WO1998021274A1 - Polyolefin compositions with balanced sealant properties and improved modulus and method for same - Google Patents
Polyolefin compositions with balanced sealant properties and improved modulus and method for same Download PDFInfo
- Publication number
- WO1998021274A1 WO1998021274A1 PCT/US1997/020574 US9720574W WO9821274A1 WO 1998021274 A1 WO1998021274 A1 WO 1998021274A1 US 9720574 W US9720574 W US 9720574W WO 9821274 A1 WO9821274 A1 WO 9821274A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- ethylene polymer
- film
- composition
- polymer
- density
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/085—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/04—Homopolymers or copolymers of ethene
- C08L23/08—Copolymers of ethene
- C08L23/0807—Copolymers of ethene with unsaturated hydrocarbons only containing more than three carbon atoms
- C08L23/0815—Copolymers of ethene with aliphatic 1-olefins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/02—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers not modified by chemical after-treatment
- C09J123/04—Homopolymers or copolymers of ethene
- C09J123/08—Copolymers of ethene
- C09J123/0807—Copolymers of ethene with unsaturated hydrocarbons only containing more than three carbon atoms
- C09J123/0815—Copolymers of ethene with aliphatic 1-olefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
- B32B2307/736—Shrinkable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
- B32B2323/04—Polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2323/00—Polyalkenes
- B32B2323/10—Polypropylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/04—Homopolymers or copolymers of ethene
- C08J2323/08—Copolymers of ethene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2314/00—Polymer mixtures characterised by way of preparation
- C08L2314/02—Ziegler natta catalyst
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2666/00—Composition of polymers characterized by a further compound in the blend, being organic macromolecular compounds, natural resins, waxes or and bituminous materials, non-macromolecular organic substances, inorganic substances or characterized by their function in the composition
- C08L2666/02—Organic macromolecular compounds, natural resins, waxes or and bituminous materials
- C08L2666/04—Macromolecular compounds according to groups C08L7/00 - C08L49/00, or C08L55/00 - C08L57/00; Derivatives thereof
- C08L2666/06—Homopolymers or copolymers of unsaturated hydrocarbons; Derivatives thereof
Definitions
- This invention pertains to a sealant film composition comprising at least two ethylene polymer components.
- One aspect of the invention relates to a multilayer structure having balanced sealant properties and comprising a sealant layer and a polypropylene layer, wherein the sealant layer comprises and is made from a polymer composition having particular molecular weight characteristics and a second ethylene polymer.
- a preferred embodiment of the present invention pertains to a medium density polyolefinic film and composition characterized by an excellent balance of low seal initiation temperature and improved film modulus.
- the film and composition is comprised of and made from at least one lower density homogeneously branched ethylene polymer and at least one higher density heterogeneously or homogeneously branched ethylene polymer.
- ethylene polymers have long found utility in food packaging and food storage container applications, a polyolefin composition with the desired balance of properties in the form of a film, coating, lamination or coextrusion has not been available to fabricators and packagers .
- an optimum ethylene polymer composition for use as a sealant layer in packaging and storage applications would possess a number of key performance properties such as low heat seal and hot tack initiation temperatures, a high hot tack strength, a broad hot tack sealing window, good interlayer adhesion, a high softening point and low hexane extractables levels.
- a broad hot tack sealing window at high hot tack strengths i.e., the seal temperature range where the hot tack strength is greater than or equal to about 46 g/cm as measured by the Dupont spring method or greater than or equal to about 3.31 Newton/15 mm (5.6 N/in.) as measured using a mechanical hot tack tester such as, for example, a Top Wave Sealing unit
- a mechanical hot tack tester such as, for example, a Top Wave Sealing unit
- Good interlayer adhesion is also important for good package integrity as well as good package or container aesthetics. High softening points or temperatures are desired where goods are packaged at elevated temperatures such as in hot-fill applications. Low hexane extractables are required for food contact applications.
- BOPP structures utilize polypropylene copolymers and terpolymers as sealant materials (and/or adhesive layers) to insure good interlayer adhesion to the BOPP base layer. While polypropylene copolymers and terpolymers do indeed provide good interlayer adhesion to BOPP base layers as well as good hot tack strength performance, these copolymers and terpolymers invariably exhibit undesirably high heat seal and hot tack initiation temperatures . Other polyolefin materials have also been used as sealant materials for multilayer packaging and storage structures. However, in general, known polyolefin sealant materials do not provide the desired overall property balance and/or process flexibility desired by converters and packagers .
- compositions that possess the desired low seal initiation temperature characteristic invariably possess a relatively low film moduli.
- compositions that provide the desired medium to high film modulus are invariably characterized by an excessively high seal initiation temperature .
- a low seal initiation temperature and a medium to high (improved) film modulus are considered to be key performance properties for several reasons.
- An improved film modulus film stiffness
- a medium to high film modulus is also required for compression filling applications to insure good dimensional stability and thereby permit film structures, plastic tubes and the like to stand upright to facilitate efficient filling of the item to be packaged.
- a low seal initiation temperature is required to insure higher packaging speeds. That is, the lower the temperature at which strong seals can be formed, the more packaging units per unit of time can be made to maximize productivity. Also, lower seal initiation temperatures permit less precise sealing equipment temperature control as well as less seal energy consumption.
- TAFMER TM resins supplied by Mitsui Petrochemical
- TAFMER resins are known to provide sealants with relatively low seal initiation temperatures.
- TAFMER resins are not known to provide the overall desired performance balance, neither as a single component sealant material or when used as a polymer blend component materi ⁇ al.
- TAFMERTM resins are also relatively expensive and are continually in limited commercial supply.
- heterogeneously branched ethylene polymers such as linear low density polyethylene (LLDPE) and ultra low density polyethylene (ULDPE)
- LLDPE linear low density polyethylene
- ULDPE ultra low density polyethylene
- heterogeneously branched ethylene polymers do not provide the desired overall property balance for optimum use as sealant materials and they are particularly ill-suited for BOPP structures.
- heterogeneously branched linear low density polyethylene (LLDPE) (and, as such, sealant layers made from these polymers) are particularly deficient in regards to interlayer adhesion to polypropylene layers.
- heterogeneously branched ethylene polymers tend to possess medium to low seal initiation temperatures and medium to low film moduli and, as such, are not optimally suited for high speed packaging operations where good film machinability is required.
- Homogeneously branched ethylene polymers such as AFFINITYTM resins supplied by The Dow Chemical Company are also available for use as sealant materials. While homogeneously branched ethylene polymer materials generally exhibit improved sealing initiation performance, such invariably possess relatively low film moduli.
- U.S. Patent No. 4,429,079 to Shibata, et al discloses an ethylene/alpha-olefin copolymer blend composition comprising a mixture of (A) 95-40 weight percent of a random copolymer of ethylene and an alpha-olefin having 5 to 10 carbon atoms which has a melt index of 0.1 to 20 g/10 min., a density of 0.910 to 0.940 g/cc, a crystallinity by X-rays of o
- the (A) component polymer is said to be produced by a titanium catalyst system and the (B) component polymer is said to be produced by a vanadium catalyst.
- Both of these catalyst systems are known as Ziegler-Natta type catalysts which produce linear ethylene alpha-olefin polymers. That is, the polymer will have a linear molecular backbone without any long chain branching. Further, the (A) component polymer will also be expected to have a heterogeneously branched short chain distribution, while the (B) component polymer will be expected to have a homogeneously branched short chain distribution.
- the film fabricated from the Shibata et al . composition allegedly has good low-temperature heat sealability, heat seal strength, pin hole resistance, transparency and impact strength. However, Shibata et al.
- U.S. Patent 4,981,760 to Naito et al. discloses a polyethylene mixture having a density of from 0.900 to 0.930 g/cc and melt flow rate of from 0.1 to 100 g/10 in., which comprises (I) from 60 to 99 parts by weight of an ethylene- ⁇ - olefin random copolymer comprising ethylene and an ⁇ -olefin having from 4 to 10 carbon atoms, the copolymer having an ⁇ - olefin content of from 2.0 to 10 mol % and a density of from 0.895 to 0.915 g/cc, the programmed-temperature thermogram of said copolymer as determined with a differential scanning calorimeter after being completely melted and then gradually cooled showing an endothermic peak in a range of from 75° to 100°C, with the ratio of an endotherm at said peak to the total endotherm being at least 0.8, and (II) from 1 to , 40 parts by weight of high-density polyethylene having
- the component polymer (I) is said to be manufactured using a vanadium catalyst and the film allegedly has improved heat sealability and hot tack.
- Naito et al . do not disclose fabricated films comprising a component polymer (II) with a density less than 0.945 g/cc.
- Naito et al. describe a film having low heat seal or hot tack initiation temperatures when the lower density component polymer (I) concentration is fairly high (i.e., > 85 parts) which is expected to result in a lower Vicat softening point as well as a relatively low film modulus.
- U.S. Patent No. 5,206,075 to Hodgson et al. discloses a multilayer heat sealable film comprising a base layer and a heat sealable layer superimposed on one or both sides of the base layer.
- Hodgson discloses a blend of: (a) an olefin polymer having a density greater than 0.915 g/cc; and (b) a copolymer of ethylene and a C 3 -C 20 alpha- monoolefin, with the copolymer (b) having a density of from about 0.88 to about 0.915 g/cc, a melt index of from about 0.5 to about 7.5 dg/min, a molecular weight distribution of no greater than about 3.5, and a composition distribution breadth index greater than about 70 percent.
- Hodgson discloses a layer comprising a copolymer as defined in (b) with respect to the base layer. Hodgson does not disclose the use of a blend, such as that employed in the base layer (a) , as a suitable sealing layer and the preferred olefin polymer for component (a) of the base layer is a copolymer of propylene with about 1-10 mole percent ethylene. As such, this disclosure limits the usefulness of the so-disclosed sealant material by teaching that useful multilayer heat sealable films necessarily comprise a base layer and sealant layer having similar olefin chemistries .
- n-hexane extractives i.e., less than 15 weight percent, preferably less than 10 weight percent, more preferably less than 6 weight percent, most preferably less than 3 weight percent, as such a composition would be useful in direct food contact applications .
- a novel multilayer structure comprised of a polymer composition which comprises and is made from at least two ethylene polymer components wherein the first ethylene polymer component is characterized as having an optimized high molecular weight and a uniform short chain branching or compositional distribution.
- the polymer composition provides an improved sealant layer with balanced properties for use in multilayer packaging and storage structures.
- the balanced sealant properties include good interlayer adhesion to polypropylene, low heat seal and hot tack initiation temperatures, a broad high hot tack sealing window and, for a given polymer density, a relatively high softening temperature to, for example, prevent sticking to the machine direction orientation rollers or provide good machinability.
- the improved sealant is particularly useful for multilayer structures comprising a polypropylene layer and especially a biaxially oriented polypropylene (BOPP) film layer.
- BOPP biaxially oriented polypropylene
- a film and film composition comprised of and made from at least two ethylene polymer components wherein the first ethylene polymer component is characterized as having density less than 0.89 grams/cubic centimeter (g/cc) and the second ethylene polymer component is characterized as having a density in the range of from 0.94 g/cc to 0.97 g/cc.
- the newly discovered film composition provides an improved sealant film with a medium to high film modulus (i.e., improved modulus) for use in multilayer packaging applications such as laminations, coextrusions and coatings.
- the balance between sealant and modulus properties also permits use as a monolayer film in various application such as, for example, in compression filled applications where higher speed sealing as well as good film machinability and dimensional stability can be realized.
- the broad aspect of the present invention is a sealant film composition
- a sealant film composition comprising and made from: from 5 to 95 weight percent, based on the total weight of the composition, of at least one first ethylene polymer which is a homogeneously branched substantially linear ethylene polymer or a homogeneously branched linear ethylene polymer, wherein the first ethylene polymer is characterized as having:
- an I 2 melt index in the range of from 0.001 g/10 minutes to 2 g/10 minutes, as measured by ASTM D-1238 Condition 190°C/2.16 kg, ii. a density in the range of from 0.85 to 0.92 g/cc, as measured in accordance with ASTM D- 792, iii. a molecular weight distribution, M w /M n as determined by gel permeation chromatography of less than 3.5, iv. a short chain branching distribution index
- the composition from 5 to 95 weight percent, based on the total weight of the composition, of at least one second ethylene polymer which is a homogeneously branched ethylene polymer or a heterogeneously branched linear ethylene polymer, wherein the second ethylene polymer is characterized as having a density less than 0.97 g/cc, wherein the composition is characterized as having a composition density of from 0.89 g/cc to 0.95 g/cc, as measured in accordance with ASTM D-792, and the I 2 melt index of the at least one first polymer is lower than the I 2 melt index of the at least one second polymer.
