of about 0.08 wt %, preferably not in excess of about 0.05 wt %, and more preferably not in excess of about 0.04 wt %.
- the precured gel coat compositions can contain one or more additives to facilitate processing or to impart some desirable feature or property to the molded plastic article.
- solvents may be added to reduce the viscosity of the precured gel coat composite, which in turn makes easier to apply the composition to the mold.
- these solvents are reactive diluents, e.g. one or more of the ⁇ , ⁇ -ethylenically unsaturated monomers, that are relatively nonvolatile at curing conditions. If the solvent is a nonreactive diluent, then it must be removed prior to or during the cure process.
- Other additives such as flourocarbons, silicones, pigments, cellulose acetate butyrate, and the like, may also be present to control flow, leveling, color, thixotropy, and the like.
- Cure promoters in addition to the metallic salt driers can also be present, such as N,N-dimethyl-p-toluidine, N,N-dimethyl aniline, N,N-diethyl aniline, 2,4-pentanedione and N,N-dimethyl acetaniline.
- a mold surface corresponding to the article in negative relief is at least partially, preferably completely, covered with the peroxide-curable gel coat composition.
- this composition is formulated from its constituent components just prior to its application to the mold surface.
- the oligomer and metallic salt drier are blended with one another prior to the addition of the polyallylic crosslinker-initiator.
- an ⁇ , ⁇ -ethylenically unsaturated monomer is present, then it is blended with the oligomer and metallic salt drier prior to the addition of the polyallylic crosslinker-initiator or, if present, a co-initiator. If a co-initiator is present, then it is blended with the polyallylic crosslinker-initiator prior to the crosslinker- initiator being blended with the oligomer and metallic salt drier.
- the gel coat composition is applied as a thick coat, relative to the thickness of a coat of paint, but usually less than 1 mm, preferably less than 0.5 mm.
- the composition is then at least partially cured, either at ambient conditions, e.g. 20° to 40°C and atmospheric pressure, or at an elevated temperature, e.g. at a temperature in the range of about 40° to 95°C.
- Partially cured here means that the gel coat composition is sufficiently cured to retain its shape without significant distorsion, while still on the mold surface, during the application of at least a partially uncured plastic to its exposed surface.
- the cure time will vary with the nature of the gel coat composition, curing conditions, thickness of the gel coat, and a host of other factors but typical cure times for many of the commercially available unsaturated oligomers, in combination with a polyallylglycidyl ether crosslinker-initiator are in the range of about 240 to 300 minutes at about 20° to 27°C, and about 20 to 45 minutes at about 65° to 70°C, for a coat of less than 1 mm in thickness.
- the gel coat composition can be applied to the mold surface in any convenient manner, e.g. hand lay-up, spraying, dipping, brushing, rolling, etc.
- the mold contact surfaces may be made of any conventional materials such as glass, reinforced polyesters, epoxies, steel, aluminium, and the like.
- the at least partially uncured, preferably essentially completely uncured, plastic is applied to the exposed surface of the gel coat.
- Partially uncured here means that the plastic is sufficiently fluid to permit its application to the exposed surface of the at least partially cured gel coat composition by one or more conventional means, e.g. spraying, brushing, injection, etc.
- the nature of the plastic can vary to convenience, but typical plastics include unsaturated polyesters, phenolics, epoxies, urethanes, etc.
- the mold may be an open mold or a matched mold, i.e. a two component mold comprising a female mold surface and a male mold surface that when joined, define a volume with the shape of the desired molded product. If an open mold, then once the plastic has been applied to the exposed surface of the at least partically cured gel coat composition, then it is allowed to cure under ambient conditions or more commonly, placed in an oven to promote cure. If a matched mold, then once the gel coat is at least partially cured the mold is closed and the plastic injected under pressure into the mold to completely fill the volume formed by the two mated mold surfaces.
- Mold release agent can be used with both open and matched molds as desired.
- the plastic is fiber- reinforced.
- the reinforcing fiber can vary to convenience, and typical reinforcing fibers include glass, polyethylene, metal, ceramic and the like. While the fiber can be admixed with the plastic prior to the application of the plastic to the at least partially cured gel coat composition, more commonly the fiber is applied to the at least partially cured gel coat composition as a preform. Typically, a matched mold is used. The preform is inserted over the at least partially cured gel coat composition, the mold is closed, and the plastic injected. Upon cure, a fiber-reinforced plastic article is formed.
