PULSE REVERSE ELECTROLYSIS OF ACIDIC COPPER ELECTROPLATING
SOLUTIONS
FIELD OF THE INVENTION This invention relates to the use of pulse reverse plating to deposit copper from acid solutions onto decorative substrates, to produce a more even distribution of the copper deposit.
BACKGROUND OF THE INVENTION , The plating of copper from acid solutions is well known, with numerous industrial applications. In most applications the articles to be plated are suspended in the electrolyte, a technique hereafter called rack plating.
One of these applications is plating aluminium alloy automobile wheels, whereby the aluminium alloy surface is cleaned and degreased prior to immersion in a zincate solution, which leaves a thin zinc coating on the alloy surface. Because of the acidic nature of the copper plating solution, the zincate film would be destroyed upon immersion. To avoid destruction of the zincate film, a thin nickel coating is normally electrodeposited from a mildly acidic bath onto the zincate film, and then copper is subsequently deposited onto the nickel by electroplating from the highly acidic copper solution. The zmcate/nickel treatment facilitates the plating of the copper onto aluminium alloy substrates, which cannot be electroplated directly. In the specific example of aluminium alloy automobile wheels, it is common practice to deposit a relatively thick copper film, which is usually subjected to a polishing operation prior to electrodeposition of the final nickel and chromium finish.
The deposition of copper serves two purposes: (1) it can have levelling properties and thus can be used to hide blemishes in the cast aluminium wheel, and (2) it is soft and easily polished. Polishing of the copper surface leaves a smooth finish that looks attractive when the final finish is applied. In addition, polishing the surface spreads the soft copper and effectively seals any pores in the copper deposit, thus improving the corrosion resistance of the deposit.
One of the drawbacks of the current technique is that a minimum thickness of copper must be deposited onto the aluminium base to ensure that no areas of the copper deposit are removed completely during the polishing operation, and to provide adequate protection of the aluminium during subsequent processing stages. However, due to the nature of the electrolyte and additives used in the acidic copper plating stage, the distribution of the copper plate is generally uneven. To achieve the required minimum thickness in recesses, excess copper is plated onto the more exposed areas of the wheel, which is very wasteful and costly for the plater.
Another application for copper deposition is electroplating onto plastic substrates, which is very common in the automotive industry. Generally in these applications, the plastic substrate is pre-freated to allow it to accept a thin nickel deposit that is deposited by elecfroless means. Once the thin layer of nickel renders the plastic component electrically conductive, a substantial layer of copper is applied before the final finish of nickel and chromium is applied. A minimum copper thickness is normally specified by the end-user of the plated part, for example the automotive manufacturer. Due to the poor distribution of copper metal deposited from conventional decorative electrolytes, achieving this minimum copper thickness in the recesses of complex-shaped parts results in excessive amounts of copper deposited on the exposed areas. Again, this results in wasted copper for the plater and can also result in other problems such as treeing or burning of the deposit, or rejects due to failure on dimensional tolerances. Treeing and burning are familiar terms well known to those skilled in the electroplating art and describe faults in the plated deposit that can occur on exposed areas of an electroplated article.
Therefore it would be advantageous for a process to provide for a greatly improved distribution of the copper deposit over the surface of the plated articles. This can increase production capacity by reducing the processing time required to achieve the minimum thickness of copper. In addition, it can reduce the amount of copper wasted, and also reduce the possibility of rejects because of dimensional tolerance, burning or freeing of the copper deposit.
Other applications where a more even distribution of a copper deposit is advantageous are also contemplated by the present invention.
The use of pulse reverse plating techniques to deposit copper from acidic solutions is well-known within the electronics industry, for plating copper from acidic solutions onto printed circuit boards and other substrates. U.S. Patent No. 6,319,384, to Taylor et al., the subject matter of which is herein incorporated by reference in its entirety, discloses a method for the electrodeposition of copper onto a semiconductor substrate, wherein the acidic copper plating bath is substantially devoid of brighteners and and/or levellers.