- a second aspect of the present invention is a multilayer structure comprising a polypropylene layer and a sealant layer, the sealant layer having balanced properties, including excellent interlayer adhesion to polypropylene, and comprising and made from:
- an I 2 melt index in the range of from greater than 0.14 g/10 minutes to less than 0.67 g/10 minutes, as measured by ASTM D-1238 Condition 190°C/2.16 kg, ii . a density in the range of 0.85 to 0.92 g/cc, as measured in accordance with ASTM D-792, iii. an I1 0 /I2 melt flow ratio in the range of from 6 to 12, as measured by ASTM D-1238 Condition
- a third aspect of the present invention is a film or film layer having improved modulus and a composition density, the film or film layer comprising and made from:
- SCBDI greater than 50 percent, as determined using temperature rising elution fractionation
- D from 40 to 80 weight percent, based on the total weight of the film or film layer, of at least one second ethylene polymer which is a homogeneously branched ethylene polymer or a heterogeneously branched linear ethylene polymer, wherein the second ethylene polymer is characterized as having a density in the range of from 0.94 g/cc to 0.97 g/cc, as measured in accordance with ASTM D-792, wherein the I 2 melt index of the at least one first ethylene polymer component (C) is equal to or lower than the I 2 melt index of the at least one second ethylene polymer component (D) and the film or film layer is characterized by a composition density in the range of from 0.915 g/cc to 0.95 g/cc, as measured in accordance with ASTM D-792.
- a fourth aspect of the invention is a method of making a sealant film having improved modulus and comprising at least one film layer, the method comprising the steps of: providing a polymer composition comprised of or made from:
- (D) from 40 to 80 weight percent, based on the total weight of the film, of at least one second ethylene polymer which is a homogeneously branched ethylene polymer or a heterogeneously branched linear ethylene polymer, wherein the second ethylene polymer is characterized as having a density in the range of from 0.94 g/cc to 0.97 g/cc, as measured in accordance with ASTM D-792, wherein the I 2 melt index of the at least one first ethylene polymer component (C) is equal to or lower than the I 2 melt index of the at least one second ethylene polymer component (D) and the film is characterized by a composition density in the range of from 0.915 g/cc to 0.95 g/cc, as measured in accordance with ASTM D-792;
- a fifth aspect of the invention is a heat sealable composition which provides improved film modulus, the composition comprising and made from:
- SCBDI short chain branching distribution index
- (D) from 40 to 80 weight percent, based on the total weight of the composition, of at least one second ethylene polymer which is a homogeneously branched ethylene polymer or a heterogeneously branched linear ethylene polymer, wherein the second ethylene polymer is characterized as having a density in the range of from 0.94 g/cc to 0.97 g/cc, as measured in accordance with ASTM D-792, wherein the I 2 melt index of the at least one first ethylene polymer component (C) is equal to or lower than the I 2 melt index of the at least one second ethylene polymer component (D) and the composition is characterized by a composition density in the range of from 0.915 g/cc to 0.95 g/cc, as measured in accordance with ASTM D-792.
- sealant layers made from heterogeneously branched ethylene polymer are characterized as having seal initiation temperatures substantially higher than their respective softening temperature
- the improved sealant layer of the present invention is characterized as having a comparatively high Vicat softening temperature relative to its heat seal initiation temperature. That is, for a minimum sealing strength of 1.8 Newtons/15 mm, the sealant layer has a film heat seal initiation temperature that ranges from equal to or at least 4.5°C lower than its
- Vicat softening temperature and, more surprisingly, in particular embodiments, from equal to or at least 6°C lower than its Vicat softening temperature.
- the improved sealant film or film layer of the present invention is characterized as having a comparatively low seal initiation temperature for a given film modulus or density. That is, relative to ordinary films, the film of the present invention achieves a comparatively high modulus at the same seal initiation temperature or achieves a comparatively low seal initiation temperature at the same film density or modulus.
- the usual performance compromise between a relatively low seal initiation temperature and a medium to high film modulus simply does not exist as performance results are not additive or based on weight fraction contributions as expected.
- the present invention provides a film composition, sealant film, sealant film layer, coating, a thermoformed article or a molded article for packaging, storage, display and protecting purposes.
- Such uses include, but are not limited to, cook-in bags, pouches for flowable materials, barrier shrink and non- barrier shrink films, bottle caps, lidding stock and packaging film sealant layers.
- FIG. 1 is an Analytical Temperature Rising Elution Fractionation (ATREF) curve-response for Example 1.
- ATREF Analytical Temperature Rising Elution Fractionation
- FIG. 2 is a Deconvoluted Gel Permeation Chromatography (GPC) curve-response for Example 1.
- FIG. 3 is a plot of hot tack strength, in Newtons/15 mm, as a function of the I 2 melt index, in grams/10 minutes, of the first ethylene polymer component (A) .
- FIG. 4 is a plot of the heat seal initiation temperature of various inventive and comparative film examples as a function of weight percent homogeneously branched ethylene polymer, Component (C) .
- FIG. 5 is a plot of the heat seal initiation temperature of various inventive and comparative film examples as a function of composition density.
- FIG. 6 is a plot of the heat seal initiation temperature of various inventive and comparative film examples as a function of film modulus .
- FIG. 7 is a plot of the film modulus of various inventive films and comparative films as a function of composition density.
- composition density means the density of a single component polymer or a polymer composition of a first and second ethylene polymer measured in accordance with ASTM D-792.
- composition density refers to a solid state density measurement of pellets, film or a molding as distinguished from a melt density determination.
- polymer composition refers to the combination of Component (A) and Component (B) or Component (C) and Component (D) .
- the film and composition of the present invention comprises and is made from a polymer composition as defined by Component A and Component and/or as defined by properties of the combination itself such as, for example, composition density.
- polymer refers to a polymeric compound prepared by polymerizing monomers, whether of the same or a different type.
- the generic term “polymer” thus embraces the terms “homopolymer, " "copolymer, "
- terpolymer as well as “interpolymer .
- the generic term “interpolymer” thus includes the term “copolymers” (which is usually employed to refer to polymers prepared from two different monomers) as well as the term “terpolymers” (which is usually employed to refer to polymers prepared from three different types of monomers) .
- the first ethylene polymer component used in the invention is broadly an ethylene polymer manufactured with a homogeneous catalyst system such as, for example, a metallocene catalyst system, a vanadium catalyst system or a constrained geometry catalyst system.
- a homogeneous catalyst system such as, for example, a metallocene catalyst system, a vanadium catalyst system or a constrained geometry catalyst system.
- the first ethylene polymer is at least one homogeneously branched substantially linear ethylene polymer or at least one homogeneously branched linear ethylene polymer.
- the second component polymer is at least one heterogeneously branched ethylene polymer or, alternatively, at least one homogeneously branched ethylene polymer (i.e., an ethylene polymer manufactured using a homogeneous catalyst system) .
- the first ethylene polymer component (A) or (C) is at least one substantially linear ethylene interpolymer and the second ethylene polymer component (B) of (D) is at least one heterogeneously branched linear ethylene interpolymer. More preferably, both the first and second ethylene interpolymers are manufactured using a continuous solution polymerization process, especially a continuous low pressure solution polymerization process.
- Substantially linear ethylene interpolymers are generally preferred as the first ethylene polymer component (A) or (C) due to their improved melt extrusion processability and unique rheological properties as described by Lai et. al in US Patent Nos . 5,272,236 and 5,278,272, the disclosures of which are incorporated herein by reference.
- Heterogeneously branched ethylene interpolymers are preferred as the second ethylene polymer component (i.e., components (B) and (D) ) .
- the molecular weight of polyolefin polymers is conveniently indicated using a melt index measurement according to ASTM D-1238, Condition 190°C/2.16 kg (formerly known as "Condition E” and also known as I 2 ) . Melt index is inversely proportional to the molecular weight of the polymer. Thus, the higher the molecular weight, the lower the melt index, although the relationship is not linear.
- the first ethylene polymer component (A) has an I 2 melt index in the range of from greater than 0.14 g/10 minutes to less than 0.67 g/10 minutes, preferably from greater than or equal to 0.15 g/10 minutes to less than or equal to 0.65 g/10 minutes, more preferably from greater than or equal to 0.16 g/10 minutes to less than or equal to 0.6 g/10 minutes, and most preferably from greater than or equal to 0.16 g/10 minutes to less than or equal to 0.5 g/10 minutes.
- Component (A) and component (B) will be independently characterized by an I 2 melt index.
- independently characterized it is meant that the I 2 melt index of component (A) need not be the same as the I 2 melt index of component (B) .
- the second ethylene polymer component (B) may have an I 2 melt index in the range of from greater than or equal to 0.01 g/10 minutes to less than or equal to 500 g/10 minutes, preferably from greater than or equal to 0.1 g/10 minutes to less than or equal to 50 g/10 minutes, more preferably from greater than or equal to 1 g/10 minutes to less than or equal to 20 g/10 minutes, and most preferably from greater than or equal to 1 g/10 minutes to less than or equal to 10 g/10 minutes.
- the overall melt index of the polymer composition based on components (A) and (B) is preferably in the range of from 1 to 5 g/10 minutes, more preferably from 2 to 4 g/10 minutes .
- Other measurements useful in characterizing the molecular weight of substantially linear ethylene interpolymers and homopolymers involve melt index determinations with higher weights, such as, for common example, ASTM D-1238, Condition 190°C/10 kg (formerly known as "Condition N" and also known as Iio) .
- the ratio of a higher weight melt index determination to a lower weight determination is known as a melt flow ratio, and for measured I lO and the I 2 melt index values the melt flow ratio is conveniently designated as I 10 I 2 .
- the melt flow ratio indicates the degree of long chain branching, i.e., the higher the I 10 I 2 melt flow ratio, the more long chain branching in the polymer. In addition to being indicative of more long chain branching, higher I 10 I 2 ratios are indicative of high extensional viscosity.
- the optimum molecular weight range for the first ethylene polymer component (A) is defined above by a specific I 2 melt index range, it is believed that the optimum range of long chain branching for the substantially linear ethylene polymer used in the present invention as a first ethylene polymer component (A) and as defined by an I 10 I 2 melt flow ratio is in the range of from greater than 6 to about less than 12 and especially from greater than 7 to less than 10.
- the first ethylene polymer component (A) generally constitutes from 5 to 95 weight percent of the polymer composition, based on the total weight of the polymer composition, preferably from 15 to 75 weight percent, and more preferably from 30 to 5.
- the first ethylene polymer component (A) has a density in the range of from 0.85 to 0.92 g/cc, preferably from 0.87 to 0.915 g/cc, more preferably from about 0.885 to 0.905 g/cc (as measured in accordance with ASTM D-792).
- the second ethylene polymer component (B) has a density in the range of from 0.90 to 0.96 g/cc, preferably from 0.91 to 0.95 g/cc, more preferably from 0.92 to 0.93 g/cc (as measured in accordance with ASTM D-792) . Additionally, it is preferred that the density of the at least one first ethylene polymer component (A) is lower than the density of the at least one second ethylene polymer component (B) .
- the overall density of the polymer composition based on components (A) and (B) is preferably in the range of from 0.90 to 0.92 g/cc, more preferably in the range of from 0.905 to 0.925 g/cc, and most preferably in the range of from 0.91 to 0.92 g/cc (as measured in accordance with ASTM D-792) .
- the first ethylene polymer Component (C) has an I 2 melt index in the range of from 0.001 to 2 g/10 minutes, preferably from 0.01 g/10 minutes to 1.5 g/10 minutes, more preferably from 0.01 g/10 minutes to 1.2 g/10 minutes, and most preferably from 0.05 g/10 minutes to 1 g/10 minutes.
- the second ethylene polymer Component (D) has an I 2 melt index in the range of from 0.01 g/10 minutes to 30 g/10 minutes, preferably from 0.5 g/10 minutes to 20 g/10 minutes, more preferably from 1 g/10 minutes to 10 g/10 minutes, and most preferably from about 1 g/10 minutes to 5 g/10 minutes.
- the overall melt index of the polymer composition based on components (C) and (D) is preferably in the range of from 0.1 to 50 g/10 minutes, more preferably from 0.5 to 20 g/10 minutes, and most preferably in the range of from 0.7 to 6 g/10 minutes.
- the I10/I2 ratio of substantially linear ethylene polymers should be high to maximize extrusion processability and should be low to maximize hot tack performance.
- the I10/I2 ratio of particularly the first ethylene polymer component (C) should be carefully optimized to insure a good balance between good extrusion processability and good hot tack performance where desired.
- the film or composition generally comprises (or is made from) 20 to 60 weight percent, preferably from 20 to 55 weight percent, more preferably from 25 to 45 weight percent, and most preferably about 25 to 40 weight percent of the least one first ethylene polymer component (C) , based on the total weight of the film, film layer or composition.
