WO2006101964A2 - Retortable packaging film with grease-resistance - Google Patents
Retortable packaging film with grease-resistance Download PDFInfo
- Publication number
- WO2006101964A2 WO2006101964A2 PCT/US2006/009496 US2006009496W WO2006101964A2 WO 2006101964 A2 WO2006101964 A2 WO 2006101964A2 US 2006009496 W US2006009496 W US 2006009496W WO 2006101964 A2 WO2006101964 A2 WO 2006101964A2
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- temperature
- polyamide
- abuse
- copolymer
- Prior art date
Links
- 229920006280 packaging film Polymers 0.000 title description 6
- 239000012785 packaging film Substances 0.000 title description 6
- 229920001577 copolymer Polymers 0.000 claims abstract description 46
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 claims abstract description 41
- 239000005977 Ethylene Substances 0.000 claims abstract description 41
- 239000004711 α-olefin Substances 0.000 claims abstract description 41
- 229920000089 Cyclic olefin copolymer Polymers 0.000 claims abstract description 34
- 239000004519 grease Substances 0.000 claims abstract description 22
- 229920006281 multilayer packaging film Polymers 0.000 claims abstract description 18
- 238000004806 packaging method and process Methods 0.000 claims abstract description 15
- 229920005989 resin Polymers 0.000 claims abstract description 13
- 239000011347 resin Substances 0.000 claims abstract description 13
- 239000002253 acid Substances 0.000 claims abstract description 8
- IAQRGUVFOMOMEM-UHFFFAOYSA-N butene Natural products CC=CC IAQRGUVFOMOMEM-UHFFFAOYSA-N 0.000 claims abstract description 8
- 229920000554 ionomer Polymers 0.000 claims abstract description 8
- 229920000642 polymer Polymers 0.000 claims description 44
- 238000000034 method Methods 0.000 claims description 23
- 230000008569 process Effects 0.000 claims description 19
- 239000000203 mixture Substances 0.000 claims description 16
- 238000007789 sealing Methods 0.000 claims description 14
- 229920002292 Nylon 6 Polymers 0.000 claims description 13
- 238000012360 testing method Methods 0.000 claims description 8
- 229920002302 Nylon 6,6 Polymers 0.000 claims description 7
- -1 polypropylene Polymers 0.000 claims description 7
- 229920000571 Nylon 11 Polymers 0.000 claims description 5
- 229920000299 Nylon 12 Polymers 0.000 claims description 5
- 229920000572 Nylon 6/12 Polymers 0.000 claims description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 5
- 235000002568 Capsicum frutescens Nutrition 0.000 claims description 4
- 239000002981 blocking agent Substances 0.000 claims description 4
- 238000010438 heat treatment Methods 0.000 claims description 4
- 229920001519 homopolymer Polymers 0.000 claims description 4
- 239000012748 slip agent Substances 0.000 claims description 4
- 235000007688 Lycopersicon esculentum Nutrition 0.000 claims description 3
- 239000004743 Polypropylene Substances 0.000 claims description 3
- 240000003768 Solanum lycopersicum Species 0.000 claims description 3
- 150000001336 alkenes Chemical class 0.000 claims description 3
- 150000008064 anhydrides Chemical class 0.000 claims description 3
- 230000004888 barrier function Effects 0.000 claims description 3
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 claims description 3
- 229920001155 polypropylene Polymers 0.000 claims description 3
- 229920006114 semi-crystalline semi-aromatic polyamide Polymers 0.000 claims description 3
- 241000251468 Actinopterygii Species 0.000 claims description 2
- 241000207836 Olea <angiosperm> Species 0.000 claims description 2
- 240000007594 Oryza sativa Species 0.000 claims description 2
- 235000007164 Oryza sativa Nutrition 0.000 claims description 2
- 244000046052 Phaseolus vulgaris Species 0.000 claims description 2
- 235000010627 Phaseolus vulgaris Nutrition 0.000 claims description 2
- 240000008042 Zea mays Species 0.000 claims description 2
- 235000005824 Zea mays ssp. parviglumis Nutrition 0.000 claims description 2
- 235000002017 Zea mays subsp mays Nutrition 0.000 claims description 2
- 229920006020 amorphous polyamide Polymers 0.000 claims description 2
- 235000015278 beef Nutrition 0.000 claims description 2
- 235000005822 corn Nutrition 0.000 claims description 2
- 229920006039 crystalline polyamide Polymers 0.000 claims description 2
- 235000013601 eggs Nutrition 0.000 claims description 2
- 235000019688 fish Nutrition 0.000 claims description 2
- 235000014571 nuts Nutrition 0.000 claims description 2
- 229920002239 polyacrylonitrile Polymers 0.000 claims description 2
- 235000015277 pork Nutrition 0.000 claims description 2
- 244000144977 poultry Species 0.000 claims description 2
- 235000013594 poultry meat Nutrition 0.000 claims description 2
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 claims description 2
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 claims description 2
- 235000009566 rice Nutrition 0.000 claims description 2
- 238000012858 packaging process Methods 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 124
- 239000000047 product Substances 0.000 description 35
- 238000009826 distribution Methods 0.000 description 13
- 239000000463 material Substances 0.000 description 13
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 10
- 238000002844 melting Methods 0.000 description 10
- 230000008018 melting Effects 0.000 description 10
- 230000032798 delamination Effects 0.000 description 8
- 230000005855 radiation Effects 0.000 description 7
- 235000013305 food Nutrition 0.000 description 6
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 5
- 238000004132 cross linking Methods 0.000 description 5
- 229920000092 linear low density polyethylene Polymers 0.000 description 5
- 239000004707 linear low-density polyethylene Substances 0.000 description 5
- 238000004519 manufacturing process Methods 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 229920001866 very low density polyethylene Polymers 0.000 description 5
- 238000000113 differential scanning calorimetry Methods 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000004708 Very-low-density polyethylene Substances 0.000 description 3
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 3
- 238000005266 casting Methods 0.000 description 3
- 238000005336 cracking Methods 0.000 description 3
- 239000003925 fat Substances 0.000 description 3
- 230000009969 flowable effect Effects 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 239000003921 oil Substances 0.000 description 3
- 235000019198 oils Nutrition 0.000 description 3
- 229910052760 oxygen Inorganic materials 0.000 description 3
- 239000001301 oxygen Substances 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 239000003054 catalyst Substances 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 238000010828 elution Methods 0.000 description 2
- 238000005194 fractionation Methods 0.000 description 2
- 230000014509 gene expression Effects 0.000 description 2
- 230000005865 ionizing radiation Effects 0.000 description 2
- 235000013372 meat Nutrition 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000005022 packaging material Substances 0.000 description 2
- 235000021485 packed food Nutrition 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 239000002954 polymerization reaction product Substances 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 235000015067 sauces Nutrition 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 235000014347 soups Nutrition 0.000 description 2
- 230000008961 swelling Effects 0.000 description 2
- 229920001897 terpolymer Polymers 0.000 description 2
- 229920001862 ultra low molecular weight polyethylene Polymers 0.000 description 2
- 230000003313 weakening effect Effects 0.000 description 2
- 241000287828 Gallus gallus Species 0.000 description 1
- 229920010126 Linear Low Density Polyethylene (LLDPE) Polymers 0.000 description 1
- CDBYLPFSWZWCQE-UHFFFAOYSA-L Sodium Carbonate Chemical compound [Na+].[Na+].[O-]C([O-])=O CDBYLPFSWZWCQE-UHFFFAOYSA-L 0.000 description 1
- 239000002998 adhesive polymer Substances 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000005250 beta ray Effects 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000006555 catalytic reaction Methods 0.000 description 1
- 235000013409 condiments Nutrition 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 239000002285 corn oil Substances 0.000 description 1
- 235000005687 corn oil Nutrition 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 238000004980 dosimetry Methods 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 235000011389 fruit/vegetable juice Nutrition 0.000 description 1
- 230000005251 gamma ray Effects 0.000 description 1
- 239000000499 gel Substances 0.000 description 1
- 238000005227 gel permeation chromatography Methods 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 229920001179 medium density polyethylene Polymers 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920005606 polypropylene copolymer Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 238000012163 sequencing technique Methods 0.000 description 1
- 239000008247 solid mixture Substances 0.000 description 1
- 230000001954 sterilising effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 238000002076 thermal analysis method Methods 0.000 description 1
- 239000003981 vehicle Substances 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- 230000002087 whitening effect Effects 0.000 description 1
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/31—Heat sealable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/554—Wear resistance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/582—Tearability
- B32B2307/5825—Tear resistant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/724—Permeability to gases, adsorption
- B32B2307/7242—Non-permeable
- B32B2307/7244—Oxygen barrier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/746—Slipping, anti-blocking, low friction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2553/00—Packaging equipment or accessories not otherwise provided for
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1334—Nonself-supporting tubular film or bag [e.g., pouch, envelope, packet, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
Definitions
- the present invention relates generally to packaging films, and more specifically to packaging films suitable for packaging food products which are to undergo retort while remaining inside the package.