The basic chemistry of the additives used for electronics applications, and their performance under pulse reverse current plating conditions as compared to direct current conditions is explained by T. Pearson, "Effect of Pulsed Current On The Electrodeposition of Chromium and Copper", PhD thesis, Aston University, United Kingdom, 1989, the subject matter of which is herein incorporated by reference in it is entirety. The additives are broadly similar to those used in general rack plating applications, and broadly comprise a sulphopropyl sulphide and a polyalkylene glycol that operate in conjunction with chloride ion. The use of pulse reverse current with these additives results in an electrochemical effect that causes an improved metal distribution. It is this effect that is utilised to plate copper into the holes on circuit boards. These holes are typically 0.5 mm diameter and 2-3 mm deep. The effective current density in these holes is extremely low and outside of the normal range expected in a general rack plating applications such as plating of alloy wheels.
Unfortunately, this distribution effect can be destroyed by other additives. For this reason, plating bath compositions formulated for printed circuit board applications are generally very simple and do not provide a fully bright and levelled copper deposit. Conversely, in general rack plating applications, it is the appearance of the copper deposit that is of prime importance. Because pulse plating is not used, the effect of further levellers and brightening agents on this distribution effect is inconsequential.
The base c omposition of the electrolyte used f or e lectronics applications is also different from that used in a typical rack plating application. Typically, a plating bath used for electronic/circuit board applications will contain 75 g/1 of copper sulphate pentahydrate, 115 ml/1 of concentrated sulphuric acid, 40 mg/1 of chloride ion, and proprietary additives (a "low-metal/high acid bath"), hi contrast, a bath used for general- purpose rack plating typically contains 220 g/1 of copper sulphate pentahydrate, 35 ml/1 of concentrated sulphuric acid, 80 m g/1 o f chloride ion and proprietary additives (a "high- metal/low acid" bath).
The inventors have surprisingly found that the pulse reverse current plating techniques used for printed circuit boards can translate very well to the application of plating copper in general rack plating applications including the aforementioned aluminium alloy automobile wheels and plastic substrates. This is surprising in that the current density range is very different from that applied to printed circuit b oards. The inventors have found that the use of pulse reverse current plating in general rack plating applications causes less waste of copper as compared to conventional baths in various applications where articles are plated to a minimum thickness.
When plating alloy wheels the use of pulse reverse plating in conjunction with an electronic-type electrolyte formulation, and an additive system optimised for pulse reverse electrolysis, results in a much improved distribution of copper deposit on the wheel. This has two distinct advantages to the plater: (1) there is less excess copper deposited on the exposed areas of the wheel, and (2) the recessed areas of the wheel can be plated to the minimum thickness in less time than in previous applications, thereby increasing production capacity.
To the best of the inventors' knowledge this technique has not previously been suggested or applied for use in conventional rack plating plants, possibly because the use of pulse reverse current causes the deposit to become dull in high current density regions on the plated article. However, in the case of alloy automobile wheels, it is usual for the copper deposit to be polished and this negative effect is no longer a factor. Alternatively, the copper plating stage may consist of a period of pulse reverse electrolysis followed by a
period of direct current electrolysis to leave the final deposit brighter than if pulse reverse electrolysis only had been applied.
Additionally, the low current density regions of an article plated with pulse reverse electrolysis retain a bright appearance when suitable proprietary additives are used, thus leaving a bright appearance across the whole item.
Therefore as demonstrated by the examples below, the use of the pulse reverse current technique is ideally suited to applications where a more even distribution of the copper deposit is desirable, for example when plating to a minimum thickness specification, such as for alloy wheels or when plating plastic parts for automotive use.
SUMMARY OF THE INVENTION
The u se o f p ulse r everse p lating to d eposit copper can b e u sed f or a m ethod o f plating decorative articles in an acidic copper electroplating bath comprising the steps of:
(a) suspending the decorative article in an plating bath comprising copper ions, counter ions, and chloride ions; and
(b) plating the decorative article for a period of time with pulse-reverse current to produce a desired thickness of copper on at least one surface of said decorative article.
In a preferred embodiment, the acid copper-plating bath further comprises a polyether and a divalent sulphur compound.
DETAILED DESCRIPTION OF THE INVENTION
The present invention utilizes pulse-reverse current for plating decorative articles with copper in an acidic copper plating bath to produce a desired thickness of copper on the surfaces of the decorative articles. The present invention is particularly useful for plating a more uniform thickness of copper onto aluminium alloy wheels and plastic parts for automotive use.
The acidic copper plating bath of the invention generally comprises copper ions, a source of counter ions, and chloride ions. Other additives may also be added to the bath to improve the copper deposit.