- the film or composition generally comprises (and is made from) 40 to 80 weight percent, preferably from 45 to 80, more preferably from 55 to 75 weight percent, and most preferably 60 to 75 weight percent of the at least one second ethylene polymer component (D), based on the total weight of the film, film layer or composition.
- the first ethylene polymer component (C) has a density less than 0.89 g/cc in the range of from 0.85 to 0.89 g/cc as measured in accordance with ASTM D-792).
- the second ethylene polymer component (D) has a density in the range of from 0.94 to 0.97 g/cc, preferably from 0.94 to 0.96 g/cc, and more preferably from 0.945 to 0.955 g/cc (as measured in accordance with ASTM D-792) .
- the overall density of the polymer composition based on components (C) and (D) is preferably in the range of from 0.92 to 0.95 g/cc, more preferably in the range of from 0.925 to 0.945 g/cc, and most preferably in the range of from 0.925 to 0.94 g/cc (as measured in accordance with ASTM D-792) .
- Suitable ethylene polymers for use as the second ethylene polymer component (B) are homopolymer and interpolymers of ethylene and include substantially linear ethylene polymers, homogeneously branched linear ethylene polymers, heterogeneously branched linear ethylene polymers (i.e., linear low density polyethylene (LLDPE), medium density polyethylene (MDPE) , and high density polyethylene (HOPE) such as those manufactured using a Ziegler-Natta catalyst system), and combinations or mixtures thereof.
- LLDPE linear low density polyethylene
- MDPE medium density polyethylene
- HOPE high density polyethylene
- Substantially linear ethylene polymers are sold under the designation of AFFINITY TM and ENGAGE TM resins by The Dow Chemical Company and Dupont Dow Elastomers, respectively.
- Homogeneously branched linear ethylene polymers are sold under the designation of TAFMER TM by Mitsui Chemical
- EXACT TM and EXCEED TM resins BY Exxon Chemical Corporation Suitable heterogeneously branched linear ethylene polymers are sold under the designation of DOWLEXTM by The Dow Chemical Company.
- Suitable medium density polyethylene ethylene resins and high density polyethylene resins are available from a number of resin manufacturers including The Dow Chemical Company and Phillips Chemical Corporation under the designation of MARLEX TM resins.
- the term "homogeneously branched linear ethylene polymer” is used herein in the conventional sense to refer to a linear ethylene interpolymer in which the comonomer is randomly distributed within a given polymer molecule and wherein substantially all of the polymer molecules have the same ethylene to comonomer molar ratio.
- the term refers to an ethylene interpolymer that is characterized by a relatively high short chain branching distribution index (SCBDI) or composition distribution branching index (CDBI). That is, the interpolymer has a SCBDI greater than or equal to 50 percent, preferably greater than or equal to 70 percent, more preferably greater than or equal to 90 percent.
- SCBDI short chain branching distribution index
- CDBI composition distribution branching index
- the homogeneously branched ethylene polymer is further characterized as essentially lacking a measurable high density (crystalline) polymer fraction as determined using a temperature rising elution fractionation technique.
- SCBDI is defined as the weight percent of the polymer molecules having a comonomer content within 50 percent of the median total molar comonomer content and represents a comparison of the monomer distribution in the interpolymer to the monomer distribution expected for a Bernoullian distribution.
- the SCBDI of an interpolymer can be readily calculated from temperature rising elution fractionation techniques (abbreviated herein as "TREF") as described, for example, by Wild et al . , Journal of Polymer Science, Poly. Phys. Ed., Vol. 20, p. 441 (1982), or in US Patent 4,798,081; 5,008,204; or by L. D.
- the preferred TREF technique does not include purge quantities in SCBDI calculations. More preferably, the monomer distribution of the interpolymer and SCBDI are determined using 13 C NMR analysis in accordance with techniques described in US Patent 5,292,845 and by J. C. Randall in Rev. Macromol. Chem. Phys., C29, pp. 201-317.
- homogeneously branched linear ethylene polymer also means the interpolymer does not have long chain branching. That is, the ethylene interpolymer has an absence of long chain branching and a linear polymer backbone in the conventional sense of the term "linear.”
- homogeneously branched linear ethylene polymer does not refer to high pressure branched polyethylene which is known to those skilled in the art to have numerous long chain branches.
- Homogeneously branched linear ethylene polymers can be made using polymerization processes (e.g., those described by Elston in USP 3,645,992) which provide a uniform (narrow) short branching distribution (i.e., homogeneously branched).
- Elston uses soluble vanadium catalyst systems to make such polymers, however others such as Mitsui Chemical Corporation and Exxon Chemical Corporation have used so- called single site catalyst systems to make polymers having a similar homogeneous structure.
- Homogeneously branched linear ethylene polymers can be prepared in solution, slurry or gas phase processes using hafnium, zirconium and vanadium catalyst systems. Ewen et al. in U.S. Pat. No.
- heterogeneously branched linear ethylene polymer is used herein in the conventional sense in reference to a linear ethylene interpolymer having a comparatively low short chain branching distribution index. That is, the interpolymer has a relatively broad short chain branching distribution.
- Heterogeneously branched linear ethylene polymers have a SCBDI less than 50 percent and more typically less than 30 percent.
- Heterogeneously branched ethylene polymers are well known among practitioners of the linear polyethylene art. Heterogeneously branched ethylene polymers are manufactured using a conventional solution, slurry or gas phase polymerization processes (at high or low pressures) in the presence of a Ziegler-Natta type coordination metal catalysts as described, for example, by Anderson et al. in U.S. Pat. No. 4,076,698. These conventional Ziegler-Natta type linear polyethylenes are not "homogeneously branched, " do not have any long-chain branching and, as such, have a linear polymer backbone in the conventional sense of the term "linear.”
- the homogeneously branched linear ethylene polymers and heterogeneously branched ethylene polymers are ethylene/ ⁇ -olefin interpolymers, wherein the ⁇ -olefin is at least one C3-C20 ⁇ -olefin (e.g., propylene, 1-butene, 1- pentene, 4-methyl-l-pentene, 1-hexene, 1-octene and the like) and preferably the at least one C 3 -C 20 ⁇ -olefin is 1-octxene.
- the ⁇ -olefin is at least one C3-C20 ⁇ -olefin (e.g., propylene, 1-butene, 1- pentene, 4-methyl-l-pentene, 1-hexene, 1-octene and the like) and preferably the at least one C 3 -C 20 ⁇ -olefin is 1-octxene.
- the ethylene/ ⁇ -olefin interpolymer is a copolymer of ethylene and a C 3 -C 2 o ⁇ -olefin, especially an ethylene/C 4 -C6 ⁇ -olefin copolymer and most especially an ethylene/1-octene copolymer.
- substantially linear ethylene polymer refers to homogeneously branched ethylene polymers (interpolymers and homopolymers) which possess a narrow short chain branching distribution and contain long chain branches as well as short chain branches attributable to homogeneous comonomer incorporation.
- the long chain branches are of the same structure as the backbone of the polymer and are longer than the short chain branches.
- Substantially linear ⁇ -olefin polymers is have from 0.01 to 3 long chain branch/1000 carbons.
- Preferred substantially linear polymers for use in the invention have from 0.01 long chain branch/1000 carbons to 1 long chain branch/1000 carbons, and more preferably from 0.05 long chain branch/1000 carbons to 1 long chain branches/1000 carbons.
- Long chain branching is defined herein as a chain length of at least 7 carbons, above which the length cannot be distinguished using 13 C nuclear magnetic resonance spectroscopy.
- the long chain branch can be as long as about the same length as the length of the polymer backbone to which it is attached. Long chain branches are obviously of greater length than of short chain branches resulting from comonomer incorporation.
- substantially linear ethylene polymers used in the present invention are a unique class of compounds that are further defined in US Patent 5,272,236, serial number 07/776,130, filed October 15, 1991 and in US patent 5,278,272, serial number 07/939,281, filed September 2, 1992.
- Substantially linear ethylene polymers differ significantly from the class of polymers conventionally known as homogeneously branched linear ethylene polymers described above and, for example, by Elston in US Patent 3,645,992.
- substantially linear ethylene polymers do not have a linear polymer backbone in the conventional sense of the term "linear" as is the case for homogeneously branched linear ethylene polymers.
- Substantially linear ethylene polymers also differ significantly from the class of polymers known conventionally as heterogeneously branched traditional Ziegler polymerized linear ethylene interpolymers (for example, ultra low density polyethylene, linear low density polyethylene or high density polyethylene made, for example, using the technique disclosed by Anderson et al . in US Patent 4,076,698, in that substantially linear ethylene interpolymers are homogeneously branched polymers; that is, substantially linear ethylene polymers have a SCBDI greater than or equal to 50 percent, preferably greater than or equal to 70 percent, more preferably greater than or equal to 90 percent.
- SCBDI SCBDI greater than or equal to 50 percent, preferably greater than or equal to 70 percent, more preferably greater than or equal to 90 percent.
- Substantially linear ethylene polymers also differ from the class of heterogeneously branched ethylene polymers in that substantially linear ethylene polymers are characterized as essentially lacking a measurable high density or crystalline polymer fraction as determined using a temperature rising elution fractionation technique.
- Substantially linear ethylene polymers also differ significantly from the class of polymers known as free- radical initiated, highly branched high pressure low density ethylene homopolymer and ethylene interpolymers such as, for example, ethylene-acrylic acid (EAA) copolymers and ethylene- vinyl acetate (EVA) copolymers. That is, substantially linear ethylene polymers do not have equivalent degrees of long chain branching as high pressure, free-radical initiated ethylene polymers and are made using single site catalyst systems rather than free-radical peroxide catalysts systems .
- EAA ethylene-acrylic acid
- EVA ethylene- vinyl acetate
- Metallocene single site polymerization catalyst (for example, the monocyclo-pentadienyl transition metal olefin polymerization catalysts described by Canich in US Patent 5,026,798 or by Canich in US Patent 5,055,438) or constrained geometry catalysts (for example, as described by Stevens et al . in US Patent 5,064,802) can be used to manufacture substantially linear ethylene polymers, so long as the manufacture and metallocene catalyst system are used consistent with the methods described in US Patent 5,272,236 and in US Patent 5,278,272. Such polymerization methods are also described in PCT/US 92/08812 (filed October 15, 1992) .
- the substantially linear ethylene polymers are preferably manufactured using suitable constrained geometry catalysts, especially constrained geometry catalysts as disclosed in US Application Serial Nos . : 545,403, filed July 3, 1990; U.S. Pat. No. 5,132,380; U.S. Pat. No. 5,064,802; U.S. Pat. No. 5,153,157; U.S. Pat. No. 5,470,993; U.S. Pat. No. 5,453,410; U.S. Pat. No. 5,374,696; U.S. Pat. No. 5,532,394; U.S. Pat. No. 5,494,874; U.S. Pat. No. 5,189,192.
- Suitable cocatalysts for use herein include but are not limited to, for example, polymeric or oligomeric aluminoxanes, especially methyl aluminoxane or modified methyl aluminoxane (made, for example, as described in US Patent 5,041,584, US Patent 4,544,762, US Patent 5,015,749, and/or US Patent 5,041,585, as well as inert, compatible, non-coordinating, ion forming compounds.
- Preferred cocatalysts are inert, non-coordinating, boron compounds.
- the polymerization conditions for manufacturing the substantially linear ethylene polymers used in the present invention are preferably those useful in the continuous solution polymerization process, although the application of the present invention is not limited thereto.
- Continuous slurry and gas phase polymerization processes can also be used, provided the proper catalysts and polymerization conditions are employed.
- the single site and constrained geometry catalysts mentioned earlier can be used, but for substantially linear ethylene polymers the polymerization process should be operated such that substantially linear ethylene polymers are indeed formed. That is, not all polymerization conditions inherently make the substantially linear ethylene polymers, even when the same catalysts are used.
- a continuous process is used, as opposed to a batch process.
- a gas extrusion rheology such that the critical shear rate at onset of surface melt fracture for the substantially linear ethylene polymer is at least 50 percent greater than the critical shear rate at the onset of surface melt fracture for a linear ethylene polymer, wherein the substantially linear ethylene polymer and the linear ethylene polymer comprise the same comonomer or comonomers, the linear ethylene polymer has an I2 M w /M n and density within ten percent of the substantially linear ethylene polymer and wherein the respective critical shear rates of the substantially linear ethylene polymer and the linear ethylene polymer are measured at the same melt temperature using a gas extrusion rheometer,
- the preferred homogeneously branched ethylene polymer for u ⁇ e in this invention are homogeneously branched interpolymers (i.e., not homopolymers) and essentially lack a measurable "high density" or crystalline polymer fraction as measured by suitable TREF techniques .
- the preferred homogeneously branched ethylene interpolymer is a substantially linear ethylene polymer which have a narrow short chain distribution (i.e., a high SCBD index).