- Pouches made from films or laminates, including polymers such as polyethylene or polypropylene, have found use in a variety of applications.
- such pouches are used to hold low viscosity fluids (e.g., juice and soda), high viscosity fluids (e.g., condiments and sauces), fluid/solid mixtures (e.g., soups), gels, powders, and pulverulent materials.
- low viscosity fluids e.g., juice and soda
- high viscosity fluids e.g., condiments and sauces
- fluid/solid mixtures e.g., soups
- gels e.g., powders, and pulverulent materials.
- the benefit of such pouches lies, at least in part, in the fact that such pouches are easy to store prior to filling and produce very little waste when discarded.
- the pouches can be formed into a variety of sizes and shapes.
- Pouches can be assembled from films, laminates, or web materials using vertical form-fill-seal (VFFS) machines. Such machines receive the film, laminate, or web material and manipulate the material to form the desired shape. For example, one or more films, laminates, and/or web materials can be folded and arranged to produce the desired shape. Once formed, the edges of the pouch are sealed and the pouch filled.
- the film, laminate, or web material has at least one heat seal layer or adhesive surface which enables the edges to be sealed by the application of heat.
- VFFS process is known to those of skill in the art, and described for example in U.S. Pat. No. 4, 589,247 (Tsuruta et a!), incorporated herein by reference.
- a flowable product is introduced through a central, vertical fill tube to a formed tubular film having been sealed transversely at its lower end, and longitudinally.
- ethylene/vinyl alcohol copolymer (EVOH) and other polymers such as polyamide can provide the film with high oxygen barrier properties, so that the resulting packaged product exhibits a relatively long shelf life.
- EVOH ethylene/vinyl alcohol copolymer
- the retort film also must include outer layers which serve as heat seal layers, these layers generally comprising polyethylene or ethylene/alpha-olefin copolymer.
- film layers made from polyolefms such as ethylene/alpha-olefin copolymer do not readily adhere to oxygen barrier layers made from EVOH or polyamide.
- an adhesive polymer such as an anhydride grafted linear low density polyethylene.
- an adhesive polymer such as an anhydride grafted linear low density polyethylene.
- the grease i.e., fats and oils
- the tie layer is made from anhydride-grafted linear low density polyethylene having a density of about 0.91 g/cc.
- the swelling and weakening of the tie layer results in a visible delamination of the tie layer from the film layer, an unacceptable result.
- the delamination can also cause a structural degradation of the film, which if substantial enough can lead to package failure.
- the delamination results in film whitening during the elevated temperature conditions and high humidity conditions during the retort cycle. The loss of aesthetic appearance is considered undesirable to the food processor as well as the consumer.
- the present invention provides a retortable film having a crosslinked grease- resistant layer, which optionally can also serve as a tie layer, and which does not substantially swell, substantially weaken, or substantially delaminate during the retort cycle or thereafter during storage, shipping, and handling. Furthermore, the retortable multilayer film of the present invention is designed to provide good abuse resistance, e.g., high resistance to flex cracking (particularly vibration-induced stress cracking), and high resistance to stress impact. As a first aspect, the present invention is directed to a retortable multilayer packaging film comprising a crosslinked heat seal layer and a crosslinked grease-resistant layer.
- the crosslinked heat seal layer is an outer film layer comprising a C 2-3 ZC 3-2 O alpha- olef ⁇ n copolymer.
- the crosslinked grease-resistant layer comprising at least one member selected from the group consisting of (i) a crystalline anhydride-grafted C 2-3 /C 6- 2o alpha- olef ⁇ n copolymer having a density of from 0.93 g/cc to 0.97 g/cc, (ii) a crystalline C 2- 3 /butene copolymer having a density of at least 0.92 g/cc, (iii) ionomer resin, and (iv) ethylene/unsaturated acid copolymer.
- the retortable multilayer packaging film further comprises an O 2 -barrier layer, with the grease-resistant layer being between the heat seal layer and the O 2 -barrier layer.
- the O 2 -barrier layer comprises at least one member selected from the group consisting of crystalline polyamide, amorphous polyamide, ethylene/vinyl alcohol copolymer, vinylidene chloride copolymer, and polyacrylonitrile.
- the heat seal layer further comprises a slip agent and an anti-blocking agent.
- the crystalline anhydride-grafted C 2-3 /C 6-2 o alpha- olefin copolymer has a crystallinity of from 5 to 75 percent, as measured by ASTM D3417; more preferably, from 10 to 65 percent, and more preferably, from 20 to 60 percent.
- the retortable multilayer film further comprises a skin layer which is a second outer layer, and a tie layer between the ⁇ 2 -barrier layer and the skin layer.
- the grease-resistant layer also serves as a tie layer between the O 2 -barrier layer and the skin layer.
- the skin layer comprises a blend of isotactic polypropylene and homogeneous ethylene/butene copolymer.
- the retortable multilayer film further comprises a first high-temperature-abuse layer between the grease-resistant layer and the O 2 -barrier layer, and a second high-temperature-abuse layer between the O 2 -barrier layer and the skin layer, each of the high-temperature-abuse layers comprising a polymer having a T g of from 50 0 C to 125°C.
- the retortable multilayer film further comprises a first low-temperature-abuse layer between the grease-resistant layer and heat seal/product contact layer, and a second low-temperature-abuse layer between the 02-ba ⁇ ier layer and the first outer layer, each of the low-temperature-abuse layers comprising a polymer having a T g of up to 15 0 C.