Copper ions are present in the plating bath at a concentration of about 10 to 50 g/1.
Copper sulphate pentahydrate is an example of a copper compound that is useful in the baths of the present invention, although other copper compounds would also be known to one skilled in the art. The plating bath generally comprises copper sulphate pentahydrate at a concentration of about 50 to 100 g/1, preferably about 75 g/1.
The source of counter ions in the plating bath is generally sulphate ions or methanesulphonate/methanesulphonic acid. A preferred source of sulphate ions is sulphuric acid. The counter ion is present in the plating bath at a concentration of about 50-250 ml/1, preferably about 100-150 ml/1, and most preferably about 115 ml/1.
Chloride ions are present in the plating bath at a concentration of about 10-500 mg/1, preferably about 50-150 mg/1.
In a preferred embodiment, the plating bath of the present invention further comprises a polyether and a divalent sulphur compound.
The polyether is generally present in the plating bath at a concentration of about 50-5,000 mg/1, preferably about 300 mg/1. The polyether generally has a molecular weight of between 500 and 100,000. Preferred polyethers include polyethylene glycol and an ethylene oxide/propylene oxide co-polymer.
The divalent sulphur compound is generally present in the plating bath at a concentration of about 1-150 mg/1, preferably about 30-50 mg/1. Preferred divalent sulphur compounds include mercatopropanesulponic acid or an alkali metal salt thereof, bis-(propane-3-sulphonic acid) disulphide or an alkali metal salt thereof, and bis-(ethane- 2-sulphuric acid)disulphide or an alkali metal salt thereof.
Commercially available levelling compounds and brighteners may also be added to the plating bath compositions of the instant invention. The brighteners and levellers are added to enhance the visual performance of the deposit produced from the plating bath.
The pulse plating regime of the plating bath consists of alternating cathodic and anodic pulses. The cathodic pulse time is generally between 5 and 100 ms, and the anodic pulse time is generally between 0.1 and 10 ms. Optionally, the plating regime may comprise a final cathodic period of extended time, up to about 1 hour.
The average applied current density is generally between 0.5 - 5.0 A/dm2. The current density during the anodic pulse is typically between 1 and 5 times the current density during the cathodic pulse.
Examples
The following non-limiting examples demonstrate various attributes of the instant invention. In the examples, the Hull cell tests were done with a steel panel in order for the copper deposit thickness to be measured by X-ray fluorescence (XRF) technique. To avoid immersion copper deposition on the steel panel, the panels were first plated with a minimal thickness of copper (approximately 0.1 - 0.2 μm) from a cyanide copper solution before being transferred to the Hull cell. All Hull cell tests were carried out at 25°C using a "sulfast" copper anode.
The pulse current regime was 10 ms cathodic, 0.5 ms anodic, which is a normal pulse regime for printed circuit board applications.
Examples 1 - 5 are illustrative of the prior art and represent the current technology for general acid copper plating. The compositions and plating conditions used in these examples are set forth below in Table 1.
Table 1. Prior art acid copper plating conditions
disodium salt = bis-(ethane-2-sulphate)disulphide disodium salt
Example 1
A solution was prepared containing 210 g/1 copper sulphate pentahydrate, 32 ml/1 sulphuric acid and 85 mg/1 of chloride ion. Proprietary additives (Cumac 8000SL, a MacDermid process for general rack acid copper plating) were added. A Hull cell panel was plated at 1 amp for 15 minutes with direct current. The thickness was measured at points on the panel corresponding to primary current densities of 2.0 A/dm2 and 0.1 A/dm2. The thickness at 2.0 A/dm2 was divided by the thickness at 0.1 A/dm2 to give a thickness ratio 6.07: 1. The panel appearance was bright across the whole range.
Example 2
A solution was prepared as in example 1 and a Hull cell panel was plated for 15 minutes using a pulse reverse current regime with an average current of 1 amp and an anodic: cathodic current density of approximately 3:1. The thickness ratio was calculated as before and was 6.8:1. The panel appearance was smooth matte in high current density areas and bright in low current density areas.
Example 3 A solution was prepared c ontaining 75 g/1 of copper sulphate p entahydrate, 1 15 ml/1 of sulphuric acid, 85 mg/1 of chloride ion and Cumac 8000SL additives. A Hull cell
panel was plated at 1 amp for 15 minutes using direct current and the thickness ratio was calculated as 4.0: 1. The deposit was fully bright across the whole panel.