- the gel coats of the laminated, fiber-reinforced plastic molded articles of this invention exhibit high physical strenghts, a very desirable high initial gloss and an excellent gloss retention in addition to such other desirable properties of providing protection to the underlying fiber-reinforced plastic against heat, cold, sunlight, water, corrosive chemicals, and the like. Moreover, these desirable properties are obtained with coatings that are thin relative to the thickness of conventional coatings, e.g. those based on isopthalic acid and neopentyl glycol.
- Example 1 is illustrative of certain embodiments of this invention. Unless indicated to the contrary, all parts and percentages are by weight.
- a gel coat composition was prepared by combining a pigment grind comprised of 31.5 grams of the urethane acrylate oligomer prepared above, 8.6 grams of propylene glycol monomethyl ether acetate, 12.9 grams of aromatic solvent, 43.1 grams of titanium dioxide (rutile grade R902 from the E.I.
- the resulting peroxide-curable gel coat composition was drawn down on a waxed glass plate at a wet film thickness of 10 mils (dry film thickness of 0.18 mm). After curing for 60 minutes at 75°C, the gel coat surface in contact with the glass plate was tack free and the surface exposed to air had a slight tackiness. At this point a peroxide catalyzed unsaturated polyester laminating resin was applied onto the gel coat and allowed to harden for 12 hours before removing the composite from the glass plate. The resulting white gel coated panel had an initial gloss of 89 on the 60 degree Gardner scale and 76 on the 20 degree scale.
- the panel was then placed in an ultra-violet accelerated weathering unit alongside a panel of white 0.5 mm thick high performance conventional isophtalic acid /neopentyl glycol unsaturated polyester gel coated laminate. Similar panels of each were also placed on r45 degree exposure rack in south Florida. The gloss of the exposed panels was periodically measured. The results of both the ultra-violet accelerated weathering unit and the south Florida exposure tests are reported in Table I.
- Example 1 In the apparatus described in Example 1 were placed 1616 grams of isophoronediisocyanate, 5 grams of dibutyltindilaurate, and 1 gram of toluhydroquinone. To this solution was slowly added 948 grams of 2 -hydroxy ethylmethacrylate over a period while maintaining a reaction temperature in the range of 30° to 40°C. After agitating the reaction mixture in this temperature range for 1 hour, the temperature was raised to 70°C and 500 grams of 2- ethylhexylmethacrylate and 1921 grams of a 530 molecular weight caprolactone diol were added. The resulting mixture was agitated and heated in a temperature range of 70° to 80°C until infrared analysis indicated the disappearance of the -NCO absorption peak (3 hours).
- the resulting white gel coat was subject to the same accelerated weathering and outdoor Florida exposure tests as the panels of example 1. Results are reported in table II below.
- the polyester prepared above was substituted for the urethane acrylate in the formulation and procedure of Example 1.
- a gel coat composition was prepared by combining a pigment grind comprised of 24.4 grams of the urethane acrylate of Example 1 , 6.1 grams of the reaction product of one mole of isophoronediisocyanate and 2 moles of hydroxyethylmethacrylate, 11.3 grams of rutile grade titanium dioxide, 0.3 grams of cobalt naphtenate, 0.08 grams of methyl ethyl ketoxime, 1.9 grams of acetoacetoxyethylmethacrylate, pigment grinding aids, and flow control additives with 0.5 grams of the mono-adduct of hydroxylethylmethacrylate and phtalic anhydride, 9.5 grams Santolink ® XI- 100, and 0.7 grams of cumene hydroperoxide.
- a 0.13 mm thick film of the resulting peroxide-curable gel coat composition was drawn down on a waxed glass plate. After curing for 30 minutes at 75°C, the gel coat surface which had been in contact with the glass plate was tack free and the surface which had been in contact with the atmosphere had a very slight tack. Then an acid-catalyzed phenolic molding resin filled with 2 layers of one and one half ounce continuous strand glass mat was laminated to the gel coat and allowed to cure for one hour at 65°C.
- the resulting gel coated panel had a "F" pencil hardness on the gel coated side and gloss readings of 87 on the 60 degree Gardner scale and 77 on the 20 degree Gardner scale. There was no gel coat adhesion loss when the panel was subjected to crosshatching and tape pulling with No. 600 Scotch Brand adhesive tape.
