WO1994012343A1 - Produit stratifie en ouate de cellulose - Google Patents
Produit stratifie en ouate de cellulose Download PDFInfo
- Publication number
- WO1994012343A1 WO1994012343A1 PCT/FR1993/001146 FR9301146W WO9412343A1 WO 1994012343 A1 WO1994012343 A1 WO 1994012343A1 FR 9301146 W FR9301146 W FR 9301146W WO 9412343 A1 WO9412343 A1 WO 9412343A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- product
- product according
- folds
- bonding
- plies
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F1/00—Mechanical deformation without removing material, e.g. in combination with laminating
- B31F1/07—Embossing, i.e. producing impressions formed by locally deep-drawing, e.g. using rolls provided with complementary profiles
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41B—SHIRTS; UNDERWEAR; BABY LINEN; HANDKERCHIEFS
- A41B15/00—Handkerchiefs
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41D—OUTERWEAR; PROTECTIVE GARMENTS; ACCESSORIES
- A41D27/00—Details of garments or of their making
- A41D27/24—Hems; Seams
- A41D27/245—Hems; Seams made by welding or gluing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D1/00—Multiple-step processes for making flat articles ; Making flat articles
- B31D1/04—Multiple-step processes for making flat articles ; Making flat articles the articles being napkins, handkerchiefs, towels, doilies, or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0707—Embossing by tools working continuously
- B31F2201/0715—The tools being rollers
- B31F2201/0723—Characteristics of the rollers
- B31F2201/0733—Pattern
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0758—Characteristics of the embossed product
- B31F2201/0761—Multi-layered
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0784—Auxiliary operations
- B31F2201/0787—Applying adhesive
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F—MECHANICAL WORKING OR DEFORMATION OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31F2201/00—Mechanical deformation of paper or cardboard without removing material
- B31F2201/07—Embossing
- B31F2201/0784—Auxiliary operations
- B31F2201/0792—Printing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24777—Edge feature
- Y10T428/24793—Comprising discontinuous or differential impregnation or bond
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
Definitions
- the invention relates to the field of sanitary and domestic paper; it relates to the production of laminated products composed of at least two plies or cellulose wadding sheet, in particular for the use of a handkerchief, napkin or other similar applications.
- the handkerchiefs generally packaged in cases, which are currently found on the market are made up of several sheets of creped absorbent paper, also called cellulose wadding, supe ⁇ osed, and held together by a mechanical connection at the periphery.
- This connection is obtained by an embossing operation, of the steel / steel or steel / paper type, according to which the sheets are passed between two cylinders meshing one on the other.
- One of the cylinders has reliefs on the surface and the other has corresponding cavities.
- the sheets are thus locally deformed into zones which constitute attachment points.
- a known embossing pattern consists of a multitude of spikes of small diameter and of small height tightened against each other linearly, or in both directions in the running direction and in the transverse direction.
- Another known pattern consists of fine edge bars arranged in tight parallels. This bonding method is satisfactory when the grammage of the plies is not too high, of the order of 10 to 20 g / m 2 , and when using cellulose wa
- the invention remedies these drawbacks by providing a product, such as a handkerchief or towel, produced by combining at least two individual plies, or sheets, of superimposed cellulose wadding, cut to the desired format and linked together along '' a peripheral zone characterized in that said folds are bonded by bonding along said zone so as to have a minimum resistance to delamination of 1 g / cm, said peripheral zone representing less than 50% of the total surface of the product
- Bonding is carried out using any adhesive product generally used in the field of sanitary and household papers to associate folds together.
- any adhesive product generally used in the field of sanitary and household papers to associate folds together.
- the bonding is carried out along the four edges of the folds. It is assumed, for simplicity, that it is a rectangular or square format.
- the invention also includes the case where only two opposite edges are linked.
- the bonding is carried out along a peripheral zone covering a strip the width of which can vary between a lower limit corresponding to sufficient resistance to delamination and an upper limit where the product would become too stiff.
- the linked area must represent less than 50% of the product: handkerchief or napkin. According to a particularly preferred embodiment, said zone represents between 30 and 40% of the total surface.
- the bonding can be carried out by continuous coating of adhesive but also by application thereof on a plurality of surfaces of small extent arranged in a linear pattern or according to points distributed uniformly.
- a preferred method of binding is then in the latter case, that described in French patent application 89 14202 which makes it possible to ensure a uniform deposit of adhesive in the bonding area without stiffening the sheet.