- the first high-temperature-abuse layer and the second high-temperature-abuse layer each comprise at least one high-temperature-abuse polymer selected from the group consisting of semicrystalline polyamide comprising at least one member selected from the group consisting of polyamide-6, polyamide-6,6, polyamide- 6,9, polyamide-4,6, and polyamide 6, 10.
- the first low-temperature-abuse layer and the second low-temperature-abuse layer each comprise at least one low-temperature abuse polymer selected from the group consisting of olefin homopolymer, C 2-3 ZC 3-20 alpha-olefin copolymer, and anhydride-grafted ethylene/alpha-olefin copolymer.
- the tie layer comprises at least one member selected from the group consisting of anhydride grafted ethylene/alpha-olefin copolymer, ionomer resin, ethylene/unsaturated acid copolymer.
- the skin layer comprises a crosslinked blend of a propylene-based copolymer, a C 2-3 ZC 3-2O alpha-olefin copolymer having a density of from 0.86 g/cc to 0.91 g/cc, a slip agent, and an anti-blocking agent.
- At least one of the high-temperature-abuse layers further comprises a blend of the high-temperature-abuse-polymer with at least one medium-temperature-abuse polymer selected from the group consisting of polyamide- 6/6,6, polyamide-6, 12, polyamide-6/6,9, polyamide- 12, and polyamide-11.
- the retortable multilayer film further comprises at least one medium-temperature-abuse layer comprising at least one medium-temperature abuse polymer having a glass transition temperature (Tg) of from 16°C to 49 0 C.
- the medium-temperature-abuse polymer comprises at least one member selected from the group consisting of polyamide-6Z6,6, polyamide-6, 12, polyamide-6Z6,9, polyamide-12, and polyamide- 11.
- the present invention is directed to a retortable packaging article comprising a multilayer packaging film heat sealed to itself, wherein the multilayer packaging film is in accordance with the first aspect of the present invention.
- the heat seal layer is heat sealed to itself.
- the heat seal layer is heat sealed to the skin layer.
- the article is sealed to itself to form a member selected from the group consisting of end-seal bag, side-seal bag, L-seal bag, U-seal pouch, gusseted pouch, lap-sealed form-fill-and-seal pouch, fin-sealed form-fill-and-seal pouch, stand-up pouch, and casing.
- the article exhibits less than 19% leaking packages when filled with water, sealed closed and retorted at 250°F for 90 minutes in a vibration table test in accordance with ASTM 4169 Assurance Level II for 30 minutes of vibration.
- the present invention is directed to a retortable packaged product comprising a product surrounded by a multilayer packaging film heat sealed to itself.
- the multilayer film is in accordance with the first aspect of the present invention.
- the present invention is directed to a process of preparing a retorted packaged product. The process comprises (A) placing a product in a packaging article comprising a multilayer packaging film heat sealed to itself, (B) sealing the article closed so that the product is surrounded by the multilayer packaging film, and (C) heating the packaged product to a temperature of at least 212 0 F for a period of at least about 0.5 hour.
- the multilayer film is in accordance with the first aspect of the present invention. hi a preferred embodiment, the heating is carried out at a temperature of at least 230°C for at least 0.5 hour, hi another preferred embodiment, the heating is carried out at a temperature of at least 240°C for at least 1 hour.
- the product comprises at least one member selected from the group consisting of chili, rice, beans, olives, beef, pork, fish, poultry, corn, eggs, tomatoes, and nuts.
- the product could comprise any food product, including meat, chicken broth, tomato-based products, etc.
- the packaged product is heated to a temperature of at least 230 0 F for a period of at least about 75 minutes.
- the packaged product is heated to a temperature of at least 240 0 F for a period of at least about 90 minutes.
- the packaged product is heated to a temperature of 24O 0 F for 2 hours, and in yet another preferred embodiment, the packaged product is heated to a temperature of 25O 0 F for at least 90 minutes.
- the food product in the package has a weight of from about 0.5 to about 10 kilograms, preferably about 3 to about 5 kilograms.
- FIG. 1 is a schematic of a flat cast process for making a retortable multilayer film in accordance with the present invention.
- the verb "to retort” refers to subjecting an article, such as a packaged food product, to sterilizing conditions of high temperature (i.e., of from 212 0 F to 300 0 F) for a period of from 10 minutes to 3 hours or more, in the presence of water, steam, or pressurized steam.
- the phrase "retortable film” refers to a packaging film that can be formed into a pouch, filled with an oxygen-sensitive product, heat sealed, and retorted without delamination the layers of the film.
- the retort process is also carried out at elevated pressure. In general, the retort process is carried out with the packaged products being placed in an environment pressurized to from 20 to 100 psi. hi another embodiment, from 30 to 40 psi.
- the term "film” is inclusive of plastic web, regardless of whether it is film or sheet.
- films of and used in the present invention have a thickness of 0.25 mm or less.
- the retortable film of the present invention has a thickness of from 2 to 15 mils, more preferably from 4 to 8 mils.
- the film of the present invention is produced as a fully coextruded film, i.e., all layers of the film emerging from a single die at the same time.
- the film is made using a flat cast film production process or a round cast film production process. Alternatively, the film can be made using a blow film process.
- the multilayer retortable film of the present invention can be either heat- shrinkable or non-heat shrinkable. If heat-shrmkable, the film can exhibit either monoaxial orientation or biaxial orientation.
- heat-shrinkable is used with reference to films which exhibit a total free shrink (i.e., in both machine and transverse directions) of at least 10% at 185 0 F, as measured by ASTM D 2732, which is hereby incorporated, in its entirety, by reference thereto. If not heat shrinkable, the film can have been heat set during its manufacture. All films exhibiting a total free shrink of less than 10% at 185°F are herein designated as being non-heat-shrinkable.
- packaging refers to packaging materials configured around a product being packaged.
- packaged product refers to the combination of a product which is surrounded by a packaging material.
- the phrases “inner layer” and “internal layer” refer to any layer, of a multilayer film, having both of its principal surfaces directly adhered to another layer of the film.
- outer layer refers to any film layer of film having less than two of its principal surfaces directly adhered to another layer of the film.
- the phrase is inclusive of monolayer and multilayer films, hi multilayer films, there are two outer layers, each of which has a principal surface adhered to only one other layer of the multilayer film, hi monolayer films, there is only one layer, which, of course, is an outer layer in that neither of its two principal surfaces are adhered to another layer of the film.
- one outer layer of the film is an inside layer of the article and the other outer layer becomes the outside layer of the article.
- the inside layer can be referred to as an "outer heat seal/product contact layer”.
- the other outer layer can be referred to as an "outer heat seal/skin layer”.
- the phrase “inside layer” refers to the outer layer of a multilayer film packaging a product, which is closest to the product, relative to the other layers of the multilayer film.
- the phrase “outside layer” refers to the outer layer, of a multilayer film packaging a product, which is furthest from the product relative to the other layers of the multilayer film.
- the "outside surface” of a bag is the surface away from the product being packaged within the bag.
