WO1997022455A1 - Fast cure of high density ethylene polymer foams - Google Patents
Fast cure of high density ethylene polymer foams Download PDFInfo
- Publication number
- WO1997022455A1 WO1997022455A1 PCT/US1995/016514 US9516514W WO9722455A1 WO 1997022455 A1 WO1997022455 A1 WO 1997022455A1 US 9516514 W US9516514 W US 9516514W WO 9722455 A1 WO9722455 A1 WO 9722455A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- foam
- blowing agent
- ethylene polymer
- channels
- ethylene
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/36—After-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C44/00—Shaping by internal pressure generated in the material, e.g. swelling or foaming ; Producing porous or cellular expanded plastics articles
- B29C44/34—Auxiliary operations
- B29C44/56—After-treatment of articles, e.g. for altering the shape
- B29C44/5609—Purging of residual gas, e.g. noxious or explosive blowing agents
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J9/00—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof
- C08J9/04—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent
- C08J9/12—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a physical blowing agent
- C08J9/14—Working-up of macromolecular substances to porous or cellular articles or materials; After-treatment thereof using blowing gases generated by a previously added blowing agent by a physical blowing agent organic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/04—Homopolymers or copolymers of ethene
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Toxicology (AREA)
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
Abstract
Disclosed is an extruded, dimensionally stable, ethylene polymer foam. The foam comprises an ethylene polymer material of 90 percent or more by weight of ethylene monomeric units. The foam has a density of 50 kilograms per cubic meter or more. The foam is substantially free of a permeability modifier. The foam has a fast-permeating blowing agent. The foam has a multiplicity of channels extending from a surface into the foam. The channels are free of direction with respect to the longitudinal extension of the foam. The channels allow permeation of blowing agent out of the foam and permeation of air into the foam (curing) to be accelerated. The foam resists collapse during curing due to the stiff nature of the foam polymer matrix. Further disclosed is a process for making the foam and a method for enhancing the release of blowing agent from the foam.
Description
FAST CURE OF HIGH DENSITY ETHYLENE POLYMER FOAMS
This invention relates to an extruded, dimensionally stable, high density ethylene
5 polymer foam which exhibits fast curing behavior.
Most blowing agents which can be employed in commercial manufacture of ethylene polymer foams have drawbacks concerning their use Such drawbacks can include flammability, toxicity, environmental problems such as ozone depletion, and product performance problems. For example, isobutane, which is commonly employed in making such
1 υ foams, is flammable; foams retaining substantial amounts of isobutane require special handling techniques during distribution to end users.
Due to the above drawbacks, it is desirable to remove most of or substantially all of the blowing agent from the foam prior to shipment to the end user It is desirable to accomplish this removal in a timely manner with minimal impact upon the physical properties
^ 5 or appearance of the end-product foam.
Many of the blowing agents which can be employed in commercial manufacture of ethylene polymer foams exhibit fast permeation of the blowing agent from the foam They permeate out of the foam noticeably faster than air counterpermeates into the foam to maintain internal pressure in the foam The thicker the foam, the more acute the imbalance
20 Examples of such fast-permeating blowing agents include n-butane, isobutane, and 1 , 1 - difluoroethane (HFC-152a).
When producing an ethylene polymer foam with a fast-permeating blowing agent, it has been found necessary to employ a permeability modifier, such as a fatty acid ester or a fatty acid amide, to prevent foam collapse. The problem with employing a permeability
25 modifier is that it slows permeation of the blowing agent out of the foam in both the short- term and the long-term. Thus, the necessary cure time to release a substantial portion of the blowing agent can be months or even years, depending upon the thickness of the foam Furthermore, permeability modifiers can be largely ineffective for some fast-permeating blowing agents, such as carbon dioxide
3° U.S. Patent No. 5,416, 129 relates employing a blowing agent comprised of carbon dioxide for the manufacture of uncrosslinked polyethylene foams of densities of less than 150 kilograms per cubic meter (kg/rr)3). However, the cure times required to obtain acceptable physical properties with these foams can be very long due to the rapid release of carbon dioxide relati e to its rate of replacement by air. 5 U.S. Patent No. 5,424,016 and WO 92/19439 provide excellent teachings concerning accelerating blowing agent release from an extruded plastic foam with minimal impact upon the physical properties or appearance of the end-product foam The reference teaches introducing channels or perforations into the foam together with a permeability modifier to attain accelerated blowing agent release while avoiding foam collapse The
reference also teaches the applicability of the invention to ethylene polymer foams such as those of low density polyethylene
It would be desirable to make an extruded ethylene polymer foam which could be blown with a fast-permeating blowing agent and be perforated to afford accelerated curi ng yet did not require a permeability modifier to prevent collapse Omission of the permeability modifier would permit even faster curing
Surprisingly, the inventor has discovered that an extruded, ethylene polymer foam made with a fast-permeating blowing agent but without a permeability modifier could be perforated to accelerate curing yet resist collapse