- substantially linear ethylene interpolymers do not contain a polymer fraction with a degree of branching less than or equal to 2 methyls/1000 carbons. That is, substantially linear ethylene interpolymers, which are characterized as consisting of uniform polymer fractions, do not contain a high density or crystalline polymer fraction wherein a polymer fraction characterized as having no short chain branching or a degree of short chain branching less than or equal to 2 methyls/1000 carbons is considered herein to be "high density” or "crystalline.”
- a homogeneously branched ethylene polymer is used as the second ethylene polymer component which is specified to have a density in the range of from 0.94 g/cc to 0.97 g/cc and the polymer is a homopolymer or contains very little comonomer
- the polymer of course may be characterized as having a "high density” or "crystalline” polymer fraction by this method.
- the substantially linear ethylene interpolymers for use in the present invention are homopolymers of ethylene and interpolymers of ethylene with at least one C 3 -C 20 ⁇ -olefin and/or C 4 -C 18 diolefin. Copolymers of ethylene and an ⁇ - olefin of C 3 -C 20 carbon atoms are especially preferred.
- the term "interpolymer" as discussed above is used herein to indicate a copolymer, or a terpolymer, or the like, where, at least one other comonomer is polymerized with ethylene or propylene to make the interpolymer.
- Suitable unsaturated comonomers useful for polymerizing with ethylene include, for example, ethylenically unsaturated monomers, conjugated or non-conjugated dienes, polyenes, etc.
- comonomers include C 3 -C ⁇ -olefins such as propylene, isobutylene, 1-butene, 1-hexene, 4-methyl-l- pentene, 1-heptene, 1-octene, 1-nonene, 1-decene, and the like.
- Preferred comonomers include propylene, 1-butene, 1- hexene, 4-methyl-l-pentene and 1-octene, and 1-octene is especially preferred.
- Suitable monomers include styrene, halo- or alkyl-substituted styrenes, tetrafluoroethylene, vinylbenzocyclobutane, 1, 4-hexadiene, 1, 7-octadiene, and cycloalkenes, e.g., cyclopentene, cyclohexene and cyclooctene.
- PI rheological processing index
- the PI is the apparent viscosity (in kpoise) of a material measured by GER at an apparent shear stress of about 2.15 x
- the substantially linear ethylene polymer for use in the invention are ethylene polymers having a PI in the range of about 0.01 kpoise to about 50 kpoise, preferably about 15 kpoise or less.
- the substantially linear ethylene polymers used herein have a PI less than or equal to about 70 percent of the PI of a linear ethylene interpolymer (either a conventional Ziegler polymerized interpolymer or a linear homogeneously branched interpolymer as described by Elston in US Patent 3,645,992) having an I 2 / M w /M n and density, each within ten percent of the substantially linear ethylene interpolymer.
- Gross melt fracture occurs at unsteady extrusion flow conditions and ranges in detail from regular (alternating rough and smooth, helical, etc.) to random distortions. For commercial acceptability and optimum sealant properties, surface defects should be minimal, if not absent.
- the critical shear stress at the onset of gross melt fracture for the substantially linear ethylene interpolymers used in the invention that is those having a density less than about 0.91 g/cc, is greater than 4 x 10 6 dynes/cm 2 .
- the critical shear rate at the onset of surface melt fracture (OSMF) and the onset of gross melt fracture (OGMF) will be used herein based on the changes of surface roughness and configurations of the extrudates extruded by a GER.
- the substantially linear ethylene polymer will be characterized by its critical shear rate, rather than its critical shear stress.
- Preferred homogeneously branched ethylene polymers are further characterized as consisting of a single polymer component material and as having a single DSC melting peak.
- a single melting peak is determined using a differential scanning calorimeter standardized with indium and deionized water. The method involves 5-7 mg sample sizes, a "first heat" to 140°C which is held for 4 minutes, a cool down at 10° /min. to -30°C which is held for 3 minutes, and heat up at about
- the single melting peak is taken from the "second heat” heat flow vs. temperature curve. Total heat of fusion of the polymer is calculated from the area under the curve.
- the single melting peak may show, depending on equipment sensitivity, a "shoulder” or a "hump" on the low melting side that constitutes less than about 12 percent, typically, less than about 9 percent, and more typically less than about 6 percent of the total heat of fusion of the polymer.
- Such an artifact is observable for other homogeneously branched polymers such as EXACT resins and is discerned on the basis of the slope of the single melting peak varying monotonically through the melting region of the artifact.
- Such an artifact occurs within 34°C, typically within 27°C, and more typically within 20°C of the melting point of the single melting peak.
- the heat of fusion attributable to an artifact can be separately determined by specific integration of its associated area under the heat flow vs. temperature curve.
- the molecular weight distributions of ethylene polymers are determined by gel permeation chromatography (GPC) on a Waters 150C high temperature chromatographic unit equipped with a differential refractometer and three columns of mixed porosity. The columns are supplied by Polymer Laboratories
- the solvent is 1, 2 , 4-trichlorobenzene, from which about 0.3 percent by weight solutions of the samples are prepared for injection.
- the flow rate is about 1.0 milliliters/minute, unit operating temperature is about 140°C and the injection size is about 100 microliters.
- the molecular weight determination with respect to' ' the polymer backbone is deduced by using narrow molecular weight distribution polystyrene standards (from Polymer Laboratories) in conjunction with their elution volumes.
- the M w /M n is generally less than 3.5, preferably less than 3.0, more preferably less than 2.5, and especially in the range of from 1.5 to 2.5 and most especially in the range from 1.8 to 2.3.
- substantially linear ethylene polymers are known to have excellent processability, despite having a relatively narrow molecular weight distribution (that is, the M w /M ratio is typically less than 3.5).
- the melt flow ratio (I 10 /I 2 ) of substantially linear ethylene polymers can be varied essentially independently of the molecular weight distribution, M w /M n .
- the preferred ethylene polymer for use in the present invention is a substantially linear ethylene polymer, especially a substantially linear ethylene interpolymer.
- An especially preferred film, film layer or composition of the invention will be further characterized as having a compositional hexane extractive level of less than 15 percent, preferably less than 10 percent, more preferably less than 6, most preferably less than 3 percent based on the total weight of the mixture.
- Still another especially preferred film, film layer or composition of the invention will be further characterized as having a Vicat softening point of at least 75°C, preferably at least 85°C, and more preferably at least 90°C.
- a sealant layer of the present invention is broadly characterized as having, at a minimum sealing strength of 1.8 Newtons/15 mm, a seal initiation temperature in the range from equal to or at least 4.5°C lower than the Vicat softening temperature of the layer, more preferably, in particular embodiments, a film heat seal initiation temperature in the range from equal to or at least 6°C lower than the Vicat softening temperature of the layer and most preferably at least 10°C lower than the Vicat softening temperature of the layer.
- Another aspect of the present invention is a process for fabricating a monolayer or multilayer film structure or a process for fabricating the polymer composition of the invention into the form of a film, film layer, coating, thermoformed or molded article.
- the process can include a lamination and coextrusion technique or combinations thereof, or can include using the polymer composition or mixture alone, and can also specifically include blown film, cast film, extrusion coating, injection molding, blow molding, thermoforming, profile extrusion, pultrusion, compression molding, rotomolding, or injection blow molding operations or combinations thereof or like technique for fabricating a sealant material.
- the polymer composition or mixture of the invention can be formed by any convenient method, including dry blending individual polymer components together and subsequently melt mixing the component polymers in a mixer or by mixing the polymer components together directly in a mixer (e.g., a Banbury mixer, a Haake mixer, a Brabender internal mixer, or a single or twin screw extruder including a compounding extruder and a side-arm extruder employed directly down stream of a polymerization process) .
- a mixer e.g., a Banbury mixer, a Haake mixer, a Brabender internal mixer, or a single or twin screw extruder including a compounding extruder and a side-arm extruder employed directly down stream of a polymerization process
- the polymer composition or mixture of the invention (as well as the at least one first ethylene polymer or the at least one second ethylene polymer) can be formed in-si tu via the polymerization of ethylene using a single-site catalysis, preferably a single-site constrained geometry catalyst, in at least one reactor and a single-site catalysis, preferably a single-site constrained geometry catalyst, or a Ziegler-Natta type catalyst in at least one other reactor.
- the reactors can be operated sequentially or in parallel.
- An exemplary in-si tu polymerization process is disclosed in PCT Patent Application 94/01052, the disclosure of which is incorporated herein by reference.
- the polymer composition of the invention (as well as the at least one first ethylene polymer or the at least one second ethylene polymer) can also be formed by isolating component (A), (B) , (C) and/or component (D) from a heterogeneously branched ethylene polymer by fractionating the heterogeneous ethylene polymer into specific polymer fractions (or by isolating component (A) or (C) from a homogeneously branched ethylene polymer by fractionating the homogeneously ethylene polymer into polymer fractions), selecting the fraction (s) appropriate to meet the limitations specified for component (A), (B) , (C) or(D), and mixing the selected fraction (s) in the appropriate amounts with the at least one first ethylene polymer component (A) or (C) or the at least one second ethylene polymer component (B) or (D) .
- This method is obviously not as economical as the in-si tu polymerization or blender/extruder mixing technique described above, but can nonetheless be used to obtain the polymer composition or mixture of the present invention as well as the at least one first ethylene polymer and the at least one second ethylene polymer.
- the composition or component polymer will be considered a homogeneously branched ethylene polymer or, alternatively, a heterogeneously branched ethylene polymer based on the above definitions that refer to heterogeneous branching and homogeneous branching (i.e., the SCBDI) and based on specific whole composition analysis (such as, for example, ATREF results) rather than fractional analysis or manufacturing technique.
- Additives such as antioxidants (e.g., hindered phenolics, such as IRGANOX TM 1010 or IRGANOX TM 1076 supplied by Ciba Geigy) , phosphites (e.g., IRGAFOS TM 168 also supplied by Ciba Geigy), cling additives (e.g., PIB) , SANDOSTAB PEPQ TM (supplied by Sandoz), pigments, colorants, fillers, anti- stats, processing aids, and the like may also be included in the polymer mixture of the present invention or in films formed from the same.
- antioxidants e.g., hindered phenolics, such as IRGANOX TM 1010 or IRGANOX TM 1076 supplied by Ciba Geigy
- phosphites e.g., IRGAFOS TM 168 also supplied by Ciba Geigy
- cling additives e.g., PI
- films, coatings and moldings formed from the polymer mixture of the present invention may also contain additives to enhance antiblocking, mold release and coefficient of friction characteristics including, but not limited to, untreated and treated silicon dioxide, talc, calcium carbonate, and clay, as well as primary, secondary and substituted fatty acid amides, release agents, silicone coatings, etc.
- Still other additives such as quaternary ammonium compounds alone or in combination with ethylene- acrylic acid (EAA) copolymers or other functional polymers, may also be added to enhance the antistatic characteristics of films, coatings and moldings formed from the polymer mixture of the invention and permit the use of these polymer mixtures in, for example, the heavy-duty packaging of electronically sensitive goods.
- EAA ethylene- acrylic acid
- the film, film layer or composition of the invention may further include recycled and scrap materials and diluent polymers, to the extent that the balanced sealant and modulus properties are maintained.
- diluent materials include, for example, elastomers, rubbers and anhydride modified polyethylenes (e.g., polybutylene and maleic anhydride grafted LLDPE and HDPE) as well as with high pressure polyethylenes such as, for example, low density polyethylene (LDPE) , ethylene/acrylic acid (EAA) interpolymers, ethylene/vinyl acetate (EVA) interpolymers and ethylene/methacrylate (EMA) interpolymers, and combinations thereof .
- LDPE low density polyethylene
- EAA ethylene/acrylic acid
- EVA ethylene/vinyl acetate
- EMA ethylene/methacrylate
- the film, film layer or composition of the invention may find utility in a variety of applications. Suitable applications are thought to include, for example, but are not limited to, monolayer packaging films; multilayer packaging structures consisting of other materials such as, for example, biaxially oriented polypropylene or biaxially oriented ethylene polymer for shrink film and barrier shrink applications; packages formed via form/fill/seal machinery; peelable seal packaging structures; cook-in food packages; compression filled packages; heat sealable stretch wrap packaging film such as, for example, fresh produce packaging and fresh red meat retail packaging; liners and bags such as, for example, cereal liners, grocery/shopping bags, heavy-duty shipping sacks and trash can liners (bags), gaskets and lidding stock.
- monolayer packaging films consisting of other materials such as, for example, biaxially oriented polypropylene or biaxially oriented ethylene polymer for shrink film and barrier shrink applications
- packages formed via form/fill/seal machinery peelable seal packaging structures
- cook-in food packages compression filled packages
- Monolayer and multilayer biaxially oriented film structures are used for their enhanced strength, clarity, gloss, stiffness, barrier and/or shrink properties.
