WO2011024971A1 - ポリアクリル酸(塩)系吸水性樹脂およびその製造方法 - Google Patents
ポリアクリル酸(塩)系吸水性樹脂およびその製造方法 Download PDFInfo
- Publication number
- WO2011024971A1 WO2011024971A1 PCT/JP2010/064641 JP2010064641W WO2011024971A1 WO 2011024971 A1 WO2011024971 A1 WO 2011024971A1 JP 2010064641 W JP2010064641 W JP 2010064641W WO 2011024971 A1 WO2011024971 A1 WO 2011024971A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- water
- cooling
- absorbent resin
- cooling device
- stirring
- Prior art date
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/22—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons containing macromolecular materials
- A61L15/24—Macromolecular compounds obtained by reactions only involving carbon-to-carbon unsaturated bonds; Derivatives thereof
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L15/00—Chemical aspects of, or use of materials for, bandages, dressings or absorbent pads
- A61L15/16—Bandages, dressings or absorbent pads for physiological fluids such as urine or blood, e.g. sanitary towels, tampons
- A61L15/42—Use of materials characterised by their function or physical properties
- A61L15/60—Liquid-swellable gel-forming materials, e.g. super-absorbents
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F120/00—Homopolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride, ester, amide, imide or nitrile thereof
- C08F120/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F120/04—Acids; Metal salts or ammonium salts thereof
- C08F120/06—Acrylic acid; Methacrylic acid; Metal salts or ammonium salts thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F220/00—Copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical or a salt, anhydride ester, amide, imide or nitrile thereof
- C08F220/02—Monocarboxylic acids having less than ten carbon atoms; Derivatives thereof
- C08F220/04—Acids; Metal salts or ammonium salts thereof
- C08F220/06—Acrylic acid; Methacrylic acid; Metal salts or ammonium salts thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/24—Crosslinking, e.g. vulcanising, of macromolecules
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/24—Crosslinking, e.g. vulcanising, of macromolecules
- C08J3/245—Differential crosslinking of one polymer with one crosslinking type, e.g. surface crosslinking
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2300/00—Characterised by the use of unspecified polymers
- C08J2300/14—Water soluble or water swellable polymers, e.g. aqueous gels
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2333/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers
- C08J2333/02—Homopolymers or copolymers of acids; Metal or ammonium salts thereof
Definitions
- the present invention relates to a polyacrylic acid (salt) water-absorbing resin and a method for producing the same. More specifically, the present invention relates to a polyacrylic acid (salt) water-absorbing resin having high water absorption capacity (CRC), water absorption capacity under pressure (AAP), liquid permeability (SFC) and low water-soluble content, and a method for producing the same.
- CRC water absorption capacity
- AAP water absorption capacity under pressure
- SFC liquid permeability
- Superabsorbent Polymer absorbs a large amount of aqueous liquid from several times to several hundred times its own weight, so it can be used as sanitary materials such as paper diapers, sanitary napkins, adult incontinence products, and soil. It is widely used in various applications such as water retention agents, and is produced and consumed in large quantities.
- the water-absorbing resin is produced by drying a hydrogel polymer obtained by polymerizing an aqueous solution containing a hydrophilic monomer and a crosslinking agent and performing surface crosslinking.
- a hydrogel polymer obtained by polymerizing an aqueous solution containing a hydrophilic monomer and a crosslinking agent and performing surface crosslinking.
- the surface crosslinking step is usually a step of providing a highly crosslinked layer in the vicinity of the surface of the water absorbent resin by reacting the water absorbent resin with a surface crosslinking agent or a polymerizable monomer.
- Patent Document 2 Vinyl ether compound (Patent Document 2), epoxy compound (Patent Document 3), oxetane compound (Patent Document 4), polyhydric alcohol compound (Patent Document 5), polyamide polyamine-epihalo adduct (Patent Documents 6 and 7), Hydroxyacrylamide compound (patent document 8), oxazolidinone compound (patent documents 9 and 10), bis or poly-oxazolidinone compound (patent document 11), 2-oxotetrahydro-1,3-oxazolidine compound (patent document 12), alkylene carbonate A compound (Patent Document 13) and the like are known.
- a technique (Patent Document 14) that uses a specific surface cross-linking agent in combination is also known.
- Patent Document 15 a technique of polymerizing monomers in the vicinity of the surface of the water-absorbent resin to cross-link the surface
- Patent Document 16 a technique of radical cross-linking with persulfate
- Patent Document 18 and 19 modifies a water-absorbent resin by applying heat without using a surface cross-linking agent, unlike a normal surface cross-linking treatment.
- Patent Documents 20 and 21 water-soluble cations such as aluminum salts (Patent Documents 20 and 21), alkalis (Patent Document 22), organic acids and inorganic acids.
- Patent Document 23 water-soluble cations such as aluminum salts (Patent Documents 20 and 21), alkalis (Patent Document 22), organic acids and inorganic acids.
- Patent Document 23 peroxide (Patent Document 24), surfactant (Patent Document 25), and the like are known.
- Patent Documents 26 to 29 a technique using a specific mixer as a mixer for the surface cross-linking agent
- Patent Document 30 a technique for a heating apparatus for reacting a water-absorbing resin and the surface cross-linking agent
- Patent Document 32 In the improvement of the reaction condition surface, there is a technique (Patent Document 32) regarding the temperature rise control of the heating temperature for reacting the water absorbent resin and the surface cross-linking agent. Further, in the heating process, a technique for performing surface cross-linking twice (Patent Document 33), a technique for performing a second heat-drying process after drying the water absorbent resin and controlling the particle size, and then performing surface cross-linking (Patent Document 34).
- Patent Document 35 A technique for defining oxygen partial pressure (Patent Document 35), a technique for defining spray conditions and dew point (Patent Documents 37 to 38), a technique for defining treatment liquid mixing conditions (Patent Documents 39 and 40), and a cooling step A technique (Patent Document 41) that pays attention to is known.
- Patent Documents 1 to 13 Many of the above surface cross-linking agents (see Patent Documents 1 to 13) and their combined use (see Patent Document 14), surface cross-linking aids (see Patent Documents 20 to 25), mixing devices (see Patent Documents 26 to 29), Despite many proposals for heating devices (Patent Documents 30 and 31) and various other conditions (see Patent Documents 32 to 41), the surface cross-linking technique alone can absorb the water absorption capacity of the water-absorbing resin under pressure and the liquid. It was difficult to meet the increasing demands of users for physical properties such as transparency. Further, with the change of the surface cross-linking agent or the use of a new auxiliary agent, there are cases where cost increases, safety decreases, and other physical properties decrease (eg, coloring).
- the above method shows a certain effect in small-scale production at the laboratory level and batch-type (batch-type) production, but small scale in large-scale continuous production on an industrial scale (for example, 1 t or more per unit time). There was a case that the effect was not shown.
- Patent Document 41 in a method in which a surface cross-linking agent is added to water-absorbent resin particles and subjected to heat treatment to perform surface cross-linking treatment, the water-absorbent resin powder after heat treatment is subjected to surface cross-linking by stirring and cooling in an air stream. Describes the condensation of moisture that occurs as the reaction progresses, thereby preventing production troubles due to agglomeration of resin particles and deterioration of resin physical properties, but it has not been fully effective. .
- the heat treatment is performed with a specific device, and the cooling step after the surface cross-linking is performed with a specific device. The above problem has been solved.
- the continuous production method (first method) of the water-absorbent resin powder of the present invention for solving the above problems includes a step of preparing an aqueous monomer solution with acrylic acid (salt), a polymerization step of the aqueous monomer solution, Fine-graining step of the water-containing gel-like crosslinked polymer at the time of polymerization or after polymerization, drying step of the obtained particulate water-containing gel-like cross-linked polymer, pulverization and classification step of the dried product, heating surface cross-linking step after classification,
- a continuous production method of a water-absorbent resin powder including a cooling step after surface crosslinking, The cooling device used in the cooling step is characterized in that the inner area is 0.25 to 0.95 times the inner area of the heating device used in the heating surface crosslinking step.
- the continuous manufacturing method (2nd method) of the water-absorbing-resin powder of this invention for solving the said subject is the process of preparing monomer aqueous solution with acrylic acid (salt), Polymerization of this monomer aqueous solution.
- a process for continuously producing a water-absorbent resin powder including a cooling step after surface crosslinking It is characterized in that the internal volume of the cooling device used in the cooling step is 0.25 to 0.95 times the internal volume of the heating device used in the heating surface crosslinking step.
- the first method and the second method are used in combination.
- the physical properties after surface crosslinking for example, water absorption capacity under pressure and liquid permeability
- Physical property fluctuation standard deviation
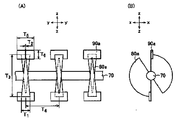
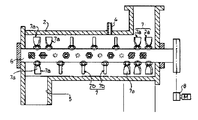
- FIG. 1 is a cross-sectional view showing an example of a configuration of a heating device or a cooling device including a biaxial horizontal continuous stirring device used in the present embodiment.
- FIG. 2 is a cross-sectional view showing an example of a stirring board (with a fried blade) of a biaxial heating device or cooling device.
- FIG. 3 is a schematic diagram of a longitudinal section of a heating device and a cooling device including a connected biaxial horizontal continuous stirring device.
- the heating device or the cooling device is a similar device having the same inner area (inner volume) and corresponds to the prior art.
- FIG. 4 is a cross-sectional view showing an example of a high-speed rotary stirring mixer that can be used for mixing the surface cross-linking agent.
- FIG. 5 is a cross-sectional view showing an example of a high-speed rotary stirring mixer that can be used for mixing the surface cross-linking agent.
- 2 is an inner wall
- 6 is a stirring shaft
- 7 (7a, 7b) are stirring blades.
- the polyacrylic acid (salt) water-absorbent resin and the production method thereof according to the present invention will be described in detail.
- the scope of the present invention is not limited to these descriptions, and the present invention is not limited to the following examples.
- the present invention can be changed and implemented as appropriate without departing from the spirit of the present invention.
- the present invention is not limited to the following embodiments, and various modifications are possible within the scope of the claims, and technical means disclosed in different embodiments are appropriately combined. Embodiments obtained in this manner are also included in the technical scope of the present invention.
- the “water-absorbing resin” means a water-swellable, water-insoluble “polymer gelling agent” and has the following physical properties. That is, as the water swellability, the water absorption capacity without load (CRC) is 5 g / g or more.
- the CRC is preferably 10 to 100 g / g, more preferably 20 to 80 g / g.
- the water-insoluble content (Extractables) needs to be 0 to 50% by mass.
- the water-soluble content is preferably 0 to 30% by mass, more preferably 0 to 20% by mass, and particularly preferably 0 to 10% by mass.
- the water-absorbing resin is not limited to a form in which the total amount (100% by mass) is a polymer, and may contain additives (described later) within a range that maintains the above performance. That is, even a water absorbent resin composition containing a water absorbent resin and an additive is generically referred to as a water absorbent resin in the present invention.
- the content of the water-absorbing resin (polyacrylic acid (salt) -based water-absorbing resin) is preferably 70 to 99.9% by mass, more preferably 80 to 99%, based on the entire water-absorbing resin as a composition. 0.7 mass%, more preferably 90-99.5 mass%.
- water is preferable from the viewpoint of water absorption speed and impact resistance of the powder (particles), and if necessary, additives described later are included.
- Polyacrylic acid (salt) “Polyacrylic acid (salt)” “Polyacrylic acid (salt)” means a polymer containing, as a repeating unit, an acrylic acid (salt) as a main component, optionally containing a graft component. Specifically, acrylic acid (salt) is essentially 50 to 100 mol%, preferably 70 to 100 mol%, more preferably 90 to 100 mol%, particularly preferably substantially as a monomer excluding the crosslinking agent. A polymer containing 100 mol% is meant.
- the salt as a polymer includes a polyacrylate, preferably a monovalent salt, more preferably an alkali metal salt or an ammonium salt, still more preferably an alkali metal salt, and particularly preferably a sodium salt.
- the shape is not particularly limited, but particles or powder is preferable.
- EDANA European Disposables and Nonwovens Associations
- ERT is an abbreviation for a method for measuring water-absorbent resin (ERT / EDANA Recommended Test Method) of European standards (almost world standards).
- ERT is an abbreviation for a method for measuring water-absorbent resin (ERT / EDANA Recommended Test Method) of European standards (almost world standards).
- the physical properties of the water-absorbent resin are measured based on the ERT original (known document: revised in 2002).
- C-1 “CRC” (ERT441.2-02) “CRC” is an abbreviation for Centrifugation Retention Capacity (centrifuge retention capacity) and means water absorption capacity without pressure (sometimes simply referred to as “water absorption capacity”). Specifically, after 0.200 g of the water-absorbent resin in the non-woven bag was freely swollen with 0.9% by mass saline for 30 minutes, the water absorption capacity after draining at 250 G with a centrifuge (unit: g / G).
- AAP is an abbreviation for Absorption against Pressure, which means water absorption capacity under pressure. Specifically, the water absorption capacity (unit: g / g) after 0.900 g of the water-absorbing resin was swollen in 0.9% by mass saline for 1 hour under a load of 1.9 kPa. In the present invention and Examples, the measurement was performed at 4.8 kPa.
- Extractables means the amount of water-soluble component (soluble component). Specifically, it is a value (unit: mass%) obtained by adding 1.000 g of a water-absorbing resin to 200 ml of 0.9 mass% saline, stirring for 16 hours, and then measuring the amount of dissolved polymer by pH titration. .
- C-4) “Residual Monomers” (ERT410.2-02) “Residual Monomers” means the amount of monomer remaining in the water-absorbent resin. Specifically, 1.000 g of a water-absorbing resin was added to 200 cm 3 of 0.9% by mass saline and stirred for 2 hours, and then the amount of monomer eluted in the aqueous solution was measured by high performance liquid chromatography (unit: mass ppm). ).
- PSD is an abbreviation for Particle Size Distribution and means a particle size distribution measured by sieving classification. The mass average particle size and the particle size distribution width are described in “(1) Average Particle of Particle and Diameter Diameter” described in European Patent No. 0349240, page 7, lines 25 to 43 and International Publication No. 2004/069915. ”And measure in the same way.
- “Moisture Content” Means the water content of the water-absorbent resin.
- Flow Rate (ERT450.2-02): The flow rate of the water-absorbent resin powder.
- Density (ERT460.2-02): means the bulk specific gravity of the water-absorbent resin.
- liquid permeability The flow of the liquid flowing between the particles of the swollen gel under load or no load is called “liquid permeability”.
- Typical measurement methods for this “liquid permeability” include SFC (Saline Flow Conductivity) and GBP (Gel Bed Permeability).
- SFC refers to the permeability of 0.69% by mass physiological saline to the water-absorbent resin at a load of 0.3 psi. It is measured according to the SFC test method described in US Pat. No. 5,669,894.
- GBP refers to the permeability of 0.69% by mass physiological saline to the water-absorbent resin under load or free expansion. It is measured according to the GBP test method described in International Publication No. 2005/016393 pamphlet.
- Standard deviation is a numerical value indicating the degree of dispersion of data, and the difference between the value of n data and the arithmetic mean thereof, that is, the square of the deviation is totaled and divided by n ⁇ 1. The positive square root of the value. It is used to know the degree of fluctuation for a phenomenon rich in fluctuation. In this specification, a standard deviation is used in order to quantify the fluctuation (shake) with respect to the desired desired physical property value.
- X to Y indicating a range means “X or more and Y or less”.
- t (ton) which is a unit of mass means “Metric ton” (metric ton).
- the physical properties of the water-absorbent resin are measured under the conditions of temperature: 20 to 25 ° C. (simply referred to as “room temperature” or “room temperature”) and relative humidity: 40 to 50% unless otherwise specified. It is implemented in.
- the monomer of the present invention contains the above acrylic acid or a salt thereof as a main component. From the viewpoint of water absorption characteristics and reduction of residual monomers, it is preferable that the acid group of the polymer is neutralized, and the neutralization rate is preferably 10 to 100 mol%, more preferably 30 to 95 mol%, and more preferably 50 to 90 More preferred is mol%, and particularly preferred is 60 to 80 mol%. Neutralization may be performed on the polymer after polymerization (hydrous gel) or may be performed on the monomer, but it is preferable to neutralize the monomer from the viewpoint of productivity and AAP improvement. . That is, the monomer of the present invention contains a partially neutralized acrylic acid salt.
- a hydrophilic or hydrophobic unsaturated monomer other than acrylic acid (salt) may be used.
- monomers that can be used include methacrylic acid, (anhydrous) maleic acid, 2- (meth) acrylamide-2-methylpropanesulfonic acid, (meth) acryloxyalkanesulfonic acid, N-vinyl-2-pyrrolidone, N- Vinylacetamide, (meth) acrylamide, N-isopropyl (meth) acrylamide, N, N-dimethyl (meth) acrylamide, 2-hydroxyethyl (meth) acrylate, methoxypolyethylene glycol (meth) acrylate, polyethylene glycol (meth) acrylate, Stearyl acrylate and their salts.
- cross-linking agent (internal cross-linking agent)
- a crosslinking agent also referred to as an internal crosslinking agent
- the crosslinking agent is preferably 0.001 to 5 mol%, more preferably 0.005 to 2 mol%, still more preferably 0.01 to 1 mol%, based on the above monomer excluding the crosslinking agent. 0.03-0.5 mol% is particularly preferred.
- crosslinking agent examples include a polymerizable crosslinking agent (with a polymerizable double bond of acrylic acid), a reactive crosslinking agent (with a carboxyl group of a monomer), and a crosslinking agent having both of them. More than one species can be exemplified. Specifically, N, N′-methylenebisacrylamide, (poly) ethylene glycol di (meth) acrylate, (polyoxyethylene) trimethylolpropane tri (meth) acrylate, poly (meth) ary can be used as the polymerizable crosslinking agent. Examples thereof include compounds having at least two polymerizable double bonds in the molecule such as roxyalkane.
- polyglycidyl ethers such as ethylene glycol diglycidyl ether
- covalent crosslinking agents such as polyhydric alcohols (propanediol, glycerin, sorbitol, etc.)
- ions that are polyvalent metal compounds such as aluminum
- a binding crosslinking agent can be illustrated.
- a polymerizable crosslinking agent with acrylic acid
- an acrylate-based, allyl-based, and acrylamide-based crosslinking agent is preferably used from the viewpoint of water absorption characteristics.
- Basic substances used for neutralization of acrylic acid include alkali metal hydroxides such as sodium hydroxide, potassium hydroxide, lithium hydroxide, sodium carbonate (hydrogen), and carbonate (hydrogen).
- Monovalent bases such as carbonate (hydrogen) salts such as potassium are preferred, alkali metal acrylates are preferred from the standpoint of reducing residual monomers, and neutralized salts with sodium hydroxide are particularly preferred.
- the neutralization temperature is preferably 10 to 100 ° C, more preferably 30 to 90 ° C. Although it determines suitably within this range, the below-mentioned neutralization method is preferable from a residual monomer reduction.
- (D) Concentration of monomer These monomers are usually polymerized in an aqueous solution, and the solid content concentration is usually 10 to 90% by mass, preferably 20 to 80% by mass, more preferably 30 to 70% by mass. Particularly preferred is 35 to 60% by mass.
- polymerization may be performed with the slurry (water dispersion liquid) exceeding saturation concentration, from the physical property side, Preferably it is performed with the aqueous solution below saturation concentration.
- the unsaturated monomer aqueous solution contains, for example, starch, polyacrylic acid (salt), water-soluble resin such as polyethyleneimine or water-absorbing resin together with the monomer. %, Preferably 0 to 20% by weight, particularly preferably 0 to 10% by weight, most preferably 0 to 3% by weight. Further, water absorption obtained by adding various foaming agents (carbonates, azo compounds, bubbles, etc.), surfactants and additives described later, for example, 0 to 5% by mass, preferably 0 to 1% by mass. Various physical properties of the resin and the particulate water-absorbing agent may be improved.
- a graft polymer eg, starch acrylic acid graft polymer
- a water-absorbing resin composition obtained by using other components is also collectively referred to as a polyacrylic acid (salt) -based water-absorbing resin.
- a chelating agent As an additive, a chelating agent, a hydroxycarboxylic acid, or a reducing inorganic salt may be added. These are preferably 10 to 5000 ppm by mass, more preferably 10 to 1000 ppm by mass, and still more preferably 50 to 50 ppm by weight in the water absorbent resin. It is added so as to contain 1000 ppm by mass, particularly preferably 100 to 1000 ppm by mass. A chelating agent is preferably used.
- the monomer preferably contains a polymerization inhibitor.
- the polymerization inhibitor include methoxyphenol and the like, and the content thereof is preferably 200 ppm or less (with respect to the monomer), more preferably 10 to 160 ppm, still more preferably 20 to 100 ppm.
- the polymerization method may be spray polymerization or droplet polymerization from the viewpoint of performance and ease of control of polymerization, but is preferably performed by aqueous solution polymerization or reverse phase suspension polymerization. Conventionally, aqueous solution polymerization, which has been difficult to control polymerization or improve coloring, is preferred, and continuous aqueous solution polymerization is most preferred.