According to the present invention, there is an extruded, dimensionally stable, closed-cell, ethylene polymer foam The foam comprises an ethylene polymer material of 90 percent or more by weight of ethylene monomenc units The foam has a density of 50 kg/m^ or more The foam is substantially free of a permeability modifier The foam has a fast permeating blowing agent with a permeation rate through the ethylene polymer material of about 1 2 times the permeation rate of air or more The foam has a multiplicity of channels extending from a surface into the foam The channels are free of direction with respect to the longitudinal extension of the foam The channels are in gaseous communication with the environment outside of the foam and provide enhanced release of blowing agent from the foam as well as accelerated counterpermeation of air into the foam The foam resists col lapse even upon reduction in internal pressure inside the foam to significantly less than the environmental pressure outside the foam due to the stiff nature of the foam polymer matrix The relatively high density of the foam (50 kg/m3 or more) affords a sufficiently stiff polymer matrix The dimensions of the foam are substantially maintained by the stiff polymer matrix until the pressure imbalance is relieved by counterpermeation of air into the foam, which is accelerated by the channels extending into the foam
Further according to the present invention, there is a process for making an extruded, cured, dimensionally stable, closed-cell, ethylene polymer foam having a density 50 kg/rr)3 or more The foam is substantially free of a permeability modifier The process comprises, a) heating an ethylene polymer material comprising 90 percent or more by weight ethylene monomenc units to form a melt polymer material; b) incorporating into the melt polymer material at an elevated pressure a fast-permeating blowing agent having a permeation rate through the ethylene polymer material of about 1 2 times or more the permeation rate of air to form a foamable gel; c) extruding the foamable gel through a die under process conditions sufficient to form a solid, unitary structure, d) perforating the foam at a surface to form a multiplicity of channels extending therein free of direction with respect to the longitudinal extension of the foam; and e) allowing sufficient time for a substantial portion of the blowing agent to permeate from the foam and air to permeate into the foam
Further according to the present invention, there is a method for accelerati ng the cure of an extruded, ethylene polymer foam blown with a fast permeating blowing agent The method comprises: (a) providing the foam in a density of 50 kg/m3 or more and being substantially free of a permeability modifier; and (b) perforating the foam at a surface to form a multiplicity of channels extending therein free of direction with respect to the longitudinal extension of the foam.
The novel features of the present invention and the context within which they are set will be better understood upon reviewing the following specification together with the drawings
Fig. 1 shows a foam according to the present invention Fig. 2 shows a cross-sectional view along line 2-2 of the foam of Fig. 1 Fig. 3 shows a device for perforating the foam according to the present invention The inventor has discovered that an extruded, cured, dimensionally stable, high density foam of an ethylene polymer can be prepared with a fast-permeating blowing agent and substantially free or without a permeability modifier
This discovery is surprising because extruded ethylene polymer foams, such as those of low density polyethylene, typically are susceptible to collapse because of their soft, resilient nature. Extruded ethylene polymer foams are particularly susceptible to collapse if they are blown with a fast-permeating blowing agent and subsequently perforated to enhance release of the blowing agent and not extruded with a conventional permeability modifier to control the rate of release of the blowing agent. The rate of permeation of blowing agent out of the foam is significantly faster than the rate of counterpermeation of air into the foam resulting in a lower internal cell gas pressure inside the foam than the atmospheric or environmental gas pressure outside the foam. The pressure imbalance induces foam collapse resulting in dimensional instability.
The inventor has discovered that perforated ethylene polymer foams of a certain density range, that is, about 50 kg/m3 or more, more advantageously about 75 kg/m3 or more and most advantageously about 90 kg/m3 or more according to ASTM D- 1622-88 are capable of substantially resisting collapse which might otherwise be brought about by the pressure imbalance. Ethylene polymer foams, particularly low density polyethylene foams, of those density ranges typically have a sufficiently rigid or stiff foam polymer matrix to resist collapse until such time as enough air counterpermeates into the foam to eliminate the pressure imbalance between the cell gas pressure inside and the gas pressure outside the foam The most advantageous density ranges will depend upon polymer material properties, permeation rate of the fast-permeating blowing agent, channel depth, and channel spacing
The most advantageous feature of the present invention is that for certain high density ethylene polymer foams, it is now possible to take full advantage of perforating to accelerate release of blowing agent without concerns of foam collapse Further, it is also now
possible to accelerate release of blowing agent without having to employ a conventional permeability modifier to slow it down to some degree to prevent collapse Thus, even faster curing of the foam is now possible. The foam exhibits a satisfactory degree of dimensional stability The foam maintains 85 or more percent of initial volume wherein initial volume is measured 5 minutes after extrusion
In the prior art, stability control agents (permeability modifiers) have been added to ethylene polymer foams in quantities of about 0.2 parts per hundred (pph) to about 2 0 pph based upon polymer weight to reduce the permeation rate of fast-permeating blowing agents out of the foam to approximately that of the .counterpermeation rate of air into the foam Conventional stability control agents include amides and esters of C,o-C24 fatty acids such as stearyl stearamide, glycerol monostearate, and glycerol distearate as well as minor amounts of polystyrene Teachings to various stability control agents are seen in U S Patent Nos 3,644,230 and 4,214,054.
The foam is free or substantially free of a conventional stabi lity control agent (permeability modifier). Substantially free of a stability control agent means the ethylene polymer foam lacks a sufficient content of a stability control agent to slow the rate of permeation of a fast-permeating blowing agent to less than 1 2 times the rate of permeation of air through the ethylene polymer material comprising the foam wherein the rate of permeation is calculated by the method described below Preferably, the foam is completely free of a stability control agent.