- the term "adhered” is inclusive of films which are directly adhered to one another using a heat seal or other means, as well as films which are adhered to one another using an adhesive which is between the two films.
- the phrases "seal layer,” “sealing layer,” “heat seal layer,” and “sealant layer,” refer to an outer film layer, or layers, involved in heat sealing of the film to itself, another film layer of the same or another film, and/or another article which is not a film.
- Heat sealing can be performed by any one or more of a wide variety of manners, such as using a heat seal technique (e.g., melt-bead sealing, thermal sealing, impulse sealing, ultrasonic sealing, hot air, hot wire, infrared radiation, etc.).
- a preferred sealing method uses the same double seal bar apparatus used to make the pressure-induced seal in the examples herein.
- a heat seals is a relatively narrow seal (e.g., 0.02 inch to 1 inch wide) across a film.
- grey-resistant layer refers to a film layer which is resistant to grease, fat, and/or oil, i.e., a layer which does not swell and delaminate from adjacent layers upon exposure to grease, fat, and/or oil during retorting of a package made using the film.
- the ability of a film to resist grease during retort is measured by packaging a high grease content food product in the film (e.g., corn oil, chili, etc) followed by retorting the packaged product. The retorted package is then inspected immediately at the conclusion of retort cycle, to determine if there has been any layer delamination.
- the film is determined to be a grease-resistant film.
- high temperature abuse layer refers to a film layer containing a polymer capable of contributing substantial abuse resistance when the package is subjected to abuse while in the temperature range of from about 50°C to about 180°C.
- Polymers capable of providing high temperature abuse resistance are polymers having a Tg of from 50°C to 125°C.
- Preferred polymers for providing high temperature abuse resistance include semicrystalline polyamides, particularly polyamide-6, polyamide-6,6, polyamide-6,9, polyamide-4,6, and polyamide-6, 10.
- medium temperature abuse layer refers to a film layer containing a polymer capable of contributing substantial abuse resistance when the package is subjected to abuse while in the temperature range of from about 2O 0 C to about 6O 0 C.
- Polymers capable of providing medium temperature abuse resistance are polymers having a Tg of from 16°C to 49 0 C.
- Preferred polymers for providing medium temperature abuse resistance include polyamide-6/6,6, polyamide-6,12, polyamide-6/6,9, polyamide-12, and polyamide-11.
- low temperature abuse layer refers to a film layer containing a polymer capable of contributing substantial abuse resistance when the package is subjected to abuse while in the temperature range of from about -5O 0 C to about 20°C.
- Polymers capable of providing low temperature abuse resistance are polymers having a Tg of up to 15°C.
- Preferred polymers for providing low temperature abuse resistance include olefin homopolymers, C 2-3 ZC 3-2 O alpha-olefin copolymer, and anhydride-grafted ethylene/alpha-olefm copolymer.
- One measure of abuse resistance for a package containing a flowable product is
- ASTM D 4169 Standard Practice for Performance Testing of Shipping Containers and Systems
- ASTM D 4169 Standard Practice for Performance Testing of Shipping Containers and Systems
- Of particular interest is “12. Schedule D - Stacked Vibration and Schedule E - Vehicle Vibration", and still more particularly, Assurance Level II therein.
- This test method evaluates the ability of the package to undergo various vibrational frequencies for an extended period, which can cause flex cracking of a film surrounding a flowable product if the film does not exhibit satisfactory vibration abuse resistance.
- This test simulates transport of the package, particularly vehicular transport.
- the drop test is preferably carried out by dropping 10 identical retorted packages onto a concrete floor from a height of 3 feet. The packages are inspected for seal breaks and film rupture after each drop, and the percentage of leaking packages is noted.
- the multilayer retortable packaging films of the present invention are preferably irradiated to induce crosslinking of all of the layers.
- Crosslinking the polymer in the layers improves the ability of the film to withstand retorting.
- the entire multilayer structure of the film is crosslinked, and preferably the crosslinking is induced by irradiation of the film, hi the irradiation process, the film is subjected to an energetic radiation treatment, such as corona discharge, plasma, flame, ultraviolet, X-ray, gamma ray, beta ray, and high energy electron treatment, which induce cross-linking between molecules of the irradiated material.
- an energetic radiation treatment such as corona discharge, plasma, flame, ultraviolet, X-ray, gamma ray, beta ray, and high energy electron treatment, which induce cross-linking between molecules of the irradiated material.
- BORNSTEIN et. al. discloses the use of ionizing radiation for crosslinking the polymer present in the film.
- Radiation dosages are referred to herein in terms of the radiation unit "RAD", with one million RADS, also known as a megarad, being designated as "MR", or, in terms of the radiation unit kiloGray (kGy), with 10 kiloGray representing 1 MR, as is known to those of skill in the art.
- a suitable radiation dosage of high energy electrons is in the range of up to about 16 to 166 kGy, more preferably about 40 to 90 kGy, and still more preferably, 55 to 75 kGy.
- irradiation is carried out by an electron accelerator and the dosage level is determined by standard dosimetry processes.
- Other accelerators such as a van der Graaf or resonating transformer may be used.
- the term "bag” is inclusive of L-seal bags, side-seal bags, backseamed bags, and pouches.
- An L-seal bag has an open top, a bottom seal, one side- seal along a first side edge, and a seamless (i.e., folded, unsealed) second side edge.
- a side-seal bag has an open top, a seamless bottom edge, with each of its two side edges having a seal therealong.
- seals along the side and/or bottom edges can be at the very edge itself, (i.e., seals of a type commonly referred to as "trim seals"), preferably the seals are spaced inward (preferably 1/4 to 1/2 inch, more or less) from the bag side edges, and preferably are made using a impulse-type heat sealing apparatus, which utilizes a bar which is quickly heated and then quickly cooled.
- a backseamed bag is a bag having an open top, a seal running the length of the bag in which the bag film is either fin-sealed or lap-sealed, two seamless side edges, and a bottom seal along a bottom edge of the bag.
- a pouch is made from two films sealed together along the bottom and along each side edge, resulting in a U-seal pattern.
- polymer is inclusive of homopolymer, copolymer, terpolymer, etc.
- Copopolymer includes copolymer, terpolymer, etc.
- heteropolymer refers to polymerization reaction products of relatively wide variation in molecular weight and relatively wide variation in composition distribution, i.e., typical polymers prepared, for example, using conventional Ziegler-Natta catalysts.
- Heterogeneous copolymers typically contain a relatively wide variety of chain lengths and comonomer percentages.
- Heterogeneous copolymers have a molecular weight distribution (MwMi) of greater than 3.0.
- homogeneous polymer refers to polymerization reaction products of relatively narrow molecular weight distribution and relatively narrow composition distribution. Homogeneous polymers are useful in various layers of the multilayer film used in the present invention. Homogeneous polymers are structurally different from heterogeneous polymers, in that homogeneous polymers exhibit a relatively even sequencing of comonomers within a chain, a mirroring of sequence distribution in all chains, and a similarity of length of all chains, i.e., a narrower molecular weight distribution. Furthermore, homogeneous polymers are typically prepared using metallocene, or other single-site type catalysis, rather than using Ziegler Natta catalysts.