- an unsaturated monomer aqueous solution is polymerized in one line, and a water-absorbing resin is produced at a huge scale of 0.5 t / hr or more, further 1 t / hr or more, further 5 t / hr or more, especially 10 t / hr or more.
- continuous polymerization can be suitably controlled. Therefore, as preferred continuous polymerization, continuous kneader polymerization (for example, US Pat. Nos. 6,987,151 and 6,701,141), continuous belt polymerization (for example, US Pat. Nos. 4,893,999, 6,241,928 and US Patent Application Publication No. 2005/215734). ).
- high temperature start (monomer is 30 ° C. or higher, 35 ° C. or higher, further 40 ° C. or higher, particularly 50 ° C. or higher, upper limit is boiling point)
- high monomer concentration (30% by mass or higher, especially 35 Polymerization at mass% or more, further 40 mass% or more, particularly 45 mass% or more (the upper limit is saturated concentration)
- the upper limit is saturated concentration
- the present invention is excellent in the stability of the monomer, and a white water-absorbing resin is obtained.
- Suitable such high temperature initiating polymerizations are exemplified in US Pat. Nos. 6,906,159 and 7091253.
- the method of the present invention is excellent in the stability of the monomer before polymerization, so that industrial scale production is easy. is there.
- the polymerization is preferably carried out in an air atmosphere, preferably from the viewpoint of coloring improvement, the polymerization is preferably carried out in an inert gas atmosphere such as nitrogen or argon (for example, an oxygen concentration of 1% by volume or less). It is preferred that the monomer or the dissolved oxygen in the solution containing the monomer is used for the polymerization after it is sufficiently substituted with an inert gas (for example, less than 1 mg / L of dissolved oxygen). Even when degassed in this way, the stability of the monomer is excellent, so that gelation before polymerization does not occur, and a water-absorbing resin with higher physical properties and higher whiteness can be provided.
- an inert gas atmosphere such as nitrogen or argon (for example, an oxygen concentration of 1% by volume or less).
- the polymerization initiator used in the present invention is appropriately selected depending on the form of polymerization.
- examples of such a polymerization initiator include radical polymerization initiators such as a photodecomposition polymerization initiator, a thermal decomposition polymerization initiator, and a redox polymerization initiator.
- the polymerization initiator is preferably used in an amount of 0.0001 to 1 mol%, more preferably 0.001 to 0.5 mol%, based on the monomer.
- the conventional coloring improver may adversely affect the polymerization, but the method of the present invention is preferable because it does not adversely affect the polymerization (polymerization time, various physical properties of the resin, etc.) and can improve the coloring.
- photodegradable polymerization initiators include benzoin derivatives, benzyl derivatives, acetophenone derivatives, benzophenone derivatives, and azo compounds.
- thermal decomposition type polymerization initiator include persulfates (sodium persulfate, potassium persulfate, ammonium persulfate), peroxides (hydrogen peroxide, t-butyl peroxide, methyl ethyl ketone peroxide), azo compounds ( 2,2′-azobis (2-amidinopropane) dihydrochloride, 2,2′-azobis [2- (2-imidazolin-2-yl) propane] dihydrochloride and the like.
- persulfates, peroxides, and azo compounds can also be used as photopolymerization initiators.
- redox polymerization initiator examples include a system in which a reducing compound such as L-ascorbic acid or sodium bisulfite is used in combination with the persulfate or peroxide, and the both are combined. Moreover, it can also be mentioned as a preferable aspect to use a photodegradable initiator and a thermal decomposable polymerization initiator together.
- hydrogel The hydrogel crosslinked polymer obtained by polymerization (hereinafter sometimes referred to as “hydrogel”) may be dried as it is, but a crusher (kneader, meat chopper, if necessary) during or after polymerization. Etc.) to form particles (for example, a mass average particle diameter of 0.1 to 5 mm, further 0.5 to 3 mm).
- the temperature of the hydrogel at the time of gel crushing is preferably kept or heated to 40 to 95 ° C., more preferably 50 to 80 ° C. from the viewpoint of physical properties.
- the resin solid content of the hydrated gel is not particularly limited, but is preferably 10 to 70% by mass, more preferably 15 to 65% by mass, and further preferably 30 to 55% by mass from the viewpoint of physical properties.
- a drying step is performed after the completion of polymerization through a gel granulation step.
- the temperature of the hydrogel crosslinked polymer after polymerization until the start of drying is preferably controlled to 50 to 80 ° C., more preferably 60 to 70 ° C.
- the resin solid content determined from the loss on drying (1 g of powder or particles heated at 180 ° C. for 3 hours) is preferably 80% by mass or more, more preferably 85 to 99% by mass, still more preferably 90 to 98% by mass, particularly Preferably, a dried product adjusted to a range of 92 to 97% by mass is obtained.
- the drying temperature is not particularly limited, but is preferably in the range of 100 to 300 ° C, more preferably in the range of 150 to 250 ° C.
- the drying step is more preferably 160 to 235 ° C, and further preferably 165 to 230 ° C.
- the drying time is preferably within 50 minutes. If the temperature and time are exceeded, there is a risk of causing a decrease in water absorption ratio (CRC), an increase in water-soluble matter (Extractables), and a decrease in whiteness.
- the particle size may be adjusted as necessary.
- a specific particle size is preferably used.
- the particle size can be appropriately adjusted in a polymerization step (particularly in the case of reverse phase suspension polymerization), a pulverization step, a classification step, a granulation step, a fine powder collection step, and the like.
- the particle size is defined by a standard sieve (JIS Z8801-1 (2000)).
- the mass average particle diameter (D50) of the water-absorbent resin particles before surface crosslinking obtained by the drying step is adjusted to 200 to 600 ⁇ m, preferably 200 to 550 ⁇ m, more preferably 250 to 500 ⁇ m, and particularly preferably 350 to 450 ⁇ m. .
- the smaller the particle size is less than 150 ⁇ m, the better, and it is usually adjusted to 0 to 5% by mass, preferably 0 to 3% by mass, particularly preferably 0 to 1% by mass.
- it is adjusted to 0 to 5% by mass, preferably 0 to 3% by mass, particularly preferably 0 to 1% by mass.
- the logarithmic standard deviation ( ⁇ ) of the particle size distribution is preferably 0.20 to 0.40, more preferably 0.25 to 0.37, and particularly preferably 0.27 to 0.35.
- a method described in, for example, International Publication No. 2004/69915 or EDANA-ERT420.2-02 may be adopted using a standard sieve.
- the present invention preferably includes a classification step after drying, such that the proportion of particles of 150 to 850 ⁇ m is 90% by mass or more, more preferably 95% by mass or more, and particularly 98% by mass or more (upper limit 100% by mass).
- the bulk specific gravity of the water-absorbent resin particles is preferably 0.5 to 0.75 (g / cm 3 ), more preferably 0.6 to 0.7 (g / cm 3 ).
- the measuring method is described in detail in, for example, EDANA ERT460.2-02. When the bulk specific gravity is not satisfied, the stirring power index is difficult to control, and physical properties may be reduced or powdered.
- the water absorbent resin obtained by taking the above (1) to (4) as an example is characterized by undergoing a heating surface crosslinking step and a specific cooling step. To do.
- the present invention provides a step of preparing an aqueous monomer solution with acrylic acid (salt), a polymerization step of the aqueous monomer solution, and a step of refining the hydrogel crosslinked polymer during or after polymerization.
- Polyacrylic acid (salt) -based water-absorbing resin comprising a drying step of a particulate hydrogel crosslinked polymer, a pulverization step and a classification step of a dried product, a heated surface crosslinking step after classification, and a cooling step after heated surface crosslinking
- a method for producing a polyacrylic acid (salt) water-absorbing resin wherein the refrigerant of the cooling device in the cooling step is heated to a temperature equal to or higher than the dew point of the gas introduced into the cooling device. And / or the inner area of the cooling device used in the cooling step is 0.25 to 0.95 times the inner area of the heating device used in the heating surface cross-linking step.
- a method for producing a resin is provided.
- This humidification and mixing step is a step of adding and mixing a surface cross-linking agent to the water-absorbent resin powder obtained through the classification step from the polymerization step.
- the present invention further includes a surface cross-linking step after drying.
- the production method of the present invention is applied to a method for producing a water-absorbing resin having a high water absorption capacity (AAP) and liquid permeability (SFC) under high pressure, and continuous production at a huge scale (particularly 1 t / hr). It can be suitably applied to high-temperature surface crosslinking.
- AAP water absorption capacity
- SFC liquid permeability
- the treatment agents described in Patent Documents 1 to 19, especially the surface crosslinking agent are used.
- a covalent bond surface cross-linking agent is used, and preferably a covalent bond surface cross-linking agent and an ionic bond surface cross-linking agent are used in combination.
- Covalent bonding surface cross-linking agent examples include various organic or inorganic cross-linking agents, but organic surface cross-linking agents can be preferably used.
- As the surface cross-linking agent polyhydric alcohol compounds, epoxy compounds, polyvalent amine compounds or condensates thereof with haloepoxy compounds, oxazoline compounds, (mono, di, or poly) from the viewpoint of physical properties of the resulting water-absorbent resin Oxazolidinone compounds and alkylene carbonate compounds are preferred.
- a dehydration-reactive crosslinking agent comprising a polyhydric alcohol compound, an alkylene carbonate compound, or an oxazolidinone compound that requires a reaction at a high temperature can be used.
- the physical properties may be low, or the difference in the effects of the present invention may be difficult to appear.
- an ion-binding inorganic surface crosslinking agent (a polyvalent metal-derived crosslinking agent) may be used to improve liquid permeability.
- the inorganic surface crosslinking agent include divalent or higher, preferably trivalent to tetravalent polyvalent metal salts (organic salts or inorganic salts) or hydroxides.
- the polyvalent metal examples include aluminum and zirconium, and aluminum lactate and aluminum sulfate can be used. These inorganic surface crosslinking agents are used simultaneously with or separately from the organic surface crosslinking agent. Surface cross-linking with a polyvalent metal is disclosed in International Publication Nos.
- a polyamine polymer particularly one having a mass average molecular weight of about 5,000 to 1,000,000 may be used simultaneously or separately to improve liquid permeability.
- Polyamine polymers that can be used include, for example, U.S. Pat. No. 7098284, International Publication Nos. 2006/082188, 2006/082189, 2006/082197, 2006/111402, 2006/111403, For example, 2006/111404.
- the amount of the surface cross-linking agent used is preferably about 0.001 to 10 parts by mass, more preferably about 0.01 to 5 parts by mass with respect to 100 parts by mass of the water-absorbent resin particles.
- the surface cross-linking agent preferably water can be used.
- the amount of water used is preferably 0.5 to 20 parts by mass, more preferably 0.5 to 10 parts by mass with respect to 100 parts by mass of the water absorbent resin particles. Even when an inorganic surface crosslinking agent and an organic surface crosslinking agent are used in combination, it is preferable to use about 0.001 to 10 parts by mass (more preferably 0.01 to 5 masses).
- a hydrophilic organic solvent may be used, and the amount thereof is in the range of 0 to 10 parts by mass, preferably 0 to 5 parts by mass with respect to 100 parts by mass of the water absorbent resin particles.
- water is added in a range that does not hinder the effects of the present invention, for example, 0 to 10 parts by weight, preferably 0 to 5 parts by weight, more preferably 0 to 1 part by weight.
- An insoluble fine particle powder or a surfactant may coexist. Usable surfactants and amounts thereof are exemplified in US Pat. No. 7,473,739.
- a continuous high-speed rotary stirring mixer is used for mixing the surface treatment agent.
- a horizontal continuous high-speed rotary stirring type mixer (for example, FIGS. 4 and 5) is preferable.
- the surface treatment agent refers to the surface cross-linking agent or an alternative thereof (for example, a radical polymerization initiator such as persulfate, a monomer), and is a concept including a solution or a dispersion thereof.
- the stirring speed is preferably 100 to 10,000 rpm, more preferably 300 to 2000 rpm.
- the residence time is preferably within 180 seconds, more preferably 0.1 to 60 seconds, and particularly preferably about 1 to 30 seconds.
- the temperature of the water-absorbent resin (also referred to as particulate water-absorbing agent) is preferably 30 ° C. or higher, more preferably 40 ° C. or higher, and still more preferably 50 ° C. or higher.
- the upper limit is preferably 100 ° C., more preferably 95 ° C.
- This heat treatment step is a step in which the wet mixture of the water-absorbent resin powder and the surface treating agent solution mixed in the humidifying and mixing step is heated to cause a surface crosslinking reaction.
- the heating device used in the present invention is preferably a continuous type, groove type mixed dryer, rotary dryer, disk dryer, fluidized bed dryer, airflow type dryer, infrared dryer, paddle type dryer, vibration fluidized drying. Machine.
- a paddle type dryer is preferable from the viewpoint of improving physical properties and stabilization.
- a stirring means and a heating means comprising a water-absorbing resin inlet and outlet, and one or more (preferably a plurality) rotating shafts provided with a plurality of stirring boards.
- a horizontal continuous stirrer (for example, FIG. 1) is used.
- the stirring power index is preferably 3 to 15 W ⁇ hr / kg.
- (stirring power index) ((power consumption of the apparatus during surface treatment) ⁇ (power consumption during idle operation) ⁇ average residence time) / (processing amount per hour ⁇ average residence time)
- the stirring power index can be easily obtained from the power consumption of the apparatus during surface treatment and the power consumption during idle operation as described above.
- the stirring power index exceeds 15 W ⁇ hr / kg, the physical properties (particularly liquid permeability) are lowered, and even if the stirring power index is less than 3 W ⁇ hr / kg, the physical properties (particularly the water absorption capacity under pressure) are lowered.
- More preferable stirring power index is in the range of 4 to 13 W ⁇ hr / kg, more preferably 5 to 11 W ⁇ hr / kg, particularly preferably 5 to 10 W ⁇ hr / kg, and most preferably 5 to 9 W ⁇ hr / kg. .
- the agitation power index is appropriately determined in consideration of adjustment of the supply amount and discharge amount of the water absorbent resin, the particle size and bulk specific gravity of the water absorbent resin, the rotational speed of the apparatus, the shape, the composition of the surface treatment agent, and the residence time. Suitable conditions are shown below.
- the water-absorbent resin after the surface treatment agent is added to the stirring device is subjected to heat treatment.
- the necessary apparatus is the horizontal continuous stirring apparatus.
- the horizontal continuous stirring device preferably has a downward inclination angle of 0.1 to 10 °.
- the inclination angle is more preferably 0.5 to 5 °, and further preferably 1 to 4 °.
- the stirring power index may be excessively large or small, and the physical properties of the water absorbent resin may be deteriorated.
- the aspect ratio of the horizontal continuous stirring device (the length of the device in the traveling direction / the device width in the section in the traveling direction) is preferably 1 to 20.
- the aspect ratio is more preferably 1.5 to 10, and further preferably 2 to 5.
- the aspect ratio is determined by the ratio of the length (traveling direction) and the width (perpendicular to the traveling direction) in the apparatus. If the aspect ratio does not satisfy the above range, the stirring power index may be too large or too small, resulting in poor physical properties of the water-absorbent resin, or poor piston flow in the device, resulting in poor performance stability. is there.
- the horizontal continuous stirring device preferably has a lifting blade (for example, 90a in FIG. 2).
- the lifting blade is described in Patent Document 31 (Japanese Patent Laid-Open No. 2004-352941). If the lifting blade is used, the stirring power index can be controlled low, and as a result, the physical properties of the water-absorbent resin are improved.
- the average residence time of the water absorbent resin is preferably 0.05 to 2 hours.
- the average residence time is more preferably from 0.1 to 1 hour, and further preferably from 0.2 to 0.8 hour.
- the measurement of the average residence time of the water-absorbent resin in the horizontal continuous stirring apparatus of the present invention will be described.
- the residence time in the device also known as the heating time or reaction time in the horizontal continuous stirring device
- the effective volume of the device if it has a stirring shaft arranged in the horizontal direction, the top surface of the stirring plate is the top.
- Volume (refer to FIG. 1), the amount of water-absorbing resin particles supplied, the tilt angle, the stirring shaft rotation speed, the shape of the lifting blade, the bulk specific gravity of the water-absorbing resin particles, the surface treatment agent It is governed by various factors such as the type and the height of the discharge weir installed at the discharge port of the horizontal continuous stirring device. These factors greatly affect not only the residence time but also the stirring power index.
- the average residence time is measured by actually operating under the conditions in which the above factors are fixed, stopping the apparatus, and measuring the mass of the water-absorbent resin particles remaining in the apparatus.
- an easily specified substance for example, a compound containing sulfur
- the average residence time can also be determined.
- a water-soluble sulfate can be used as a tracer substance.
- the intensity ratio of characteristic X-rays of sulfur and a monovalent cation is obtained by EPMA, XMA, etc.
- a monovalent cation for example, sodium
- the inside of the horizontal continuous stirring apparatus is preferably smooth, and the surface roughness (Rz) is controlled to 800 nm or less.
- the surface roughness (Rz) is preferably 500 nm or less, more preferably 300 nm or less, further preferably 200 nm or less, particularly preferably 185 nm or less, and most preferably 170 nm or less.
- the surface roughness (Rz) means the maximum value of the maximum height (nm) of the surface irregularities, and is defined by JIS B0601-2001.
- the lower limit of the surface roughness (Rz) is 0 nm, but there is no significant difference even if it is about 10 nm, and about 20 nm is sufficient.
- the material of the horizontal continuous stirring device is preferably stainless steel, more preferably a mirror finish.
- This mirror finish can suppress damage to the water-absorbent resin powder.
- SUS304, SUS316, SUS316L etc. are mentioned as stainless steel used for the said apparatus.
- the surface roughness (Ra) other than the above surface roughness (Rz) is also defined in JIS B0601-2001, but the preferred value is also the same as the surface roughness (Rz).
- the surface roughness (Ra) is preferably 250 nm or less, and more preferably 200 nm or less. These surface roughnesses can be measured according to JIS B0651-2001 with a stylus type surface roughness measuring instrument. These surface roughnesses are not limited to heating devices, but can be applied to devices before and after them, preferably cooling devices, transportation piping (particularly air transportation piping), and hoppers. The effect is higher.
- Rotating shaft and stirring board There are 1 to a plurality of rotation axes, preferably 2 to 10 axes, particularly 2 axes. Further, the number of stirring plates (for example, FIG. 2) or stirring blades is appropriately determined depending on the size (capacity) of the apparatus, but it is in the range of 2 to 100, more preferably 5 to 50 per axis.
- the horizontal continuous high-speed stirring mixer and the horizontal stirring device are preferably shielded periodically.
- the periodic shielding interval is preferably 0.001 to 5 minutes, more preferably 0.005 to 1 minute, still more preferably 0.01 to 0.1 minutes, and particularly preferably 0.01 to 0.05 minutes.
- the shielding rate (the ratio of the time during which the water-absorbing resin is shielded to the downstream continuous device) is preferably 1 to 80%, more preferably 2 to 40%, and still more preferably from the viewpoint of physical property stabilization (standard deviation). Is in the range of 5-30%, particularly preferably 5-20%, most preferably 5-10%. Even if periodic shielding is performed, it is only necessary to feed the water-absorbing resin in the above range (for example, 1 t / hr or more) to the next apparatus.
- the shielding interval is defined by the reciprocal (minutes) of the rotation speed (rpm), and the shielding rate is a mixture (wet powder; water absorbent resin and surface cross-linking agent solution) supplied from a high-speed continuous mixer.
- Theoretical number of revolutions per minute (rpm) of the rotary valve required to discharge the mixture) (theory obtained from the volumetric flow rate obtained from the volume per rotation of the rotary valve, the mass flow rate of the discharged mixture, and the bulk specific gravity)
- the number of revolutions is divided by the actual number of revolutions (rpm) of the rotary valve and multiplied by 100.
- the retention amount of the water-absorbent resin due to periodic shielding is preferably 0 to 2% by mass of the treatment amount, and more preferably 0 to 1% by mass.
- the volume per rotation of the rotary valve is appropriately determined, but is preferably 0.1 to 0.001 [m 3 / lev (one rotation)], and preferably 0.2 to 0.002 [m 3 / lev]. Is more preferably 0.1 to 0.01 [m 3 / lev].
- the upstream device outlet and the downstream device inlet The distance is preferably 10 m or less. This distance is more preferably 5 m or less, further preferably 3 m or less, and particularly preferably 2 m or less.
- the devices When connecting, the devices may be connected vertically, that is, the downstream device is connected to the lower side of the upstream device. And what is necessary is just to provide the shielding apparatus of a water absorbent resin particle between an upstream apparatus and a downstream apparatus.
- the lower limit of the distance is appropriately determined as long as the size of the device and the following shielding device can be accommodated.
- the distance is large or when the above apparatus is not connected up and down, the physical properties of the obtained water-absorbent resin may be lowered.
- the cooling device may be connected on the heating device or on the side.
- Periodic shielding can be performed by providing gates, valves, dampers, rotary feeders, table feeders, etc. as periodic shielding devices at the connection between continuous devices.
- the gate used include a slide gate, a roller gate, a tenter gate, a radial gate, a flap gate (undulation gate), a rolling gate, and a rubber gate.