The foams are perforated by puncturing the foam with a multiplicity of sharp, pointed objects in the nature of a needle, pin, spike, or nail Needles are pre erred. Needle diameter is preferably greater than or equal to 1.5 millimeters (mm) and most preferably from 2 to 3 mm The needles are preferably composed of a metal The needles may puncture or perforate the foam either partly through or entirely through the foam The multiplicity of needles preferably perforates the foam in such a number and a pattern that the foam is not unduly or excessively compressed at any particular surface or region thereof Excessive compression can be avoided by employing adequate spacing between perforating needles and/or by perforating in an alternating pattern such that simultaneously occurring perforations in adjacent areas are minimized. Perforating may take place at any time after the foam is extruded but advantageously takes place immediately or soon afterwards in the interest of manufacturing efficiency. Illustrative of a perforating device is rack 60 containing nails 62 shown in Figure 3
A mat or bed of individually or collectively reciprocating needles (not shown) may be contemplated A roller or rollers having radially disposed needles (not shown) in proximity to a passing foam may also be contemplated.
The channels formed by perforation have an average spacing along the surfaces of the foam of preferably up to 2.5 centimeters and more preferably up to 1.3 centimeters Spacing should be close enough to ensure a short diffusion path for blowing agent to escape from the foam and air to enter the foam yet far enough apart to ensure that blowing agent loss is not too rapid and that the mechanical impact of perforation does not compress the foam to an excessive or undue degree.
The prior art relates foams of coalesced foam strands having channels directional with the longitudinal extension formed by extrusion from a multioπfice die as seen in U S Patent Nos. 3,573,152 and 4,824,720. The present foam distinguishes from the prior art foams by having channels free of direction or not directional with respect to the longitudinal extension or extrusion direction of foam. The channels may be angled toward but not directional with the longitudinal extension. As seen in Figure 2, channels 30 are preferably situated between 30 and 90 degrees with respect to the longitudinal extension of foam 10 and more preferably generally perpendicularly to the longitudinal extension of foam 10 Reference to the angle of channels 30 is shown in Figure 2 as angle θ for channels angled toward the extrusion direction, the reverse extrusion direction, or any direction in between Both the extrusion direction and the reverse thereof correspond to the longitudinal extension of the foam Alternatively or additionally, channels (not shown) may extend from surfaces 50 into foam 20 to assist in removal of the blowing agent. As for channels 30 extending into foam 20 from surfaces 40, channels (not shown) extending from surfaces 50 into foam 20 may be angled in corresponding fashion toward but not directional with the longitudinal extension, may be angled toward any direction between the extrusion direction and the reverse extrusion direction, or may extend generally perpendicularly therein with respect to the longitudinal extension.
The present foam comprises an ethylene polymer mateπal Suitable ethylene polymer materials include ethylene homopolymers and copolymers of ethylene compounds and copolymerizable ethylenically unsaturated comonomers. The ethylene polymer material may further include minor proportions of non-ethylene polymers. The ethylene polymer material may be comprised solely of one or more ethylene homopolymers, one or more ethylene copolymers, a blend of one or more of each of ethylene homopolymers and copolymers, or blends of any of the foregoing with a non-ethylene polymer Regardless of composition, the ethylene polymer material comprises greater than 90 and preferably greater than 95 weight percent of ethylene monomeric units. Most preferably, the ethylene polymer material is comprised completely or entirely of ethylene monomeric units Most preferred ethylene polymers are polyethylene homopolymers. Polyethylenes may be of the high, medium, low, linear low, or ultra-low density type. The polyethylenes may be linear, branched, or lightly cross-linked A preferred polyethylene is low density polyethylene
Suitable ethylene copolymers may be comprised of ethylene monomeric units and minor amounts, 10 percent or less by weight, of a monoethylenically unsaturated monomeπc unit or units copolymerizable therewith. Suitable comonomers include C2 6 alkyl acids and esters, ionomeric derivatives, C -6 dienes, and C3.9 olefins. Examples of suitable comonomers include acrylic acid, itaconic acid, maleic acid, methacrylic acid, ethacrylic acid, methyl acrylate, methyl methacrylate, ethyl acrylate, vinyl acetate, carbon monoxide, maleic anhydride, acrylonitrile, propylene, isobutylene, and butadiene.