- the proposed solution makes it possible to produce laminated products such as choppers, towels or the like, that is to say in the form of individual sheets, having excellent resistance to delamination without being made rigid. in the center, that is to say in the functional area of use, or be likely to irritate the skin by bonding.
- the tests show that it is very easy to obtain products whose resistance to delamination is much higher than that of a mechanical bond of the prior art.
- sheets having a different fibrous and / or chemical composition are combined by peripheral bonding.
- a sheet incorporating an additive is added to increase the resistance in the wet state of the paper to at least one sheet without additive or incorporating an additive to improve the softness. This results in a laminate complex combining properties that cannot be found together on a single-layer product.
- Figure 1 shows a product, handkerchief for example, with a peripheral connection area of the different folds. A corner has been delaminated to show the folds.
- Figure 2 shows an installation capable of allowing the production of a product according to the invention.
- Figure 3 shows a detail of the installation of Figure 2.
- a choir or a napkin (1) square format consisting of 3 sheets (the , lb, le) of cellulose wadding bonded together, by bonding at the periphery, along an area (3) of determined width.
- the bonding was effected by points (5) so as not to stiffen the complex; in accordance with the invention, the central area is not glued; it may, if necessary, include an embossing intended to improve the appearance thereof.
- the peripheral zone (3) covers less than 50% of the total surface of the towel or towel, preferably this zone represents 30% to 40%.
- a napkin of dimension 40 cm x 40 cm will be bordered by a connecting strip formed by gluing the sheets from the edge line over a width of 4 cm.
- the linked area thus covers 36% of the total surface of the towel
- the connection effectively leaves the edge of the folds so as to avoid any yawning of the folds or else the formation of folds at the periphery which adversely affect the appearance of the product.
- any known installation can be used, for example the one shown in Figure 2.
- the folds (11) and (12), one being optionally double, of cellulose wadding coming from their respective reel, not shown, are guided to come around the rubber cylinders (13) and (14) then between them and embossing cylinders (15) and (16) in steel provided with appropriate reliefs. These reliefs can be distributed according to the pattern in Figure 1, for example.
- One of the folds (12) is glued by means of a rubber applicator cylinder (18) shown in FIG. 3.
- This cylinder comprises, in accordance with one embodiment of the invention, a part (181) in relief, the design of which corresponds to that of the peripheral area for gluing the sheets, so that the adhesive entrained by the applicator cylinder is distributed according to this pattern.
- one or both sheets can be embossed over their entire surface. Gluing is only carried out on the periphery corresponding to the part (181) of the gluing cylinder.
- one or both cylinders (15, 16) are provided with reliefs, along a peripheral zone of the desired product format. We can then use a smooth gluing cylinder.
- the folds (11) and (12) are assembled in the pincer interval formed between the embossing cylinders (15) and (16) which rotate at equal and opposite speeds.
- the multi-ply sheet from the device is driven to a processing facility where it is cut and folded in accordance with the intended application: handkerchiefs, towels or the like.
- the plies (11) and (12) can come from the same coil with 2 plies, and have been subjected to a common calendering so as to effect a smoothing of the external face and confer greater sweetness. Then, only the two layers are separated to be embossed separately and individually.
- a fold, single or double is embossed between a rubber cylinder and a suitably engraved steel cylinder, that is to say with reliefs according to the periphery of the desired product format.
- the adhesive is deposited on the tops of the reliefs.
- a second fold is applied to the fold respectively, using a third rubber cylinder of the matchmaker type. This third cylinder ensures both the embossing of the second respectively third fold and its marriage with the first.
- a steel or paper cylinder can also be used.
- a test was carried out to test the behavior of the product on delamination compared to a control handkerchief.
- a handkerchief was made by tying, using an adhesive in solution in water, PVA, 3 folds of format 21.5 x 21.5 cm, at the periphery on a strip of 2 cm wide.