- Biaxially oriented film structures find utility in various packaging and storage applications for non-foodstuffs and food items such as primal and subprimal cuts of meat, ham, poultry, bacon, cheese, etc.
- a typical multilayer biaxially oriented film structure utilizing the film, film layer or composition of the invention may be a two to seven layer structure including the inventive sealant film layer, an outer layer (such as, for example, a heterogeneously branched linear low density or ultra-low density polyethylene) , and a core layer (such as a biaxially oriented polypropylene homopolymer or vinylidene chloride polymer) interposed between the inventive sealant film layer and the outer layer.
- an outer layer such as, for example, a heterogeneously branched linear low density or ultra-low density polyethylene
- a core layer such as a biaxially oriented polypropylene homopolymer or vinylidene chloride polymer
- Multilayer structures that include the inventive film, film layer or composition may also include adhesion promoting tie layers (such as PRIMACORTM ethylene-acrylic acid (EAA) copolymers available from The Dow Chemical Company, and/or ethylene-vinyl acetate (EVA) copolymers.
- adhesion promoting tie layers such as PRIMACORTM ethylene-acrylic acid (EAA) copolymers available from The Dow Chemical Company, and/or ethylene-vinyl acetate (EVA) copolymers.
- EAA ethylene-acrylic acid
- EVA ethylene-vinyl acetate copolymers
- Such multilayer structures may further include additional structural layers such as AFFINITY TM polyolefin plastomers, available from The Dow Chemical Company, ENGAGE TM polyolefin elastomers, available
- multilayer structures that include the film, film layer or composition of the present invention (whether biaxially oriented or not) may include, but are not limited to, barrier layers, tie layers, and/or structural layers. Various materials can be used for these layers, with some of them being used as more than one layer in the same multilayer structure.
- Some of these materials include: foil, nylon, ethylene/vinyl alcohol (EVOH) copolymers, polyvinylidene chloride (PVDC) , polyethylene terepthalate (PET), polypropylene (especially, oriented polypropylene (OPP) and more especially, biaxially oriented polypropylene) , ethylene/vinyl acetate (EVA) copolymers, ethylene/acrylic acid (EAA) copolymers, ethylene/methacrylic acid (EMAA) copolymers, ULDPE, LLDPE, HDPE, MDPE, LMDPE, LDPE, ionomers, graft-modified polymers (e.g., maleic anhydride grafted polyethylene), and paper.
- EVOH ethylene/vinyl alcohol
- PVDC polyvinylidene chloride
- PET polyethylene terepthalate
- EAA ethylene/vinyl acetate copolymers
- EAA ethylene/acrylic acid copo
- the multilayer structure of the present invention may comprise from 2 to about 7 layers or any number of layers or materials or polymers deemed required for a targeted application.
- the present film or composition is thought to be particularly suitable for compression fill, cook-in food packaging and vertical form/fill/seal applications.
- Compression fill packaging typically involves initially fabricating a plastic tube by a blown film technique. The tube as layflat film is then communicated or delivered to filling machinery wherein (in continuous operation) a bottom seal is made, compressible product items are loaded into the tube and compressed to a reduced volume. Subsequently to product items being loaded into the tube, a top seal is made to seal the packaged product.
- Cook-in packaged foods are foods which are prepackaged and then cooked. The packaged and cooked foods go directly to the consumer, institution, or retailer for consumption or sale.
- a package for cook-in must be structurally capable of withstanding exposure to cook-in time and temperature conditions while containing a food product.
- Cook-in packaged foods are typically employed for the packaging of ham, turkey, vegetables, processed meats, etc. Because of the relatively high softening point to heat seal and hot tack initiation temperature characteristic of the inventive sealant layer, multilayer film structures comprising the inventive sealant layer are well-suited for cook-in packaging applications .
- Form/fill/seal packages are typically utilized for the packaging of flowable materials, such as milk, wine, powders, etc.
- a sheet of the plastic film structure is fed into a form/fill/seal machine where the sheet is formed into a continuous tube by sealing the longitudinal edges of the film together by lapping the plastic film and sealing the film using an inside/outside seal or by fin sealing the plastic film using an inside/inside seal.
- a sealing bar seals the tube transversely at one end to form the bottom of a pouch.
- the flowable material is then added to the formed pouch.
- the sealing bar then seals the top end of the pouch and either burns through the plastic film or a cutting device cuts the film, thus separating the formed completed pouch from the tube.
- the heat seal initiation temperature is determined in accordance with ASTM F 88-85.
- 2% secant modulus is determined in accordance with ASTM D-882.
- Densities are measured in accordance with ASTM D-792 and are reported as grams/cubic centimeter (g/cc) . The measurements reported in the Examples below as overall densities were determined after the polymer samples have been annealed for 24 hours at ambient conditions in accordance with ASTM D-792.
- the density and weight percent of polymer components can be determined by an Analytical Temperature Rising Elution Fractionation (ATREF) technique.
- the hardware and procedures used for the ATREF technique have been previously described, e.g., Wild et al, Journal of Polymer Science, Poly. Phys. Ed., 20,41(1982), Hazlitt, et al . , U.S. Patent No. 4,798,081 and Chum et al . , U.S. Patent No .5, 089, 321.
- the film or composition to be analyzed is dissolved in a suitable hot solvent (e.g., trichlorobenzene) and allowed to crystallizd in a column containing an inert support by slowly reducing the temperature.
- An ATREF chromatogram curve is then generated by eluting the crystallized polymer sample from the column by slowly increasing the temperature of the eluting solvent (trichlorobenzene) .
- the ATREF curve is also frequently called the short chain branching distribution (SCBD) , since it indicates how evenly the comonomer (e.g., octene) is distributed throughout the sample in that as elution temperature decreases, comonomer content increases.
- SCBD short chain branching distribution
- the ATREF curve can conveniently illuminate several key structural features of a film or composition.
- homogeneously branched ethylene polymers such as AFFINITY TM resins supplied by The Dow Chemical Company, ENGAGE TM resins supplied by Dupont Dow Elastomers, TAFMER TM resins supplied by Mitsui Chemical Corporation and EXACT TM resins supplied by Exxon Chemical Corporation are known to exhibit a unique symmetrical single elution peak (or homogeneous SCBD) .
- ethylene polymers produced by a conventional Ziegler-Natta catalyst system are known to exhibit a bimodal or heterogeneous SCBD with both a broad and a narrow peak eluting at significantly different temperatures .
- ATREF analysis can be used to fingerprint particular polymers .
- the weight fraction of each component can be conveniently determined.
- the density of component polymers can be determined from ATREF analysis where the composition is known from measurement in accordance with ASTM D-792.
- a differential viscometer may be employed.
- the output from a differential viscometer is the viscosity average molecular weight, M v , which indicates the variation in molecular weight as a function of elution volume.
- M v response can indicate which component polymer is characterized as having a higher molecular weight or whether the component polymers are characterized as having substantially equivalent molecular weights .
- the weight fraction and polymer densities of the component polymers can be calculated.
- Combining ATREF analysis with a differential viscometer (ATREF/DV) gives an indication of the relative molecular weights of the component polymers.
- AFTREF/DV can be used to fingerprint the film or composition of the present invention.
- the AFREF curve will show at least two distinct elution peaks given to density differential between the first and second ethylene polymers of the invention and preferred embodiments will exhibit a single elution peak associated with the first ethylene polymer component and a second ethylene polymer component having a higher molecular weight than the first ethylene polymer component .
- a GPC deconvolution technique can be used to determine the melt index of individual ethylene polymer components.
- GPC data are generated using a Waters 150C high temperature GPC chromatograph as described hereinabove. Given empirical elution volumes, molecular weights can be conveniently calculated using a calibration curve generated from a series of narrow molecular weight distribution polystyrene standards. The GPC data should be normalized prior to running the deconvolution procedure to insure an area of unity under the weight fraction versus log(MW) GPC curve .
- WJ_ is the weight fraction of polymer with molecular weight M ⁇
- M n is the number average molecular weight
- I ⁇ (x) is the modified Bessel function of the first kind of order one, defined by Eq. [2] , ⁇ 2b+ ⁇
- I ⁇ ⁇ X) 2 2M b ⁇ (b + ⁇ ) ⁇ [2] and ⁇ is an adjustable parameter which broadens the molecular weight distribution, as shown in Eq.[3].
- heterogeneously branched ethylene polymers i.e., polymers manufactured using a Ziegler-Natta catalyst system
- w,(M, ) J K J J B 1 ⁇ -> 2 ⁇ 05 exp( ⁇ -(- [ 4 ] ⁇ ( ,2 ⁇ ) 05 2 ⁇ Y )
- w ⁇ is the weight fraction of polymer with molecular weight M ⁇ r
- M 0 is the peak molecular weight
- ⁇ is a parameter which characterizes the width of the distribution.
- ⁇ was assumed to be a function of M 0 r as shown in Eq. [5] .
- the GPC deconvolution technique involves a four parameter fit, M n and ⁇ for a homogeneously branched ethylene polymer (typically the first ethylene polymer component of the invention) , M 0 for a heterogeneously branched ethylene polymer (preferably the second component polymer of the invention) and the weight fraction amount of the homogeneously branched ethylene polymer.
- M n and ⁇ for a homogeneously branched ethylene polymer (typically the first ethylene polymer component of the invention)
- M 0 for a heterogeneously branched ethylene polymer (preferably the second component polymer of the invention)
- the weight fraction amount of the homogeneously branched ethylene polymer preferably the second component polymer of the invention
- FCPA denotes the ethylene polymer component
- the following examples are provided for the purpose of explanation, rather than limitation.
- three layer (ABC) coextrusion film was manufactured on a Bruckner cast tenter-frame BOPP film line.
- the (B) layer was the core or base of the structure and was maintained as Shell KF 6100 homopolymer polypropylene with a slip and anti-stat additive package.
- the additive package was provided by using 2.5% by weight of Ampacet 400577 masterbatch which contains a blend of 15% by weight of antistatic and slip agents in a 30 MFI (at 230°C with a 2.16 kg weight ) polypropylene homopolymer carrier resin.
- the Shell KF 6100 homopolymer polypropylene resin had a MFI of about 3 as measured at 230°C with a 2.16 kg weight.
- the (A) and (C) layers were produced as variable sealant skin layers using the same sealant material for both layers through the evaluation.
- An additive masterbatch containing slip and antiblock additives was added to the sealant layers to provide about 1250 ppm of erucamide and about 1500 ppm of Si0 2 .
- Example 1 and Comparative Examples 2-8 were the various sealant materials investigated in this evaluation.
- Example 1 and comparative example 6 were prepared using an in -si tu polymerization and mixture process, such as is disclosed in PCT Patent Application No. 94/01052. The particular production details are set forth as follows .
- the constrained geometry catalyst was prepared by dissolving a known weight of the constrained-geometry organometallic complex [ ( (CH 3 ) 4 C 5 ) ) - (CH 3 ) 2 Si-N- ( t-
- a heterogeneous Ziegler-type catalyst was prepared substantially according to the procedure of U.S. Patent No.
- TM chloride in Isopar E hydrocarbon a solution of EtAlCl 2 in n-hexane, and a solution of Ti(0-iPr) in IsoparTM E hydrocarbon, to yield a slurry containing a magnesium concentration of 0.166 M and a ratio of Mg/Al/Ti of 40.0:12.5:3.0.
- An aliquot of this slurry and a dilute solution of Et 3 Al (TEA) were independently pumped with the two streams being combined just prior to introduction into the second polymerization reactor to give an active catalyst with a final TEA:Ti molar ratio of 6.2:1.
- ethylene was fed into the first reactor at a scaled rate of 40 lb/hr (18.2 kg/hr) .
- a diluent mixture comprising IsoparTM E hydrocarbon (available from Exxon Chemical Company) and 1-octene.
- the 1-octene : ethylene ratio (constituting fresh and recycled monomer) was 0.28:1 (mole percent) and the diluent : ethylene feed ratio was 8.23:1 (weight percent).
- a homogeneous constrained geometry catalyst and cocatalyst such as prepared above was introduced into the first polymerization reactor.
- the catalyst, activator, and MMAO scaled flow rates into the first polymerization reactor were 1.64 x 10 -5 lbs. Ti/hr (7.4 x 10 -6 kg Ti/hr) , 6.21 x 10 -4 lbs. activator/hr (2.82 x 10 ⁇ 4 kg activator/hr) , and 6.57 x 10 ⁇ 5 lbs. MMAO/hr (3.0 x 10 -5 kg MMAO/hr) , respectively.
- the polymerization was conducted at a reaction temperature in the range of 70-160°C.
- the reaction product of the first polymerization reactor was transferred to the second reactor.