The present ethylene polymer foam is generally prepared by heating an ethylene polymer material to form a plasticized or melt polymer mateπal, incorporating therein a blowing agent to form a foamable gel, and extruding the gel through a die to form the foam product. Prior to mixing with the blowing agent, the polymer material is heated to a temperature at or above its glass transition temperature or melting poi nt The blowing agent may be incorporated or mixed into the melt polymer material by any means known in the art such as with an extruder, mixer, or blender. The blowing agent is mixed with the melt polymer material at an elevated pressure sufficient to prevent substantial expansion of the melt polymer material and to generally disperse the blowing agent homogeneously therein. Optionally, a nucleator may be blended in the polymer melt or dry blended with the polymer material prior to plasticizing or melting. The foamable gel is typically cooled to a lower temperature to optimize physical characteristics of the foam The gel may be cooled in the extruder or other mixing device or in separate coolers. The gel is then extruded or conveyed through a die of desired shape to a zone of reduced or lower pressure to form the foam The zone of lower pressure is at a pressure lower than that in which the foamable gel is mai ntained prior to extrusion through the die. The lower pressure may be superatmospheπc or subatmospheric (vacuum), but is preferably at an atmospheric level
Blowing agents useful in making the present foam are those of a fast-permeating blowing agent. Preferably, the blowing agent comprises 70 mole percent or more of a fast- permeating blowing agent based upon the total number of moles of blowing agent T ypically, due to environmental regulations limiting blowing agent selection, a blowing agent may typically consist essentially or entirely of a fast- perm eating blowing agent A fast-permeating blowing agent is a blowing agent with a permeation rate through the ethylene polymer material of about 1.2 times or more the permeation rate of air in the ethylene polymer material . The permeation rate is measured according to ASTM D- 1 34 with the test gas at a pressure of one atmosphere or the equilibrium vapor pressure of the gas at 23°C if the boiling point is greater than 23°C. Examples of such fast-permeating blowing agents include methane, ethane, propane, n-butane, isobutane, n-pentane, isopentane, methyl chloride, ethyl chloride, carbon dioxide, ethanol, and 1 , -difluoroethane (HFC- 152a) Other teachings to measurement of permeation and fast-permeating blowing agents are seen in U S Patent No 4,694,027
The blowing agent may optionally contain non-fast-permeating blowing agents having a permeation rate of less than about 1.2 times the permeation rate of air in the ethylene polymer material. A preferred blowing agent is one of substantially or entirely of isobutane Other useful blowing agents are mixtures of isobutane/carbon dioxide, isobutane/n-butane, and entirely carbon dioxide.
The present invention is useful in accelerating release of flammable blowing agents from the foam. A flammable blowing agent is one that has a lower explosion limit of less than 4 percent by volume in air according to ASTM 681-85 A flammable blowing agent may be a single blowing agent or a mixture of blowing agents Flammable blowing agents include isobutane, n-butane, propane, and ethane.
The amount of blowing agent incorporated into the polymer melt material to make a foam-forming polymer gel is preferably from 0 2 to 1 0 gram-moles per kilogram of polymer, more preferably from 0.2 to 0.7 gram-moles per kilogram of polymer, and most preferably from 0.2 to 0.5 gram-moles per kilogram of polymer
A particularly useful embodiment of the present invention is making the foams with a blowing agent comprised entirely or of a substantial proportion of carbon dioxide It was particularly surprising that carbon dioxide could be employed because of its unusually rapid and uncontrollable permeation from ethylene polymer foams Carbon dioxide typically permeates through unmodified low density polyethylene about nine times faster than air and its permeation rate is not substantially impacted by the presence or absence of a permeability modifier
The present invention permits the use of carbon dioxide by accelerating counterpermeation of air into the foam to replace permeated carbon dioxide The channels i n the foam accelerate counterpermeation of air by shortening the average diffusion path into the foam. Also, the relatively stiff polymer matrix prevents collapse thus maintaining good skin quality and maximizing the pressure gradient or differential between the interior and exterior of the foam; maximizing pressure gradient maximizes the counterpermeation rate of air into the foam resulting in faster equalization of internal and external pressures and gas content Negative cell gas pressure (less than external pressure) diminishes mechanical properties of the foam even if collapse is prevented. Thus, the present invention affords rapid restoration of foam mechanical properties in spite of rapid permeation of carbon dioxide from the foam Useful carbon dioxide-blown foams include the following: foams of about 75 kg m3 or more density blown with about 50 mole percent or more carbon dioxide and a balance of another fast-permeating blowing agent and/or a non-fast-permeating blowing agent; foams of about 85 kg/m3 or more density blown with about 70 mole percent or more carbon dioxide and a balance of another fast-permeating blowing agent and/or a non-fast- permeating blowing agent; and foams of about 90 kg/m3 or more density blown with entirely
(100 percent) or substantially entirely (95-100 mole percent) carbon dioxide The balance of blowing agent other than carbon dioxide preferably comprises entirely another fast- permeating agent or agents to further facilitate fast curing Particularly useful agents include isobutane, n-butane, and 1 , 1-difluoroethane (HFC- 152a).
Various additives may be incorporated in the present foam such as inorganic fillers, pigments, antioxidants, acid scavengers, ultraviolet absorbers, flame retardants, processing aids, and extrusion aids.
In addition, a nucleating agent may be added in order to control the size of foam cells. Preferred nucleating agents include inorganic substances such as calcium carbonate, talc, clay, titanium dioxide, silica, barium stearate, diatomaceous earth, and mixtures of citric acid and sodium bicarbonate. The amount of nucleating agent employed may range from 0 01 to 5 parts by weight per hundred parts by weight of a polymer resin The preferred range is from 0.1 to 3 parts by weight The foam may take any physical configuration known in the art such as sheet or plank. The invention is particularly advantageous with unitary plank foams of 1 inch (25 4 millimeters) thick or more in cross-section because the problem of the imbalance of rate of permeation of blowing agent out of the foam versus the rate of permeation of air into the foam is more acute the thicker the foam. A unitary foam is one that is extruded in a single, continuous form from a single orifice in an extrusion die. A unitary foam is distinguished from the foams of coalesced strands described above.