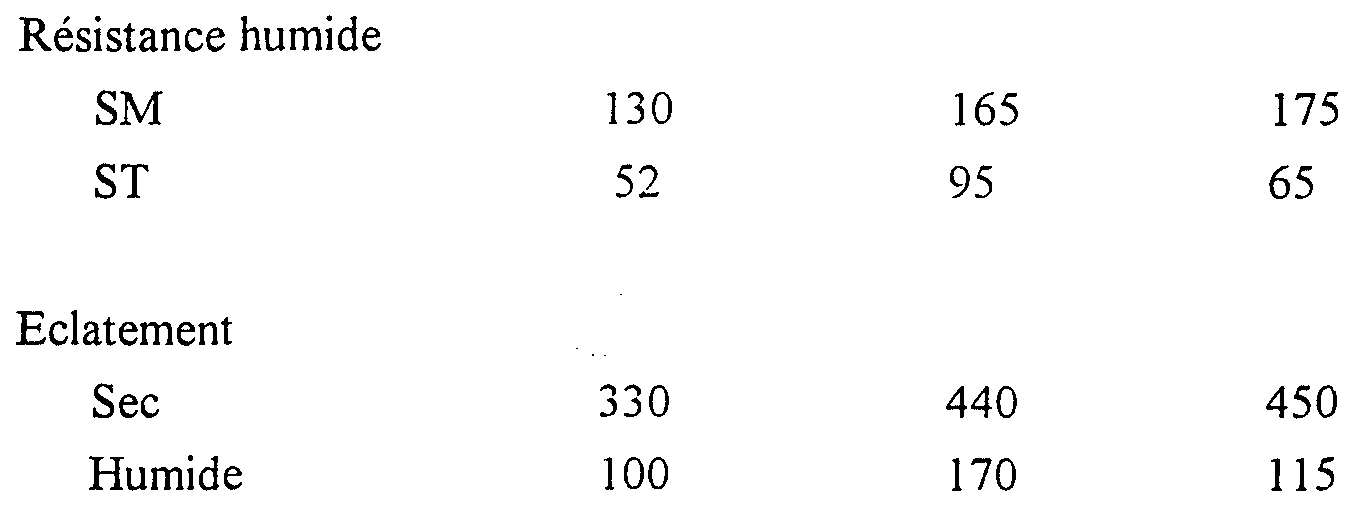
- bonding makes it possible to produce a product offering a greatly increased resistance to delamination, both in the forward direction (SM) and in the cross direction (ST).
- a handkerchief was made from 3 plies of cellulose wadding, made up of 60% softwood fibers and 40% hardwood fibers, each having a basis weight of 18 g / m 2 and incorporating an additive, at a rate of 1.5 kg per ton having a deliant effect on the fibers to improve the softness (product marketed by the ENKA NOBEL company under the brand BEROCELL 595).
- the connection was made by peripheral bonding. Such a product would not be possible with the prior technique of peripheral embossing due to the presence of the additive.
- control sample III Compared to the control sample III, it can be seen that the invention allows the production of products having a wide range of characteristics depending on the application envisaged.
Abstract
Description

Claims
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP94900863A EP0670773B1 (fr) | 1992-11-24 | 1993-11-22 | Produit stratifie en ouate de cellulose |
| DE69312730T DE69312730T2 (de) | 1992-11-24 | 1993-11-22 | Verbundwerkstoff aus zellstoffwatte |
| CA002150023A CA2150023C (fr) | 1992-11-24 | 1993-11-22 | Produit stratifie en ouate de cellulose |
| NO19952026A NO316430B1 (no) | 1992-11-24 | 1995-05-22 | Celluloseholdig fibröst produkt, f.eks. lommetörkle eller serviett |
| FI952513A FI115125B (fi) | 1992-11-24 | 1995-05-23 | Selluloosamassasta tehty laminoitu tuote |
| GR970402555T GR3024908T3 (en) | 1992-11-24 | 1997-10-01 | Laminated product made of cellulose wad. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR92/14063 | 1992-11-24 | ||
| FR9214063A FR2698314B1 (fr) | 1992-11-24 | 1992-11-24 | Produit stratifié en ouate de cellulose. |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO1994012343A1 true WO1994012343A1 (fr) | 1994-06-09 |
Family
ID=9435813
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/FR1993/001146 WO1994012343A1 (fr) | 1992-11-24 | 1993-11-22 | Produit stratifie en ouate de cellulose |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US6048603A (fr) |
| EP (2) | EP0776758B1 (fr) |
| AT (2) | ATE212904T1 (fr) |
| CA (1) | CA2150023C (fr) |
| DE (2) | DE69312730T2 (fr) |
| DK (2) | DK0776758T3 (fr) |
| ES (2) | ES2170289T3 (fr) |
| FI (1) | FI115125B (fr) |
| FR (1) | FR2698314B1 (fr) |
| GR (1) | GR3024908T3 (fr) |
| NO (1) | NO316430B1 (fr) |
| PT (1) | PT776758E (fr) |
| WO (1) | WO1994012343A1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1996009162A1 (fr) * | 1994-09-21 | 1996-03-28 | Sca Hygiene-Paper Gmbh | Produit en papier de soie multicouche en forme de bande et sa fabrication |
| US5874157A (en) * | 1996-04-02 | 1999-02-23 | The Procter & Gamble Company | Separable laminated paper product |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE194546T1 (de) * | 1994-05-26 | 2000-07-15 | Fort James Nederland B V | Mehrschichtiges tissuepapier sowie dessen herstellungsverfahren |
| AU2263797A (en) * | 1997-01-31 | 1998-08-25 | Procter & Gamble Company, The | Disposable bib having notched tear resistance |
| US5887278A (en) * | 1997-01-31 | 1999-03-30 | The Procter & Gamble Company | Disposable bib having notched tear resistance |
| US6475932B1 (en) * | 1999-01-29 | 2002-11-05 | Ato Findley, Inc. | High strength through-bonding technique for elastomeric laminates |