- the ethylene concentration in the exit stream from the first polymerization reactor was less than four percent, indicating the presence of long chain branching as -described in U . S. Patent No. 5,272,236.
- Ethylene was further fed into the second polymerization reactor at a scaled rate of 120 lbs . /hr (54.5 kg/hr) .
- the ethylene and a stream of hydrogen were combined with a diluent mixture comprising IsoparTM E hydrocarbon and 1- octene .
- the 1-octene : ethylene feed ratio (constituting fresh and recycled monomer) was 0.196:1 (mole percent)
- the diluent : ethylene ratio was 5.91:1 (weight percent)
- the hydrogen : ethylene feed ratio was 0.24:1 (mole percent) .
- a heterogeneous Ziegler-Natta catalyst and cocatalyst as prepared above were introduced into the second polymerization reactor.
- the catalyst (Ti) and cocatalyst (TEA) concentrations in the second polymerization reactor were 2.65 x 10 ⁇ 3 and 1.65 x 10 ⁇ 3 molar, respectively.
- the catalyst and cocatalyst scaled flow rates into the second polymerization reactor were 4.49 x 10 -4 lbs. Ti/hr (2.04 x 10 -4 kg Ti/hr) and
- the polymerization in the second reactor was conducted at a reaction temperature in the range of 150-220°C.
- the conversion and production split between the first and second polymerization reactors was such as to yield the "weight percent of the first ethylene polymer component (A) " value for Example 1 and Comparative Example 6 as set forth in Table 1. That is, the weight percent of the first ethylene polymer component (A) represents the production split between the first and second polymerization reactors.
- IRGANOXTM 1010 i.e., tetrakis [methylene 3- (3, 5-di-tert- butyl-4-hydroxy-phenylpropionate) ] methane, available from Ciba-Geigy and 800 ppm SANDOSTABTM PEPQ, i.e., tetrakis- (2 , 4- di-tert-butyl-phenyl) -4 , 4 ' biphenylphosphonite, available from Sandoz Chemical) were added to stabilize the polymer.
- Comparative example 2 was a polypropylene copolymer having a 5 MFI as measured at 230°C with a 2.16 kg weight and supplied by Solvay under the designation of KS 4005.
- Comparative example 3 was a polypropylene terpolymer having a 5 MFI as measured at 230 C with a 2.16 kg weight and supplied by Solvay under the designation of KS 300.
- Comparative example 4 was a substantially linear ethylene polymer supplied by The Dow Chemical Company under the designation of AFFINITYTM PL 1845.
- Comparative example 5 was a substantially linear ethylene polymer supplied by The Dow
- Comparative example 7 was a heterogeneously branched linear low density polyethylene resin supplied by The Dow Chemical Company under the designation of DOWLEXTM 2035E.
- Comparative example 8 was a heterogeneously branched ultra low density polyethylene resin supplied by The Dow Chemical Company under the designation of ATTANETM SC4103.
- the heat seal initiation temperature for the various sealant layers was determined using a conventional heat seal tester and tensiometer after seals were allowed to age for 24 hours wherein the seal initiation temperature was taken as the temperature where a seal strength of 1.8 N/15 mm was reached.
- Sufficient interlayer adhesion is defined herein as no sign of delamination observed during the coextrusion fabrication step or during sealing and seal testing. Conversely, “poor interlayer adhesion” was taken as the onset of delamination during sealing.
- the side corresponding to layer (C) was Corona treated to a level of about 44 dynes.
- the materials were extruded at melt temperatures between 245 and 275°C and at a chill roll temperature of 25-30°C.
- the temperature of the machine direction orientation (MDO) heated rollers were between 90 and 125°C.
- the draw ratio in the machine direction was 5:1 and in the transverse direction was 8:1.
- the tenter-frame oven temperatures ranged from 180 to 160°C
- the densities, melt indices, and weight percent of the first ethylene polymer component (A) , the overall melt index, composition density and Vicat softening point of the resultant polymer composition and the type of catalyst system employed to manufacture the various examples as well as the heat seal, hot tack and interlayer adhesion performance of the examples are set forth in Table 1.
- Table 1 The densities, melt indices, and weight percent of the first ethylene polymer component (A) , the overall melt index, composition density and Vicat softening point of the resultant polymer composition and the type of catalyst system employed to manufacture the various examples as well as the heat seal, hot tack and interlayer adhesion performance of the examples are set forth in Table 1.
- Z/N denotes Ziegler-Natta catalyst
- the cast coextrusion line was equipped with a 76 cm Johnson flex-lip cast film die.
- the overall film thickness of each coextruded film sample was 3.0 mils (76.2 microns) .
- the two-layer coextruded film structures consisted of 10% sealant and 90% PP homopolymer, Shell KF 6100.
- the films were fabricated using a target line speed of 55 m/min, a target polypropylene homopolymer melt temperature of about 277°C, a target sealant melt temperature of 265°C and an air gap of 12.7 centimeters.
- the polymer composition of comparative example 9 was AFFINITYTM PL 1845 supplied by The Dow Chemical Company (the same as for Comparative Example 4 above) .
- AFFINITYTM PL 1845 is a single polymer component substantially linear ethylene polymer.
- the polymer compositions of Examples 11 and 12 as well as comparative examples 10 and 13 were manufactured using two reactors in accordance with the in si tu polymerization procedure described above as for Example 1.
- the melt index of the first ethylene polymer component (A) was determined by the GPC deconvolution routine as described above and the density and weight percent of the first ethylene polymer component (A) were determined by the ATREF technique also as described above as to Example 1'.
- the heat seal initiation temperature was defined as the minimum temperature at which a 1 lb. /in (2 N/15 mm) seal strength was obtained.
- Heat seal testing was performed on a Topwave Hot Tack Tester using a 0.5 second dwell time with a 40 psi (0.275 MPa) seal bar pressure. The seals are made at 5°C increments by folding the sealant layer over and sealing it to itself. The so-formed seals are pulled at least 24 hours after they were made using an Instron tensiometer at a 10 in/min. (250 mm/min.) crosshead rate.
- Hot tack was defined as the maximum hot tack strength achieved within the normal range tested, i.e. 60-120°C.
- Hot tack testing was also performed using the Topwave Hot Tack Tester set at a 0.5 second dwell, 0.2 second delay time, and 40 psi (0.275 MPa) seal bar pressure. Hot tack seals were made at 5°C increments by folding the sealant layer over and hot tack sealing it to itself. The peel rate applied to the so-formed hot tack seals was of 150 mm/sec. The tester was programmed to pull the seals immediately after the 0.2 second delay. Table 2 summarizes the heat seal and hot tack data obtained for the 3.0 mil (0.08 mm) cast film coextrusions :
- the data in Table 2 indicate that there is an optimum first ethylene polymer component (A) molecular weight or melt index for achieving the highest hot tack strength at a constant overall melt index. From these data, a first ethylene polymer component (A) with an I 2 melt index in the range of from greater than 0.14 g/10 minutes to less than 0.68 g/10 minutes provides optimized hot tack strength. Comparative examples 10 and 13 exhibited insufficient hot tack strength for successful use as a sealant layer for cast BOPP film as well as for vertical form fill and seal (VFFS) applications, such as snack food packaging and cereal packaging applications.
- VFFS vertical form fill and seal
- melt blends of compositions made of a substantially linear ethylene interpolymer manufactured using a constrained geometry catalyst system and a heterogeneously branched ethylene interpolymer manufactured using a Ziegler- Natta catalyst system were prepared.
- the melt blends included Examples 14, 15, 17, 18, 20 and 21 and comparative examples 16, 19 and 22-25.
- the melt blends were prepared by weighing the appropriate amount of each component polymer and tumble blending the mixture and thereafter melt extruding the mixture using a conventional single-screw compounding extruder at about a 350°F (177°C) melt temperature.
- Comparative examples 26 and 27 were prepared by in situ polymerization using methods and procedures such those described in PCT Patent Application No. 94/01052.
- the heat seal initiation temperature of the Examples were determined by measuring sealant layer performance on extrusion laminated structures consisting of 0.5 mil PET/1 mil LDPE 5004/2 mil sealant layer (Examples 14, 15, 17, 18, 20 and 21 and comparative examples 16, 19 and 22-27) or on a three-layer coextruded blown film structure consisting of 1 mil (0.025 mm) Nylon 6/1 mil (0.025 mm) PRIMACOR 1410/1.5 mil (0.038 mm) sealant layer (comparative example 28).
- the heat seal initiation temperature was defined as the minimum temperature at which a 1 lb. /in (2 N/15 mm) seal strength was obtained.
- Heat seal testing was performed on a Topwave Hot Tack Tester using a 0.5 second dwell time with a 40 psi (0.275 MPa) seal bar pressure.
- the seals are made at 5°C increments by folding the sealant layer over and sealing it to itself.
- the so-formed seals are pulled at least 24 hours after they were made using an Instron tensiometer at a 10 in/min. (250 mm/min) crosshead rate.
- the Examples listed below in Table 3 were evaluated as sealant layers in the investigation.
- the Nylon 6 was supplied by Allied-Signal
- the polyester film, HOSTAPHAN 2DEF, is supplied by American Hoechst Corporation.
- the PRIMACOR 1410 adhesive polymer and the LDPE 5004 resin are supplied by The Dow Chemical Company.
- the coextruded film was fabricated on a Gloucester blown film unit equipped with three extruders having diameters of 2, 2.5 and 2.5 inch (5.1, 6.4 and 6.4 cm) .
- the die was an 8 inch (20.3 cm) coextrusion die set with a 70 mil (1.8 mm) die gap.
- a blow-up ratio of 2:1 was maintained for all coextrusions .
- the specific output rate was 6 lbs./hr/inch (6.9 kg/hr/cm) of die and the melt temperature was between 400° and 420°F (204 and 216°C) .
- the extrusion laminated structures were fabricated using a Black-Clawson extrusion coating unit equipped with a 2.5 inch (6.4 cm), 30:1 L/D extruder.
- the extrusion lamination was conducted at a melt temperature of about 550°-600°F (288°- 316°C) and a coating rate of approximately 440 feet per minute (134 m/min.).
- the LDPE 5004 resin was extrusion coated onto 0.5 mil (0.013 mm) of the polyester film and a 2-mil (0.051-mm) monolayer blown film of the sealant material was slip-sheeted onto the LDPE 5004 resin at the extrusion nip roller.
- the laminated structure was cooled by the chill roll and collected for subsequent determination of its heat seal initiation temperature.
- the 2% machine direction (MD) modulus for the Examples was measured on 2 mil (0.051 mm) monolayer blown film.
- the monolayer films for physical testing (as well as the 2 mil (0.051 mm) monolayer blown films used as the slip-sheeted sealant materials in the extrusion lamination described above) were fabricated on a Gloucester blown film unit equipped with a 2.5 inch (6.4 cm) diameter, 24:1 L/D extruder using a single flight, double mix polyethylene screw, a 6 inch (15.2 cm) die set to a 70 mil (1.8 mm) die gap.
- a blow- up ratio of 2.5:1 was maintained for all examples to fabricate the 2 mil (0.051 mm) film and the melt temperature was set at 450°F (232°C) for a specific output rate of 6 lbs./hr/inch (6.9 kg/hr/cm) of die.
- Table 3 below provides the performance data of the various Example compositions as well as performance data for DOWLEX LLDPE resin 2045 (comparative example 28), DOWLEX LLDPE resin 2049 (comparative example 29) , and DOWLEX LLDPE resin 2038 (comparative example 30) . All DOWLEX resins are heterogeneously branched ethylene interpolymers supplied by The Dow Chemical Company. - b l -
- SLEP denotes a substantially linear ethylene polymer manufactured using a constrained geometry catalyst system.
- Z/N denotes a heterogeneously branched ethylene polymer manufactured using a Ziegler-Natta catalyst system.
- N/A denotes not applicable.
- N/D denotes not determined. *Not an Example of the present invention, provided for purposes of comparison only.
- FIG. 4 is a plot of the heat seal initiation temperature of various inventive and comparative film examples as a function of weight percent homogeneously branched ethylene polymer, Component (C) .
- FIG. 4 indicates that for the range of about 20 to about 60 weight percent substantially linear ethylene polymer as the first ethylene polymer component (C) , Examples 14, 15, 17, 18, 20 and 21 exhibit a lower seal initiation temperature than comparative films examples comprised of a homogeneously branched ethylene polymer having a density greater than 0.89 g/cc.
- the seal initiation temperature of Examples is especially lower than comparable comparative examples for weight percentages greater than or equal to 35 weight percent, based on the total weight of the two component composition the film is made from.
- FIG. 5 indicates that the seal initiation temperature of the Examples is substantially lower than that of comparative examples at equivalent composition densities.