The foam preferably has a closed cell content of 80 percent or more and more preferably a closed cell content of 90 percent or more according to ASTM D2856-87
The foam may also be exposed to elevated temperatures in excess of ambient levels for a period of time to further assist in accelerating the release of blowing agent. The exposure temperature may range up to an elevated temperature where foam dimensional stability is not substantially negatively imparted. Preferred temperatures typically range from about 72°F-1 10°F (23"C-430C). The foam may be exposed to elevated temperatures in a heated warehouse or storage area. The foam is particularly useful in cushioning and packaging applications.
The following are examples of the present invention, and are not to be construed as limiting. Unless otherwise indicated, all percentages, parts, or proportions are by weight based upon polymer resin weight.
Extruded, cured, dimensionally stable, high density ethylene polymer foams were made according to the process of the present invention. Corresponding non-perforated foams (control foams) not of the present invention (not perforated) were also prepared
The perforated foams and non-perforated foams were tested and compared for a variety of curing and mechanical properties.
Example 1 and Control Example 1
An extruded, cured, dimensionally stable, high density foam of low density polyethylene was prepared with an isobutane blowing agent The foam was compared wi th ,>. corresponding non-perforated foam for curing time and various mechanical properties
The foams were extruded on a process comprising an extruder, a mixer, a cooler, and a die in series. The foam-forming formulation comprised a low density polyethylene (mel t index = 4.0 g 10 minutes; melt tension = 4.7 g; density = 0 921 g/cc), Hydrocerol CF-70 (Boehringer Ingelhein) at 0 09 pph as a nucleating agent, and Irganox 1010 (Ciba) at 0 06 pph as an antioxidant, and a blowing agent of isobutane at 2.65 pph The foams had a thickness oi 56.5 mm and a width of 623 mm. The foam of the example was subsequently perforated completely through with needles of 2.0 mm diameter at l O mm spacings
The curing and physical properties of the foam are as set forth in Table l
The foams of the present invention exhibited substantial ly better curing time, compression set, and compressive recovery and better compressive strength than the corresponding control foam The present foam exhibited acceptable performance in each curing and physical property.
TABLE 1
PHYSICAL PROPERTIES OF THE FOAM PRODUCED IN
EXAMPLE 1 AND CONTROL EXAMPLE 1
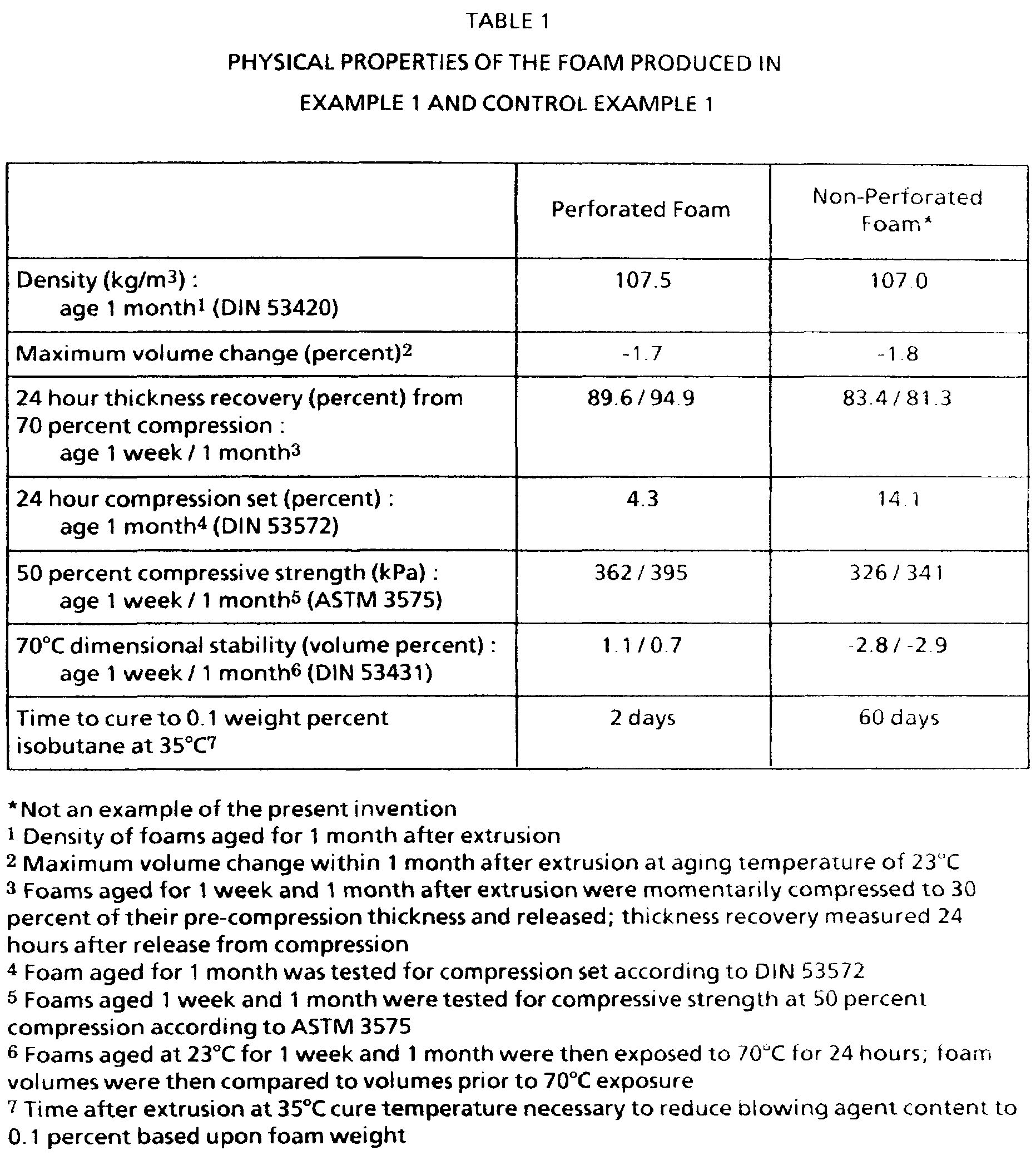
*Not an example of the present invention i Density of foams aged for 1 month after extrusion Maximum volume change within 1 month after extrusion at aging temperature of 23 C Foams aged for 1 week and 1 month after extrusion were momentarily compressed to 30 percent of their pre-compression thickness and released; thickness recovery measured 24 hours after release from compression
4 Foam aged for 1 month was tested for compression set according to DIN 53572
5 Foams aged 1 week and 1 month were tested for compressive strength at 50 percent compression according to ASTM 3575
6 Foams aged at 23°C for 1 week and 1 month were then exposed to 70UC for 24 hours, foam volumes were then compared to volumes prior to 70°C exposure
7 Time after extrusion at 35°C cure temperature necessary to reduce blowing agent content to 0 1 percent based upon foam weight
Example 2 and Control Example 2
An extruded, cured, dimensionally stable, high densi ty loam o f low density polyethylene was prepared with a carbon dioxide blowing agent Corresponding nor. perforated foams (control foams) not of the present invention (not perforated) were ui^o prepared.
The foams were extruded on a process compπsing an extruder, m i xer, a cooler and a die in series. The foam-forming formulation comprised a low density polyethylene (mei t index = 2 3 g/10 minutes; melt tension = 5.7 g; density = 0.9239 g/cc), Hydrocerol CF-70 (Boehringer Ingelhein) at 0.075 pph as a nucleating agent, and Irganox 1010 (Ciba) a t 0.06 pph as an antioxidant, and a blowing agent of carbon dioxide at 1 35 pph The foams had a thickness of 55.7 mm and a width of 620 mm. The foam of the example was subsequentl y' perforated completely through with needles of 2.0 mm diameter at 10 mm spaci ngs The physical properties of the foams are as set forth i n Table 2 The foam of the present invention exhibited substantially better compressi ve recovery, compression set, and 70°C dimensional stability and better compressive strength thύr, the corresponding control foam. The present foam exhibited acceptable performance in each physical property.