- the valves used include Howell-Bunger (fixed cone dispersion) valves (fixed cone valves), hollow jet valves (movable cone valves), jet flow valves, butterfly valves, gates.
- shielding devices examples thereof include a valve (gate valve), an orifice valve, a rotary valve (Rotary valve) (a valve that opens and closes by rotating a cylinder), and a Johnson valve (a valve that opens and closes by moving a conical valve body back and forth).
- These shielding devices may be installed at the outlet of the mixer, the inlet of the heating device, or an intermediate portion thereof by connecting the outlet of the mixer and the inlet of the heating device (for example, FIG. 1). Further, preferably, a periodic shield is similarly provided between the outlet of the heating device (for example, FIG. 1) and the cooling device (for example, FIG. 3).
- the devices are preferably shielded and connected via a valve, particularly a rotary valve.
- the size of the bulb refers to the diameter. However, when the cross section is a shape other than a circle, it is converted to the diameter of a circle having the same area) can be selected as appropriate.
- the diameter is preferably 1 to 100 cm, and the diameter is 10 cm. More preferably, it is 50 cm.
- These shielding devices are less than 100% of the maximum throughput (kg / hr; maximum amount of substance that the shielding device can pass per unit time) defined by the amount of water-absorbing resin supplied per time. Drive on.
- the operating conditions are preferably 5 to 95%, more preferably 10 to 90%, and even more preferably 20 to 80%.
- the operating condition of the shielding device is out of the above range, the physical properties of the obtained water-absorbent resin are lowered or the performance is unstable.
- a rotary shielding device such as a rotary valve is used, the number of rotations is appropriately determined. For example, 1 to 500 rpm (times / minute) is preferable.
- the rotation speed is more preferably 5 to 200 rpm, further preferably 10 to 100 rpm, and particularly preferably 20 to 100 rpm.
- the maximum processing capacity of the shielding device is appropriately determined, but is preferably 0.01 to 20 t / hr, and more preferably 0.1 to 5 t / hr.
- the apparatus necessary for the heat treatment is preferably the horizontal continuous stirring apparatus (for example, FIG. 1).
- the water-absorbent resin is subjected to a heat treatment, and if necessary, a second heat treatment is performed, followed by a cooling treatment.
- the heating temperature heat transfer surface temperature of the jacket or the like
- the heating time is preferably in the range of 1 minute to 2 hours.
- the heat treatment can also be performed with a normal dryer or a heating furnace.
- a highly white water-absorbing resin can be provided even by high-temperature heating or drying with air (hot air), which has been intensely colored in the past.
- the water-absorbing resin filling rate (volume ratio) is continuously supplied so as to be 50 to 90%.
- the filling rate is more preferably 55 to 85%, further preferably 60 to 80%.
- the stirring power index is difficult to control, and the physical properties of the resulting water-absorbent resin may be lowered.
- the position where the filling rate is 100% is the apex of the stirring plate of the rotating shaft.
- the water-absorbent resin in the horizontal continuous stirring device is continuously supplied so that the mass area ratio thereof is 100 kg / m 2 / hr or less. 90 kg / m 2 / hr or less is more preferable, and 50 to 70 kg / m 2 / hr is more preferable.
- the mass area ratio does not satisfy the above range, the stirring power index is difficult to control, and the physical properties of the resulting water-absorbent resin may deteriorate.
- Mass area ratio (mass flow rate of water absorbent resin per unit time) / (heat transfer area of the apparatus)
- the mass area ratio is specified as follows.
- Mass area ratio (mass flow rate per unit time of the water-absorbent resin) / (heat transfer area of the stirring shaft of the apparatus and the stirring board).
- stirring speed and reaction time uniform heating and mixing can be performed by setting the stirring speed of the horizontal continuous stirring device to 2 to 40 rpm. If it is less than 2 rpm, stirring is insufficient, while if it is faster than 40 rpm, fine powder may be easily generated. A more preferable stirring speed is 5 to 30 rpm.
- the residence time in the apparatus is, for example, 10 to 180 minutes, preferably 20 to 120 minutes. If it is less than 10 minutes, the crosslinking reaction tends to be insufficient. On the other hand, if it exceeds 180 minutes, the water absorption performance may deteriorate.
- the inside of the horizontal continuous stirring device is slightly reduced in pressure.
- “Depressurized state” means a state where the atmospheric pressure is lower than the atmospheric pressure.
- the “degree of decompression with respect to the atmospheric pressure” means a pressure difference from the atmospheric pressure, and is expressed as a positive (plus) value when the atmospheric pressure is lower than the atmospheric pressure.
- the degree of reduced pressure is 10 kPa
- the degree of reduced pressure relative to atmospheric pressure is also simply referred to as “the degree of reduced pressure”.
- the water absorbent resin powder may spill out from the inlet of the mixer, which is not preferable.
- dust ultrafine particles of the water-absorbent resin or inorganic fine particles to be used if necessary
- the lower limit value of the degree of reduced pressure is preferably more than 0 kPa, more preferably 0.01 kPa or more, and further preferably 0.05 kPa or more. Excessive pressure reduction may cause not only dust but also necessary water-absorbing resin powder to be removed from the apparatus, resulting in a decrease in yield.
- the degree of vacuum is preferably 10 kPa or less, more preferably 8 kPa or less, further preferably 5 kPa or less, and 2 kPa or less. Is particularly preferred.
- a preferable numerical range of the degree of reduced pressure can be arbitrarily selected between the lower limit value and the upper limit value.
- the atmosphere in the horizontal continuous stirring device may be air, an inert gas such as nitrogen, or water vapor may be added as appropriate to prevent coloring or combustion.
- the temperature and dew point are appropriately determined, but the ambient temperature (specified by the gas temperature in the upper space of the apparatus) is preferably 30 to 200 ° C, more preferably 50 to 150 ° C.
- the dew point is preferably from 0 to 100 ° C, more preferably from 10 to 80 ° C.
- the water-absorbing resin taken out from the heating device after surface crosslinking is preferably within 1 minute, more preferably 30. It is preferable to cool within seconds. Therefore, it is preferable that the heating device and the cooling device are substantially connected.
- the temperature of the water-absorbent resin (specified by the material temperature) at the start of cooling is preferably 150 to 250 ° C.
- the temperature after cooling is preferably 40 to 100 ° C.
- the temperature after cooling is more preferably 50 to 90 ° C, and further preferably 50 to 80 ° C.
- the temperature range overlaps or coincides with the above temperature of the water-absorbent resin before surface crosslinking, and at that time, the internal area of the cooling device is controlled to a specific range. To do.
- Cooling device The device used for cooling is not particularly limited as long as it can control the temperature in the cooling device or the temperature of the water-absorbent resin powder using a refrigerant.
- a groove type mixed cooling device a rotary cooling device, a disk cooling device, a fluidized bed cooling device, a paddle type cooling device, an oscillating fluid cooling device, an airflow combined paddle cooling device, and the like can be mentioned.
- a mixer that allows airflow to flow and has a cooling device capability is widely used as a cooling device, and the direction of the airflow is not particularly limited as long as it achieves the purpose such as up and down, left and right. .
- the rotation axis is horizontal and the container itself also rotates (horizontal cylindrical type, inclined cylindrical type, V type, double cone type, regular cube type, S-shaped type, continuous V type, etc. Mixer), or the type of the container itself is fixed (ribbon type, screw type, conical screw type, groove type stirring type, high-speed flow type, rotating disk type, muller type, paddle type, rotary type, etc.)
- Various disk-type mixers that can control the temperature of the cooling device using a refrigerant, or a device that cools the water-absorbent resin powder while flowing it using vibration and airflow, such as Tamagawa Machinery Co., Ltd.
- Continuous refrigerant drying / cooling device manufactured by Dalton Co., Ltd., Dalton's vibration drying / cooling device, Tsukishima Kikai Co., Ltd.
- a container-fixed type cooling device that includes a rotary stirring blade that stirs the water-absorbent resin particles and that allows airflow to be ventilated, and is preferably used while using a refrigerant.
- Such a cooling device is used continuously or batchwise, preferably continuously.
- the periodic shielding is performed at the inlet of the cooling device (connected to the outlet of the heating device) and further at the outlet of the cooling device.
- a horizontal continuous stirring device is preferable from the viewpoint of improvement of physical properties and stabilization.
- the following (c) (horizontal) continuous stirring device exhibiting a stirring power index can be preferably used. That is, in the present invention, the cooling device and / or the heating device has a water-absorbent resin inlet and outlet, and a stirring means and a heating means including one or more rotating shafts provided with a plurality of stirring boards.
- a horizontal continuous stirring device is preferable.
- the preferable stirring power index and inclination angle described in the heating device (the horizontal continuous stirring device is preferably 0.1 to 10 °, more preferably 0.5 to 5 °, -4 ° is more preferable) and aspect ratio (1.5 to 10 is more preferable, 2 to 5 is more preferable), the lifting blade, the average residence time, the rotating shaft, and the stirring plate are suitable for the above inner area. As long as the ratio or the internal volume ratio is maintained, it can be preferably applied to the cooling device as it is.
- the cooling device is preferably composed of a water-absorbent resin inlet and outlet and one or more rotating shafts equipped with a plurality of stirring boards, as in the continuous heating device.
- a horizontal continuous stirring apparatus having stirring means and heating means is used.
- the heating means includes a heating means for cooling the high-temperature water absorbent resin.
- the cooling step is preferably performed in the connected horizontal continuous stirring apparatus (for example, FIG. 3).
- the cooling is preferably performed at a stirring power index of 3 to 15 W ⁇ hr / kg.
- (Stirring power index) ((power consumption of the apparatus during cooling) ⁇ (power consumption during idle operation) ⁇ average residence time) / (processing amount per hour ⁇ average residence time)
- a more preferable stirring power index is 4 to 13 W ⁇ hr / kg, more preferably 5 to 11 W ⁇ hr / kg, particularly preferably 5 to 10 W ⁇ hr / kg, and most preferably 5 to 9 W ⁇ hr / kg. / Kg range.
- the stirring power index of the cooling device also referred to as “cooler”
- the stirring power index of the cooling device is in the range of 0.99 to 0.25 times, more preferably 0.95 to 0.50 times, particularly 0.90 to 0.55 times the stirring power index of the heating device. It is preferable.
- the agitation power index of the cooling device is the same as the agitation power index of the heating device, adjustment of the supply amount and discharge amount of the water absorbent resin, the particle size and bulk specific gravity of the water absorbent resin, the size and rotation speed of the device, the shape, and the surface treatment It is appropriately determined depending on the composition of the agent and the residence time.
- the inner area of the cooling device in the cooling step is 0. It is characterized by being 25 to 0.95 times. That is, the inner area of the cooling device is made smaller than the inner area of the heating device.
- the inner area is defined by the area of the part in contact with the water-absorbent resin, and in addition to the inner surface consisting of the inner wall (side surface) and the bottom surface of the apparatus, when it has a stirring blade and a stirring shaft, the contact area with them The total area included.
- the side surface (inner surface) of the apparatus is defined by the side surface up to the top of the stirring blade and the stirring shaft.
- the shape of the inner surface of the apparatus is not limited to a rectangular parallelepiped, and various shapes such as a cylindrical shape and a composite shape thereof are exemplified, and the inner area can be defined by the side surface and the bottom surface thereof.
- the internal volume can be defined by an effective volume (a volume up to the stirring blade).
- both the heating device and the cooling device are the horizontal continuous stirring device.
- the inner area ratio may be set within the above range.
- the internal volume ratio (cooling device / heating device) is also 0.25 to 0.95 times, more preferably 0.30 to 0.90 times, still more preferably 0.40 to 0.80 times, and particularly preferably 0. The range is 50 to 0.75 times. If the internal volume ratio is larger than 0.95 times, the physical properties (eg, AAP and SFC) tend to decrease. If the internal volume ratio is smaller than 0.25 times, the physical properties decrease and the stability decreases (increase in standard deviation).
- the water-absorbing resin tends to agglomerate. If a similar device is used for the cooling device and the heat treatment device, either the internal area ratio (proportional to the square of the length) or the internal volume ratio (proportional to the cube of the length) can be obtained. The other can also be calculated.
- the internal area ratio of the heating device and the cooling device is out of the above range, the physical properties of the water-absorbent resin, especially the water absorption capacity and liquid permeability under pressure, especially when an ion-binding cross-linking agent is used as a surface cross-linking agent. It has been found that it has a great influence on the liquid permeability represented by SFC and SFC.
- the internal area ratio (cooling device / heating device) is preferably 0.25 to 0.95 times, more preferably 0.30 to 0.90 times, still more preferably 0.40 to 0.80 times, 0.50 to 0.75 times is particularly preferable. If the inner area ratio is larger than 0.95 times, the physical properties (eg, AAP and SFC) tend to decrease.
- the inner area ratio is smaller than 0.25 times, the physical properties decrease and the stability decreases (increase in standard deviation).
- the water-absorbing resin tends to agglomerate.
- the internal volume ratio (cooling device / heating device) of both is preferably 0.25 to 0.95 times, more preferably 0.30 to 0.90 times, and 0.40 to 0.80 times. Further preferred is 0.50 to 0.75 times. If the internal volume ratio is larger than 0.95 times, the physical properties (eg, AAP and SFC) tend to decrease. If the internal volume ratio is smaller than 0.25 times, the physical properties decrease and the stability decreases (increase in standard deviation).
- the water-absorbing resin tends to aggregate.
- the refrigerant temperature of the cooling device is 10 ° C. higher than the dew point of the atmospheric gas of the cooling device, and 10 ° C. higher than the discharge temperature of the water absorbent resin particles discharged from the cooling device. It is preferable that it is low below.
- the cooling device a device having a jacket with a coolant flowing on the wall surface is preferable. This is because heat transfer cooling is possible. Furthermore, other cooling methods may be used in combination.
- the refrigerant temperature is usually ⁇ 50 to 90 ° C., preferably 0 to 70 ° C., more preferably 10 to 60 ° C. In the present invention, by controlling the refrigerant temperature within a specific range, We have found that there is no degradation in performance and that production can be performed more stably and efficiently.
- the refrigerant temperature of the cooling device is preferably higher than the gas temperature introduced into the cooling device, more preferably more than 10 ° C. higher than the dew point of the gas, and higher than the discharge temperature of the discharged water absorbent resin powder. It is preferable to set the temperature within a range of 10 ° C. or lower. Preferably, the temperature setting is 15 ° C. or more higher than the dew point of the gas introduced into the cooling device and 15 ° C. or less lower than the temperature at the time of discharging the water absorbent resin powder to be discharged.
- the difference between the refrigerant temperature and the dew point of the gas introduced into the cooling device is less than 10 ° C.
- condensation occurs in the cooling device, and aggregates of water-absorbing resin particles are fixed on the inner surface of the device or modified. Since the water-absorbing resin thus absorbed absorbs water, the surface cross-linked structure is destroyed, and there is a possibility that the performance is deteriorated.
- the difference between the refrigerant temperature and the discharged water-absorbing resin powder temperature is less than 10 ° C.
- the cooling efficiency heat transfer efficiency
- the water-absorbing resin deteriorates due to heat (coloring, performance deterioration, etc.)
- the capacity of the apparatus is increased in order to compensate for the deteriorated cooling efficiency, the performance may be deteriorated due to mechanical damage.
- the cost of the apparatus is increased.
- Hot water is preferable.
- Hot water having an inlet temperature of 30 ° C. or higher is particularly preferable. More preferably, it is warm water of 35 ° C. or higher, more preferably 40 ° C. or higher, particularly preferably 45 ° C. or higher.
- the upper limit of the temperature of the hot water is preferably 55 ° C, more preferably 50 ° C.
- the physical properties of the water-absorbent resin may be reduced or aggregated.
- the refrigerant temperature can be managed by controlling the refrigerant temperature or the refrigerant flow rate based on the result.
- the control of the refrigerant temperature or flow rate is preferably managed by a computer program.
- (F) Gas flow It is preferable that there is an air flow (gas flow) in the space of the cooling device. If there is no forced ventilation from the outside or outside, the water-absorbent resin after cooling not only has poor moisture absorption fluidity (powder fluidity after moisture absorption; Anti-Blocking), but also under pressure The physical properties such as absorption rate are not stable. Air, an inert gas (such as nitrogen gas) or a mixture thereof is used as the air flow, and any air flow of reduced pressure, pressurization, or normal pressure may be used. Usually, a blower mechanism or a decompression mechanism may be provided outside the cooling device so that an airflow of ⁇ 50 ° C.
- the air current is ventilated by the air blowing mechanism or the pressure reducing mechanism.
- a method of ventilating the air flow when stirring and cooling, one air inlet of the cooling device is opened and sucked (reduced pressure) from another port, or one exhaust port of the cooling device is opened and another air outlet is opened.
- blowing pressurizing
- the surface cross-linking step is preferably performed in two or more series from the viewpoint of improving and stabilizing physical properties for one series of polymerization processes.
- one series refers to one that progresses through each process until a polymer gel, a water-absorbing resin (including a fine powder recovered product), a particulate water-absorbing agent and a final product are obtained from the raw material (monomer).
- two or more systems refers to a mode in which two or more devices are arranged in parallel and operated simultaneously or alternately in the same process.
- the upper limit of each process is about 10 series, among which 2 to 4 series are preferred, 2 to 3 series are more preferred, and 2 series are particularly preferred.
- the polymer gel or the water-absorbent resin that is a dried product thereof is divided into two or more series, and the ratio of the divided amount may be determined for each step.
- the ratio between the maximum amount and the minimum amount divided into n falls within the above range.
- the division operation may be a continuous format or a batch format, and the ratio of the division amount is defined by an average amount in a predetermined time.
- the number of series in the surface cross-linking step is not particularly limited, and an arbitrary number of series can be selected. However, considering the plant construction cost, running cost, etc., it is one series or two series, particularly two series. It is preferable. That is, from the viewpoint of physical properties, it is most preferable that the surface cross-linking step, preferably further the pulverization step and the classification step are all two or more (upper limit is in the above-described range) with respect to the above-described one polymerization step.
- the parallel devices may be downsized as appropriate. Even if the processing capacity of the device is downsized by half, the price of the device is not halved.
- the present invention by installing a specific parallel device, the physical properties of the obtained water-absorbing agent are improved and the spec out rate is also increased. As a result, it has been found that this leads to cost reduction.
- US Patent Application Publication No. 2008/0227932 discloses a method of performing polymerization in two series and the latter half in one series
- Patent Document 30 discloses surface crosslinking.
- a technique of “connecting in series” the stirring and drying apparatus and the heating apparatus, and a technique of “connecting in series” of the belt polymerization apparatus are disclosed in WO2009 / 001954, respectively.
- the present invention “the (substantially the same) apparatus is arranged in parallel” in a specific process after the completion of the polymerization process with respect to one polymerization machine, thereby improving and stabilizing physical properties more than conventional. To achieve.
- the surface cross-linking may be divided into two or more series by including a dividing step, preferably a dividing step of the particulate water-absorbing resin which is a particulate hydrogel or a dried product thereof, more preferably, the particulate water-absorbing resin. Includes a splitting step.
- the following methods (a-1) to (a-3) are used for the particulate water-absorbing resin after drying.
- a method of dividing the particulate water-absorbing resin after storage in the hopper is used.
- a quantitative feeder to the powder is used.
- a circle feeder or a screw feeder is preferably used.
- a method of dividing the particulate water-absorbing resin when it falls for example, free fall.
- a bifurcater or a bifurcater provided with a mountain or a weir is used for the division.
- the JIS sample reducer bisector
- the input sample is alternately distributed in two directions.
- the following methods (a-4) to (a-6) or a combination thereof are used and supplied to parallel drying steps.
- At least the particulate water-absorbing resin after drying is preferably divided, and for this purpose, the polymer gel or the particulate dried product is divided.
- the methods (a-1) to (a-3) are preferably used, and the method (a-1) is more preferably used.
- a hopper is preferably used before and after surface cross-linking. More preferably, an inverted truncated pyramid shape, an inverted truncated cone shape, a shape in which a prism having the same shape is added to the maximum aperture portion of the inverted truncated pyramid, and a hopper in which the same shape cylinder is added to the maximum aperture portion of the inverted truncated cone Is used.
- the material is not particularly limited, but stainless steel is preferably used, and the surface roughness is preferably in the above range. Suitable hoppers and their shapes are exemplified in PCT / JP2009 / 54903, and such hoppers are recommended.
- pneumatic transport is preferably used.
- primary air and secondary air used as necessary (additional air during air transportation)
- the dew point of this air is usually ⁇ 5 ° C. or lower, preferably ⁇ 10 ° C. or lower, more preferably ⁇ 12 ° C. or lower, and particularly preferably ⁇ 15 ° C. or lower.
- the dew point range is ⁇ 100 ° C. or higher, preferably ⁇ 70 ° C. or higher, and more preferably about ⁇ 50 ° C.
- the gas temperature is preferably about 10 to 40 ° C., more preferably about 15 to 35 ° C. It is preferable to set the dew point of the compressed air used during pneumatic transportation within the above range, particularly when packaging as a product, since the decrease in SFC can be suppressed.
- heated gas may be used.