Example 4
A solution was prepared as in example 3 and a Hull cell panel was plated for 15 minutes using a pulse reverse current regime with an average current of 1 amp and an anodic: cathodic current density of approximately 2:1. The thickness ratio was calculated as before and was 3 .0:1. The deposit was smooth matte in high current density areas and bright in low current density areas.
Example 5
A solution was prepared c ontaining 75 g/1 of copper sulphate p entahydrate, 1 15 ml/1 of sulphuric acid and 75 mg/1 of chloride ion. 300 mg/1 of a polyalkyleneglycol and 30 mg/1 of bis-(ethane-2-sulphate)disulphide disodium salt was added. A Hull cell panel was plated at 1 amp for 15 minutes using direct current and the thickness ratio was calculated as 4.0: 1. The deposit was semi-bright across the whole range.
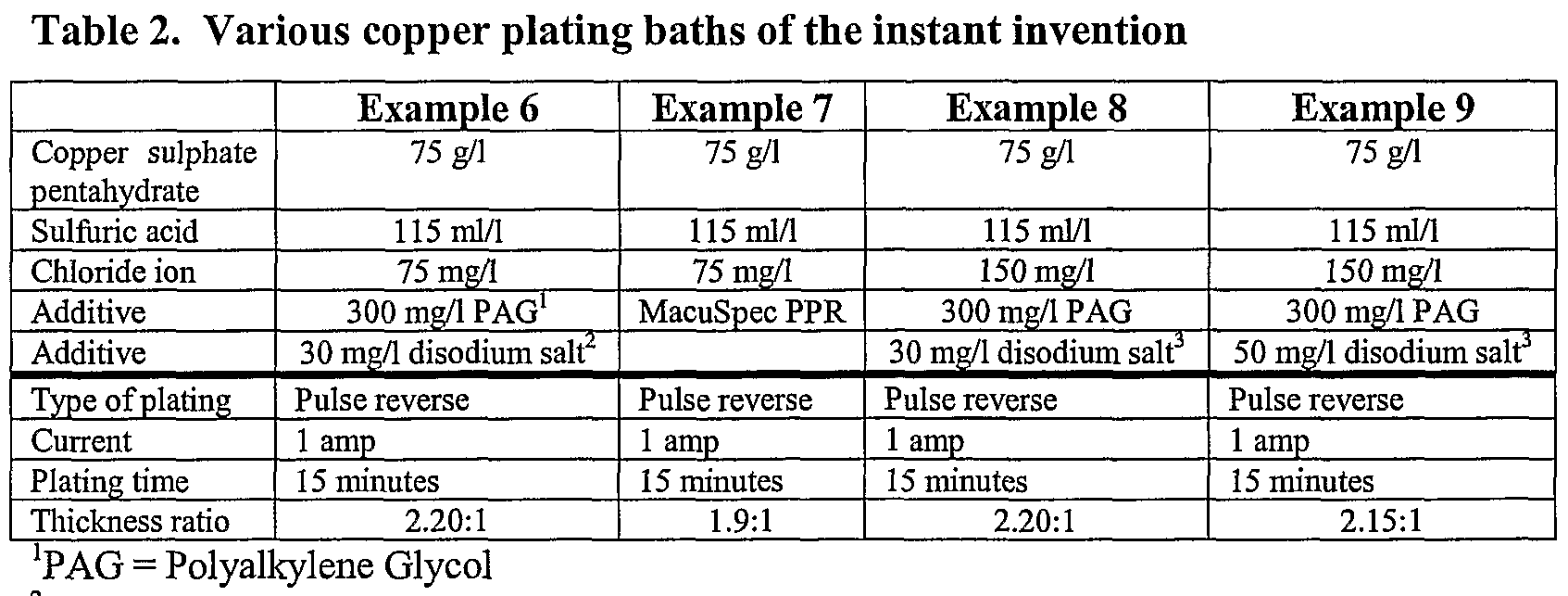
Examples 6-12 illustrate non-limiting plating baths of the instant invention. The compositions and plating conditions used in these examples are set forth below in Tables 2-3.