| IT246987Y1 (it) * | 1999-08-06 | 2002-05-02 | C M G Costruzioni Meccaniche G | Macchina trasformabile per la alvorazione superficiale di carta |
| MXPA02005585A (es) * | 1999-12-27 | 2002-09-18 | Kimberly Clark Co | Sujecion de capa de sustratos multiples utilizando un proceso de impresion flexografico para aplicar adhesivos quimicos sobre un tisu. |
| GB0011849D0 (en) * | 2000-05-17 | 2000-07-05 | Standex International Limited | Embossing rollers |
| DK1239079T3 (da) * | 2001-03-09 | 2007-10-08 | Georgia Pacific France | Bane af papir med små puder |
| US20050224201A1 (en) * | 2004-04-08 | 2005-10-13 | Kimberly-Clark Worldwide, Inc. | Treated crimped multi-ply product |
| FR2868731B1 (fr) * | 2004-04-09 | 2006-06-02 | Georgia Pacific France Soc En | Procede de fabrication d'un produit cellulosique fibreux multiplis |
| ITFI20040143A1 (it) * | 2004-06-25 | 2004-09-25 | Perini Fabio Spa | Un tovagliolo di carta o prodotto analogo, stampato e goffrato |
| DE102006060249A1 (de) * | 2006-12-14 | 2008-06-19 | Munz, Rudolf, Dr. | Hygieneverbessertes Taschentuch |
| WO2019203699A1 (fr) * | 2018-04-16 | 2019-10-24 | Essity Hygiene And Health Aktiebolag | Produit papier sanitaire à multiples épaisseurs et procédé de fabrication de celui-ci |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB363699A (en) * | 1930-01-28 | 1931-12-23 | Cellulose Products Inc | Improvements in or relating to paper handkerchiefs, towels, table napkins or like articles and methods of making the same |
| FR725653A (fr) * | 1930-10-22 | 1932-05-17 | Serviette en papier ou analogue et procédé pour sa fabrication | |
| FR811093A (fr) * | 1935-10-26 | 1937-04-06 | Linge hygiènique, tel que mouchoir | |
| US2897108A (en) * | 1953-05-11 | 1959-07-28 | Kimberly Clark Co | Disposable absorbent pad |
| FR2075452A5 (fr) * | 1970-01-12 | 1971-10-08 | Int Paper Canada | |
| US3868205A (en) * | 1973-03-15 | 1975-02-25 | Kimberly Clark Co | Embossed paper toweling and method of production |
| USH377H (en) * | 1986-05-13 | 1987-12-01 | Moore Business Forms, Inc. | Releaseable adhesive pads |
| WO1990014220A1 (fr) * | 1989-05-26 | 1990-11-29 | Marquis Philip H | Papier calque tenant automatiquement |
| WO1992014605A1 (fr) * | 1991-02-20 | 1992-09-03 | Kaysersberg | Feuilles de papier multicouches presentant des marquages, procede et dispositif pour leur elaboration |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1446235A (fr) * | 1965-09-06 | 1966-07-15 | Olin Mathieson | Procédé de fabrication de sacs à plusieurs épaisseurs et appareil pour la mise en oeuvre de ce procédé |
| US3867225A (en) * | 1969-01-23 | 1975-02-18 | Paper Converting Machine Co | Method for producing laminated embossed webs |
| US4300981A (en) * | 1979-11-13 | 1981-11-17 | The Procter & Gamble Company | Layered paper having a soft and smooth velutinous surface, and method of making such paper |
| IT1225324B (it) * | 1988-11-23 | 1990-11-06 | Perini Finanziaria Spa | Macchina per la trasformazione della carta con cilindri goffratori cooperanti per l'accoppiamento punta-punta di due nastri di carta da essi goffrati |
| JPH0761350B2 (ja) * | 1990-02-06 | 1995-07-05 | 株式会社瑞光 | ナプキン |
-
1992
- 1992-11-24 FR FR9214063A patent/FR2698314B1/fr not_active Expired - Lifetime
-
1993
- 1993-11-22 DE DE69312730T patent/DE69312730T2/de not_active Expired - Lifetime