- Gas (air) may be heated directly using a heat source, and the gas (air) passed is indirectly by heating the said transport part and piping. It may be heated.
- the temperature of the heated gas (air) is preferably 20 ° C. or higher, more preferably 30 ° C. or higher, preferably lower than 70 ° C., more preferably lower than 50 ° C.
- gas preferably air
- gas may be appropriately dried.
- Specific examples include a method using a membrane dryer, a method using a cooling adsorption dryer, a method using a diaphragm dryer, and a method using these in combination.
- an adsorption dryer it may be a heat regeneration type, a non-heat regeneration type, or a non-regeneration type.
- a vaporized monomer recycling step, granulation step, fine powder removal step, fine powder recycling step, and the like may be provided as necessary.
- additives described later may be used for the monomer or a polymer thereof for the purpose of color stability with time and prevention of gel deterioration.
- Polyacrylic acid (salt) water-absorbing resin (1) Physical properties of polyacrylic acid (salt) water-absorbing resin
- the polyacrylic acid (salt) water-absorbing resin of the present invention is applied to sanitary materials, especially paper diapers.
- it is preferable to control at least one of the following (a) to (e), more preferably two or more, particularly three or more, including AAP, by the polymerization and surface crosslinking. If the following conditions are not satisfied, sufficient performance may not be exhibited with the high-concentration diapers described below.
- the production method of the present invention is more effective in producing a water-absorbing resin that achieves the following physical properties, particularly the improvement or stabilization (small standard deviation) of physical properties.
- the production method of the present invention preferably has a water absorption capacity (AAP) of 20 g / g or more with respect to a 0.9 mass% sodium chloride aqueous solution under pressure of 4.8 kPa of the water absorbent resin. .69% by mass physiological saline flow conductivity (SFC) of 1 ( ⁇ 10 ⁇ 7 ⁇ cm 3 ⁇ s ⁇ g ⁇ 1 ) or more, water absorption capacity under no pressure (CRC) of 20 g / g or more
- SFC mass physiological saline flow conductivity
- CRC water absorption capacity under no pressure
- A Absorption capacity under pressure
- AAP Absorption capacity under pressure
- the water absorption capacity (AAP) is preferably controlled to 20 g / g or more, more preferably 22 g / g or more, and still more preferably 24 g / g or more.
- AAP is preferably as high as possible, but from the viewpoint of balance with other physical properties and costs, the upper limit of AAP may be 40 g / g if 1.9 kPa, or about 30 g / g if 4.8 kPa. Unless otherwise specified, AAP shows a value at 4.8 kPa.
- SFC liquid flow characteristic under pressure
- US Patent 1 ( ⁇ 10 ⁇ 7 ⁇ cm 3 ⁇ s ⁇ g ⁇ 1 ) or more, preferably 25 ( ⁇ 10 ⁇ 7 ⁇ cm 3 ⁇ s ⁇ g ⁇ 1 ) or more, more preferably 50 ( ⁇ 10 ⁇ 7 ⁇ cm 3 ⁇ s ⁇ g ⁇ 1 ) or more, more preferably 70 ( ⁇ 10 ⁇ 7 ⁇ cm 3 ⁇ s ⁇ g ⁇ 1 ) or more, particularly preferably 100 ( ⁇ 10 ⁇ 7 ⁇ cm 3 ⁇ s ⁇ G ⁇ 1 ) or more is controlled.
- the improvement in liquid permeability especially SFC improvement, particularly to improve to 25 ( ⁇ 10 ⁇ 7 ⁇ cm 3 ⁇ s ⁇ g ⁇ 1 ) or more, exhibits a more remarkable effect. It can apply suitably for the manufacturing method of this water-absorbent resin.
- C Absorption capacity without pressure
- the water absorption capacity without load (CRC) is preferably 10 g / g or more, more preferably 20 g / g or more, still more preferably 25 g / g or more, and particularly preferably 30 g / g or more.
- the upper limit of CRC is preferably as high as possible, but is preferably 50 g / g or less, more preferably 45 g / g or less, and still more preferably 40 g / g or less, from the balance of other physical properties.
- Water-soluble content (soluble content)
- the amount of water-soluble component is preferably 0 to 35% by mass, more preferably 25% by mass or less, still more preferably 15% by mass or less, and particularly preferably 10% by mass or less.
- the amount of residual monomer is usually 500 ppm by mass or less, preferably 0 to 400 ppm by mass, more preferably 0 to 300 ppm by mass, particularly preferably. 0 to 200 ppm by mass is indicated.
- an oxidizing agent, an antioxidant, water, a polyvalent metal compound, a water-insoluble inorganic or organic powder such as silica or metal soap, a deodorant, an antibacterial agent, a polymer polyamine Pulp and thermoplastic fibers may be added to the water-absorbent resin in an amount of 0 to 3% by mass, preferably 0 to 1% by mass.
- the polyacrylic acid (salt) water-absorbing resin of the present invention is not particularly limited, but it can be preferably used for absorbent articles such as paper diapers, sanitary napkins, incontinence pads, and the like.
- it is used for high-concentration diapers (a large amount of water-absorbent resin is used for one diaper), which has been a problem with odor, coloring and the like derived from raw materials. When used in parts, particularly excellent performance is exhibited.
- the content (core concentration) of the water-absorbent resin in the absorbent body which may optionally contain other absorbent materials (such as pulp fibers) is 30 to 100% by mass, preferably 40 to 40%.
- the effect of the present invention is exhibited at 100% by mass, more preferably 50 to 100% by mass, further preferably 60 to 100% by mass, particularly preferably 70 to 100% by mass, and most preferably 75 to 95% by mass.
- the water-absorbing resin of the present invention is used at the above concentration, particularly in the upper layer of the absorbent body, it is highly permeable to absorbents such as urine due to high liquid permeability (liquid permeability under pressure).
- This absorbent article can perform efficient liquid distribution, and can improve the amount of absorption of the entire absorbent article.
- an absorber maintains a high white state, an absorptive article with a hygiene feeling can be provided.
- the water absorption capacity (CRC) of the obtained water absorbent resin particles (1) under no pressure was 40 g / g, and the water-soluble content was 11% by mass.
- the obtained water-absorbing resin particles (1) were continuously supplied at 1 t / hr to a high-speed continuous mixer (Turbulizer manufactured by Hosokawa Micron Co., Ltd./1000 rpm).
- the wet mixture (1) was obtained by spraying and mixing with a spray forming droplets of about 200 ⁇ m.
- the obtained mixture (1) is continuously heat-treated at 195 ° C. for 50 minutes with a paddle-type low-speed stirring-type indirect heating dryer (paddle dryer), whereby a water absorbing agent containing several thousand ppm of residual polyhydric alcohol.
- a powder surface-crosslinked water-absorbent resin powder was obtained.
- manufacture example 1 was implemented according to the method described in the manufacture example 1A of the said patent document 41 (US Patent 7378453).
- the obtained water-absorbent resin powder has excellent fluidity at the time of moisture absorption, physical properties are stable with time, and there is substantially no fine powder (100 ⁇ m or less), and aggregation during production was also not seen.
- Table 1 shows the evaluation results of CRC, AAP, and SFC. A part of the water-absorbent resin fine particles was removed by an air flow during cooling.
- this comparative example 1 was implemented according to the method described in Example 1A of the said patent document 41 (US Patent 7378453). However, the dew point of the introduced gas not disclosed in the above patent document was adjusted to 17 ° C.
- Example 1 In Comparative Example 1, the same operation was performed except that the cooling device was a paddle dryer substantially similar to the heating device (paddle dryer) and the inner area was 0.7 times that of the heating device. The results are shown in Table 1.
- Comparative Example 2 In Comparative Example 1, the results are shown in Table 1 except that the cooling device was a similar shape to the heating device (paddle dryer) and the inner area was 0.2 times that of the heating device.
- the outlet weir height was adjusted so that the average residence time of the water-absorbing agent powder that had been cross-linked by heating was further adjusted to about 30 minutes, and continuously applied to the same CD dryer CD-80 type installed in series as described above. Feed and cool with stirring.
- the temperature at the position (field) that is 1/3 length as viewed from the outlet side with respect to the total length of the cooling device was 65 ° C., and from above the position, 2 fluids made by Spraying Systems Japan Using a nozzle (air atomizing nozzle SUF1 flat pattern), water was sprayed and added under conditions of a water supply amount of 0.6 g / min and an air pressure of 0.02 MPa.
- the water-absorbent resin to which water was added by spraying did not generate lumps or the like in the apparatus and was discharged from the outlet in a smooth state.
- Example 2 In Comparative Example 3, the same operation was performed except that the inner area of the cooling device (CD dryer) was changed to 0.7 times that of the heating device (CD dryer) (which was reduced in a state similar to a similar shape). It was. The results are shown in Table 2.
- Comparative Example 4 In Comparative Example 3, the same operation was performed except that the inner area of the cooling device (CD dryer) was changed to 0.2 times that of the heating device (CD dryer) (which was reduced in a state similar to a similar shape). It was. The results are shown in Table 2.
- Example 5 In Example 1, the water added by spraying at 0.6 g / min (1% by mass with respect to the water-absorbent resin particles (1)) was changed to a 50% aqueous solution of aluminum sulfate 16 hydrate, thereby covalently crosslinking. A water-absorbent resin crosslinked with an agent and an ion binding crosslinking agent (aluminum sulfate) was obtained.
- an agent and an ion binding crosslinking agent aluminum sulfate
- Table 2 it is presumed that the ion-binding crosslinking agent contributes to the improvement of liquid permeability.
- Example 3 In Comparative Example 5, the same operation was performed except that the inner area of the cooling device (paddle dryer) was changed to 0.7 times that of the heating device (paddle dryer) (which was reduced in a state similar to a similar shape). It was. The results are shown in Table 2.
- Example 4 In Example 1, a periodic shielding device (rotary valve) was installed at the entrance / exit of a cooling device (paddle dryer). The results are shown in Table 1.
- the rotary valve had a volume per rotation of 0.02 [m 3 / lev (1 rotation)] and a rotation speed of 25 rpm.
- Example 5 In Example 2, the same periodic shielding device (rotary valve) as that in Example 4 was installed at the inlet / outlet of the cooling device. The results are shown in Table 2.
- Example 6 In Example 1, the same procedure was performed except that the surface crosslinking was performed in parallel 2 series (500 kg / hr ⁇ 2 series). The results are shown in Table 1.
- Example 7 In Example 1, the dew point of the introduced air was adjusted to 40 ° C. Aggregation was observed in part of the water-absorbent resin, and adhesion was observed in part of the interior. It can be seen that the dew point of Example 1 (preferably the difference between the refrigerant temperature and 10 ° C. or more) was suitable.
- Example 8 In Example 1, the refrigerant was adjusted to 10 ° C. Aggregation was observed in part of the water-absorbent resin, and adhesion was observed in part of the interior. It turns out that the refrigerant temperature of Example 1 (preferably hot water of 30 ° C. or higher) was suitable.
- Example 9 The water absorbent resin powder obtained in Example 2 is passed through a pipe having an inner surface roughness (Rz) of 200 nm through compressed air (dew point -15 ° C., temperature 35 ° C.). The air transported and packaged. The SFC after pneumatic transportation was 29.5, and the SFC reduction rate was 1.7%.
- Example 10 Pneumatic transportation similar to Example 9 was performed except that compressed air having a dew point of 20 ° C. was used.
- the SFC after pneumatic transportation was 28.5, and the SFC reduction rate was 5.0%.
- Example 9 pneumatic transportation using compressed air having a specific dew point is preferable.
- This monomer aqueous solution (2) contained 0.055 mol% of polyethylene glycol diacrylate (average n number 9) as an internal crosslinking agent with respect to the total number of moles of monomers.
- the concentration of the monomer was 40% by mass.
- the obtained monomer aqueous solution (2) was continuously fed onto the belt with a metering pump. Nitrogen gas was continuously blown into the pipe in the middle of the pipe used for feeding, so that the dissolved oxygen concentration in the aqueous monomer solution (2) was 0.5 mg / L or less.
- the “average n number” means the average number of methylene chain polymerization in the polyethylene glycol chain.
- This hydrogel crosslinked polymer (2) is finely granulated to about 2 mm with a meat chopper having a pore diameter of 7 mm, and this is spread on a perforated plate to which a continuous ventilation band dryer moves so as to have a thickness of 50 mm.
- the polymer was dried at 30 ° C. for 30 minutes to obtain a dry polymer. Here, the time from the polymerizer outlet to the dryer inlet was within 1 minute.
- the dry polymer was pulverized by continuously supplying the entire amount of the dry polymer to a three-stage roll mill. The roll gap of this three-stage roll mill was 1.0 mm / 0.55 mm / 0.42 mm in order from the top.
- the particles were classified by a sieving apparatus having a metal sieve mesh having an opening of 850 ⁇ m and 150 ⁇ m to obtain water-absorbing resin particles (2) in which particles of 150 to 850 ⁇ m were about 98% by mass.
- the CRC of the water absorbent resin particles (2) was 35 g / g, and the bulk specific gravity was 0.6 g / cm 3 .
- Example 11 Subsequently to the continuous production apparatus used in Production Example 2, using a continuous production apparatus comprising a surface treatment process (humidification mixing process, heating process and cooling process), a sizing process and a transport process connecting each process, Resin powder (11) was produced. That is, the classification process of the manufacture example 2 and the surface treatment process are connected by the transport process.
- the water-absorbent resin particles (2) are pneumatically transported from a classifier to a temporary storage hopper by pneumatic transportation (temperature 35 ° C., dew point ⁇ 15 ° C.), passed through a quantitative feeder (turbulator; 1000 rpm; for example)
- the surface treatment agent solution (11) was sprayed and mixed by spraying while being continuously supplied to FIG.
- This surface treating agent solution (11) was a mixed liquid of 1,4-butanediol, propylene glycol and pure water.
- This surface treating agent solution (11) is composed of 0.3 parts by weight of 1,4-butanediol, 0.5 parts by weight of propylene glycol and 2.7 parts by weight of pure water with respect to 100 parts by weight of the water absorbent resin particles (2). Part of the mixture was mixed with the water-absorbent resin particles (2) to obtain a mixture (11) which was a wet powder.
- the obtained mixture (11) has a downward inclination angle of 1 °, has an aspect ratio of 2.2, a paddle rotation number of 13 rpm, two rotation shafts, and a stirring plate having a lifting blade,
- Surface treatment was performed by a horizontal continuous stirring device (11) having an inner surface roughness (Rz) of 500 nm (heat treatment step).
- Rz inner surface roughness
- the inside of the device (11) was sucked by a suction exhaust device equipped with a bag filter, and the pressure inside the device was reduced to 1 kPa.
- the rotary valve peripheral shielding apparatus
- the position of the discharge weir at which the average residence time was 45 minutes and the average filling rate was 75% was determined by a prior test, and the position of the discharge weir was set as such.
- the heating source used for the surface treatment was pressurized steam of 2.5 MPa, and the temperature of the mixture (11) in the apparatus was measured with a thermometer provided near the discharge part of the horizontal continuous stirring apparatus (11). Heating was performed by controlling the steam flow rate so that the temperature became 200 ° C.
- the total surface area of the stirring plate and the stirring shaft was 24.4 m 2 , and the mass area ratio calculated from the total surface area (heat transfer area) and the treatment amount was 61.5 kg / m 2 / hr.
- the stirring power during the surface treatment was 27.8 kW
- the stirring power in the idle operation was 13.5 kW
- the average residence time was 45 minutes
- the stirring power index was 9.5 W ⁇ hr / kg.
- the flow rate of hot water at 40 ° C. is adjusted using a small horizontal continuous stirring device (cooling device) that is similar in shape to the horizontal continuous stirring device (11) that is a heating device and has an internal area of 0.80 times.
- the water-absorbent resin was forcibly cooled to 60 ° C. (cooling step).
- the stirring power index was 7.4 W ⁇ hr / kg.
- a water-absorbent resin powder (11) was obtained as a sized product which was 850 ⁇ m passing material.
- the obtained water-absorbent resin powder (11) had a CRC of 30.7 (g / g), an SFC of 29.9 ( ⁇ 10 ⁇ 7 ⁇ cm 3 ⁇ s ⁇ g ⁇ 1 ), and an AAP of 25.2 ( g / g) and the bulk specific gravity was 0.68 g / cm 3 .
- Example 11 a horizontal continuous stirring apparatus (cooling apparatus) having the same size as the horizontal continuous stirring apparatus (11) which is a heating apparatus instead of a small horizontal continuous stirring apparatus having a similar shape and an internal area of 0.80 times. The same procedure as in Example 11 was performed except that was used.
- the SFC is 28.1 ( ⁇ 10 ⁇ 7 ⁇ cm 3 ⁇ s ⁇ g ⁇ 1 ), AAP Decreased to 24.7 (g / g).
- Example 11 instead of a similar horizontal continuous stirrer having an internal area of 0.80 times, a small continuous horizontal stirrer (cooling device) having a substantially similar shape and 0.1 times smaller was used. As in Example 11. Since the internal area of the cooling device is 0.1 times the internal area of the heating device used in the heating surface cross-linking step, the surface cross-linking reaction is not sufficiently stopped, and a part of the water-absorbent resin is aggregated, and further physical properties was not stable.
- Patent Document 41 (Contrast with conventional technology) Compared with the above-mentioned Patent Documents 1 to 41, the physical properties of the water-absorbent resin are also improved, and stabilization (reduction in standard deviation) can be performed.
- Patent document 41 etc. are known as an improvement technique of a cooling process, However, The improvement technique of this apparatus surface does not suggest this application, and corresponds to the comparative example of this application.
- a water-absorbing resin with high physical properties, particularly high liquid permeability by continuous production on a huge scale (eg, 1 t / hr or more).