2disodium salt = bis-(ethane-2-sulphate)disulphide disodium salt 3disodium salt = bis-(3-sulphopropyl)disulphide disodium salt
Table 3. Various copper plating baths of the instant invention
2disodium salt = bis-(ethane-2-suIphate)disulphide disodium salt 3disodium salt = bis-(3-sulρhopropyl)disulphide disodium salt
Example 6
A solution was prepared c ontaining 75 g/1 o f copper sulphate p entahydrate, 1 15 ml/1 of sulphuric acid and 75 mg/1 of chloride ion. 300 mg/1 of a polyalkyleneglycol and 30 mg/1 of bis-(ethane-2-sulphate)disulphide disodium salt was added. A Hull cell panel was plated for 15 minutes using a pulse reverse current regime with an average current of 1 amp and an anodicxathodic current density of approximately 2:1. The thickness ratio was calculated as 2.20:1. The panel was smooth matte in high current density areas and semi- bright in low current density areas.
Example 7
A solution was prepared containing 75 g/1 copper sulphate pentahydrate, 115 ml/1 sulphuric acid and 75 mg/1 of chloride ion. Proprietary additives (MacuSpec PPR, a MacDermid process for plating of printed circuit boards) were added and a Hull cell panel was plated for 15 minutes using a pulse reverse current regime with an average current of 1 amp and an anodicxathodic current density of approximately 2:1. The thickness ratio was calculated as 1.9:1. The deposit was smooth matte in high current density areas and semi-bright in low current density areas.
Example 8
A solution was prepared containing 75 g/1 copper sulphate pentahydrate, 115 ml/1 sulphuric acid and 150 mg/1 of chloride ion. 300 mg/1 of polyalkyleneglycol and 30 mg/1 of bis-(3-sulphopropyl)disulphide disodium salt were added. A Hull cell panel was plated for 15 minutes using a pulse reverse current regime with an average current of 1 amp and an anodic: cathodic current density of approximately 2:1. The thickness ratio was calculated as 2.20:1. The deposit was smooth matte in high current density areas and semi-bright in low current density areas.
Example 9
A solution was prepared containing 75 g/1 copper sulphate pentahydrate, 115 ml/1 sulphuric acid and 150 mg/1 of chloride ion. 300 mg/1 of polyalkyleneglycol and 50 mg/1 of bis-(3-sulphopropyl)disulphide disodium salt were added. A Hull cell panel was plated for 15 minutes using a pulse reverse current regime with an average current of 1 amp and an anodic: cathodic current density of approximately 2:1. The thickness ratio was calculated as 2.15:1. The deposit was smooth matte in high current density areas and semi-bright in low current density areas.
Example 10
A solution was prepared containing 75 g/1 copper sulphate pentahydrate, 115 ml/1 sulphuric acid and 75 mg/1 of chloride ion. 300 mg/1 of polyalkyleneglycol, 30 mg/1 of bis- (ethane-2-sulphate)disulphide disodium salt and 40 mg/1 of commercially available levelling compound A were added. A Hull cell panel was plated for 15 minutes using a pulse reverse current regime with an average current of 1 amp and an anodic: cathodic current density of approximately 2 :1. The thickness ratio was calculated as 1.70:1. The deposit was smooth matte in high current density areas and fully bright in low current density areas.
Example 11
A solution was prepared containing 75 g/1 copper sulphate pentahydrate, 115 ml/1 sulphuric acid and 75 mg/1 of chloride ion. 300 mg/1 of polyalkyleneglycol, 30 mg/1 of bis-
(3-sulphopropyl)disulphide disodium salt and 50 mg/1 of commercially available levelling compound B were added. A Hull cell panel was plated for 15 minutes using a pulse reverse current regime with an average current of 1 amp and an anodic: cathodic current density of approximately 2 :1. The thickness ratio was calculated as 2.20:1. The deposit was smooth matte in high current density areas and fully bright in low current density areas.
Example 12
A solution was prepared containing 75 g/1 copper sulphate pentahydrate, 115 ml/1 sulphuric acid and 75 mg/1 of chloride ion. 300 mg/1 of polyalkyleneglycol, 30 mg/1 of bis- (3-sulphopropyι)disulphide disodium salt and 40 mg/1 of commercially available levelling compound A were added. A Hull cell panel was plated for 15 minutes using a pulse reverse current regime with an average current of 1 amp and an anodic: cathodic current density of approximately 2:1, followed by 1 amp for 5 minutes of direct current. The thickness ratio was calculated as 2.15:1. The deposit was bright across the entire panel.