TABLE 2
PHYSICAL PROPERTIES OF THE FOAM PRODUCED I N
EXAMPLE 2 AND CONTROL EXAMPLE 2

*Not an example of the present invention
1 Density of foams aged for 1 month after extrusion
2 Maximum volume change within 1 month after extrusion at aging temperature of 23°C
3 Foams aged for 1 week and 1 month after extrusion were momentarily compressed to 30 percent of their pre-compression thickness and released; thickness recovery measured 24 hours after release from compression
4 Foam aged for 1 month was tested for compression set according to DIN 53572
5 Foams aged 1 week and 1 month were tested for compressive strength at 50 percent compression according to ASTM 3575
6 Foams aged at 23°C for 1 week and 1 month were then exposed to 70°C for 24 hours, foam volumes were then compared to volumes prior to 70°C exposure
Example 3 and Control Example 3
An extruded, cured, dimensionally stable, high density foam ot low densi ty polyethylene was prepared with a carbon dioxide /isobutane blowing agent Correspondi ng non-perforated foams (control foams) not of the present invention (not pertorated) were also prepared
The foams were extruded on a process comprising an extruder a mixer, a cooler and a die in series The foam-forming formulation comprised the low density polyethylene o i
Example 1 , Hydrocerol CF-70 (Boehringer Ingelhein) at O 06 pph as a nucleati ng agen t, and Irganox 1010 (Ciba) at O 06 pph as an antioxidant, and a blowing agent of 77/23 molar carbon dioxide/isobutane at 1 16 pph/0 6 pph The foam had a thickness of 54 mm and a width of 619 mm The foam of the sample was subsequently perforated completely through with reeα s c i
2 0 mm diameter at 10 mm spacings
The curing and physical properties of the foam are as set forth i n T able 3 The foam of the present invention exhibited substantially better compression s t
70°C di mensional stability, and cure time and better compressive recovery ana compressive strength than the corresponding control foam The present foam exhibited acceptable performance in each physical property
TABLE 3
PHYSICAL PROPERTIES OF THE FOAM PRODUCED I N
EXAMPLE 3 AND CONTROL EXAMPLE 3

* Not an example of the present invention
1 Density of foams aged for 1 month after extrusion Maximum volume change within 1 month after extrusion at aging temperature ot 23
3 Foams aged for 1 week and 1 month after extrusion were momentarily compressed to 30 percent of their pre-compression thickness and released; thickness recovery measured 24 hours after release from compression Foam aged for 1 month was tested for compression set according to DIN 53572 δ Foams aged 1 week and 1 month were tested for compressive strength at 50 percent compression according to ASTM 3575
6 Foams aged at 23°C for 1 week and 1 month were then exposed to 70"C for 24 hours, foam volumes were then compared to volumes prior to 70°C exposure
7 Time after extrusion at 35°C cure temperature necessary to reduce blowing agent content to 0.1 percent based upon foam weight
While embodiments of the foam of the present invention have been shown wi ti , regard to specific details, it will be appreciated that depending upon the manutactui mg process and the manufacturer's desires, the present invention may be modi fied by vui ,ous changes while still being fairly within the scope of the novel teachings and princi ple^ herei n ci forth
Claims
1. An extruded, dimensionally stable, ethylene polymer foam, comprisi ng an ethylene polymer material comprising 90 percent or more by weight of ethyl ene monomers units, the foam having a density of 50 kilograms per cubic meter or more, the roam bei ng substantially free of a permeability modifier, the foam having a fast-permeating blowing agent, the foam having a multiplicity of channels extending from a surface i nto the foam the channels being free of direction with respect to the longitudinal extension of the foam
2. The foam of Claim 1 , wherein the polymer comprises a low density polyethylene, the channels having an average spacing of up to 2 5 centimeters, the foam bei ng closed cell, the foam having a thickness in cross-section of 1 inch (25 4 millimeters) or more
3. The foam of Claim 2, wherein the ethylene polymer material comprises at 95 percent or more by weight of ethylene monomeric units, the foam having a density or 75 kilograms per cubic meter or more .