- 1993-11-22 ES ES97100688T patent/ES2170289T3/es not_active Expired - Lifetime
- 1993-11-22 AT AT97100688T patent/ATE212904T1/de active
- 1993-11-22 DK DK97100688T patent/DK0776758T3/da active
- 1993-11-22 PT PT97100688T patent/PT776758E/pt unknown
- 1993-11-22 EP EP97100688A patent/EP0776758B1/fr not_active Expired - Lifetime
- 1993-11-22 AT AT94900863T patent/ATE156062T1/de active
- 1993-11-22 EP EP94900863A patent/EP0670773B1/fr not_active Expired - Lifetime
- 1993-11-22 WO PCT/FR1993/001146 patent/WO1994012343A1/fr active IP Right Grant
- 1993-11-22 DE DE69331555T patent/DE69331555T2/de not_active Expired - Lifetime
- 1993-11-22 DK DK94900863.5T patent/DK0670773T3/da active
- 1993-11-22 ES ES94900863T patent/ES2105600T3/es not_active Expired - Lifetime
- 1993-11-22 CA CA002150023A patent/CA2150023C/fr not_active Expired - Lifetime
-
1995
- 1995-05-22 NO NO19952026A patent/NO316430B1/no unknown
- 1995-05-23 FI FI952513A patent/FI115125B/fi not_active IP Right Cessation
-
1996
- 1996-10-28 US US08/738,703 patent/US6048603A/en not_active Expired - Lifetime
-
1997
- 1997-10-01 GR GR970402555T patent/GR3024908T3/el unknown
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB363699A (en) * | 1930-01-28 | 1931-12-23 | Cellulose Products Inc | Improvements in or relating to paper handkerchiefs, towels, table napkins or like articles and methods of making the same |
| FR725653A (fr) * | 1930-10-22 | 1932-05-17 | Serviette en papier ou analogue et procédé pour sa fabrication | |
| FR811093A (fr) * | 1935-10-26 | 1937-04-06 | Linge hygiènique, tel que mouchoir | |
| US2897108A (en) * | 1953-05-11 | 1959-07-28 | Kimberly Clark Co | Disposable absorbent pad |
| FR2075452A5 (fr) * | 1970-01-12 | 1971-10-08 | Int Paper Canada | |
| US3868205A (en) * | 1973-03-15 | 1975-02-25 | Kimberly Clark Co | Embossed paper toweling and method of production |
| USH377H (en) * | 1986-05-13 | 1987-12-01 | Moore Business Forms, Inc. | Releaseable adhesive pads |
| WO1990014220A1 (fr) * | 1989-05-26 | 1990-11-29 | Marquis Philip H | Papier calque tenant automatiquement |
| WO1992014605A1 (fr) * | 1991-02-20 | 1992-09-03 | Kaysersberg | Feuilles de papier multicouches presentant des marquages, procede et dispositif pour leur elaboration |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1996009162A1 (fr) * | 1994-09-21 | 1996-03-28 | Sca Hygiene-Paper Gmbh | Produit en papier de soie multicouche en forme de bande et sa fabrication |
| US5874157A (en) * | 1996-04-02 | 1999-02-23 | The Procter & Gamble Company | Separable laminated paper product |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0670773A1 (fr) | 1995-09-13 |
| DE69312730T2 (de) | 1997-11-27 |
| US6048603A (en) | 2000-04-11 |
| NO952026L (no) | 1995-07-19 |
| ES2105600T3 (es) | 1997-10-16 |
| FI115125B (fi) | 2005-03-15 |
| EP0776758A2 (fr) | 1997-06-04 |
| EP0776758B1 (fr) | 2002-02-06 |
| ATE212904T1 (de) | 2002-02-15 |
| NO952026D0 (no) | 1995-05-22 |
| DE69331555D1 (de) | 2002-03-21 |
| DK0670773T3 (da) | 1997-10-20 |
| GR3024908T3 (en) | 1998-01-30 |
| DE69312730D1 (de) | 1997-09-04 |
| EP0776758A3 (fr) | 1998-03-11 |
| ATE156062T1 (de) | 1997-08-15 |
| FR2698314B1 (fr) | 1994-12-23 |
| DE69331555T2 (de) | 2002-08-22 |
| NO316430B1 (no) | 2004-01-26 |
| ES2170289T3 (es) | 2002-08-01 |
| FR2698314A1 (fr) | 1994-05-27 |
| CA2150023A1 (fr) | 1994-06-09 |