- Example 4 The gel coat composition of Example 4 was modified by substituting 14.8 grams of dipentaerythritol mono- hydroxypentaacrylate (SR 399 from the Sartomer Co.) for the 6.0 grams of methylmethacrylate. From this composition a gel coated reinforced polyester laminate was prepared in a manner similar to Example 4.
- SR 399 dipentaerythritol mono- hydroxypentaacrylate
- the resulting panel displayed a greater than 7H pencil hardness, could not be scratched with No. 00 steel wool, did not lose bond when subjected to the Crosshatch - tape pull test and had gloss readings of 90 and 75, respectively, on the 60 and 20 degree Gardner scales.
Abstract
Description


Claims
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CA002146340A CA2146340A1 (en) | 1992-10-05 | 1993-10-05 | Process for molding articles having a durable high strength high gloss gel coat |
| JP6508722A JPH08501737A (en) | 1992-10-05 | 1993-10-05 | Method for forming articles with durable high strength, high gloss gel coats |
| EP93921913A EP0664740A1 (en) | 1992-10-05 | 1993-10-05 | Process for molding articles having a durable high strength high gloss gel coat |
| AU51109/93A AU5110993A (en) | 1992-10-05 | 1993-10-05 | Process for molding articles having a durable high strength high gloss gel coat |
| KR1019950701307A KR950703439A (en) | 1992-10-05 | 1993-10-05 | PROCESS FOR MOLDING ARTICLES HAVING A DURABLE HIGH STRENGTH HIGH GLOSS GEL COAT |
| FI951577A FI951577A0 (en) | 1992-10-05 | 1995-04-03 | Process for the production of press-molded products with very strong resin and high-gloss gel coating |
| NO951332A NO951332L (en) | 1992-10-05 | 1995-04-05 | Method of casting articles having a durable gel coating with high strength and gloss |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US95680192A | 1992-10-05 | 1992-10-05 | |
| US07/956,801 | 1992-10-05 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO1994007674A1 true WO1994007674A1 (en) | 1994-04-14 |
Family
ID=25498712
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/EP1993/002710 WO1994007674A1 (en) | 1992-10-05 | 1993-10-05 | Process for molding articles having a durable high strength high gloss gel coat |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP0664740A1 (en) |
| JP (1) | JPH08501737A (en) |
| KR (1) | KR950703439A (en) |
| AU (1) | AU5110993A (en) |
| CA (1) | CA2146340A1 (en) |
| FI (1) | FI951577A0 (en) |
| NO (1) | NO951332L (en) |
| WO (1) | WO1994007674A1 (en) |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0727304A2 (en) * | 1995-02-17 | 1996-08-21 | Muovilami Oy | Method of making a structural element and the element so made |
| FR2772301A1 (en) * | 1997-12-16 | 1999-06-18 | Hautes Performances Composites | Composite with sliding surface in e.g. planar or cylindrical form |
| EP1043138A1 (en) * | 1999-04-08 | 2000-10-11 | Morton International, Inc. | Method for on-mold powder coating |
| WO2002090080A1 (en) * | 2001-05-08 | 2002-11-14 | G.I. Plastek Limited Partnership | System and method of making an in-mold clear-coated composite |
| US6890586B2 (en) | 2001-08-21 | 2005-05-10 | G.I. Plastek Limited Partnership | System and method of making an in-mold clear-coated composite |
| EP2017314A1 (en) | 2007-07-20 | 2009-01-21 | Evonik Degussa GmbH | New Gel Coat Formulation |
| US7812090B2 (en) | 2006-06-02 | 2010-10-12 | Valspar Sourcing, Inc. | High performance aqueous coating compositions |
| US7834086B2 (en) | 2006-06-02 | 2010-11-16 | Valspar Sourcing, Inc. | High performance aqueous coating compositions |
| US8057893B2 (en) | 2006-01-31 | 2011-11-15 | Valspar Sourcing, Inc. | Coating system for cement composite articles |
| US8057864B2 (en) | 2006-01-31 | 2011-11-15 | Valspar Sourcing, Inc. | Method for coating a cement fiberboard article |
| US8133588B2 (en) | 2006-05-19 | 2012-03-13 | Valspar Sourcing, Inc. | Coating system for cement composite articles |