- homogeneous ethylene/alpha-olefin copolymers may be characterized by one or more processes known to those of skill in the art, such as molecular weight distribution (Mw/Mn), Mz/Mn, composition distribution breadth index (CDBI), and narrow melting point range and single melt point behavior.
- Mw/Mn molecular weight distribution
- CDBI composition distribution breadth index
- the molecular weight distribution (Mw/Mn) also known as polydispersity, may be determined by gel permeation chromatography.
- the homogeneous ethylene/alpha-olefin copolymers useful in this invention generally has (Mw/Mn) of up to 3, more preferably up to 2.7; more preferably from about 1.9 to about 2.5; more preferably, from about 1.9 to about 2.3.
- composition distribution breadth index (CDBI) of such homogeneous ethylene/alpha- olefin copolymers will generally be greater than about 70 percent.
- the CDBI is defined as the weight percent of the copolymer molecules having a comonomer content within 50 percent (i.e., plus or minus 50%) of the median total molar comonomer content.
- the CDBI of linear polyethylene, which does not contain a comonomer, is defined to be 100%.
- the Composition Distribution Breadth Index (CDBI) is determined via the technique of Temperature Rising Elution Fractionation (TREF).
- CDBI determination clearly distinguishes the homogeneous copolymers (narrow composition distribution as assessed by CDBI values generally above 70%) from VLDPEs available commercially which generally have a broad composition distribution as assessed by CDBI values generally less than 55%.
- the CDBI of a copolymer is readily calculated from data obtained from techniques known in the art, such as, for example, temperature rising elution fractionation as described, for example, in Wild et. al., J. Poly. Sci. Poly. Phys. Ed., Vol. 20, p.441 (1982).
- homogeneous ethylene/alpha-olef ⁇ n copolymers have a CDBI greater than about 70%, i.e., a CDBI of from about 70% to 99%.
- the homogeneous ethylene/alpha-olefin copolymers in the patch bag of the present invention also exhibit a relatively narrow melting point range, in comparison with "heterogeneous copolymers", i.e., polymers having a CDBI of less than 55%.
- the homogeneous ethylene/alpha-olefin copolymers exhibit an essentially singular melting point characteristic, with a peak melting point (Tm), as determined by Differential Scanning Calorimetry (DSC), of from about 30°C to 130°C.
- Tm peak melting point
- DSC Differential Scanning Calorimetry
- the homogeneous copolymer has a DSC peak Tm of from about 80 0 C to 125°C.
- the phrase "essentially single melting point" means that at least about 80%, by weight, of the material corresponds to a single Tm peak at a temperature within the range of from about 60 0 C to 110 0 C, and essentially no substantial fraction of the material has a peak melting point in excess of about 130 0 C, as determined by DSC analysis.
- DSC measurements are made on a Perkin Elmer System 7 Thermal Analysis System. Melting information reported are second melting data, i.e., the sample is heated at a programmed rate of 10°C./min. to a temperature below its critical range. The sample is then reheated (2nd melting) at a programmed rate of 10°C/min.
- the presence of higher melting peaks is detrimental to film properties such as haze, and compromises the chances for meaningful reduction in the seal initiation temperature of the final film.
- a homogeneous ethylene/alpha-olefin copolymer can, in general, be prepared by the copolymerization of ethylene and any one or more alpha-olefm.
- the alpha-olefin is a C 3 -C 2 O alpha-monoolefm, more preferably, a C 4 -C 12 alpha-monoolefm, still more preferably, a C 4 -C 8 alpha-monoolefm.
- the alpha-olefin comprises at least one member selected from the group consisting of butene-1, hexene-1, and octene-1, i.e., 1-butene, 1-hexene, and 1-octene, respectively. Most preferably, the alpha-olefin comprises octene-1, and/or a blend of hexene-1 and butene-1.
- ethylene/alpha-olefin copolymer refers to such materials as linear low density polyethylene (LLDPE), and very low and ultra low density polyethylene (VLDPE and ULDPE); and homogeneous polymers such as metallocene catalyzed polymers such as EXACT ® resins obtainable from the Exxon Chemical Company, and T AFMER ® resins obtainable from the Mitsui Petrochemical Corporation; and single site catalyzed Nova SURPASS ® LLDPE (e.g., Surpass ® FPS 317-A, and Surpass ® FPS 117-C), and Sclair VLDPE (e.g., Sclair ® FPl 12-A).
- LLDPE linear low density polyethylene
- VLDPE and ULDPE very low and ultra low density polyethylene
- homogeneous polymers such as metallocene catalyzed polymers such as EXACT ® resins obtainable from the Exxon Chemical Company, and T AFMER ® resins obtainable
- All these materials generally include copolymers of ethylene with one or more comonomers selected from C 4 to C 10 alpha-olefin such as butene-1 (i.e., 1-butene), hexene-1, octene-1, etc. in which the molecules of the copolymers comprise long chains with relatively few side chain branches or cross-linked structures.
- This molecular structure is to be contrasted with conventional low or medium density polyethylenes which are more highly branched than their respective counterparts.
- the heterogeneous ethylene/alpha-olefins commonly known as LLDPE have a density usually in the range of from about 0.91 grams per cubic centimeter to about 0.94 grams per cubic centimeter.
- ethylene/alpha-olefin copolymers such as the long chain branched homogeneous ethylene/alpha-olefin copolymers available from the Dow Chemical Company, known as AFFINITY ® resins, are also included as another type of homogeneous ethylene/alpha-olefin copolymer useful in the present invention.
- AFFINITY ® resins the long chain branched homogeneous ethylene/alpha-olefin copolymers available from the Dow Chemical Company, known as AFFINITY ® resins
- C 2-3 ZC 3-20 copolymer is inclusive of a copolymer of ethylene and a C3 to C20 alpha-olefin and a copolymer of propylene and a C4 to C20 alpha-olefin. Similar expressions are to be interpreted in a corresponding manner.
- very low density polyethylene refers to heterogeneous ethylene/alpha-olefin copolymers having a density of 0.915 g/cc and below, preferably from about 0.88 to 0.915 g/cc.
- linear low density polyethylene refers to, and is inclusive of, both heterogeneous and homogeneous ethylene/alpha-olefin copolymers having a density of at least 0.915 g/cc, preferably from 0.916 to 0.94 g/cc.
- bag is inclusive of L-seal bags, side-seal bags, backseamed bags, and pouches.
- An L-seal bag has an open top, a bottom seal, one side- seal along a first side edge, and a seamless (i.e., folded, unsealed) second side edge.
- a side-seal bag has an open top, a seamless bottom edge, with each of its two side edges having a seal therealong.
- seals along the side and/or bottom edges can be at the very edge itself, (i.e., seals of a type commonly referred to as "trim seals"), preferably the seals are spaced inward (preferably 1/4 to 1/2 inch, more or less) from the bag side edges, and preferably are made using a impulse-type heat sealing apparatus, which utilizes a bar which is quickly heated and then quickly cooled.
- a backseamed bag is a bag having an open top, a seal running the length of the bag in which the bag film is either fin-sealed or lap-sealed, two seamless side edges, and a bottom seal along a bottom edge of the bag.
- a pouch is made from two films sealed together along the bottom and along each side edge, resulting in a U-seal pattern.