4. The foam of Claims 1 , 2, or 3, wherein the foam has a blowi ng agent comprising 70 percent or more by mole of a blowing agent selected from the group consisting of isobutane, n-butane, and 1 , 1 -difluoroethane based upon the total weight of the blowing agent
5. The foam of Claim 3, wherein the blowing agent comprises 70 percent or m ore by mole carbon dioxide.
6. The foam of Claim 5, wherein the foam has a density of 90 ki lograms per cubic meter or more.
7. A process for making an extruded, dimensionally stable, closed-cell, einylene polymer foam capable of accelerated curing, comprising:
a) heating an ethylene polymer material comprising 90 percent or more by weight ethylene monomeric units to form a melt polymer material ;
b) incorporating into the melt polymer material at an elevated pressur e lust permeating blowing agent;
c) extruding the foamable gel through a die under process condi tions su f fi cien t to form the foam at a density of 50 kilograms per cubic meter or more, the foamable gel bei ng extruded through the die substantially free of a permeability modifier,
d) perforating the foam at a surface to form a multiplicity of channels extending therein free of direction with respect to the longitudinal extension of the foam, and
e) allowing sufficient time for a portion of the blowing agent to permeate from the foam and air to permeate into the foam.
8. The process of Claim 7, wherein a nucleating agent is incorporated i nto the melt polymer material.
9. A method for accelerating the cure of an extruded, ethylene polymer foam having a density of 50 kilograms per cubic meter or more and blown with a fast permeating blowing agent, the method comprising: (a) providing the foam wherein the foam is substantially free of a permeability modifier; and (b) perforati ng the foam at a surface to f or m a multiplicity of channels extending from the surface into the foam, the foam being perforate d to form channels free of direction with respect to the longitudinal extension of the foam.
Disclosed is an extruded, dimensionally stable, ethylene polymer foam. The foam comprises an ethylene polymer material of 90 percent or more by weight of ethylene monomeric units The foam has a density of 50 kilograms per cubic meter or more. The foam is substantially free of a permeability modifier The foam has a fast-permeati ng blowi ng agent The foam has a multiplicity of channels extending from a surface into the foam. The channels are free of direction with respect to the longitudi nal extension of the foam . The channels allow permeation of blowing agent out of the foam and permeation of ai r into the foam (curing) to be accelerated. The foam resists collapse during curing due to the sti ff na t ure of t he foam polymer matrix. Further disclosed is a process for making the foam and a method tor enhancing the release of blowing agent from the foam.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/US1995/016514 WO1997022455A1 (en) | 1995-12-20 | 1995-12-20 | Fast cure of high density ethylene polymer foams |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/US1995/016514 WO1997022455A1 (en) | 1995-12-20 | 1995-12-20 | Fast cure of high density ethylene polymer foams |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO1997022455A1 true WO1997022455A1 (en) | 1997-06-26 |
Family
ID=22250314
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US1995/016514 WO1997022455A1 (en) | 1995-12-20 | 1995-12-20 | Fast cure of high density ethylene polymer foams |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO1997022455A1 (en) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6093752A (en) * | 1998-03-16 | 2000-07-25 | The Dow Chemical Company | Open-cell foam and method of making |
| US6133333A (en) * | 1998-12-04 | 2000-10-17 | The Dow Chemical Company | Soft and flexible foams made from blends of alkenyl aromatic polymers and alpha-olefin/vinyl or vinylidene aromatic and/or sterically hindered aliphatic or cycloaliphatic vinyl or vinylidene interpolymers |
| US6160029A (en) * | 2000-03-08 | 2000-12-12 | The Dow Chemical Company | Olefin polymer and α-olefin/vinyl or α-olefin/vinylidene interpolymer blend foams |
| US6174471B1 (en) | 1999-03-15 | 2001-01-16 | The Dow Chemical Company | Open-cell foam and method of making |
| US6369120B1 (en) | 1998-12-04 | 2002-04-09 | The Dow Chemical Company | Acoustical insulation foams |
| WO2005052246A1 (en) | 2003-11-20 | 2005-06-09 | Shaw Industries Group, Inc. | Carpet structure with plastomeric foam backing |