Abstract
Description
上記冷却工程で用いられる冷却装置の内面積が、上記加熱表面架橋工程で用いられる加熱装置の内面積の0.25~0.95倍であるところに特徴を有している。
また、上記課題を解決するための本発明の吸水性樹脂粉末の連続製造方法(第2の方法)は、アクリル酸(塩)で単量体水溶液を調製する工程、該単量体水溶液の重合工程、重合時または重合後の含水ゲル状架橋重合体の細粒化工程、得られた粒子状の含水ゲル状架橋重合体の乾燥工程、乾燥物の粉砕および分級工程、分級後の加熱表面架橋工程、表面架橋後の冷却工程を含む吸水性樹脂粉末の連続製造方法であって、
上記冷却工程で用いられる冷却装置の内容積が、上記加熱表面架橋工程で用いられる加熱装置の内容積の0.25~0.95倍であるところに特徴を有している。
なお、好ましくは第1の方法と第2の方法は併用される。
(a)「吸水性樹脂」
「吸水性樹脂」とは、水膨潤性水不溶性の「高分子ゲル化剤(gelling agent)」を意味し、以下の物性を有するものをいう。すなわち、水膨潤性として無加圧下吸水倍率(CRC)が、5g/g以上のものである。CRCは好ましくは10~100g/g、さらに好ましくは20~80g/gである。また、水不溶性として水可溶分(Extractables)は、0~50質量%であることが必要である。水可溶分は、好ましくは0~30質量%、さらに好ましくは0~20質量%、特に好ましくは0~10質量%である。
「ポリアクリル酸(塩)」とは、任意にグラフト成分を含み、繰り返し単位として、アクリル酸(塩)を主成分とする重合体を意味する。具体的には、架橋剤を除く単量体として、アクリル酸(塩)を、必須に50~100モル%、好ましくは70~100モル%、さらに好ましくは90~100モル%、特に好ましくは実質100モル%含む重合体を意味する。重合体としての塩は、ポリアクリル酸塩を含み、好ましくは一価塩、より好ましくはアルカリ金属塩またはアンモニウム塩、さらに好ましくはアルカリ金属塩、特に好ましくはナトリウム塩を含む。なお、形状は特に問わないが、粒子または粉体が好ましい。
「EDANA」は、European Disposables and Nonwovens Associationsの略称であり、「ERT」は、欧州標準(ほぼ世界標準)の吸水性樹脂の測定方法(ERT/EDANA Recomended Test Method)の略称である。本明細書においては、特に断りのない限り、ERT原本(公知文献:2002年改定)に基づいて、吸水性樹脂の物性を測定する。
「CRC」とは、Centrifuge Retention Capacity(遠心分離機保持容量)の略称であり、無加圧下吸水倍率(単に「吸水倍率」とも称することもある)を意味する。具体的には、不織布袋中の吸水性樹脂0.200gを0.9質量%食塩水で30分、自由膨潤させた後、遠心分離機で250Gにて水切りした後の吸水倍率(単位;g/g)である。
「AAP」とは、Absorption Against Pressureの略称であり、加圧下吸水倍率を意味する。具体的には、吸水性樹脂0.900gを0.9質量%食塩水に1時間、1.9kPaでの荷重下で膨潤させた後の吸水倍率(単位;g/g)である。なお、本発明および実施例では4.8kPaで測定した。
「Extractables」とは、水可溶分量(可溶分)を意味する。具体的には、0.9質量%食塩水200mlに、吸水性樹脂1.000gを添加し、16時間攪拌した後、溶解したポリマー量をpH滴定で測定した値(単位;質量%)である。
「Residual Monomers」とは、吸水性樹脂中に残存しているモノマー量を意味する。具体的には、0.9質量%食塩水200cm3に吸水性樹脂1.000gを投入し2時間攪拌後、該水溶液に溶出したモノマー量を高速液体クロマトグラフィーで測定した値(単位;質量ppm)である。
「PSD」とは、Particle Size Distributionの略称であり、ふるい分級により測定される粒度分布を意味する。なお、質量平均粒子径および粒子径分布幅は欧州公告特許第0349240号明細書7頁25~43行や国際公開第2004/069915号に記載された「(1) Average Particle Diameter and Distribution of Particle Diameter」と同様の方法で測定する。
「pH」(ERT400.2-02):吸水性樹脂のpHを意味する。
荷重下または無荷重下における膨潤ゲルの粒子間を流れる液の流れを「通液性」という。この「通液性」の代表的な測定方法として、SFC(Saline Flow Conductivity)や、GBP(Gel Bed Permeability)がある。
「標準偏差」とは、データの散らばりの度合いを示す数値であり、n個からなるデータの値とその相加平均値との差、すなわち偏差の2乗を合計し、n-1で割った値の正の平方根をいう。変動に富む現象について、変動の度合いを知るために用いられる。なお、本明細書においては、目的とする所望の物性値に対する変動(振れ)を数値化するため、標準偏差を利用する。

本明細書において、範囲を示す「X~Y」は、「X以上Y以下」であることを意味する。また、質量の単位である「t(トン)」は、「Metric ton(メトリック トン)」であることを意味する。さらに、吸水性樹脂の物性の測定は、特に注釈のない限り、温度:20~25℃(単に「室温」、あるいは「常温」と称することもある)、相対湿度:40~50%の条件下で実施している。
(1)重合工程
(a)単量体(架橋剤を除く)
本発明の単量体は、上記のアクリル酸またはその塩を主成分としている。吸水特性や残存モノマーの低減の点から、重合体の酸基が中和されていることが好ましく、中和率は10~100モル%が好ましく、30~95モル%がより好ましく、50~90モル%がさらに好ましく、60~80モル%が特に好ましい。中和は重合後の重合体(含水ゲル)に行ってもよく、単量体に行ってもよいが、生産性やAAP向上の面などから、単量体を中和しておくことが好ましい。すなわち、本発明の単量体はアクリル酸部分中和塩を含む。
本発明では、吸水特性の観点から架橋剤(別称;内部架橋剤)を使用することが特に好ましい。架橋剤は物性面から、架橋剤を除く上記単量体に対して0.001~5モル%が好ましく、0.005~2モル%がより好ましく、0.01~1モル%がさらに好ましく、0.03~0.5モル%が特に好ましい。
アクリル酸の中和に用いられる塩基性物質としては、水酸化ナトリウム、水酸化カリウム、水酸化リチウムなどのアルカリ金属の水酸化物や炭酸(水素)ナトリウム、炭酸(水素)カリウムなどの炭酸(水素)塩等の一価塩基が好ましく、残存モノマー低減の点からアクリル酸アルカリ金属塩とすることが好ましく、水酸化ナトリウムでの中和塩が特に好ましい。なお、これらの中和処理での好ましい条件等は、国際公開2006/522181号に例示されており、該公報に記載の条件も本発明に適用され得る。中和温度は10~100℃が好ましく、30~90℃がより好ましい。この範囲内で適宜決定されるが、残存モノマー低減から後述の中和方法が好ましい。
これら単量体は、通常水溶液で重合され、その固形分濃度は通常10~90質量%であり、好ましくは20~80質量%、さらに好ましくは30~70質量%、特に好ましくは35~60質量%である。なお、重合は、飽和濃度を超えたスラリー(水分散液)で行ってもよいが、物性面から、好ましくは飽和濃度以下の水溶液で行う。
さらに、不飽和単量体水溶液は、単量体とともに、澱粉、ポリアクリル酸(塩)、ポリエチレンイミンなどの水溶性樹脂ないし吸水性樹脂を例えば0~50質量%、好ましくは0~20質量%、特に好ましくは0~10質量%、最も好ましくは0~3質量%有していてもよい。また、各種の発泡剤(炭酸塩、アゾ化合物、気泡など)、界面活性剤や後述の添加剤等を、例えば0~5質量%、好ましくは0~1質量%添加して、得られる吸水性樹脂や粒子状吸水剤の諸物性を改善してもよい。なお、その他成分を使用して得られたグラフト重合体(例;澱粉アクリル酸グラフト重合体)ないし吸水性樹脂組成物も、本発明ではポリアクリル酸(塩)系吸水性樹脂と総称する。
重合方法は、性能面や重合の制御の容易さから、噴霧重合または液滴重合でもよいが、好ましくは、通常、水溶液重合または逆相懸濁重合で行われる。従来、重合の制御や着色改善が困難であった水溶液重合が好ましく、連続水溶液重合が最も好ましい。特に1ラインで不飽和単量体水溶液を重合して吸水性樹脂を0.5t/hr以上、さらには1t/hr以上、よりさらには5t/hr以上、特に10t/hr以上の巨大スケールで製造するには、連続重合が好適に制御できる。よって好ましい連続重合として、連続ニーダー重合(例えば、米国特許第6987151号および同第670141号)、連続ベルト重合(例えば、米国特許第4893999号、同第6241928号および米国特許出願公開第2005/215734号)が挙げられる。
本発明で使用される重合開始剤としては、重合の形態によって適宜選択される。このような重合開始剤としては例えば、光分解型重合開始剤や熱分解型重合開始剤、レドックス系重合開始剤などのラジカル重合開始剤を例示できる。重合開始剤の使用量は上記単量体に対し、好ましくは0.0001~1モル%、より好ましくは0.001~0.5モル%の量使用される。
重合で得られた含水ゲル状架橋重合体(以下、「含水ゲル」と称することもある。)はそのまま乾燥を行っても良いが、重合時または重合後、必要により解砕機(ニーダー、ミートチョッパーなど)を用いてゲル解砕され粒子状(例えば、質量平均粒子径で0.1~5mm、さらには0.5~3mm)にされる。
本発明では残存モノマーの低減やゲル劣化防止(耐尿性)、黄変防止を達成するため、重合終了後にゲル細粒化工程を経て乾燥工程を行う。ゲル細粒化工程を経て乾燥を開始するまでの時間は、短いほど好ましい。すなわち、重合後の含水ゲル状架橋重合体は、重合機から排出後に、好ましくは1時間以内、より好ましくは0.5時間以内、さらに好ましくは0.1時間以内に乾燥を開始(乾燥機に投入)する。かかる時間とするためには、重合後にゲルの貯蔵工程を行うことなく、直接、細分化ないし乾燥することが好ましい。また、残存モノマーの低減や低着色を達成するため、重合後から乾燥開始までの含水ゲル状架橋重合体の温度は、好ましくは50~80℃、さらに好ましくは60~70℃に制御する。
上述の含水ゲル状架橋重合体を乾燥する工程後、必要により粒度を調整してもよい。後述の表面架橋での物性向上のため、好ましくは特定粒度にされる。粒度は重合工程(特に逆相懸濁重合の場合)、粉砕工程、分級工程、造粒工程、微粉回収工程などで適宜調整できる。以下、粒度は標準篩で規定(JIS Z8801-1(2000))される。
本発明の吸水性樹脂の製造方法では上記(1)~(4)を一例として得られた吸水性樹脂について、加熱表面架橋工程および特定の冷却工程を経ることを特徴とする。
この加湿混合工程は、上述の重合工程から分級工程を経て得られた吸水性樹脂粉体に、表面架橋剤を添加、混合する工程である。
本発明では乾燥後の表面架橋工程をさらに含む。本発明の製造方法は、高い加圧下吸水倍率(AAP)および通液性(SFC)の吸水性樹脂の製造方法や巨大スケール(特に1t/hr)での連続生産に適用され、特に吸水性樹脂の高温表面架橋に好適に適用できる。
本発明で用いることの出来る表面架橋剤としては、種々の有機または無機架橋剤を例示できるが、有機表面架橋剤が好ましく使用できる。表面架橋剤としては、得られる吸水性樹脂の物性面の点から、多価アルコール化合物、エポキシ化合物、多価アミン化合物またはそのハロエポキシ化合物との縮合物、オキサゾリン化合物、(モノ、ジ、またはポリ)オキサゾリジノン化合物、アルキレンカーボネート化合物が好ましい。特に高温での反応が必要な、多価アルコール化合物、アルキレンカーボネート化合物、オキサゾリジノン化合物からなる脱水反応性架橋剤が使用できる。脱水反応性架橋剤を使用しない場合、物性が低かったり、本発明の効果の差が現れにくかったりする場合もある。
また、上記有機表面架橋剤以外にイオン結合性の無機表面架橋剤(多価金属由来の架橋剤)を使用して、通液性などを向上させてもよい。使用できる無機表面架橋剤は、2価以上、好ましくは3価ないし4価の多価金属の塩(有機塩ないし無機塩)ないし水酸化物が挙げられる。使用できる多価金属としてはアルミニウム、ジルコニウムなどが挙げられ、乳酸アルミニムや硫酸アルミニムが使用可能である。これら無機表面架橋剤は有機表面架橋剤と同時または別途に使用される。多価金属による表面架橋は、国際公開第2007/121037号、同第2008/09843号、同第2008/09842号、米国特許第7157141号、同第6605673号、同第6620889号、米国特許出願公開第2005/0288182号、同第2005/0070671号、同第2007/0106013号、同第2006/0073969号に示されている。
表面架橋剤の使用量は、吸水性樹脂粒子100質量部に対して0.001~10質量部程度が好ましく、0.01~5質量部程度がより好ましい。表面架橋剤と共に、好ましくは水が使用され得る。使用される水の量は、吸水性樹脂粒子100質量部に対して0.5~20質量部が好ましく、より好ましくは0.5~10質量部の範囲である。無機表面架橋剤と有機表面架橋剤を併用する場合も、各々0.001~10質量部程度(より好ましくは0.01~5質量)使用することが好ましい。
本発明では表面処理剤の混合に、連続高速回転攪拌型混合機を使用する。中でも横型の連続高速回転攪拌型混合機(例えば、図4、図5)が好適である。なお、表面処理剤とは上記表面架橋剤ないしその代替物(例えば、過硫酸塩などのラジカル重合開始剤、単量体)を指し、その溶液や分散液を含む概念である。攪拌速度は100~10000rpmが好ましく、300~2000rpmがより好ましい。滞留時間は180秒以内、さらには0.1~60秒、特に1~30秒程度が好ましい。
本発明においては、表面架橋工程や輸送管に供給される吸水性樹脂粒子(例えば、表面架橋剤を混合した後、表面架橋工程に導入されるまでの吸水性樹脂;粒子状吸水剤ともいう。)の温度は、好ましくは30℃以上、より好ましくは40℃以上、さらに好ましくは50℃以上である。また上限は100℃が好ましく、95℃がより好ましい。輸送管に供給される吸水性樹脂粒子(粒子状吸水剤)の温度を所定温度以上に保持することによって、粒子状吸水剤の物性の低下が抑制される。具体的には、生理食塩水流れ誘導性(SFC)などの物性維持に顕著な効果がある。
この加熱処理工程は、上記加湿混合工程で混合された、吸水性樹脂粉体と表面処理剤溶液との湿潤混合物を加熱し、表面架橋反応させる工程である。
(加熱装置)
本発明で用いられる加熱装置は、連続式が好ましく、溝型混合乾燥機、ロータリー乾燥機、ディスク乾燥機、流動床乾燥機、気流型乾燥機、赤外線乾燥機、パドル型乾燥機、振動流動乾燥機等が挙げられる。これらの中でも、物性向上および安定化の観点から、パドル型乾燥機が好ましい。
本発明の連続加熱装置としては、好ましくは、吸水性樹脂の投入口と排出口、および、複数の撹拌盤を備えた1本以上(好ましくは複数)の回転軸からなる撹拌手段と加熱手段とを有する横型連続撹拌装置(例えば、図1)が用いられる。
上記撹拌装置に表面処理剤を添加した後の吸水性樹脂には加熱処理を行う。必要な装置は上記横型連続撹拌装置である。攪拌動力指数の制御の面から、横型連続撹拌装置が0.1~10°の下向き傾斜角を有していることが好ましい。傾斜角は、0.5~5°がより好ましく、1~4°がさらに好ましい。傾斜角が上記範囲を満たさない場合、攪拌動力指数が過大または過小になり、吸水性樹脂の物性が低下することがある。
上記横型連続撹拌装置の縦横比(進行方向の装置の長さ/進行方向に断面の装置幅)は、1~20であることが好ましい。縦横比は、1.5~10がより好ましく、2~5がさらに好ましい。縦横比は装置内部の縦(進行方向)と横(進行方向に対して平面で直角)の長さの比で決定される。縦横比が上記範囲を満たさない場合、攪拌動力指数が過大または過小になり吸水性樹脂の物性が低下したり、あるいは装置内でのピストンフロー性が悪くなり、性能の安定性が悪くなることがある。
上記横型連続撹拌装置は、かき上げ羽根を有することが好ましい(かき上げ羽根は、例えば、図2の90a)。かき上げ羽根は上記特許文献31(特開2004-352941号公報)に記載されている。かき上げ羽根を用いれば攪拌動力指数が低く制御でき、その結果、吸水性樹脂の物性が向上する。
攪拌動力指数を上記好適範囲に制御する点からは、吸水性樹脂の平均滞留時間を0.05~2時間とすることが好ましい。平均滞留時間は0.1~1時間がより好ましく、0.2~0.8時間がさらに好ましい。
上記横型連続撹拌装置内部は平滑であることが好ましく、その表面粗さ(Rz)を800nm以下に制御する。この表面粗さ(Rz)は500nm以下が好ましく、300nm以下がより好ましく、200nm以下がさらに好ましく、185nm以下が特に好ましく、170nm以下が最も好ましい。横型連続攪拌装置内部の表面粗さ(Rz)が上記範囲を満たさない場合、吸水性樹脂粒子との摩擦抵抗が大きくなるため、攪拌動力指数が過大となり、物性が低下するおそれがある。
回転軸は1軸ないし複数、好ましくは2軸~10軸、特に2軸である。また、攪拌盤(例えば、図2)ないし攪拌羽根は、装置のサイズ(容量)によって適宜決定されるが、1軸あたり2~100枚、さらには5~50枚の範囲である。
表面架橋の物性安定や向上の面から、吸水性樹脂と表面処理剤溶液とが混合された後、撹拌装置へと導入される際に、横型の連続高速攪拌型混合機と横型撹拌装置内とを、周期的に遮蔽することが好ましい。周期的遮蔽の間隔は、0.001~5分が好ましく、0.005~1分がより好ましく、0.01~0.1分がさらに好ましく、0.01~0.05分が特に好ましい。周期的に遮蔽することにより、吸水性樹脂の、下流の連続装置への導入(混合機から加熱装置への導入、加熱装置から冷却装置への導入)を、周期的、すなわち間欠的(On-Off)に行うことができる。表面架橋工程で周期的遮蔽を行わない場合、得られる吸水性樹脂の物性が低下することがある。遮蔽率(吸水性樹脂が下流の連続装置へ遮蔽される時間の割合)としては、物性の安定化(標準偏差)の面から好ましくは1~80%、より好ましくは2~40%、さらに好ましくは5~30%、特に好ましくは5~20%、最も好ましくは5~10%の範囲である。周期的遮蔽を行っても、前記範囲(例えば1t/hr以上)の吸水性樹脂を次の装置へフィードできればよい。例えば、ロータリーバルブの場合、遮蔽間隔は回転数(rpm)の逆数(分)で定義され、遮蔽率は高速連続混合機から供給される混合物(湿潤粉体;吸水性樹脂と表面架橋剤溶液の混合物)を排出するのに必要なロータリーバルブの1分間当たりの理論回転数(rpm)(ロータリーバルブ1回転当たりの容積と排出される混合物の質量流量、嵩比重から求められる体積流量から得られる理論回転数)を実際のロータリーバルブの回転数(rpm)で割った値に100を乗じた値で定義される。なお、遮蔽率は、具体的には、混合機から単位時間当たりに排出される湿潤粉体(吸水性樹脂と表面架橋剤の混合物)を排出するのに必要なロータリーバルブの1分間当たりの回転数(rpm)を実際のロータリーバルブの回転数で割った値で規定できる。例えば、本実施例の場合で計算すると、1500×(1+3.5/100)/0.47/1000/0.02/60/25×100=11.0%となる。
表面処理剤が攪拌型混合機(例えば、図4、図5)に添加されて、吸水性樹脂と表面処理剤溶液とが混合された後は、加熱表面架橋処理を行う。加熱処理に必要な装置は好ましくは上記横型連続撹拌装置(例えば、図1)である。吸水性樹脂は加熱処理され、必要により第2の加熱処理を行った後、冷却処理される。加熱温度(ジャケットなどの伝熱面温度)は70~300℃、好ましくは120~250℃、より好ましくは150~250℃であり、加熱時間は、好ましくは1分~2時間の範囲である。加熱処理は、通常の乾燥機又は加熱炉で行うこともできる。本発明では、従来着色が激しかった高温加熱や空気(熱風)での乾燥でも、高度に白色の吸水性樹脂を提供することができる。
横型連続撹拌装置では、吸水性樹脂の充填率(容積比)は50~90%となるように連続供給されることが好ましい。充填率は、55~85%がより好ましく、60~80%がさらに好ましい。充填率が上記範囲を満たさない場合、攪拌動力指数が制御し難く、得られる吸水性樹脂の物性が低下することがある。充填率100%の位置は、先に述べたように、回転軸の攪拌盤の頂点部である。
(質量面積比)=(吸水性樹脂の単位時間あたりの質量流量)/(装置の伝熱面積)
本発明によれば、横型連続撹拌装置の撹拌速度を2~40rpmとすることで均一な加熱混合ができる。2rpmを下回ると、撹拌が不充分となり、一方、40rpmよりも速いと微粉が発生しやすくなる場合がある。より好ましい撹拌速度は5~30rpmである。また、装置内の滞留時間は、例えば10~180分、好ましくは20~120分である。10分未満では架橋反応が不充分となり易い。一方、180分を超えると吸水性能が低下することがある。
本発明では、横型連続撹拌装置内を微減圧とすることが好ましい。「減圧状態」とは、大気圧よりも気圧が低い状態を意味する。また「大気圧に対する減圧度」とは、大気圧との圧力差を意味し、気圧が大気圧よりも低い場合に正(プラス)の値として表現される。例えば、大気圧が標準大気圧(101.3kPa)である場合、「減圧度が10kPa」とは、気圧が91.3kPaであることを意味する。本願において、「大気圧に対する減圧度」は、単に「減圧度」とも称される。減圧にしない場合、混合機の吸気口から吸水性樹脂粉末がこぼれ出てしまうことがあり好ましくない。微減圧とすることで、吸水性樹脂からダスト(吸水性樹脂の超微粒子や必要により使用する無機微粒子)が除去でき、ダスト低減の観点からも好ましい。
上記横型連続撹拌装置内の雰囲気は空気でもよく、着色防止や燃焼防止ために、窒素などの不活性ガスでもよく、水蒸気が適宜追加されてもよい。また、温度や露点は適宜決定されるが、雰囲気温度(装置の上部空間のガス温度で規定)は30~200℃が好ましく、50~150℃がより好ましい。露点は0~100℃が好ましく、10~80℃がより好ましい。
(a)冷却温度
本発明においては、本発明の目的を達成するため、表面架橋後の加熱装置から取り出した吸水性樹脂を、好ましくは1分以内、さらに好ましくは30秒以内に冷却することが好ましい。従って、加熱装置と冷却装置は実質的に連結されていることが好ましい。また、物性面および生産性から、冷却開始時の吸水性樹脂の温度(材料温度で規定)は150~250℃であることが好ましく、冷却後の温度は40~100℃であることが好ましい。冷却後の温度は、50~90℃であることがより好ましく、50~80℃がさらに好ましい。
冷却に用いる装置としては、冷媒を用いて冷却装置内の温度、もしくは、吸水性樹脂粉末の温度をコントロールできる装置であれば特に限定はない。例えば、溝型混合冷却装置、ロータリー冷却装置、ディスク冷却装置、流動床冷却装置、パドル型冷却装置、振動流動冷却装置、気流併用パドル冷却装置等を挙げることができる。
すなわち、本発明では上記冷却装置および/または加熱装置が、吸水性樹脂の投入口と排出口、および、複数の撹拌盤を備えた1本以上の回転軸からなる撹拌手段と加熱手段とを有する横型連続撹拌装置であることが好ましく、その際、前記加熱装置に記載の好ましい攪拌動力指数、傾斜角(横型連続撹拌装置が0.1~10°、0.5~5°がより好ましく、1~4°がさらに好ましい)や縦横比(1.5~10がより好ましく、2~5がさらに好ましい)、かき上げ羽根、平均滞留時間、回転軸および攪拌盤などの好適条件は、上記内面積比ないし内容積比を維持する範囲において、そのまま冷却装置にも好ましく適用できる。
本発明では、冷却装置として、好ましくは、連続加熱装置と同様、吸水性樹脂の投入口と排出口、および、複数の撹拌盤を備えた1本以上の回転軸からなる撹拌手段と加熱手段とを有する横型連続撹拌装置が用いられる。なお、加熱手段には、高温の吸水性樹脂を冷却するための加熱手段が含まれる。冷却工程は、好ましくは連結された前記横型連続撹拌装置内(例えば、図3)で行う。
(攪拌動力指数)=((冷却時の装置の消費電力)-(空運転時の消費電力)×平均滞留時間)/(時間当たりの処理量×平均滞留時間)
特定の装置とその特定パラメーター(攪拌動力指数)によって、大スケール(特に1t/hr以上)へのスケールアップ時にも高物性の吸水性樹脂が連続的に安定的に得られる。攪拌動力指数は、冷却時の消費電力と空運転時の消費電力とから容易に求められる。攪拌動力指数が15W・hr/kgを超えると物性(特に通液性)が低下し、また、3W・hr/kgを下回っても物性(特に加圧下吸水倍率)が低下する。より好ましい攪拌動力指数は4~13W・hr/kgであり、さらに好ましくは5~11W・hr/kgであり、特に好ましくは5~10W・hr/kgであり、最も好ましくは5~9W・hr/kgの範囲である。
ここで前記した加熱装置(別称;加熱処理機、加熱機)の攪拌動力指数(4~13W・hr/kg、さらに好ましくは5~11W・hr/kg、特に好ましくは5~10W・hr/kg、最も好ましくは5~9W・hr/kg)と上記冷却装置の攪拌動力指数は同じでもよく異なってもよいが、物性面から好ましくは冷却装置(別称;冷却機)の攪拌動力指数の方が小さいことが好ましい。上記冷却装置の攪拌動力指数は、上記加熱装置の攪拌動力指数の0.99~0.25倍、さらには0.95~0.50倍、特に0.90~0.55倍の範囲であることが好ましい。
上記加熱装置と冷却装置において、本発明では冷却工程での冷却装置の内面積が表面架橋工程での加熱装置の内面積の0.25~0.95倍であることを特徴とする。すなわち、冷却装置の内面積を加熱装置の内面積よりも小さくする。ここで、内面積とは吸水性樹脂と接触する部分の面積で規定され、装置の内壁(側面)および底面からなる内面に加えて、攪拌羽根および攪拌軸を有する場合、それらとの接触面積を含めた合計面積である。攪拌羽根および攪拌軸を有する場合、装置側面(内面)は攪拌羽根および攪拌軸の最上部までの側面で規定される。なお、装置の内面の形状は、直方体に限定されず、円筒状やそれらの複合形状など各種形状が例示され、それらの側面および底面で内面積は規定できる。また内容積は有効容積(攪拌羽根までの容積)で規定できる。
本発明では、冷却装置の冷媒温度が冷却装置の雰囲気ガスの露点より10℃以上高く、冷却装置から排出される吸水性樹脂粒子の排出時温度より10℃以下低いことが好ましい。