- U.S. Patent No. 6,790,468, to Mize et al entitled “Patch Bag and Process of Making Same", the entirety of which is hereby incorporated by reference.
- the bag portion of the patch bag does not include the patch.
- Packages produced using a form- fill-seal process are set forth in USPN 4,589,247, discussed above.
- Casings are also included in the group of packaging articles in accordance with the present invention.
- Casings include seamless tubing casings which have clipped or sealed ends, as well as backseamed casings.
- Backseamed casings include lap-sealed backseamed casings (i.e., backseam seal of the inside layer of the casing to the outside layer of the casing, i.e., a seal of one outer film layer to the other outer film layer of the same film), fin-sealed backseamed casings (i.e., a backseam seal of the inside layer of the casing to itself, with the resulting "fin” protruding from the casing), and butt-sealed backseamed casings in which the longitudinal edges of the casing film are abutted against one another, with the outside layer of the casing film being sealed to a backseaming tape.
- Each of these embodiments is disclosed in US
- the following multilayer retortable films were prepared using the flat cast film production process illustrated in FIG. 1.
- Resin pellets 10 were fed into hopper 12 and melted, forwarded, and degassed in extruder 14.
- Only one hopper and extruder are illustrated in FIG. 1. However, there was a hopper, and extruder for each of the nine layers of the multilayer film being prepared.
- the molten streams from each of extruders 14 were fed into multilayer slot die 16, from which the streams emerged as multilayer extrudate 18.
- Multilayer extrudate 18 was cast downwardly from die 16 onto rotating casting drum 20, which had a diameter of about 43 inches and was maintained at 40°F.
- Multilayer film 19 Shortly after contacting casting drum 20, extrudate 18 solidified and was cooled by water from water knife 22, forming multilayer film 19.
- Multilayer film 19 passed in partial wrap around casting drum 20, and was thereafter passed in partial wrap around a first chill roll 24 and then in partial wrap around second chill roll 26. Chill rolls 24 and 26 had a diameter of about 18 inches and were maintained at room temperature.
- Multilayer film 19 then passed over feeder roller 28, and is illustrated as then being passed through irradiation chamber 30 and receiving 40 kGy of electron beam irradiation, resulting in retortable crosslinked multilayer film 32.
- multilayer film 19 was first wound up, then unwound and fed through irradiation chamber 30 where it was subjected to 40 kGy of electron beam irradiation, resulting in retortable crosslinked multilayer film 32.
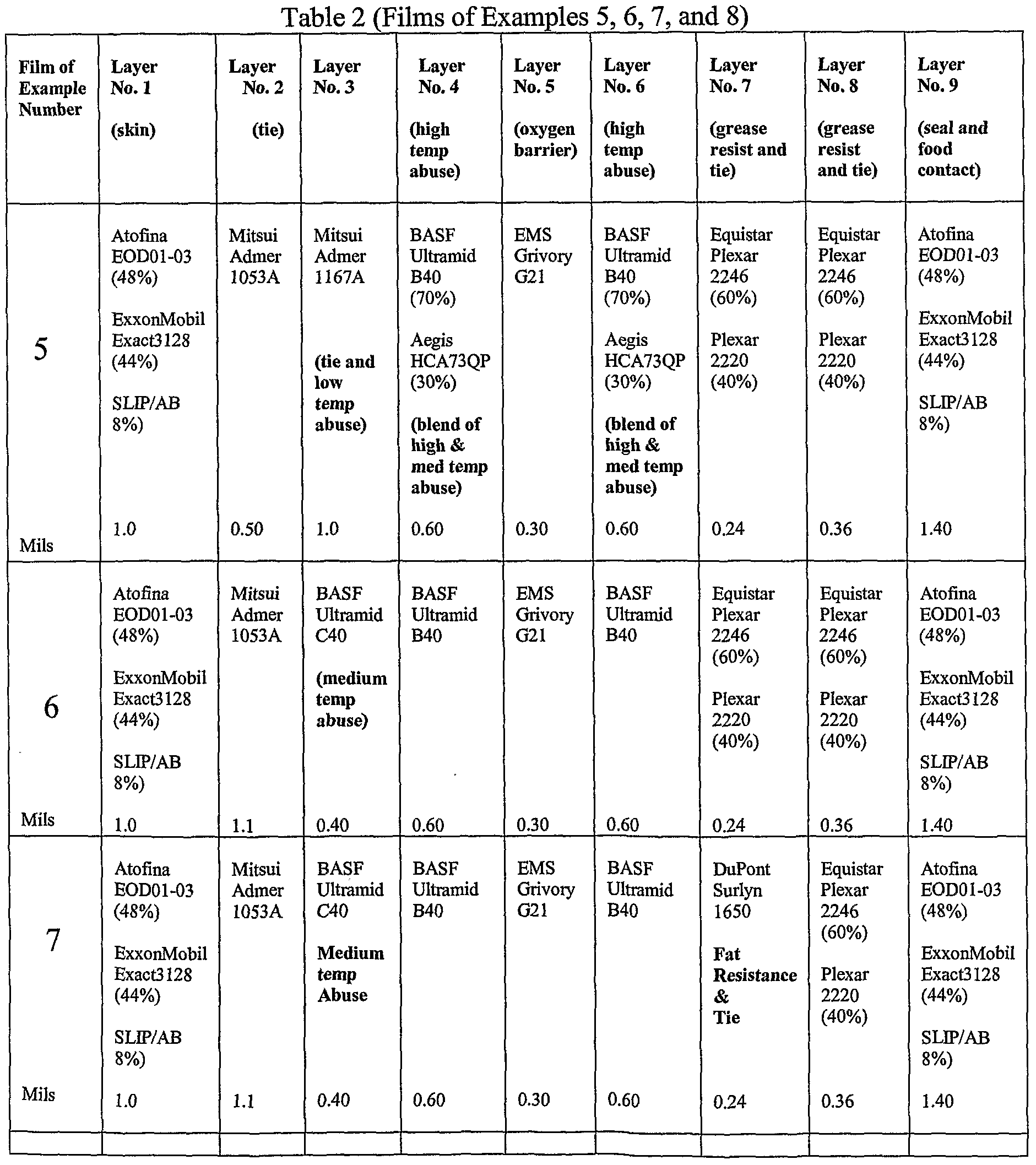
- the layer composition, layer order, layer function, and layer thickness of each of the 9 layers for the films of Examples 1 through 10 are set forth in Tables 1, 2, and 3, below.
- Table 3 provides density, melt index, and generic chemical composition description of the various tradename resins set forth in Tables 1, 2, and 3.