| US8202581B2 (en) | 2007-02-16 | 2012-06-19 | Valspar Sourcing, Inc. | Treatment for cement composite articles |
| US8277934B2 (en) | 2006-01-31 | 2012-10-02 | Valspar Sourcing, Inc. | Coating system for cement composite articles |
| US8932718B2 (en) | 2006-07-07 | 2015-01-13 | Valspar Sourcing, Inc. | Coating systems for cement composite articles |
| US8993110B2 (en) | 2005-11-15 | 2015-03-31 | Valspar Sourcing, Inc. | Coated fiber cement article with crush resistant latex topcoat |
| US9133064B2 (en) | 2008-11-24 | 2015-09-15 | Valspar Sourcing, Inc. | Coating system for cement composite articles |
| US9175187B2 (en) | 2008-08-15 | 2015-11-03 | Valspar Sourcing, Inc. | Self-etching cementitious substrate coating composition |
| US20170127623A1 (en) * | 2014-06-18 | 2017-05-11 | Setevox (Pty) Ltd | Composite load bearing member |
| US9783622B2 (en) | 2006-01-31 | 2017-10-10 | Axalta Coating Systems Ip Co., Llc | Coating system for cement composite articles |
| EP3928961A1 (en) * | 2020-06-22 | 2021-12-29 | Embraer S.A. | Process for in-mold coating of composite aircraft components |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU685185B2 (en) * | 1993-12-13 | 1998-01-15 | Tiger Resources Limited | Thermosetting moulding compositions and associated methods |
| CN102325949B (en) * | 2009-02-23 | 2014-07-16 | 海德拉沃尔有限公司 | Surface composition and method of application |
| WO2020195938A1 (en) * | 2019-03-22 | 2020-10-01 | 大日本塗料株式会社 | In-mold coating composition |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2742270A1 (en) * | 1977-09-20 | 1979-03-29 | Bayer Ag | Moulding compsns. crosslinking to hard, low-shrinking articles - contain unsatd. polyester and polyallyl ether! of poly:hydric alcohol |
| US4205028A (en) * | 1979-01-11 | 1980-05-27 | Ferro Corporation | Forming protective skin on intricately molded product |
| EP0039588A2 (en) * | 1980-05-01 | 1981-11-11 | Freeman Chemical Corporation | In-mold coating compositions and a method for making coated molded articles |
| JPS57181823A (en) * | 1981-05-02 | 1982-11-09 | Nippon Paint Co Ltd | Molding method of frp products |
| EP0098655A1 (en) * | 1982-07-02 | 1984-01-18 | Dsm Resins B.V. | Coating powder |
| US4544572A (en) * | 1982-09-07 | 1985-10-01 | Minnesota Mining And Manufacturing Company | Coated ophthalmic lenses and method for coating the same |
| EP0203361A2 (en) * | 1985-04-29 | 1986-12-03 | THE GLIDDEN COMPANY (formerly known as ATKEMIX EIGHT INC.) | Improved polyester resin gelkote composition |
| EP0210158A1 (en) * | 1985-07-19 | 1987-01-28 | Monsanto Company | Surface coating process |
| EP0229441A2 (en) * | 1986-01-10 | 1987-07-22 | Group Lotus Plc | Method of moulding an article |
| JPH03200821A (en) * | 1989-12-28 | 1991-09-02 | Mitsui Toatsu Chem Inc | Gel coating resin composition |
-
1993
- 1993-10-05 WO PCT/EP1993/002710 patent/WO1994007674A1/en not_active Application Discontinuation
- 1993-10-05 JP JP6508722A patent/JPH08501737A/en active Pending
- 1993-10-05 AU AU51109/93A patent/AU5110993A/en not_active Abandoned
- 1993-10-05 KR KR1019950701307A patent/KR950703439A/en not_active Application Discontinuation
- 1993-10-05 EP EP93921913A patent/EP0664740A1/en not_active Withdrawn
- 1993-10-05 CA CA002146340A patent/CA2146340A1/en not_active Abandoned
-
1995
- 1995-04-03 FI FI951577A patent/FI951577A0/en not_active Application Discontinuation
- 1995-04-05 NO NO951332A patent/NO951332L/en unknown
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2742270A1 (en) * | 1977-09-20 | 1979-03-29 | Bayer Ag | Moulding compsns. crosslinking to hard, low-shrinking articles - contain unsatd. polyester and polyallyl ether! of poly:hydric alcohol |
| US4205028A (en) * | 1979-01-11 | 1980-05-27 | Ferro Corporation | Forming protective skin on intricately molded product |