- FIG. 6 indicates that the Examples exhibit a lower seal initiation temperature at an equivalent film modulus relative to comparative film Examples. That is, while the comparative examples exhibit a relatively high film modulus and a relatively high seal initiation, the Inventive Examples have a relatively low seal initiation temperature for their given film modulus.
- FIG. 7 indicates that although the Inventive Examples exhibit a relatively low seal initiation temperature for their given film modulus, their film modulus at a given composition density is surprisingly higher than that of single component heterogeneously branched ethylene polymer at equivalent densities.
- FIG. 4-7 indicate that the Inventive Examples exhibit seal initiation temperatures equivalent to lower density ethylene polymers while maintaining the film modulus of medium to higher density ethylene polymers.
Abstract
Description


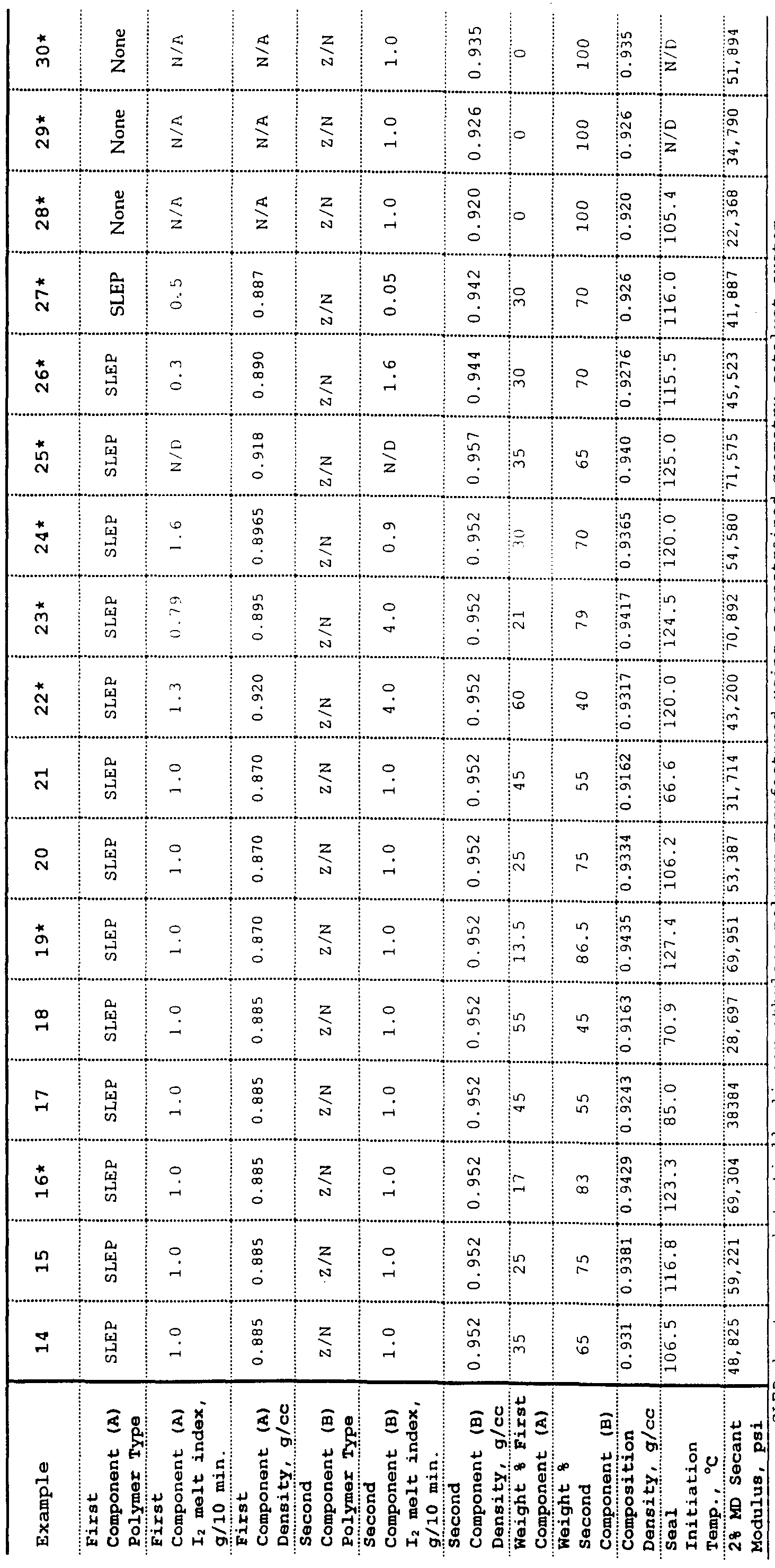
Claims
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP10522753A JP2000507645A (en) | 1996-11-13 | 1997-11-13 | Polyolefin compositions exhibiting balanced sealant properties and improved tensile stress and methods thereof |
| EP97951431A EP0938520A1 (en) | 1996-11-13 | 1997-11-13 | Polyolefin compositions with balanced sealant properties and improved modulus and method for same |
| AU55075/98A AU739746B2 (en) | 1996-11-13 | 1997-11-13 | Polyolefin compositions with balanced sealant properties and improved modulus and method for same |
| BR9713051-6A BR9713051A (en) | 1996-11-13 | 1997-11-13 | Sealing film composition, multilayer structure, film, method for producing a film and heat sealable composition |
| CA002271482A CA2271482A1 (en) | 1996-11-13 | 1997-11-13 | Polyolefin compositions with balanced sealant properties and improved modulus and method for same |
| NZ335732A NZ335732A (en) | 1996-11-13 | 1997-11-13 | Polyolefin compounds with balanced sealant properties and improved modulus and method for same |
| NO992304A NO992304L (en) | 1996-11-13 | 1999-05-12 | Polyolefin blends with balanced properties such as sealant and improved modulus and method of preparation thereof |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/748,321 | 1996-11-13 | ||
| US08/748,321 US5874139A (en) | 1994-10-21 | 1996-11-13 | Multilayer polyolefin with balanced sealant properties |
| US88000697A | 1997-06-20 | 1997-06-20 | |
| US08/880,006 | 1997-06-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO1998021274A1 true WO1998021274A1 (en) | 1998-05-22 |
Family
ID=27114920
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US1997/020574 WO1998021274A1 (en) | 1996-11-13 | 1997-11-13 | Polyolefin compositions with balanced sealant properties and improved modulus and method for same |
Country Status (9)
| Country | Link |
|---|---|
| EP (1) | EP0938520A1 (en) |
| JP (1) | JP2000507645A (en) |
| KR (1) | KR20000053255A (en) |
| AU (1) | AU739746B2 (en) |
| BR (1) | BR9713051A (en) |
| CA (1) | CA2271482A1 (en) |
| NO (1) | NO992304L (en) |
| NZ (1) | NZ335732A (en) |
| WO (1) | WO1998021274A1 (en) |
Cited By (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2001098406A2 (en) * | 2000-06-22 | 2001-12-27 | Exxonmobil Chemical Patents Inc. | Polyethylene blends |
| WO2002068194A1 (en) * | 2001-02-23 | 2002-09-06 | Exxonmobil Oil Corporation | Multi-layer hermetically sealable film |
| US6451916B1 (en) | 1997-07-21 | 2002-09-17 | The Dow Chemical Company Midland | Broad MWD, compositionally uniform ethylene interpolymer compositions, process for making the same and article made therefrom |
| US6469103B1 (en) | 1997-09-19 | 2002-10-22 | The Dow Chemical Company | Narrow MWD, compositionally optimized ethylene interpolymer composition, process for making the same and article made therefrom |
| EP1306184A1 (en) * | 2001-10-11 | 2003-05-02 | Pactiv Corporation | End termination materials for reclosable polymeric bags |
| WO2004111123A1 (en) * | 2003-06-10 | 2004-12-23 | Dow Global Technologies Inc. | Film layers made from ethylene polymer blends |
| US7125933B2 (en) | 2000-06-22 | 2006-10-24 | Univation Technologies, Llc | Very low density polyethylene blends |
| EP1995058A1 (en) * | 2007-05-25 | 2008-11-26 | Flexopack S A | Multilayer heat shrinkable cook-in film |
| WO2010098856A1 (en) * | 2009-02-27 | 2010-09-02 | Equistar Chemicals, Lp | Extrusion coated article |
| WO2011037590A1 (en) * | 2009-09-28 | 2011-03-31 | Exxonmobil Chemical Patents Inc. | Polyolefin compositions and products made therefrom |
| US8617717B2 (en) | 2006-06-09 | 2013-12-31 | Exxonmobil Chemical Patents Inc. | Heat sealable films from propylene and α-olefin units |
| US8709610B2 (en) | 2008-10-17 | 2014-04-29 | Dow Global Technologies Llc | Biaxially oriented film which could be thermally laminated with paper and other substrates |
| US9181369B2 (en) | 2013-03-11 | 2015-11-10 | Chevron Phillips Chemical Company Lp | Polymer films having improved heat sealing properties |
| US9290320B2 (en) | 2011-05-03 | 2016-03-22 | Flexopack S.A. Plastics Industry | Waste packing system and film |
| US9365687B2 (en) | 2008-01-02 | 2016-06-14 | Flexopack S.A. Plastics Industry | PVDC formulation and heat shrinkable film |
| US9440788B2 (en) | 2011-06-16 | 2016-09-13 | Flexopack S.A. | Waste packing system and method of use |
| US9604430B2 (en) | 2012-02-08 | 2017-03-28 | Flexopack S.A. | Thin film for waste packing cassettes |
| US9789669B2 (en) | 2013-06-14 | 2017-10-17 | Flexopack S.A. | Heat shrinkable film |
| US10138362B2 (en) | 2014-06-26 | 2018-11-27 | Dow Global Technologies Llc | Ethylene-based polymer composition for films with improved toughness |
| WO2020102385A1 (en) * | 2018-11-13 | 2020-05-22 | Exxonmobil Chemical Patents Inc. | Polyethylene films |
| US10792899B2 (en) | 2016-09-09 | 2020-10-06 | Dow Global Technologies Llc | Multilayer films and laminates and articles comprising the same |
| CN112955322A (en) * | 2018-09-25 | 2021-06-11 | Sabic环球技术有限责任公司 | Polyethylene film for heat sealing |
| CN113207293A (en) * | 2018-11-13 | 2021-08-03 | 埃克森美孚化学专利公司 | Polyethylene blends and films |
| US11697541B2 (en) | 2014-11-19 | 2023-07-11 | Flexopack S.A. | Oven skin packaging process |
| US11772368B2 (en) | 2017-12-22 | 2023-10-03 | Flexopack S.A. | FIBC liner film |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU7116100A (en) * | 1999-09-07 | 2001-04-10 | E.I. Du Pont De Nemours And Company | Heat-sealable polyolefins and articles made therefrom |
| JP4028206B2 (en) * | 2001-10-19 | 2007-12-26 | 大日本印刷株式会社 | Bag with zipper tape |
| BRPI0314479B1 (en) * | 2002-09-23 | 2015-10-13 | Dow Global Technologies Inc | polymer composition, skin layer, manufactured article and film |
| EP1721739A1 (en) * | 2005-05-09 | 2006-11-15 | Total Petrochemicals Research Feluy | Bi-layer rotomoulding applications |
| EP2114671B1 (en) * | 2006-12-21 | 2016-12-07 | Dow Global Technologies LLC | Layered films, packages prepared therefrom, and methods of making the same |
| KR100901632B1 (en) * | 2008-04-01 | 2009-06-08 | 호남석유화학 주식회사 | Polyethlene resin composition for preparing container closure |
| KR101708070B1 (en) * | 2009-02-06 | 2017-02-17 | 다우 글로벌 테크놀로지스 엘엘씨 | Ethylene-based polymers and compositions, methods of making the same, and articles prepared therefrom |
| SG10201403765WA (en) * | 2009-07-01 | 2014-09-26 | Dow Global Technologies Llc | Ethylenic Polymer And Its Use |
| US9815975B2 (en) * | 2013-03-25 | 2017-11-14 | Dow Global Technologies Llc | Film having good barrier properties together with good physical characteristics |
| JP6398841B2 (en) * | 2015-03-31 | 2018-10-03 | 日本ポリエチレン株式会社 | Packaging film |
| US11046843B2 (en) * | 2019-07-29 | 2021-06-29 | Nova Chemicals (International) S.A. | Ethylene copolymers and films with excellent sealing properties |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1994025523A1 (en) * | 1993-04-28 | 1994-11-10 | The Dow Chemical Company | Fabricated articles made from ethylene polymer blends |
| WO1996012762A1 (en) * | 1994-10-21 | 1996-05-02 | The Dow Chemical Company | Polyolefin compositions exhibiting heat resistivity, low hexane-extractives and controlled modulus |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5734145A (en) * | 1980-08-07 | 1982-02-24 | Mitsui Petrochem Ind Ltd | Ethylene-alpha-olefin copolymer composition |
-
1997
- 1997-11-13 NZ NZ335732A patent/NZ335732A/en unknown
- 1997-11-13 BR BR9713051-6A patent/BR9713051A/en not_active Application Discontinuation
- 1997-11-13 JP JP10522753A patent/JP2000507645A/en active Pending
- 1997-11-13 WO PCT/US1997/020574 patent/WO1998021274A1/en not_active Application Discontinuation
- 1997-11-13 AU AU55075/98A patent/AU739746B2/en not_active Withdrawn - After Issue
- 1997-11-13 EP EP97951431A patent/EP0938520A1/en not_active Withdrawn
- 1997-11-13 KR KR1019990704234A patent/KR20000053255A/en not_active Application Discontinuation
- 1997-11-13 CA CA002271482A patent/CA2271482A1/en not_active Abandoned
-
1999
- 1999-05-12 NO NO992304A patent/NO992304L/en not_active Application Discontinuation
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1994025523A1 (en) * | 1993-04-28 | 1994-11-10 | The Dow Chemical Company | Fabricated articles made from ethylene polymer blends |
| WO1996012762A1 (en) * | 1994-10-21 | 1996-05-02 | The Dow Chemical Company | Polyolefin compositions exhibiting heat resistivity, low hexane-extractives and controlled modulus |
Cited By (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6451916B1 (en) | 1997-07-21 | 2002-09-17 | The Dow Chemical Company Midland | Broad MWD, compositionally uniform ethylene interpolymer compositions, process for making the same and article made therefrom |
| US6683149B2 (en) | 1997-09-19 | 2004-01-27 | Dow Global Technologies Inc. | Narrow MWD, compositionally optimized ethylene interpolymer composition, process for making the same and article made therefrom |