Abstract
Description







Claims
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06738545A EP1861249A2 (en) | 2005-03-17 | 2006-03-16 | Retortable packaging film with grease-resistance |
| AU2006227615A AU2006227615B2 (en) | 2005-03-17 | 2006-03-16 | Retortable packaging film with grease-resistance |
| NZ561363A NZ561363A (en) | 2005-03-17 | 2006-03-16 | Retortable packaging film with grease-resistance comprising at least two layers, a heat seal layer comprising an alpha-olefin compolymer, and a grease-resisistant layer |
| CA002600555A CA2600555A1 (en) | 2005-03-17 | 2006-03-16 | Retortable packaging film with grease-resistance |
| BRPI0606271-7A BRPI0606271A2 (en) | 2005-03-17 | 2006-03-16 | shrink-wrap grease resistant film |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/084,589 | 2005-03-17 | ||
| US11/084,589 US20060210744A1 (en) | 2005-03-17 | 2005-03-17 | Retortable packaging film with grease-resistance |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| WO2006101964A2 true WO2006101964A2 (en) | 2006-09-28 |
| WO2006101964A3 WO2006101964A3 (en) | 2007-03-01 |
Family
ID=36607289
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/US2006/009496 WO2006101964A2 (en) | 2005-03-17 | 2006-03-16 | Retortable packaging film with grease-resistance |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US20060210744A1 (en) |
| EP (1) | EP1861249A2 (en) |
| AU (1) | AU2006227615B2 (en) |
| BR (1) | BRPI0606271A2 (en) |
| CA (1) | CA2600555A1 (en) |
| NZ (1) | NZ561363A (en) |
| RU (1) | RU2007138488A (en) |
| WO (1) | WO2006101964A2 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8167490B2 (en) | 2009-04-22 | 2012-05-01 | Reynolds Consumer Products Inc. | Multilayer stretchy drawstring |
| WO2017172739A1 (en) * | 2016-04-01 | 2017-10-05 | Cryovac, Inc. | Dust-free heat-shrinkable packaging article |
| AR119924A1 (en) * | 2019-09-30 | 2022-01-19 | Dow Global Technologies Llc | FLEXIBLE MULTILAYER FILM |
| KR20220041370A (en) | 2020-09-25 | 2022-04-01 | 삼성전자주식회사 | Method of determining a critical temperature of a semiconductor package and apparatus for performing the same |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4407873A (en) | 1982-08-06 | 1983-10-04 | American Can Company | Retortable packaging structure |
| US4599276A (en) | 1983-11-09 | 1986-07-08 | W. R. Grace & Co., Cryovac Div. | Heat-sterilizable laminate films |
| EP0595220A2 (en) | 1992-10-26 | 1994-05-04 | Mitsui Petrochemical Industries, Ltd. | Squeezable tubular container and process for the production thereof |
Family Cites Families (51)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US464085A (en) * | 1891-12-01 | Safety address-stamp | ||
| US4064296A (en) * | 1975-10-02 | 1977-12-20 | W. R. Grace & Co. | Heat shrinkable multi-layer film of hydrolyzed ethylene vinyl acetate and a cross-linked olefin polymer |
| JPS5280334A (en) * | 1975-12-27 | 1977-07-06 | Mitsui Petrochem Ind Ltd | Method of adhering polyolefin and polar substrate |
| JPS5725949A (en) * | 1980-07-22 | 1982-02-10 | Toyo Ink Mfg Co | Manufacture of laminate |
| US4530856A (en) * | 1982-07-29 | 1985-07-23 | Armstrong World Industries, Inc. | Method for making decorative laminate |
| JPS5927975A (en) * | 1982-08-10 | 1984-02-14 | Mitsui Petrochem Ind Ltd | Adhesive for aromatic resin |
| JPS60154206U (en) * | 1984-03-27 | 1985-10-15 | オリヒロ株式会社 | Horizontal seal wrinkle prevention device |
| SE465417B (en) * | 1984-06-21 | 1991-09-09 | Toyo Seikan Kaisha Ltd | PLASTIC CONTAINERS MADE OF LAMINATE INCLUDING A GAS BARRIER LAYER |
| US4640852A (en) * | 1984-11-28 | 1987-02-03 | American Can Company | Multiple layer films containing oriented layers of nylon and ethylene vinyl alcohol copolymer |
| US4965108A (en) * | 1985-09-11 | 1990-10-23 | First Brands Corporation | Low temperature impact and puncture resistant thermoplastic films and bags therefrom |
| US4844129A (en) * | 1987-05-06 | 1989-07-04 | Teepak, Inc. | Polydextrose compounds as anti-pleat lock additives for cellulose containing casings |
| US4928474A (en) * | 1988-09-21 | 1990-05-29 | W. R. Grace & Co.-Conn. | Oxygen-barrier retort pouch |
| US5140073A (en) * | 1989-06-26 | 1992-08-18 | Minnesota Mining And Manufacturing Company | Radiation resistant heat sealable polymer blends of compatible polymers and methods of preparing same |
| JP2894823B2 (en) * | 1989-12-06 | 1999-05-24 | 三井化学株式会社 | Method for producing radiation-resistant polypropylene resin composition and radiation-resistant molded article |
| US5272236A (en) * | 1991-10-15 | 1993-12-21 | The Dow Chemical Company | Elastic substantially linear olefin polymers |
| US5491009A (en) * | 1990-08-03 | 1996-02-13 | W. R. Grace & Co.-Conn. | Amorphous nylon composition and films |
| US5183706A (en) * | 1990-08-03 | 1993-02-02 | W. R. Grace & Co.-Conn. | Forming web for lining a rigid container |
| US5250612A (en) * | 1991-10-07 | 1993-10-05 | The Dow Chemical Company | Polyethylene films exhibiting low blocking force |
| US5278272A (en) * | 1991-10-15 | 1994-01-11 | The Dow Chemical Company | Elastic substantialy linear olefin polymers |
| US5209998A (en) * | 1991-11-25 | 1993-05-11 | Xerox Corporation | Colored silica particles |
| US5283033A (en) * | 1991-11-29 | 1994-02-01 | Advanced Retort Systems, Inc. | Process for sterilizing the contents of a sealed deformable package |
| US5206075A (en) * | 1991-12-19 | 1993-04-27 | Exxon Chemical Patents Inc. | Sealable polyolefin films containing very low density ethylene copolymers |
| US5241031A (en) * | 1992-02-19 | 1993-08-31 | Exxon Chemical Patents Inc. | Elastic articles having improved unload power and a process for their production |
| US6203750B1 (en) * | 1992-06-05 | 2001-03-20 | Cryovac, Inc | Method for making a heat-shrinkable film containing a layer of crystalline polyamides |
| US6221410B1 (en) * | 1992-09-25 | 2001-04-24 | Cryovac, Inc. | Backseamed casing and packaged product incorporating same |
| US5376716A (en) * | 1992-08-31 | 1994-12-27 | Rexene Products Company | Radiation resistant polypropylene resins |
| US5478617A (en) * | 1993-02-04 | 1995-12-26 | Otsuka Pharmaceutical Factory, Inc. | Multi-layer film and container |
| US5547765A (en) * | 1993-09-07 | 1996-08-20 | Alliedsignal Inc. | Retortable polymeric films |
| CA2152751C (en) * | 1994-06-30 | 2007-04-17 | Henry Walker Stockley Iii | Barrier package for fresh meat products |
| US5834077A (en) * | 1994-10-04 | 1998-11-10 | W. R. Grace & Co.-Conn. | High shrink multilayer film which maintains optics upon shrinking |