冷却装置の空間に気流(気体の流れ)があることが好ましい。強制的な外部からの又は外部への通気がない場合、冷却後の吸水性樹脂に吸湿流動性(吸湿後の粉体流動性;Anti-Blocking性)が劣ってくるのみならず、さらに加圧下吸収倍率などの物性も安定しない。気流として、空気や不活性気体(窒素ガスなど)ないしそれらの混合物が用いられ、減圧、加圧、常圧のいずれの気流であってもよい。通常-50℃~100℃、好ましくは0~50℃、より好ましくは10~40℃の気流が冷却装置に通気されるように、冷却装置の外側に送風機構ないし減圧機構を有すればよい。尚、冷却装置によっては、回転攪拌軸(攪拌翼)を有するタイプのものもあるが、これらの回転は気流を生じせしめるものではない。本発明では、送風機構または減圧機構で、気流を通気する。気流を通気する方法としては、攪拌冷却する場合、冷却装置の一方の吸気口を開けて、別の口から吸引(減圧)する方法、あるいは、冷却装置の一方の排気口を開けて、別の口から送風(加圧)する方法、などが挙げられるが、特に限定されない。
(a)表面処理装置の数
攪拌動力指数や物性向上の面から、重合工程を連続ベルト重合または連続ニーダー重合で行い、かつ重合工程に対して、複数の表面処理工程が並列で行うことが好ましい。
本発明で表面架橋を2系列以上とするには分割工程を含み、好ましくは、粒子状含水ゲルまたはその乾燥物である粒子状吸水性樹脂の分割工程、より好ましくは、粒子状吸水性樹脂の分割工程を含む。
本発明で表面架橋物性の面から、表面架橋の前後に好ましくはホッパーが使用される。より好ましくは、逆角錐台形状や逆円錐台形状、ならびに逆角錐台の最大口径部分に同形状の角柱が付加された形状や逆円錐台の最大口径部分に同形状の円柱が付加されたホッパーが使用される。またその材質は特に限定されないが、ステンレス製が好ましく使用され、その表面粗さは好ましくは前記の範囲である。好適なホッパーやその形状はPCT/JP2009/54903号に例示され、かかるホッパーが推奨される。
表面架橋前後の吸水性樹脂の輸送方法は各種使用できるが、好ましくは、空気輸送が使用される。吸水性樹脂粒子および/または吸水性樹脂粉体の優れた物性が安定に保持されかつ閉塞現象が抑制されうるという観点から、一次空気及び必要により使用される二次空気(空気輸送中の追加空気)として、乾燥された空気を用いるのが好ましい。この空気の露点は通常-5℃以下であり、好ましくは-10℃以下であり、より好ましくは-12℃以下であり、特に好ましくは-15℃以下である。露点の範囲はコストパーフォマンスを考え、-100℃以上であり、-70℃以上であるのが好ましく、さらには-50℃程度で十分である。さらに、気体の温度は10~40℃、さらには15~35℃程度であることが好ましい。空気輸送時に用いる圧縮空気の露点を上記範囲内とすることで、特に、製品として包装する際、SFCの低下を抑えることができるため、好ましい。
上記以外に、必要により、蒸発した単量体のリサイクル工程、造粒工程、微粉除去工程、微粉リサイクル工程などを設けてもよい。さらには、経時色安定性効果やゲル劣化防止等のために、後述の添加剤を単量体ないしその重合物に使用してもよい。
(1)ポリアクリル酸(塩)系吸水性樹脂の物性
本発明のポリアクリル酸(塩)系吸水性樹脂を、衛生材料、特に紙おむつへの使用を目的とする場合、上記重合や表面架橋をもって、下記(a)~(e)の少なくとも1つ、さらにはAAPを含め2つ以上、特に3つ以上に制御されることが好ましい。下記を満たさない場合、後述の高濃度おむつでは十分な性能を発揮しないことがある。本発明の製造方法は下記の物性を達成する吸水性樹脂の製造に、より効果、特に物性の向上ないし安定化(小さい標準偏差)を発揮する。すなわち、下記目的物性の中でも、本発明の製造方法は好ましくは、吸水性樹脂の4.8kPa加圧下での0.9質量%の塩化ナトリウム水溶液に対する吸水倍率(AAP)が20g/g以上、0.69質量%生理食塩水流れ誘導性(SFC)が1(×10-7・cm3・s・g-1)以上、無加圧下吸水倍率(CRC)が20g/g以上である吸水性樹脂の製造方法、さらには下記範囲である製造方法に好適に適用され、物性が向上さらには安定化する。
おむつでのモレを防止するため、上記表面架橋とその後の冷却工程を達成手段の一例として、1.9kPaの加圧下さらには4.8kPaの加圧下での0.9質量%の塩化ナトリウム水溶液に対する吸水倍率(AAP)が、好ましくは20g/g以上、より好ましくは22g/g以上、さらに好ましくは24g/g以上に制御される。AAPは高いほど好ましいが、他の物性やコストとのバランスから、AAPの上限は1.9kPaなら40g/g、さらには4.8kPaなら30g/g程度でもよい。特に記載のない場合、AAPは4.8kPaでの値を示す。
おむつでのモレを防止するため、上記表面架橋とその後の冷却工程を達成手段の一例として、加圧下での液の通液特性である0.69質量%生理食塩水流れ誘導性SFC(米国特許5669894号で規定)は1(×10-7・cm3・s・g-1)以上、好ましくは25(×10-7・cm3・s・g-1)以上、より好ましくは50(×10-7・cm3・s・g-1)以上、さらに好ましくは70(×10-7・cm3・s・g-1)以上、特に好ましくは100(×10-7・cm3・s・g-1)以上に制御される。
無加圧下吸水倍率(CRC)は、好ましくは10g/g以上であり、より好ましくは20g/g以上、さらに好ましくは25g/g以上、特に好ましくは30g/g以上に制御される。CRCは、高いほど好ましく上限値は特に限定されないが、他の物性のバランスから、好ましくは50g/g以下、より好ましくは45g/g以下、さらに好ましくは40g/g以下である。
水可溶分量は好ましくは0~35質量%、より好ましくは25質量%以下であり、さらに好ましくは15質量%以下、特に好ましくは10質量%以下である。
上記重合を達成手段の一例として、残存モノマー(残存単量体)量は通常500質量ppm以下、好ましくは0~400質量ppm、より好ましくは0~300質量ppm、特に好ましくは0~200質量ppmを示す。
さらに、目的に応じて、酸化剤、酸化防止剤、水、多価金属化合物、シリカや金属石鹸等の水不溶性無機ないし有機粉末、消臭剤、抗菌剤、高分子ポリアミン、パルプや熱可塑性繊維などを吸水性樹脂中に0~3質量%、好ましくは0~1質量%添加してもよい。
本発明のポリアクリル酸(塩)系吸水性樹脂の用途は、特に限定されにないが、好ましくは、紙オムツ、生理ナプキン、失禁パット等の吸収性物品に使用され得る。特に、従来、原料由来の臭気、着色等が問題になっていた高濃度オムツ(1枚のオムツに多量の吸水性樹脂を使用したもの)に使用され、特に上記吸収性物品中の吸収体上層部に使用された場合に、特に優れた性能が発揮される。
以下、実施例によって本発明の効果が明らかにされるが、この実施例の記載に基づいて本発明が限定的に解釈されるべきではない。なお、以下におけるAAPやSFC等の測定方法は前述した通りである。また、下記物性(A)および(B)の測定方法については、下記に示す。なお、特に断りのない限り、粉砕工程、表面架橋工程および冷却工程は微減圧(0.28~0.31kPa)で行った。
冷却装置から排出された吸水性樹脂粉体を、850μmのふるいで分級し、850μm以上の凝集物の有無を、目視で確認、評価した。
連続運転中に冷却装置内の吸水性樹脂粒子および/またはその凝集物の付着状態を目視で評価した。
◎:全く付着物なし。
○:殆ど付着せず、付着した場合でもセルフクリーニングで付着が取れる。
ポリエチレングリコールジアクリレート(エチレングリコールの付加モル数:n=9)0.05モル%(対単量体)を内部架橋剤として含む、アクリル酸部分中和ナトリウム塩水溶液(中和率:71モル%、単量体濃度:38質量%)に過硫酸ナトリウムとL-アスコルビン酸とをラインミキシングにて連続混合した。このラインミキシングにおいて、過硫酸ナトリウムの混合比率は、単量体1モル当たり0.12gとし、L-アスコルビン酸の混合比率は、単量体1モル当たり0.005gとした。水平スチールベルト重合機に連続的に供給し、連続的に静置水溶液重合(ベルト滞留時間:約30分、厚み:約25mm)し、得られた含水ゲル状架橋重合体をミートチョッパーで粒子状に解砕し、これをバンド乾燥機の多孔板上に薄く広げて載せ、160~180℃で30分間連続熱風乾燥した。乾燥機出口でブロック状の乾燥重合体が得られた。得られた乾燥重合体を1.1t/hrで3段ロールグラニュレーターに連続供給することで粉砕した。得られた約60℃の吸水性樹脂粒子を、目開き850μmのふるい網を有する篩い分け装置で分級し、粒径が150~850μmの粒子含有量が90質量%以上である吸水性樹脂粒子(1)(質量平均粒子径:400μm)を得た。
製造例1のパドルドライヤー(奈良機械(株)製)による加熱処理に引き続き、さらに直列に接続された同一形式のパドルドライヤーに40℃の冷媒(冷水)を流した。冷却装置の上部空間にわずかに吸引気流を通して内部を100mmH2Oの減圧としながら、冷却装置(ジャケットは40℃)により吸水剤粉末の冷却を行った。冷却後に850μmのふるいで分級した結果、得られた吸水性樹脂粉末の吸湿時の流動性は優れ、物性も時間ごとに安定し、さらに微粉(100μm以下)も実質なく、また、製造時の凝集も見られなかった。CRC,AAP,SFCの評価結果を表1に示す。なお、冷却時に気流によって吸水性樹脂微粒子の一部を除去した。
比較例1において、冷却装置として、加熱装置(パドルドライヤー)とほぼ相似形で、その内面積が加熱装置の0.7倍のパドルドライヤーを用いた以外は、同様の操作を行った。結果を表1に示す。
比較例1において、冷却装置として、加熱装置(パドルドライヤー)とほぼ相似形で、その内面積が加熱装置の0.2倍のパドルドライヤーを用いた以外は、結果を表1に示す。
上記製造例1で得られた吸水性樹脂粒子(1)を3.6kg/hrで連続的に高速混合機に供給し、吸水性樹脂粒子100質量部に対して、1,4-ブタンジオール/プロピレングリコール/水=0.32/0.5/2.73質量部からなる水性液(表面処理剤と称す)を高速混合機中で噴霧添加した。さらに表面処理剤が噴霧添加された湿潤混合物を、平均滞留時間が約40分になるように出口堰高さを調整した、総内容積4.6Lのパドル型低速攪拌型間接加熱乾燥機((株)栗本鐵工所製CDドライヤーCD-80型、以下、加熱装置と称す)に連続的に供給した。熱媒温度は212℃であった。
比較例3において、冷却装置(CDドライヤー)の内面積を、加熱装置(CDドライヤー)の0.7倍(ほぼ相似形に近い状態で縮小したもの)に変更した以外は、同様の操作を行った。結果を表2に示す。
比較例3において、冷却装置(CDドライヤー)の内面積を、加熱装置(CDドライヤー)の0.2倍(ほぼ相似形に近い状態で縮小したもの)に変更した以外は、同様の操作を行った。結果を表2に示す。
実施例1において、0.6g/分(対吸水性樹脂粒子(1)で1質量%)で噴霧添加する水を硫酸アルミニウム16水和物の50%水溶液に変更することで、共有結合性架橋剤およびイオン結合性架橋剤(硫酸アルミニウム)で架橋された吸水性樹脂を得た。ここで、表2にあるように、イオン結合性架橋剤は通液性の向上に寄与すると推定される。
比較例5において、冷却装置(パドルドライヤー)の内面積を、加熱装置(パドルドライヤー)の0.7倍(ほぼ相似形に近い状態で縮小したもの)に変更した以外は、同様の操作を行った。結果を表2に示す。
実施例1において、周期的遮蔽装置(ロータリーバルブ)を冷却装置(パドルドライヤー)の出入口に設置した。結果を表1に示す。なお、ロ-タリーバルブの1回転当たりの容積は0.02[m3/lev(1回転)]、回転数25rpmであった。遮蔽間隔は0.04分(回転数の逆数で定義、25rpmのため、1/25=0.04分)であった。
実施例2において、実施例4と同様の周期的遮蔽装置(ロータリーバルブ)を冷却装置の出入口に設置した。結果を表2に示す。
実施例1において、表面架橋を並列2系列(500kg/hr×2系列)とする以外は同様に行った。結果を表1に示す。
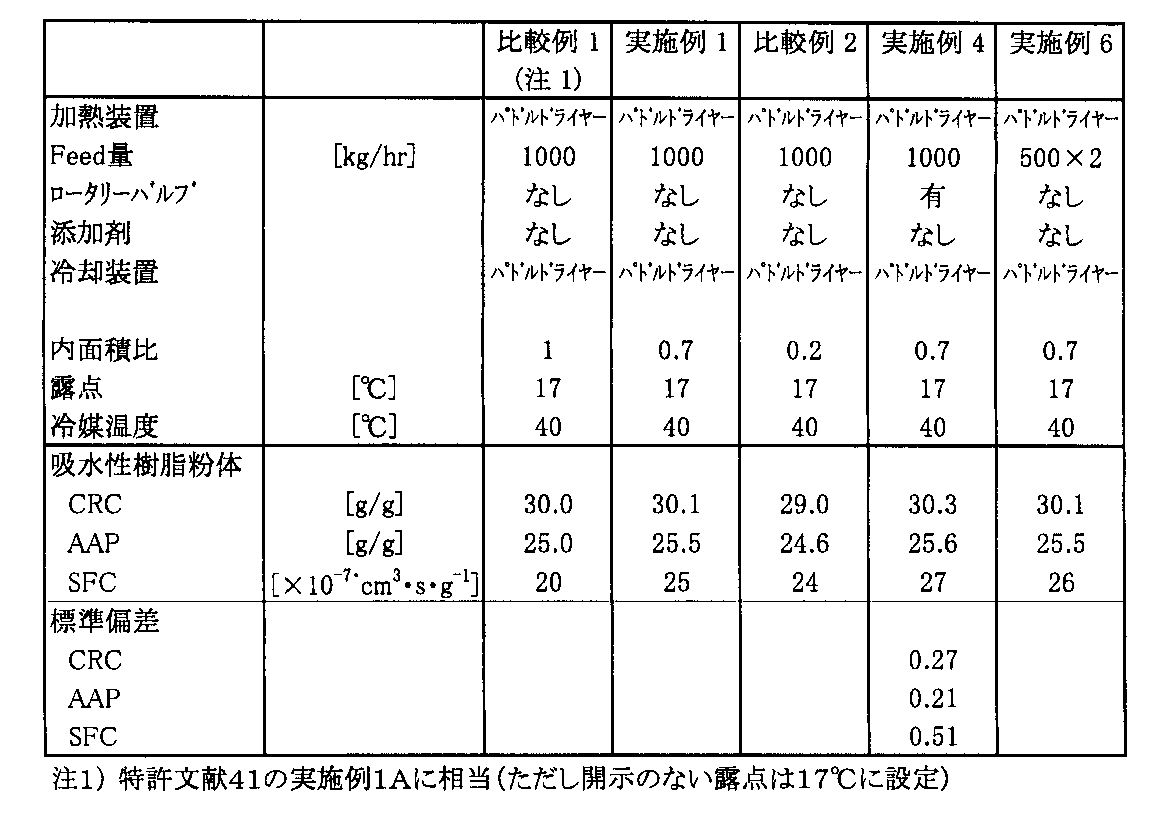

実施例1において、導入する空気の露点を40℃に調整した。吸水性樹脂の一部に凝集が見られ、内部の一部に付着が見られた。実施例1の露点(好ましくは冷媒温度と10℃以上の差)が好適であったことが分かる。
実施例1において、冷媒を10℃に調整した。吸水性樹脂の一部に凝集が見られ、内部の一部に付着が見られた。実施例1の冷媒温度(好ましくは30℃以上の温水)が好適であったことが分かる。
実施例2で得られた吸水性樹脂粉体を、内面の表面粗さ(Rz)200nmの配管内に圧縮空気(露点-15℃、温度35℃)を通すことで、該吸水性樹脂粉体を空気輸送して包装した。該空気輸送後のSFCは29.5であり、SFC低下率は1.7%であった。
露点20℃の圧縮空気を使用した以外は、実施例9と同様の空気輸送を行った。該空気輸送後のSFCは28.5であり、SFC低下率は5.0%であった。
表1、2にあるように、冷却装置の容量(内面積)を制御することで、加圧下吸水倍率や通液性、特に通液性が向上する。また、周期的遮蔽装置の併用や、表面架橋や冷却の並列(分割)、冷却装置へ導入する気体の露点の制御で、物性が向上し、かつ安定化する。
重合工程(ベルト上での静置重合)、ゲル細粒化工程(解砕工程)、乾燥工程、粉砕工程、分級工程及び各工程間の輸送工程の各装置が接続され、各工程を連続して行うことができるポリアクリル酸(塩)系吸水性樹脂の連続製造装置を用いた。この連続製造装置の生産能力は、1時間あたり約1500kgである。この連続製造装置を用いて、吸水性樹脂粒子を連続製造した。
先ず、単量体水溶液(2)として、75モル%が中和されたアクリル酸部分ナトリウム塩の水溶液を調製した。この単量体水溶液(2)は、内部架橋剤としてのポリエチレングリコールジアクリレート(平均n数9)を単量体の全モル数に対して0.055モル%含んでいた。上記単量体水溶液(2)において、上記単量体(上記アクリル酸部分ナトリウム塩)の濃度は、40質量%であった。得られた単量体水溶液(2)を定量ポンプでベルト上へ連続フィードした。フィードに用いた配管の途中で窒素ガスを連続的に配管内に吹き込み、単量体水溶液(2)における溶存酸素濃度を0.5mg/L以下にした。なお、上記「平均n数」とは、ポリエチレングリコール鎖中のメチレン鎖重合度の平均数を意味する。
次に、単量体水溶液(2)に、過硫酸ナトリウム0.10g/モルとL-アスコルビン酸0.005g/モルとをラインミキシングにて連続混合した。このラインミキシングにおいて、過硫酸ナトリウムの混合比率は、単量体1モル当たり0.12gとし、L-アスコルビン酸の混合比率は、単量体1モル当たり0.005gとした。このラインミキシングにより得られた連続混合物を、両端に堰を有する平面スチールベルトに厚み約30mmで供給して、連続的に30分間静置水溶液重合を行い、含水ゲル状架橋重合体(2)を得た。この含水ゲル状架橋重合体(2)を孔径7mmのミートチョッパーで約2mmに細粒化し、これを連続通風バンド乾燥機の移動する多孔板上に厚みが50mmとなるように広げて載せ、185℃で30分間乾燥し、乾燥重合体を得た。ここで重合機出口から乾燥機入口までの時間は1分以内であった。当該乾燥重合体の全量を3段ロールミルに連続供給することで粉砕した。この3段ロールミルのロールギャップは、上から順に、1.0mm/0.55mm/0.42mmであった。この粉砕の後、目開き850μmおよび150μmの金属篩網を有する篩い分け装置で分級して、150~850μmの粒子が約98質量%の吸水性樹脂粒子(2)を得た。この吸水性樹脂粒子(2)のCRCは35g/gであり、嵩比重は0.6g/cm3であった。
製造例2で使用した連続製造装置から引き続いて、表面処理工程(加湿混合工程、加熱工程および冷却工程)、整粒工程および各工程間を連結する輸送工程からなる連続製造装置を用いて、吸水性樹脂粉体(11)を製造した。すなわち、製造例2の分級工程と、表面処理工程は、輸送工程により連結されている。
吸水性樹脂粒子(2)を分級機から空気輸送(温度35℃、露点-15℃)で一時貯蔵ホッパーへと空気輸送し、定量フィーダーを経て高速連続混合機(タービュライザー;1000rpm;例えば、図4)に1.5t/hrで連続供給しつつ、表面処理剤溶液(11)をスプレーで噴霧し混合した(加湿混合工程)。この表面処理剤溶液(11)は、1,4-ブタンジオール、プロピレングリコール及び純水の混合液であった。この表面処理剤溶液(11)は、吸水性樹脂粒子(2)100質量部に対して、1,4-ブタンジオール0.3質量部、プロピレングリコール0.5質量部及び純水2.7質量部の割合で吸水性樹脂粒子(2)に混合され、湿潤粉体である混合物(11)とされた。
次いで、得られた混合物(11)を1°の下向き傾斜角を有し、縦横比2.2、パドル回転数13rpm、2本の回転軸と、かき上げ羽根を有する撹拌盤とを有し、内面の表面粗さ(Rz)が500nmの横型連続攪拌装置(11)により表面処理を行った(加熱処理工程)。このとき、装置(11)内を、バグフィルターを備えた吸引排気装置によって吸引し、装置内を1kPaの減圧とした。また、上記装置(11)の入口(混合機との連結部)および出口(冷却機との連結部)にはロータリーバルブ(周期的遮蔽装置)を設置した。事前のテストによって、平均滞留時間45分、平均充填率75%となる排出堰の位置を把握しておき、そのように、排出堰の位置を設定した。表面処理に用いた加熱源は、2.5MPaの加圧蒸気であり、上記横型連続攪拌装置(11)の排出部付近に設けられた温度計により装置内の混合物(11)温度を測定し、その温度が200℃になるように蒸気流量を制御して加熱を行った。攪拌盤と攪拌軸の総表面積は24.4m2であり、この総表面積(伝熱面積)と処理量とから計算される質量面積比は61.5kg/m2/hrであった。また、表面処理時の攪拌動力は27.8kW、空運転での攪拌動力は13.5kW、平均滞留時間45分であり、攪拌動力指数は9.5W・hr/kgであった。
次いで、加熱装置である横型連続攪拌装置(11)に対して相似形で内面積が0.80倍である小型の横型連続攪拌装置(冷却装置)を用いて40℃の温水流量を調整することで、吸水性樹脂を60℃まで強制冷却した(冷却工程)。攪拌動力指数は7.4W・hr/kgであった。
さらに、60℃で排出された吸水性樹脂を篩い分け装置で850μm通過物を分級し、850μm on品(850μm非通過物)は再度粉砕したのち、前記850μm通過物と混合することで、全量が850μm通過物である整粒された製品としての吸水性樹脂粉体(11)を得た。
得られた吸水性樹脂粉体(11)のCRCは30.7(g/g)、SFCは29.9(×10-7・cm3・s・g-1)、AAPは25.2(g/g)、嵩比重は0.68g/cm3であった。また、各物性値の標準偏差は、CRC:0.16、SFC:0.48、AAP:0.13であった。なお、これらの物性値は、運転開始後5時間を経過するまで、1時間ごとにサンプリング(5点)を行って求めた測定値の平均値である。
実施例11において、相似形で内面積が0.80倍の小型の横型連続攪拌装置に代えて、加熱装置である横型連続攪拌装置(11)と同じ大きさの横型連続攪拌装置(冷却装置)を用いる以外は実施例11と同様に行った。冷却装置の内面積が加熱表面架橋工程で用いられる加熱装置の内面積の1.0倍とすることで、SFCは28.1(×10-7・cm3・s・g-1)、AAPは24.7(g/g)に低下した。
実施例11において、相似形で内面積が0.80倍の小型の横型連続攪拌装置に代えて、ほぼ相似形で0.1倍の小型の横型連続攪拌装置(冷却装置)を用いる以外は実施例11と同様に行った。冷却装置の内面積が加熱表面架橋工程で用いられる加熱装置の内面積の0.1倍としたため、表面架橋反応の停止が十分ではなく、吸水性樹脂の一部に凝集が見られ、さらに物性も安定しなかった。
上記特許文献1~41に比べて、吸水性樹脂の物性も向上し、安定化(標準偏差の低下)が行える。冷却工程の改良技術として特許文献41など知られているが、かかる装置面の改良技術は本願を示唆せず、本願の比較例に相当する。
20 横型ドラム
30 原料供給口
40 熱媒入口
40’ 熱媒入口
45’ 熱媒出口
50 吸水性樹脂排出口
70 回転軸
80 攪拌盤
80a 攪拌盤
80b 攪拌盤
81 キャリアーガス導入口
85 排気口
90 かきあげ羽根
90a かきあげ羽根
90b かきあげ羽根
100 攪拌装置(攪拌手段)
Claims (16)
- アクリル酸(塩)で単量体水溶液を調製する工程、該単量体水溶液の重合工程、重合時または重合後の含水ゲル状架橋重合体の細粒化工程、得られた粒子状の含水ゲル状架橋重合体の乾燥工程、乾燥物の粉砕工程および分級する工程、分級後の加熱表面架橋工程、表面架橋後の冷却工程を含む、ポリアクリル酸(塩)系吸水性樹脂の製造方法であって、
冷却工程で用いられる冷却装置の内面積が、加熱表面架橋工程で用いられる加熱装置の内面積の0.25~0.95倍であることを特徴とする、ポリアクリル酸(塩)系吸水性樹脂の製造方法。 - アクリル酸(塩)で単量体水溶液を調製する工程、該単量体水溶液の重合工程、重合時または重合後の含水ゲル状架橋重合体の細粒化工程、得られた粒子状の含水ゲル状架橋重合体の乾燥工程、乾燥物の粉砕工程および分級する工程、分級後の加熱表面架橋工程、表面架橋後の冷却工程を含む、ポリアクリル酸(塩)系吸水性樹脂の製造方法であって、
冷却工程で用いられる冷却装置の内容積が、加熱表面架橋工程で用いられる加熱装置の内容積の0.25~0.95倍であることを特徴とする、ポリアクリル酸(塩)系吸水性樹脂の製造方法。 - 上記冷却装置および/または加熱装置が、吸水性樹脂の投入口と排出口、および、複数の撹拌盤を備えた1本以上の回転軸からなる撹拌手段と加熱手段とを有する横型連続撹拌装置である、請求項1または2に記載の製造方法。
- 上記冷却工程での冷却装置の冷媒が、冷却装置内の気体の露点以上の温度に加熱されてなる、請求項1~3のいずれか1項に記載の製造方法。
- 上記冷却装置の冷媒温度が、冷却装置内の気体の露点より10℃以上高く、かつ、冷却装置から排出される吸水性樹脂粒子の排出時温度より10℃以下低い、請求項1~4のいずれか1項に記載の製造方法。
- 上記冷却装置の冷媒が30℃以上の温水である、請求項1~5のいずれか1項に記載の製造方法。
- 上記冷却装置が上記横型連続撹拌装置であり、かつ、該装置の攪拌動力指数が3~11W・hr/kgである、請求項3~6のいずれか1項に記載の製造方法。
- 上記冷却装置および上記加熱装置が上記横型連続撹拌装置であり、冷却装置の攪拌動力指数が加熱装置に比べて0.25~0.95倍である、請求項2~7のいずれか1項に記載の製造方法。
- 上記加熱表面架橋工程および/または冷却工程の吸水性樹脂の温度を測定する工程、冷媒温度または流量を制御する工程を含む、請求項1~8のいずれか1項に記載の製造方法。
- 上記冷却装置および/または加熱装置の内面が、表面粗さ800nm以下のステンレス鋼である、請求項1~9のいずれか1項に記載の製造方法。
- 上記表面架橋工程前および/または冷却工程後の吸水性樹脂粒子が、露点-5℃~-100℃で空気輸送されてなる、請求項1~10のいずれか1項に記載の製造方法。
- 上記重合工程一系列に対して、表面架橋工程が二系列以上である、請求項1~11のいずれか1項に記載の製造方法。
- 上記分級工程、表面架橋工程および冷却工程が減圧である、請求項1~12のいずれか1項に記載の製造方法。
- 上記加熱表面架橋工程で、表面架橋剤として、共有結合性架橋剤およびイオン結合性架橋剤とを併用する、請求項1~13のいずれか1項に記載の製造方法。
- 上記冷却装置が、その入口が周期的遮蔽された連続冷却装置である、請求項1~14のいずれか1項に記載の製造方法。
- 上記表面架橋前および冷却後の吸水性樹脂が、いずれも40~100℃の範囲である、請求項1~15のいずれか1項に記載の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/392,256 US9138505B2 (en) | 2009-08-27 | 2010-08-27 | Polyacrylic acid (salt)-type water absorbent resin and method for producing of same |
| JP2011528882A JP5619010B2 (ja) | 2009-08-27 | 2010-08-27 | ポリアクリル酸(塩)系吸水性樹脂およびその製造方法 |
| EP10812020.5A EP2471843B1 (en) | 2009-08-27 | 2010-08-27 | Method for producing polyacrylic acid (salt) water absorbent resin |
Applications Claiming Priority (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009197022 | 2009-08-27 | ||
| JP2009196967 | 2009-08-27 | ||
| JP2009197091 | 2009-08-27 | ||
| JP2009197063 | 2009-08-27 | ||
| JP2009-197091 | 2009-08-27 | ||
| JP2009-197022 | 2009-08-27 | ||
| JP2009-197063 | 2009-08-27 | ||
| JP2009-196967 | 2009-08-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2011024971A1 true WO2011024971A1 (ja) | 2011-03-03 |
Family
ID=43628069
Family Applications (4)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/064643 WO2011024972A1 (ja) | 2009-08-27 | 2010-08-27 | ポリアクリル酸(塩)系吸水性樹脂およびその製造方法 |
| PCT/JP2010/064646 WO2011024975A1 (ja) | 2009-08-27 | 2010-08-27 | ポリアクリル酸(塩)系吸水性樹脂およびその製造方法 |
| PCT/JP2010/064641 WO2011024971A1 (ja) | 2009-08-27 | 2010-08-27 | ポリアクリル酸(塩)系吸水性樹脂およびその製造方法 |
| PCT/JP2010/064645 WO2011024974A1 (ja) | 2009-08-27 | 2010-08-27 | ポリアクリル酸(塩)系吸水性樹脂およびその製造方法 |
Family Applications Before (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/064643 WO2011024972A1 (ja) | 2009-08-27 | 2010-08-27 | ポリアクリル酸(塩)系吸水性樹脂およびその製造方法 |