| US6908968B2 (en) | 1997-09-19 | 2005-06-21 | Dow Global Technologies Inc. | Narrow MWD, compositionally optimized ethylene interpolymer composition, process for making the same and article made therefrom |
| US6469103B1 (en) | 1997-09-19 | 2002-10-22 | The Dow Chemical Company | Narrow MWD, compositionally optimized ethylene interpolymer composition, process for making the same and article made therefrom |
| CN1298750C (en) * | 2000-06-22 | 2007-02-07 | 埃克森美孚化学专利公司 | Metallocene-produced very low density polyethylenes |
| US7125933B2 (en) | 2000-06-22 | 2006-10-24 | Univation Technologies, Llc | Very low density polyethylene blends |
| WO2001098406A2 (en) * | 2000-06-22 | 2001-12-27 | Exxonmobil Chemical Patents Inc. | Polyethylene blends |
| WO2001098406A3 (en) * | 2000-06-22 | 2003-10-09 | Exxonmobil Chem Patents Inc | Polyethylene blends |
| US6794021B2 (en) | 2001-02-23 | 2004-09-21 | Exxon Mobil Oil Corporation | Multi-layer hermetically sealable film |
| WO2002068194A1 (en) * | 2001-02-23 | 2002-09-06 | Exxonmobil Oil Corporation | Multi-layer hermetically sealable film |
| US6686005B2 (en) | 2001-10-11 | 2004-02-03 | Pactiv Corporation | End termination materials for reclosable polymeric bags |
| EP1306184A1 (en) * | 2001-10-11 | 2003-05-02 | Pactiv Corporation | End termination materials for reclosable polymeric bags |
| WO2004111123A1 (en) * | 2003-06-10 | 2004-12-23 | Dow Global Technologies Inc. | Film layers made from ethylene polymer blends |
| US7659343B2 (en) | 2003-06-10 | 2010-02-09 | Dow Global Technologies, Inc. | Film layers made from ethylene polymer blends |
| KR101125333B1 (en) * | 2003-06-10 | 2012-03-27 | 다우 글로벌 테크놀로지스 엘엘씨 | Film layers made from ethylene polymer blends |
| US8617717B2 (en) | 2006-06-09 | 2013-12-31 | Exxonmobil Chemical Patents Inc. | Heat sealable films from propylene and α-olefin units |
| EP1995058A1 (en) * | 2007-05-25 | 2008-11-26 | Flexopack S A | Multilayer heat shrinkable cook-in film |
| US9365687B2 (en) | 2008-01-02 | 2016-06-14 | Flexopack S.A. Plastics Industry | PVDC formulation and heat shrinkable film |
| US8709610B2 (en) | 2008-10-17 | 2014-04-29 | Dow Global Technologies Llc | Biaxially oriented film which could be thermally laminated with paper and other substrates |
| WO2010098856A1 (en) * | 2009-02-27 | 2010-09-02 | Equistar Chemicals, Lp | Extrusion coated article |
| US8653193B2 (en) | 2009-09-28 | 2014-02-18 | Exxonmobil Chemical Patents Inc. | Polyolefin compositions and products made therefrom |
| CN102575025A (en) * | 2009-09-28 | 2012-07-11 | 埃克森美孚化学专利公司 | Polyolefin compositions and products made therefrom |
| WO2011037590A1 (en) * | 2009-09-28 | 2011-03-31 | Exxonmobil Chemical Patents Inc. | Polyolefin compositions and products made therefrom |
| US9290320B2 (en) | 2011-05-03 | 2016-03-22 | Flexopack S.A. Plastics Industry | Waste packing system and film |
| US10287094B2 (en) | 2011-05-03 | 2019-05-14 | Flexopack S.A. Plastics Industry | Waste packing system and film |
| US9440788B2 (en) | 2011-06-16 | 2016-09-13 | Flexopack S.A. | Waste packing system and method of use |
| US9604430B2 (en) | 2012-02-08 | 2017-03-28 | Flexopack S.A. | Thin film for waste packing cassettes |
| US9181369B2 (en) | 2013-03-11 | 2015-11-10 | Chevron Phillips Chemical Company Lp | Polymer films having improved heat sealing properties |
| US9441061B2 (en) | 2013-03-11 | 2016-09-13 | Chevron Phillips Chemical Company Lp | Polymer films having improved heat sealing properties |
| US9789669B2 (en) | 2013-06-14 | 2017-10-17 | Flexopack S.A. | Heat shrinkable film |
| US11174600B2 (en) | 2014-06-26 | 2021-11-16 | Dow Global Technologies Llc | Artificial turf filament and articles incorporating same |
| US10138362B2 (en) | 2014-06-26 | 2018-11-27 | Dow Global Technologies Llc | Ethylene-based polymer composition for films with improved toughness |
| CN112457561A (en) * | 2014-06-26 | 2021-03-09 | 陶氏环球技术有限责任公司 | Breathable films and articles incorporating the same |
| CN112457561B (en) * | 2014-06-26 | 2023-05-05 | 陶氏环球技术有限责任公司 | Breathable films and articles incorporating the same |
| US11697541B2 (en) | 2014-11-19 | 2023-07-11 | Flexopack S.A. | Oven skin packaging process |
| US10792899B2 (en) | 2016-09-09 | 2020-10-06 | Dow Global Technologies Llc | Multilayer films and laminates and articles comprising the same |
| US11772368B2 (en) | 2017-12-22 | 2023-10-03 | Flexopack S.A. | FIBC liner film |
| CN112955322A (en) * | 2018-09-25 | 2021-06-11 | Sabic环球技术有限责任公司 | Polyethylene film for heat sealing |
| CN112955322B (en) * | 2018-09-25 | 2023-06-16 | Sabic环球技术有限责任公司 | Polyethylene film for heat sealing |
| CN113207293A (en) * | 2018-11-13 | 2021-08-03 | 埃克森美孚化学专利公司 | Polyethylene blends and films |
| CN113195603A (en) * | 2018-11-13 | 2021-07-30 | 埃克森美孚化学专利公司 | Polyethylene film |
| US20220025135A1 (en) * | 2018-11-13 | 2022-01-27 | Exxonmobil Chemical Patents Inc. | Polyethylene Films |
| US20220025136A1 (en) * | 2018-11-13 | 2022-01-27 | Exxonmobil Chemical Patents Inc. | Polyethylene Blends and Films |
| US11649331B2 (en) | 2018-11-13 | 2023-05-16 | Exxonmobil Chemical Patents Inc. | Polyethylene blends and films |
| CN113195603B (en) * | 2018-11-13 | 2023-05-26 | 埃克森美孚化学专利公司 | Polyethylene film |
| WO2020102385A1 (en) * | 2018-11-13 | 2020-05-22 | Exxonmobil Chemical Patents Inc. | Polyethylene films |
| CN113207293B (en) * | 2018-11-13 | 2023-08-04 | 埃克森美孚化学专利公司 | Polyethylene blends and films |
Also Published As
| Publication number | Publication date |
|---|---|
| NO992304L (en) | 1999-07-13 |
| NO992304D0 (en) | 1999-05-12 |
| KR20000053255A (en) | 2000-08-25 |
| JP2000507645A (en) | 2000-06-20 |
| NZ335732A (en) | 2000-12-22 |
| BR9713051A (en) | 2002-01-15 |
| AU739746B2 (en) | 2001-10-18 |
| EP0938520A1 (en) | 1999-09-01 |
| AU5507598A (en) | 1998-06-03 |
| CA2271482A1 (en) | 1998-05-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU739746B2 (en) | Polyolefin compositions with balanced sealant properties and improved modulus and method for same | |
| US5874139A (en) | Multilayer polyolefin with balanced sealant properties | |
| US5972444A (en) | Polyolefin compositions with balanced shrink properties | |
| EP0938521B1 (en) | Shrink film having balanced properties or improved toughness and methods of making the same | |
| US6262174B1 (en) | Polymer compositions which exhibit high hot tack | |
| AU691386B2 (en) | Extrusion compositions having high drawdown and substantially reduced neck-in | |
| CA2526873C (en) | Film layers made from ethylene polymer blends | |
| JP6527583B2 (en) | Ultra low density polyethylene produced with single site catalyst | |
| WO1999052972A1 (en) | Peelable-seal polyolefin composition and sealant layer | |
| CA2283709C (en) | Pinhole-resistant extrusion composition, method and article | |
| WO2021183337A1 (en) | Films made of polyethylene blends for improved bending stiffness and high md tear resistance | |
| AU1193202A (en) | Polyolefin compositions with balanced sealant properties and improved modulus and method for same | |
| WO1999051433A1 (en) | Polymeric adhesive composition for polyvinylidene chloride interpolymers | |
| MXPA99004434A (en) | Polyolefin compositions with balanced sealant properties and improved modulus and method for same | |
| MXPA99004381A (en) | Shrink film having balanced properties or improved toughness and methods of making the same | |
| MXPA96005477A (en) | Medium module film comprising substantially linear polyethylene and manufacture method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 97181099.0 Country of ref document: CN |
|
| AK | Designated states |
Kind code of ref document: A1 Designated state(s): AL AM AT AU AZ BA BB BG BR BY CA CH CN CU CZ DE DK EE ES FI GB GE GH HU ID IL IS JP KE KG KP KR KZ LC LK LR LS LT LU LV MD MG MK MN MW MX NO NZ PL PT RO RU SD SE SG SI SK SL TJ TM TR TT UA UG US UZ VN YU ZW AM AZ BY KG KZ MD RU TJ TM |
|
| AL | Designated countries for regional patents |
Kind code of ref document: A1 Designated state(s): GH KE LS MW SD SZ UG ZW AT BE CH DE DK ES FI FR GB GR IE IT LU MC |
|
| DFPE | Request for preliminary examination filed prior to expiration of 19th month from priority date (pct application filed before 20040101) | ||
| CFP | Corrected version of a pamphlet front page |
Free format text: ADD INID NUMBER (63) "RELATED BY CONTINUATION (CON) OR CONTINUATION-IN-PART (CIP) TO EARLIER APPLICATION" WHICH WAS INADVERTENTLY OMITTED FROM THE FRONT PAGE |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| ENP | Entry into the national phase |
Ref document number: 2271482 Country of ref document: CA |
|
| ENP | Entry into the national phase |
Ref document number: 1998 522753 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: PA/a/1999/004434 Country of ref document: MX Ref document number: 09308145 Country of ref document: US Ref document number: 1019997004234 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1997951431 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 55075/98 Country of ref document: AU |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 335732 Country of ref document: NZ |
|
| WWP | Wipo information: published in national office |
Ref document number: 1997951431 Country of ref document: EP |
|
| REG | Reference to national code |
Ref country code: DE Ref legal event code: 8642 |
|
| WWP | Wipo information: published in national office |
Ref document number: 1019997004234 Country of ref document: KR |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: 55075/98 Country of ref document: AU |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: 1019997004234 Country of ref document: KR |
|
| WWW | Wipo information: withdrawn in national office |
Ref document number: 1997951431 Country of ref document: EP |