| DK0776758T3 (da) | 2002-03-18 |
| FI952513A (fi) | 1995-05-23 |
| CA2150023C (fr) | 2006-01-17 |
| EP0670773B1 (fr) | 1997-07-30 |
| FI952513A0 (fi) | 1995-05-23 |
| PT776758E (pt) | 2002-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0670773B1 (fr) | Produit stratifie en ouate de cellulose | |
| EP1239079B1 (fr) | Feuille de papier avec coussinets | |
| CA1299079C (fr) | Feuille stratifiee absorbante et procede pour fabriquer une tellefeuille | |
| EP1084300B1 (fr) | Produit en papier absorbant comprenant trois plis et son procede de fabrication | |
| EP2142060B1 (fr) | Rouleau de produit cellulosique fibreux | |
| EP0572503B1 (fr) | Feuilles de papier multicouches presentant des marquages et procede pour leur elaboration | |
| FR2508845A1 (fr) | Procede de formation d'une feuille stratifiee absorbante multiplis et serviette realisee a partir d'une telle feuille | |
| EP0876537A1 (fr) | Feuille stratifiee a gaufrage mixte | |
| FR2991345A1 (fr) | Structures fibreuses et leurs procedes de preparation | |
| EP1209289A1 (fr) | Feuille de papier absorbant crêpé, cylindre pour le gaufrage et procédé de fabrication d'une telle feuille | |
| EP0570579B1 (fr) | Feuilles complexes de papier absorbant | |
| EP2173550B1 (fr) | Feuille composite, rouleau d'une telle feuille, paquet de feuilles, et procédé de fabrication | |
| EP1845193A1 (fr) | Feuille absorbante délitable multiplis, rouleau et procédé de fabrication associés | |
| EP1081284B1 (fr) | Produit en papier absorbant comprenant au moins trois plis et son procédé de fabrication | |
| CA2357832C (fr) | Produit en papier absorbant comprenant deux plis | |
| EP1330352B1 (fr) | Procede de fabrication d'une feuille de papier absorbant multipli | |
| CA2379081C (fr) | Produit en papier absorbant a structure dissymetrique | |
| EP2132382B1 (fr) | Feuille absorbante a motif de gaufrage unique | |
| FR2712314A1 (fr) | Procédé de fabrication d'un tissu stratifié et tissu stratifié résultant. | |
| FR2602999A1 (fr) | Procede et dispositif de realisation de feuilles stratifiees par collage de deux nappes fibreuses gaufrees | |
| EP1584458B1 (fr) | Procédé de fabrication d'un produit cellulosique fibreux multiplis |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): CA FI NO US |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LU MC NL PT SE |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| DFPE | Request for preliminary examination filed prior to expiration of 19th month from priority date (pct application filed before 20040101) | ||
| WWE | Wipo information: entry into national phase |
Ref document number: 1994900863 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 1995 436476 Country of ref document: US Date of ref document: 19950523 Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2150023 Country of ref document: CA Ref document number: 952513 Country of ref document: FI |
|
| WWP | Wipo information: published in national office |
Ref document number: 1994900863 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 1996 738703 Country of ref document: US Date of ref document: 19961028 Kind code of ref document: A |
|
| WWG | Wipo information: grant in national office |
Ref document number: 1994900863 Country of ref document: EP |
|
| WWG | Wipo information: grant in national office |
Ref document number: 952513 Country of ref document: FI |