| US9051683B2 (en) | 1997-02-28 | 2015-06-09 | Columbia Insurance Company | Carpet, carpet backings and methods |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1992019439A1 (en) * | 1991-04-30 | 1992-11-12 | The Dow Chemical Company | Perforated plastic foam and process for making |
| WO1993015132A1 (en) * | 1992-02-04 | 1993-08-05 | The Dow Chemical Company | Dimensionally-stable polypropylene foam expanded with inorganic blowing agents |
-
1995
- 1995-12-20 WO PCT/US1995/016514 patent/WO1997022455A1/en active Application Filing
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1992019439A1 (en) * | 1991-04-30 | 1992-11-12 | The Dow Chemical Company | Perforated plastic foam and process for making |
| WO1993015132A1 (en) * | 1992-02-04 | 1993-08-05 | The Dow Chemical Company | Dimensionally-stable polypropylene foam expanded with inorganic blowing agents |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9051683B2 (en) | 1997-02-28 | 2015-06-09 | Columbia Insurance Company | Carpet, carpet backings and methods |
| US6093752A (en) * | 1998-03-16 | 2000-07-25 | The Dow Chemical Company | Open-cell foam and method of making |
| US6133333A (en) * | 1998-12-04 | 2000-10-17 | The Dow Chemical Company | Soft and flexible foams made from blends of alkenyl aromatic polymers and alpha-olefin/vinyl or vinylidene aromatic and/or sterically hindered aliphatic or cycloaliphatic vinyl or vinylidene interpolymers |
| US6231795B1 (en) | 1998-12-04 | 2001-05-15 | The Dow Chemical Company | Soft and flexible foams made from blends of alkenyl aromatic polymers and alpha-olefin/vinyl or vinylidene aromatic and/or sterically hindered aliphatic or cycloaliphatic vinyl or vinylidene interpolymers |
| US6369120B1 (en) | 1998-12-04 | 2002-04-09 | The Dow Chemical Company | Acoustical insulation foams |
| US6174471B1 (en) | 1999-03-15 | 2001-01-16 | The Dow Chemical Company | Open-cell foam and method of making |
| US6160029A (en) * | 2000-03-08 | 2000-12-12 | The Dow Chemical Company | Olefin polymer and α-olefin/vinyl or α-olefin/vinylidene interpolymer blend foams |
| WO2005052246A1 (en) | 2003-11-20 | 2005-06-09 | Shaw Industries Group, Inc. | Carpet structure with plastomeric foam backing |
| EP2586910A1 (en) | 2003-11-20 | 2013-05-01 | Shaw Industries Group, Inc. | Carpet structure with plastomeric foam backing |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0584276B1 (en) | Perforated plastic foam and process for making | |
| US5585058A (en) | Method for providing accelerated release of a blowing agent from a plastic foam | |
| EP0585378B1 (en) | Foam blowing agent composition and process for producing foams | |
| US5462974A (en) | Expandable composition and process for extruded thermoplastic foams | |
| AU708997B2 (en) | Stability control agent composition for polyolefin foam | |
| JP3314358B2 (en) | Polystyrene foam and method for producing the same | |
| US6454981B1 (en) | Method of forming a partially perforated foam | |
| HU210653B (en) | Alkenyl-aromatic polymer foam profile | |
| AU757439B2 (en) | Process for producing extruded foam with CO2 as a blowing agent | |
| CA2082494C (en) | Production of foam boards of high compressive strength | |
| KR100284215B1 (en) | Process for preparing alkenyl aromatic foam | |
| CA2346992C (en) | Process for producing extruded polystyrene foam products with co2 containing blowing agents | |
| AU759122B2 (en) | Process for producing extruded styrenic foam | |
| WO1997022455A1 (en) | Fast cure of high density ethylene polymer foams | |
| US6632382B1 (en) | Extruded foam product with reduced surface defects | |
| US6066393A (en) | Polyolefin/ionomer blend for improved properties in extruded foam products | |
| JPH07268983A (en) | Wall heat insulating material for wooden framework building | |
| EP0463736A2 (en) | Method for production of styrenic foam using an alcohol-alkane blowing agent composition | |
| JPS5846209B2 (en) | Thermoplastic resin extrusion foam and its manufacturing method | |
| EP1246866A1 (en) | Extruded polystyrene foam with vicat temperature over 100 c |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): CA FI JP KR NO US |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LU MC NL PT SE |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| NENP | Non-entry into the national phase |
Ref country code: JP Ref document number: 97522733 Format of ref document f/p: F |
|
| 122 | Ep: pct application non-entry in european phase |