| US5534277A (en) * | 1994-12-09 | 1996-07-09 | W. R. Grace & Co.-Conn. | Film for cook-in applications with plural layers of nylon blends |
| EP0775052B1 (en) * | 1995-06-07 | 2001-09-26 | Baxter International Inc. | Multilayer, halide free, retortable barrier film |
| US5866214A (en) * | 1995-07-28 | 1999-02-02 | W. R. Grace & Co.-Conn. | Film backseamed casings therefrom, and packaged product using same |
| IT1282672B1 (en) * | 1996-02-23 | 1998-03-31 | Grace W R & Co | THERMOPLASTIC MATERIAL FILMS WITH GAS BARRIER PROPERTY |
| DK0818508T3 (en) * | 1996-07-11 | 2001-11-19 | Wolff Walsrode Ag | Polyamide mixtures containing solid particles |
| US6667082B2 (en) * | 1997-01-21 | 2003-12-23 | Cryovac, Inc. | Additive transfer film suitable for cook-in end use |
| US6094889A (en) * | 1997-02-25 | 2000-08-01 | Exxon Chemical Patents, Inc. | Method of form and seal packaging |
| US6024824A (en) * | 1997-07-17 | 2000-02-15 | 3M Innovative Properties Company | Method of making articles in sheet form, particularly abrasive articles |
| US6790468B1 (en) * | 1997-09-30 | 2004-09-14 | Cryovac, Inc. | Patch bag and process of making same |
| US6656548B1 (en) * | 1997-12-30 | 2003-12-02 | Cryovac, Inc. | Laminated cook-in film |
| US6500559B2 (en) * | 1998-05-04 | 2002-12-31 | Cryovac, Inc. | Multiple layer film with amorphous polyamide layer |
| TW460485B (en) * | 1998-06-19 | 2001-10-21 | Japan Polyolefins Co Ltd | Ethylene.Α-olefin copolymer, and combinations, films and use thereof |
| US6379812B1 (en) * | 2000-05-31 | 2002-04-30 | Cryovac, Inc. | High modulus, multilayer film |
| US6500514B1 (en) * | 2000-08-29 | 2002-12-31 | Pechiney Emballage Flexible Europe | Encapsulated barrier for flexible films and a method of making the same |
| US6479160B1 (en) * | 2001-03-09 | 2002-11-12 | Honeywell International Inc. | Ultra high oxygen barrier films and articles made therefrom |
| US6599639B2 (en) * | 2001-03-16 | 2003-07-29 | Cryovac, Inc. | Coextruded, retortable multilayer film |
| AU2003203420B2 (en) * | 2002-04-09 | 2008-12-11 | Rohm And Haas Company | Aqueous polymer blend composition |
| EP1364990B1 (en) * | 2002-05-20 | 2012-10-10 | Mitsui Chemicals, Inc. | Resin composition for sealant, laminate, and container obtained therefrom |
| US20040173944A1 (en) * | 2003-03-07 | 2004-09-09 | Mueller Chad D. | Methods of making multilayer barrier structures |
| WO2005015426A1 (en) * | 2003-08-08 | 2005-02-17 | Kincaid Technology Corporation | Media keying for updatable content distribution |
| GB0414787D0 (en) * | 2004-07-01 | 2004-08-04 | Glaxosmithkline Biolog Sa | Method |
-
2005
- 2005-03-17 US US11/084,589 patent/US20060210744A1/en not_active Abandoned
-
2006
- 2006-03-16 RU RU2007138488/04A patent/RU2007138488A/en unknown
- 2006-03-16 EP EP06738545A patent/EP1861249A2/en not_active Withdrawn
- 2006-03-16 WO PCT/US2006/009496 patent/WO2006101964A2/en active Application Filing
- 2006-03-16 NZ NZ561363A patent/NZ561363A/en unknown
- 2006-03-16 CA CA002600555A patent/CA2600555A1/en not_active Abandoned
- 2006-03-16 AU AU2006227615A patent/AU2006227615B2/en not_active Ceased
- 2006-03-16 BR BRPI0606271-7A patent/BRPI0606271A2/en not_active IP Right Cessation
-
2009
- 2009-03-12 US US12/381,462 patent/US20090175992A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4407873A (en) | 1982-08-06 | 1983-10-04 | American Can Company | Retortable packaging structure |
| US4599276A (en) | 1983-11-09 | 1986-07-08 | W. R. Grace & Co., Cryovac Div. | Heat-sterilizable laminate films |
| EP0595220A2 (en) | 1992-10-26 | 1994-05-04 | Mitsui Petrochemical Industries, Ltd. | Squeezable tubular container and process for the production thereof |
Non-Patent Citations (1)
| Title |
|---|
| WILD, J. POLY. SCI. POLY. PHYS. ED., vol. 20, 1982, pages 441 |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2007138488A (en) | 2009-04-27 |
| NZ561363A (en) | 2011-09-30 |
| US20090175992A1 (en) | 2009-07-09 |
| EP1861249A2 (en) | 2007-12-05 |
| AU2006227615B2 (en) | 2011-06-16 |
| CA2600555A1 (en) | 2006-09-28 |
| BRPI0606271A2 (en) | 2009-06-09 |
| US20060210744A1 (en) | 2006-09-21 |
| WO2006101964A3 (en) | 2007-03-01 |
| AU2006227615A1 (en) | 2006-09-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2600522C (en) | Abuse-resistant retortable packaging film having oxygen barrier layer containing blend of amorphous polyamide and semicrystalline polyamide | |
| EP0269325B1 (en) | Multiple-layer, cook-in film | |
| AU2008211213B2 (en) | Shrink film containing semi-crystalline polyamide, articles made therefrom, and process for making and using same | |
| JP3939357B2 (en) | Packaged with cooked food packaged in a film having a food adhesion layer, containing a high vicat softening point olefin / acrylic acid copolymer | |
| CA2188163C (en) | Film having anhydride functionality in outer layer | |
| EP0451977A1 (en) | Cook-in film with improved seal strength | |
| AU2002248623A1 (en) | Coextruded retortable multilayer film | |
| WO2002074537A1 (en) | Coextruded retortable multilayer film | |
| WO2011157813A1 (en) | Multilayer film for packaging fluid products | |
| US20090035429A1 (en) | Retortable packaging film with outer layers containing blend of propylene-based polymer and homogeneous polymer | |
| WO2006101965A2 (en) | Retort packaging process and product utilizing high-temperature abuse layer and low-temperature abuse layer | |
| AU2006227615B2 (en) | Retortable packaging film with grease-resistance | |
| US20090025345A1 (en) | Retortable packaging film with having seal/product-contact layer containing blend of polyethylenes and skin layer containing propylene-based polymer blended with polyethylene | |
| CA2559180A1 (en) | Multilayer film, article made therefrom, and packaged product utilizing same | |
| WO2019195360A1 (en) | Pouch for cooking a food product and related method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application | ||
| ENP | Entry into the national phase |
Ref document number: 2600555 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 561363 Country of ref document: NZ |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2006738545 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2006227615 Country of ref document: AU |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 7668/DELNP/2007 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2007138488 Country of ref document: RU |
|
| ENP | Entry into the national phase |
Ref document number: 2006227615 Country of ref document: AU Date of ref document: 20060316 Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: PI0606271 Country of ref document: BR Kind code of ref document: A2 |