| US4205028B1 (en) * | 1979-01-11 | 1990-05-08 | Ferro Corp | |
| EP0039588A2 (en) * | 1980-05-01 | 1981-11-11 | Freeman Chemical Corporation | In-mold coating compositions and a method for making coated molded articles |
| JPS57181823A (en) * | 1981-05-02 | 1982-11-09 | Nippon Paint Co Ltd | Molding method of frp products |
| EP0098655A1 (en) * | 1982-07-02 | 1984-01-18 | Dsm Resins B.V. | Coating powder |
| US4544572A (en) * | 1982-09-07 | 1985-10-01 | Minnesota Mining And Manufacturing Company | Coated ophthalmic lenses and method for coating the same |
| US4544572B1 (en) * | 1982-09-07 | 1994-01-04 | Signet Armorlite, Inc. | |
| EP0203361A2 (en) * | 1985-04-29 | 1986-12-03 | THE GLIDDEN COMPANY (formerly known as ATKEMIX EIGHT INC.) | Improved polyester resin gelkote composition |
| EP0210158A1 (en) * | 1985-07-19 | 1987-01-28 | Monsanto Company | Surface coating process |
| EP0229441A2 (en) * | 1986-01-10 | 1987-07-22 | Group Lotus Plc | Method of moulding an article |
| JPH03200821A (en) * | 1989-12-28 | 1991-09-02 | Mitsui Toatsu Chem Inc | Gel coating resin composition |
Non-Patent Citations (2)
| Title |
|---|
| DATABASE WPI Derwent World Patents Index; AN 91-300301 * |
| PATENT ABSTRACTS OF JAPAN vol. 7, no. 25 (M - 190) 2 February 1983 (1983-02-02) * |
Cited By (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0727304A2 (en) * | 1995-02-17 | 1996-08-21 | Muovilami Oy | Method of making a structural element and the element so made |
| EP0727304A3 (en) * | 1995-02-17 | 1997-01-15 | Muovilami Oy | Method of making a structural element and the element so made |
| FR2772301A1 (en) * | 1997-12-16 | 1999-06-18 | Hautes Performances Composites | Composite with sliding surface in e.g. planar or cylindrical form |
| EP1043138A1 (en) * | 1999-04-08 | 2000-10-11 | Morton International, Inc. | Method for on-mold powder coating |
| WO2002090080A1 (en) * | 2001-05-08 | 2002-11-14 | G.I. Plastek Limited Partnership | System and method of making an in-mold clear-coated composite |
| WO2002090079A1 (en) * | 2001-05-08 | 2002-11-14 | G.I. Plastek Limited Partnership | System and method of making a layered, reinforced composite |
| US6890586B2 (en) | 2001-08-21 | 2005-05-10 | G.I. Plastek Limited Partnership | System and method of making an in-mold clear-coated composite |
| US8993110B2 (en) | 2005-11-15 | 2015-03-31 | Valspar Sourcing, Inc. | Coated fiber cement article with crush resistant latex topcoat |
| US8277934B2 (en) | 2006-01-31 | 2012-10-02 | Valspar Sourcing, Inc. | Coating system for cement composite articles |
| US9783622B2 (en) | 2006-01-31 | 2017-10-10 | Axalta Coating Systems Ip Co., Llc | Coating system for cement composite articles |
| US8057893B2 (en) | 2006-01-31 | 2011-11-15 | Valspar Sourcing, Inc. | Coating system for cement composite articles |
| US8057864B2 (en) | 2006-01-31 | 2011-11-15 | Valspar Sourcing, Inc. | Method for coating a cement fiberboard article |
| US8293361B2 (en) | 2006-01-31 | 2012-10-23 | Valspar Sourcing, Inc. | Coating system for cement composite articles |
| US8133588B2 (en) | 2006-05-19 | 2012-03-13 | Valspar Sourcing, Inc. | Coating system for cement composite articles |
| US8658286B2 (en) | 2006-06-02 | 2014-02-25 | Valspar Sourcing, Inc. | High performance aqueous coating compositions |
| US7812090B2 (en) | 2006-06-02 | 2010-10-12 | Valspar Sourcing, Inc. | High performance aqueous coating compositions |
| US9359520B2 (en) | 2006-06-02 | 2016-06-07 | Valspar Sourcing, Inc. | High performance aqueous coating compositions |
| US7834086B2 (en) | 2006-06-02 | 2010-11-16 | Valspar Sourcing, Inc. | High performance aqueous coating compositions |
| US8932718B2 (en) | 2006-07-07 | 2015-01-13 | Valspar Sourcing, Inc. | Coating systems for cement composite articles |
| US9593051B2 (en) | 2006-07-07 | 2017-03-14 | Valspar Sourcing, Inc. | Coating systems for cement composite articles |