| PCT/JP2010/064646 WO2011024975A1 (ja) | 2009-08-27 | 2010-08-27 | ポリアクリル酸(塩)系吸水性樹脂およびその製造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2010/064645 WO2011024974A1 (ja) | 2009-08-27 | 2010-08-27 | ポリアクリル酸(塩)系吸水性樹脂およびその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (4) | US9138505B2 (ja) |
| EP (4) | EP2471844B1 (ja) |
| JP (4) | JP5619010B2 (ja) |
| CN (2) | CN102482434B (ja) |
| WO (4) | WO2011024972A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015046604A1 (ja) | 2013-09-30 | 2015-04-02 | 株式会社日本触媒 | 粒子状吸水剤の充填方法および粒子状吸水剤充填物のサンプリング方法 |
Families Citing this family (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2471844B1 (en) * | 2009-08-27 | 2016-03-30 | Nippon Shokubai Co., Ltd. | Polyacrylic acid (salt) water absorbent resin and method for producing same |
| US9976001B2 (en) | 2010-02-10 | 2018-05-22 | Nippon Shokubai Co., Ltd. | Process for producing water-absorbing resin powder |
| US9272068B2 (en) | 2010-03-12 | 2016-03-01 | Nippon Shokubai Co., Ltd. | Process for producing water-absorbing resin |
| US9415529B2 (en) | 2012-05-08 | 2016-08-16 | Basf Se | Method for operating an apparatus with at least one rotating shaft |
| EP2890411B1 (en) | 2012-08-29 | 2021-10-06 | Basf Se | Process for producing water-absorbing polymer particles |
| KR102124670B1 (ko) * | 2012-09-11 | 2020-06-18 | 가부시키가이샤 닛폰 쇼쿠바이 | 폴리아크릴산(염)계 흡수제의 제조 방법 및 그 흡수제 |
| JP6002773B2 (ja) * | 2012-09-11 | 2016-10-05 | 株式会社日本触媒 | ポリアクリル酸(塩)系吸水剤の製造方法及びその吸水剤 |
| US20150307667A1 (en) | 2012-12-03 | 2015-10-29 | Nippon Shokubai Co., Ltd. | Polyacrylic acid (salt)-based water absorbent resin, and method for producing polyacrylic acid (salt)-based water absorbent resin |
| US10662300B2 (en) | 2013-05-10 | 2020-05-26 | Nippon Shokubai Co., Ltd. | Method for producing polyacrylic acid (salt)-based water-absorbent resin |
| CN105452303B (zh) * | 2013-08-28 | 2017-04-26 | 株式会社日本触媒 | 吸水性树脂的制造方法 |
| EP3135700B1 (en) * | 2014-04-25 | 2021-06-09 | Nippon Shokubai Co., Ltd. | Method for producing polyacrylic acid (salt)-based water-absorbent resin |
| JP6425341B2 (ja) * | 2014-12-26 | 2018-11-21 | 株式会社日本触媒 | ポリアクリル酸(塩)系吸水性樹脂の製造方法 |
| JP6722507B2 (ja) * | 2015-05-14 | 2020-07-15 | 株式会社日本触媒 | 吸水性樹脂の製造方法 |
| JP6913107B2 (ja) | 2016-11-16 | 2021-08-04 | 株式会社日本触媒 | 吸水性樹脂粉末の製造方法及びその製造装置 |
| CN106749803B (zh) * | 2016-12-28 | 2019-02-19 | 山东昊月新材料股份有限公司 | 一种提高sap制备效率的工艺方法 |
| CN107892169A (zh) * | 2017-12-06 | 2018-04-10 | 佛山市尊聚自动化设备有限公司 | 一种钢管分离送料机构 |
| CN114174389B (zh) * | 2019-10-07 | 2024-02-27 | 株式会社Lg化学 | 超吸收性聚合物的制备方法 |
| CN110724224A (zh) * | 2019-10-22 | 2020-01-24 | 江苏厚生新能源科技有限公司 | 应用于萃取槽除水的吸水树脂及其制备工艺、萃取装置 |
| CN111138003A (zh) * | 2020-01-08 | 2020-05-12 | 柯侨宾 | 一种社区污水处理设备用预处理机构 |
| US20230390735A1 (en) * | 2021-06-18 | 2023-12-07 | Lg Chem, Ltd. | Preparation method of superabsorbent polymer |
Citations (80)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US670141A (en) | 1900-11-20 | 1901-03-19 | William Otis Shepard | Policeman's club. |
| JPS5410387A (en) * | 1977-06-24 | 1979-01-25 | Sanyo Chem Ind Ltd | Preparation of water-soluble polymer gel |
| US4734478A (en) | 1984-07-02 | 1988-03-29 | Nippon Shokubai Kagaku Kogyo Co., Ltd. | Water absorbing agent |
| US4755562A (en) | 1986-06-10 | 1988-07-05 | American Colloid Company | Surface treated absorbent polymers |
| US4783510A (en) | 1986-06-04 | 1988-11-08 | Taiyo Fishery Co., Ltd. | Process for improving a water absorbent polyacrylic acid polymer and an improved polymer produced by said process |
| EP0349240A2 (en) | 1988-06-28 | 1990-01-03 | Nippon Shokubai Co., Ltd. | Water-absorbent resin and production process |
| US4893999A (en) | 1985-12-18 | 1990-01-16 | Chemische Fabrik Stockhausen Gmbh | Apparatus for the continuous production of polymers and copolymers of water-soluble monomers |
| JPH0249002A (ja) * | 1988-05-23 | 1990-02-19 | Nippon Shokubai Kagaku Kogyo Co Ltd | 親水性重合体の製造方法 |
| JPH03168218A (ja) * | 1989-11-28 | 1991-07-22 | Sumitomo Chem Co Ltd | 加硫方法 |
| US5140076A (en) | 1990-04-02 | 1992-08-18 | Nippon Shokubai Kagaku Kogyo Co., Ltd. | Method of treating the surface of an absorbent resin |
| EP0534228A1 (de) | 1991-09-18 | 1993-03-31 | Hoechst Aktiengesellschaft | Verfahren zum Modifizieren hydrophiler Polymerisate |
| US5206205A (en) | 1991-08-15 | 1993-04-27 | Kimberly-Clark Corporation | Thermal treatment of superabsorbents to enhance their rate of absorbency under load |
| JPH05112654A (ja) * | 1991-04-10 | 1993-05-07 | Nippon Shokubai Co Ltd | 粒子状含水ゲル状重合体および吸水性樹脂の製造方法 |
| EP0603292A1 (en) | 1991-09-09 | 1994-06-29 | The Dow Chemical Company | Superabsorbent polymers and process for producing |
| US5409771A (en) | 1990-06-29 | 1995-04-25 | Chemische Fabrik Stockhausen Gmbh | Aqueous-liquid and blood-absorbing powdery reticulated polymers, process for producing the same and their use as absorbents in sanitary articles |
| US5422405A (en) | 1992-12-16 | 1995-06-06 | Nippon Shokubai Co., Ltd. | Method for production of absorbent resin |
| US5610208A (en) | 1994-02-17 | 1997-03-11 | Nippon Shokubai Co., Ltd. | Water-absorbent agent, method for production thereof, and water-absorbent composition |
| US5669894A (en) | 1994-03-29 | 1997-09-23 | The Procter & Gamble Company | Absorbent members for body fluids having good wet integrity and relatively high concentrations of hydrogel-forming absorbent polymer |
| US5672633A (en) | 1993-09-29 | 1997-09-30 | Chemische Fabrik Stockhausen Gmbh | Powdery polymers capable of absorbing aqueous liquids, a process for their production and their use as absorbents |
| US6071976A (en) | 1995-12-27 | 2000-06-06 | Nippon Shokubai Co., Ltd. | Water absorbing agent, manufacturing method thereof, and manufacturing machine thereof |
| US6228930B1 (en) | 1997-06-18 | 2001-05-08 | Nippon Shokubai Co., Ltd. | Water-absorbent resin granule-containing composition and production process for water-absorbent resin granule |
| US6239230B1 (en) | 1999-09-07 | 2001-05-29 | Bask Aktiengesellschaft | Surface-treated superabsorbent polymer particles |
| US6241928B1 (en) | 1998-04-28 | 2001-06-05 | Nippon Shokubai Co., Ltd. | Method for production of shaped hydrogel of absorbent resin |
| US6254990B1 (en) | 1998-02-18 | 2001-07-03 | Nippon Shokubai Co., Ltd. | Surface-crosslinking process for water-absorbent resin |
| US6265488B1 (en) | 1998-02-24 | 2001-07-24 | Nippon Shokubai Co., Ltd. | Production process for water-absorbing agent |
| US6297319B1 (en) | 1998-11-05 | 2001-10-02 | Nippon Shokubai Co., Ltd. | Water-absorbing agent and production process therefor |
| US6372852B2 (en) | 1998-03-31 | 2002-04-16 | Nippon Shokubai Co., Ltd | Water-absorbing composition and production process for water-absorbing agent |
| US6472478B1 (en) | 1998-02-21 | 2002-10-29 | Basf Aktiengesellschaft | Process for crosslinking hydrogels with bis- and poly-2- oxazolidinones |
| US6503979B1 (en) | 1998-02-26 | 2003-01-07 | Basf Aktiengesellschaft | Method for cross-linking hydrogels with bis- and poly-2-oxazolidinones |
| US6514615B1 (en) | 1999-06-29 | 2003-02-04 | Stockhausen Gmbh & Co. Kg | Superabsorbent polymers having delayed water absorption characteristics |
| US6559239B1 (en) | 1998-11-26 | 2003-05-06 | Basf Aktiengesellschaft | Method for the secondary cross-linking of hydrogels with N-acyl-2-oxazolidinones |
| US6605673B1 (en) | 1999-03-05 | 2003-08-12 | Stockhausen Gmbh & Co., Kg | Powdery, cross-linked polymers which absorb aqueous liquids and blood, method for the production thereof and their use |
| US6620889B1 (en) | 1999-03-05 | 2003-09-16 | Stockhausen Gmbh & Co. Kg | Powdery, crosslinked absorbent polymers, method for the production thereof, and their use |
| US6620899B1 (en) | 1998-10-15 | 2003-09-16 | E. I. Du Pont De Nemours And Company | Polymers, containing a fluorocyclobutyl ring and their preparation |
| US6657015B1 (en) | 1998-11-26 | 2003-12-02 | Basf Aktiengesellschaft | Method for the secondary cross-linking of hydrogels with 2-oxotetrahydro-1,3-oxazines |
| US6720389B2 (en) | 2000-09-20 | 2004-04-13 | Nippon Shokubai Co., Ltd. | Water-absorbent resin and production process therefor |
| WO2004069915A2 (en) | 2003-02-10 | 2004-08-19 | Nippon Shokubai Co., Ltd. | Particulate water-absorbing agent |
| US6809158B2 (en) | 2000-10-20 | 2004-10-26 | Nippon Shokubai Co., Ltd. | Water-absorbing agent and process for producing the same |
| JP2004300425A (ja) * | 2003-03-14 | 2004-10-28 | Nippon Shokubai Co Ltd | 吸水性樹脂粉末の表面架橋処理方法 |
| US20040240316A1 (en) | 2003-05-30 | 2004-12-02 | Kozo Nogi | Method for production of water-absorbent resin and plow-shaped mixing device |
| JP2004345804A (ja) * | 2003-05-22 | 2004-12-09 | Nippon Shokubai Co Ltd | 吸水性樹脂粉体の輸送方法 |
| JP2004352941A (ja) | 2003-05-30 | 2004-12-16 | Nippon Shokubai Co Ltd | 吸水性樹脂の製造法 |
| US20050029352A1 (en) | 2003-08-08 | 2005-02-10 | Spears Kurt E. | System and method for automatic correction of illumination noise caused by ambient light |
| WO2005016393A1 (en) | 2003-07-31 | 2005-02-24 | Kimberly-Clark Worldwide, Inc. | Absorbent materials and articles |
| US20050048221A1 (en) | 2003-08-27 | 2005-03-03 | Yoshio Irie | Process for production of surface-treated particulate water-absorbent resin |
| US20050070671A1 (en) | 2003-09-19 | 2005-03-31 | Kazushi Torii | Water-absorbent resin having treated surface and process for producing the same |
| US6906159B2 (en) | 2000-08-03 | 2005-06-14 | Nippon Shokubai Co., Ltd. | Water-absorbent resin, hydropolymer, process for producing them, and uses of them |
| US20050215734A1 (en) | 2004-03-24 | 2005-09-29 | Yorimichi Dairoku | Method for continuous production of water-absorbent resin |
| US20050288182A1 (en) | 2004-06-18 | 2005-12-29 | Kazushi Torii | Water absorbent resin composition and production method thereof |
| US6987151B2 (en) | 2001-09-12 | 2006-01-17 | Dow Global Technologies Inc. | Continuous polymerization process for the manufacture of superabsorbent polymers |
| JP2006503949A (ja) * | 2002-10-25 | 2006-02-02 | ストックハウゼン ゲーエムベーハー | 吸水性ポリマー及び吸収性ポリマーの製造方法、複合体及び複合体の製造方法、化学製品並びに吸水性ポリマー又は複合体の使用 |
| US20060057389A1 (en) | 2002-10-25 | 2006-03-16 | Armin Reimann | Two-step mixing process for producing an absorbent polymer |
| US20060073969A1 (en) | 2003-02-10 | 2006-04-06 | Kazushi Torii | Vater-absorbent resin composition and its production process |
| US20060082197A1 (en) | 2004-10-15 | 2006-04-20 | Brian Luce | Lounge caddy |
| US20060082188A1 (en) | 2004-08-06 | 2006-04-20 | Mitchell Stephen A G | Electromechanical strut |
| US20060082189A1 (en) | 2004-10-18 | 2006-04-20 | Faisal Sultan | Upper auxiliary seal with positive attachment configuration |
| US20060111404A1 (en) | 2004-11-22 | 2006-05-25 | Incyte Corporation | Salts of N-[2-({(3R)-1-[trans-4-hydroxy-4-(6-methoxypyridin-3-yl)-cyclohexyl]pyrrolidin-3-yl}amino)-2-oxoethyl]-3-(trifluoromethyl)benzamide |
| US20060111403A1 (en) | 2003-01-28 | 2006-05-25 | Hughes Kenneth A | Cyano anthranilamide insecticides |
| US20060111402A1 (en) | 2004-09-30 | 2006-05-25 | Raymond Ng | Novel benzimidazole derivatives useful as selective androgen receptor modulators (SARMS) |
| US7098284B2 (en) | 2001-01-26 | 2006-08-29 | Nippon Shokubal Co., Ltd | Water-absorbing agent and production process therefor, and water-absorbent structure |
| JP2006522181A (ja) | 2003-03-26 | 2006-09-28 | ビーエーエスエフ アクチェンゲゼルシャフト | 色安定性の高吸水性ポリマー組成物 |
| US7157141B2 (en) | 2000-03-31 | 2007-01-02 | Stockhausen Gmbh | Pulverulent polymers crosslinked on the surface |
| US20070078231A1 (en) | 2005-09-30 | 2007-04-05 | Nippon Shokubai Co., Ltd. | Method for manufacturing particulate water-absorbing agent and particulate water-absorbing agent |
| US20070106013A1 (en) | 2003-06-24 | 2007-05-10 | Yoshifumi Adachi | Water absorbent resin composition and production method thereof |