| US10640427B2 (en) | 2006-07-07 | 2020-05-05 | Axalta Coating Systems IP Co. LLC | Coating systems for cement composite articles |
| US8202581B2 (en) | 2007-02-16 | 2012-06-19 | Valspar Sourcing, Inc. | Treatment for cement composite articles |
| EP2017314A1 (en) | 2007-07-20 | 2009-01-21 | Evonik Degussa GmbH | New Gel Coat Formulation |
| US9175187B2 (en) | 2008-08-15 | 2015-11-03 | Valspar Sourcing, Inc. | Self-etching cementitious substrate coating composition |
| US9133064B2 (en) | 2008-11-24 | 2015-09-15 | Valspar Sourcing, Inc. | Coating system for cement composite articles |
| US20170127623A1 (en) * | 2014-06-18 | 2017-05-11 | Setevox (Pty) Ltd | Composite load bearing member |
| EP3928961A1 (en) * | 2020-06-22 | 2021-12-29 | Embraer S.A. | Process for in-mold coating of composite aircraft components |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0664740A1 (en) | 1995-08-02 |
| FI951577A (en) | 1995-04-03 |
| FI951577A0 (en) | 1995-04-03 |
| AU5110993A (en) | 1994-04-26 |
| CA2146340A1 (en) | 1994-04-14 |
| KR950703439A (en) | 1995-09-20 |
| NO951332D0 (en) | 1995-04-05 |
| JPH08501737A (en) | 1996-02-27 |
| NO951332L (en) | 1995-04-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO1994007674A1 (en) | Process for molding articles having a durable high strength high gloss gel coat | |
| JP2975583B2 (en) | In-mold coating composition suitable for end use as it is | |
| US6492470B2 (en) | Thermosetting acrylic gel coat | |
| KR101318682B1 (en) | Polyester-polyurethane hybrid resin molding compositions comprising polyurethane with units derived from aliphatic isocyanates | |
| EP2195357B1 (en) | Low voc thermosetting composition of polyester acrylic resin for gel coat | |
| KR20040002837A (en) | Method for in-mold coating a polyolefin article | |
| JPH04279630A (en) | Process for producing chain-terminated unsaturated polyester resin | |
| JPS5915137B2 (en) | Low-pressure, low-temperature in-mold coating method | |
| JPS6019941B2 (en) | Compositions useful for in-mold coatings | |
| WO2004014978A1 (en) | Urethane acrylate gel coat resin and method of making | |
| US4529757A (en) | Thermosetting resin patching compound | |
| JP6468508B2 (en) | In-mold coating composition, in-mold coated molded body, and coated article | |
| EP1656429B1 (en) | Base-coat in-mold coating | |
| JPH06107750A (en) | In-mold coating composition | |
| AU1207199A (en) | Low temperature and pressure curable unsaturated polyester resin composition | |
| JPH0570712A (en) | In-mold coating composition | |
| JP2561843B2 (en) | In-mold coating composition | |
| JPH03100069A (en) | Curable coating composition | |
| MXPA97010292A (en) | Coating compositions in adecuadastal mold as they are for an application of fi use | |
| MXPA99003985A (en) | New polymers, process for making them and coating compositions containing them, especially thermosetting acrylic gel coat compositions | |
| CN1109406A (en) | Process for making molded articles having high strength gel coat with a high initial gloss and extended gloss retention |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): AU BG CA CZ FI HU JP KR NO PL RO RU UA |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LU MC NL PT SE |
|
| DFPE | Request for preliminary examination filed prior to expiration of 19th month from priority date (pct application filed before 20040101) | ||
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 951577 Country of ref document: FI |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2146340 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1993921913 Country of ref document: EP |
|
| WWP | Wipo information: published in national office |
Ref document number: 1993921913 Country of ref document: EP |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: 1993921913 Country of ref document: EP |