| US20070121037A1 (en) | 2005-11-29 | 2007-05-31 | Casio Computer Co., Ltd. | Homeotropic alignment type semi-transmissive reflective liquid crystal display device |
| WO2007065840A1 (de) | 2005-12-07 | 2007-06-14 | Basf Se | Verfahren zum kontinuierlichen mischen von polymerpartikeln |
| US20070149760A1 (en) | 2005-12-22 | 2007-06-28 | Kenji Kadonaga | Method for surface crosslinking water-absorbing resin and method for manufacturing water-absorbing resin |
| US20070161759A1 (en) | 2004-02-24 | 2007-07-12 | Basf Aktiengesellschaft | Postcrosslinking of water-absorbing polymers |
| EP1824910A2 (en) | 2004-12-10 | 2007-08-29 | Nippon Shokubai Co.,Ltd. | Method for production of modified water absorbent resin |
| US20070293632A1 (en) | 2004-11-30 | 2007-12-20 | Basf Aktiengesellschaft, A German Corporation | Postcrosslinking of Water Absorbing Polymeric Particles |
| US7312278B2 (en) | 2001-06-08 | 2007-12-25 | Nippon Shokubai Co., Ltd. | Water-absorbing agent and production process therefor, and sanitary material |
| US20080009843A1 (en) | 2006-06-14 | 2008-01-10 | De La Torre Ralph | Surgical ablation system with chest wall platform |
| US20080009842A1 (en) | 2000-12-28 | 2008-01-10 | The General Hospital Corporation | Method and apparatus for emr treatment |
| JP2008038128A (ja) * | 2005-12-22 | 2008-02-21 | Nippon Shokubai Co Ltd | 吸水性樹脂の表面架橋方法および吸水性樹脂の製造方法 |
| US7378453B2 (en) | 2003-03-14 | 2008-05-27 | Nippon Shokubai Co., Ltd. | Surface crosslinking treatment method of water-absorbing resin powder |
| WO2008108277A1 (ja) * | 2007-03-01 | 2008-09-12 | Nippon Shokubai Co., Ltd. | 吸水性樹脂を主成分とする粒子状吸水剤 |
| US20080227932A1 (en) | 2005-08-24 | 2008-09-18 | Basf Se | Method for Producing Water-Absorbing Polymer Particles |
| WO2009001954A1 (en) | 2007-06-27 | 2008-12-31 | Nippon Shokubai Co., Ltd. | Method of producing water-absorbent resin |
| WO2009028568A1 (ja) | 2007-08-28 | 2009-03-05 | Nippon Shokubai Co., Ltd. | 吸水性樹脂の製造方法 |
| WO2009113673A1 (ja) * | 2008-03-13 | 2009-09-17 | 株式会社日本触媒 | 吸水性樹脂を主成分とする粒子状吸水剤の製造方法 |
Family Cites Families (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5410387U (ja) | 1977-06-21 | 1979-01-23 | ||
| JPS5992452U (ja) | 1982-12-14 | 1984-06-22 | 三洋電機株式会社 | カセツトホルダ機構 |
| US5250640A (en) | 1991-04-10 | 1993-10-05 | Nippon Shokubai Co., Ltd. | Method for production of particulate hydrogel polymer and absorbent resin |
| JP2000143720A (ja) | 1998-11-11 | 2000-05-26 | Sanyo Chem Ind Ltd | 吸水性樹脂の製造法 |
| DE19955861A1 (de) | 1999-11-20 | 2001-05-23 | Basf Ag | Verfahren zur kontinuierlichen Herstellung von vernetzten feinteiligen gelförmigen Polymerisaten |
| JP4676625B2 (ja) | 2000-02-29 | 2011-04-27 | 株式会社日本触媒 | 吸水性樹脂粉末の製造方法 |
| EP1130045B2 (en) | 2000-02-29 | 2015-10-28 | Nippon Shokubai Co., Ltd. | Process for producing a water-absorbent resin powder |
| US6727345B2 (en) | 2001-07-03 | 2004-04-27 | Nippon Shokubai Co., Ltd. | Continuous production process for water-absorbent resin powder and powder surface detector used therefor |
| WO2003051939A1 (en) | 2001-12-19 | 2003-06-26 | Nippon Shokubai Co.,Ltd. | Water-absorbent resin and production process therefor |
| BE1015154A5 (fr) * | 2002-10-23 | 2004-10-05 | Alloys For Technical Applic S | Ensemble destine a la pulverisation cathodique magnetron. |
| TWI302541B (en) * | 2003-05-09 | 2008-11-01 | Nippon Catalytic Chem Ind | Water-absorbent resin and its production process |
| JP4749679B2 (ja) * | 2003-05-09 | 2011-08-17 | 株式会社日本触媒 | 吸水性樹脂およびその製造方法 |
| JP4920183B2 (ja) * | 2003-09-19 | 2012-04-18 | 株式会社日本触媒 | 吸水剤 |
| JP4926474B2 (ja) | 2004-02-05 | 2012-05-09 | 株式会社日本触媒 | 粒子状吸水剤及びその製造方法並びに吸水性物品 |
| TW200704689A (en) | 2005-02-01 | 2007-02-01 | Basf Ag | Polyamine-coated superabsorbent polymers |
| TW200700095A (en) | 2005-02-01 | 2007-01-01 | Basf Ag | Polyamine-coated superabsorbent polymers |
| TW200639200A (en) | 2005-02-01 | 2006-11-16 | Basf Ag | Polyamine-coated superabsorbent polymers |
| TWI344469B (en) | 2005-04-07 | 2011-07-01 | Nippon Catalytic Chem Ind | Polyacrylic acid (salt) water-absorbent resin, production process thereof, and acrylic acid used in polymerization for production of water-absorbent resin |
| DE102005018922A1 (de) | 2005-04-22 | 2006-10-26 | Stockhausen Gmbh | Mit Polykationen oberflächenbehandeltes wasserabsorbierendes Polymergebilde |
| BRPI0610075B8 (pt) | 2005-04-22 | 2021-06-22 | Evonik Degussa Gmbh | estruturas de poliméro de absorção de água, seus usos, processos para tratamento da superfície das mesmas, compostos, processos para produção dos mesmos, produtos compreendendo as estruturas poliméricas e usos de combinações de óxidos de metal e sais de metal de cátion de metal bivalente ou trivalente |
| DE102005018924A1 (de) | 2005-04-22 | 2006-10-26 | Stockhausen Gmbh | Wasserabsorbierende Polymergebilde mit verbesserten Absorptionseigenschaften |
| US7680118B2 (en) | 2006-04-13 | 2010-03-16 | Motorola, Inc. | Method and apparatus for reordering fragments within a MAC layer service data unit within a downlink frame |
| DE102006019157A1 (de) | 2006-04-21 | 2007-10-25 | Stockhausen Gmbh | Herstellung von hochpermeablen, superabsorbierenden Polymergebilden |
| US8907017B2 (en) | 2006-04-21 | 2014-12-09 | Evonik Degussa Gmbh | Water-absorbing polymer structure having improved permeability and absorption under pressure |
| FR2903988B1 (fr) | 2006-07-18 | 2008-09-05 | Arkema France | Procede de preparation de polymeres (meth)acryliques |
| FR2904059B1 (fr) | 2006-07-21 | 2010-06-18 | Peugeot Citroen Automobiles Sa | Fourchette de maintien d'un porte-injecteur de moteur thermique. |
| EP2197944B1 (en) * | 2007-10-09 | 2014-09-17 | Nippon Shokubai Co., Ltd. | Surface treatment method for water-absorbent resin |
| US8410223B2 (en) | 2008-03-28 | 2013-04-02 | Nippon Shokubai Co., Ltd. | Production method for water-absorbing resin |
| EP2338918B1 (en) | 2008-09-16 | 2015-06-03 | Nippon Shokubai Co., Ltd. | Production method and method for enhancing liquid permeability of water-absorbing resin |
| EP2471844B1 (en) * | 2009-08-27 | 2016-03-30 | Nippon Shokubai Co., Ltd. | Polyacrylic acid (salt) water absorbent resin and method for producing same |
-
2010
- 2010-08-27 EP EP10812021.3A patent/EP2471844B1/en active Active
- 2010-08-27 EP EP10812023.9A patent/EP2471845B1/en active Active
- 2010-08-27 JP JP2011528882A patent/JP5619010B2/ja active Active
- 2010-08-27 JP JP2011528885A patent/JP5732396B2/ja active Active
- 2010-08-27 WO PCT/JP2010/064643 patent/WO2011024972A1/ja active Application Filing
- 2010-08-27 EP EP10812024.7A patent/EP2471846B1/en active Active
- 2010-08-27 JP JP2011528884A patent/JP5619011B2/ja active Active
- 2010-08-27 US US13/392,256 patent/US9138505B2/en active Active
- 2010-08-27 EP EP10812020.5A patent/EP2471843B1/en active Active
- 2010-08-27 US US13/392,214 patent/US8859685B2/en active Active
- 2010-08-27 CN CN201080038386.5A patent/CN102482434B/zh active Active
- 2010-08-27 US US13/392,639 patent/US8907021B2/en active Active
- 2010-08-27 US US13/392,240 patent/US9023951B2/en active Active
- 2010-08-27 WO PCT/JP2010/064646 patent/WO2011024975A1/ja active Application Filing
- 2010-08-27 WO PCT/JP2010/064641 patent/WO2011024971A1/ja active Application Filing
- 2010-08-27 CN CN201080038364.9A patent/CN102482433B/zh active Active
- 2010-08-27 WO PCT/JP2010/064645 patent/WO2011024974A1/ja active Application Filing
- 2010-08-27 JP JP2011528883A patent/JP5629688B2/ja active Active
Patent Citations (85)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US670141A (en) | 1900-11-20 | 1901-03-19 | William Otis Shepard | Policeman's club. |
| JPS5410387A (en) * | 1977-06-24 | 1979-01-25 | Sanyo Chem Ind Ltd | Preparation of water-soluble polymer gel |
| US4734478A (en) | 1984-07-02 | 1988-03-29 | Nippon Shokubai Kagaku Kogyo Co., Ltd. | Water absorbing agent |
| US4893999A (en) | 1985-12-18 | 1990-01-16 | Chemische Fabrik Stockhausen Gmbh | Apparatus for the continuous production of polymers and copolymers of water-soluble monomers |
| US4783510A (en) | 1986-06-04 | 1988-11-08 | Taiyo Fishery Co., Ltd. | Process for improving a water absorbent polyacrylic acid polymer and an improved polymer produced by said process |
| US4755562A (en) | 1986-06-10 | 1988-07-05 | American Colloid Company | Surface treated absorbent polymers |
| US4824901A (en) | 1986-06-10 | 1989-04-25 | American Colloid Company | Surface treated absorbent polymers |
| JPH0249002A (ja) * | 1988-05-23 | 1990-02-19 | Nippon Shokubai Kagaku Kogyo Co Ltd | 親水性重合体の製造方法 |
| EP0349240A2 (en) | 1988-06-28 | 1990-01-03 | Nippon Shokubai Co., Ltd. | Water-absorbent resin and production process |
| JPH03168218A (ja) * | 1989-11-28 | 1991-07-22 | Sumitomo Chem Co Ltd | 加硫方法 |
| US5140076A (en) | 1990-04-02 | 1992-08-18 | Nippon Shokubai Kagaku Kogyo Co., Ltd. | Method of treating the surface of an absorbent resin |
| US5409771A (en) | 1990-06-29 | 1995-04-25 | Chemische Fabrik Stockhausen Gmbh | Aqueous-liquid and blood-absorbing powdery reticulated polymers, process for producing the same and their use as absorbents in sanitary articles |
| JPH05112654A (ja) * | 1991-04-10 | 1993-05-07 | Nippon Shokubai Co Ltd | 粒子状含水ゲル状重合体および吸水性樹脂の製造方法 |
| US5206205A (en) | 1991-08-15 | 1993-04-27 | Kimberly-Clark Corporation | Thermal treatment of superabsorbents to enhance their rate of absorbency under load |
| EP0603292A1 (en) | 1991-09-09 | 1994-06-29 | The Dow Chemical Company | Superabsorbent polymers and process for producing |
| EP0534228A1 (de) | 1991-09-18 | 1993-03-31 | Hoechst Aktiengesellschaft | Verfahren zum Modifizieren hydrophiler Polymerisate |
| JPH05202199A (ja) * | 1991-09-18 | 1993-08-10 | Cassella Ag | 親水性ポリマーの変性法 |
| US5422405A (en) | 1992-12-16 | 1995-06-06 | Nippon Shokubai Co., Ltd. | Method for production of absorbent resin |
| US5672633A (en) | 1993-09-29 | 1997-09-30 | Chemische Fabrik Stockhausen Gmbh | Powdery polymers capable of absorbing aqueous liquids, a process for their production and their use as absorbents |
| US5610208A (en) | 1994-02-17 | 1997-03-11 | Nippon Shokubai Co., Ltd. | Water-absorbent agent, method for production thereof, and water-absorbent composition |
| US5669894A (en) | 1994-03-29 | 1997-09-23 | The Procter & Gamble Company | Absorbent members for body fluids having good wet integrity and relatively high concentrations of hydrogel-forming absorbent polymer |
| US6071976A (en) | 1995-12-27 | 2000-06-06 | Nippon Shokubai Co., Ltd. | Water absorbing agent, manufacturing method thereof, and manufacturing machine thereof |
| US6228930B1 (en) | 1997-06-18 | 2001-05-08 | Nippon Shokubai Co., Ltd. | Water-absorbent resin granule-containing composition and production process for water-absorbent resin granule |
| US6254990B1 (en) | 1998-02-18 | 2001-07-03 | Nippon Shokubai Co., Ltd. | Surface-crosslinking process for water-absorbent resin |
| US6472478B1 (en) | 1998-02-21 | 2002-10-29 | Basf Aktiengesellschaft | Process for crosslinking hydrogels with bis- and poly-2- oxazolidinones |
| US6265488B1 (en) | 1998-02-24 | 2001-07-24 | Nippon Shokubai Co., Ltd. | Production process for water-absorbing agent |
| US6503979B1 (en) | 1998-02-26 | 2003-01-07 | Basf Aktiengesellschaft | Method for cross-linking hydrogels with bis- and poly-2-oxazolidinones |
| US6372852B2 (en) | 1998-03-31 | 2002-04-16 | Nippon Shokubai Co., Ltd | Water-absorbing composition and production process for water-absorbing agent |
| US6241928B1 (en) | 1998-04-28 | 2001-06-05 | Nippon Shokubai Co., Ltd. | Method for production of shaped hydrogel of absorbent resin |
| US6620899B1 (en) | 1998-10-15 | 2003-09-16 | E. I. Du Pont De Nemours And Company | Polymers, containing a fluorocyclobutyl ring and their preparation |
| US6297319B1 (en) | 1998-11-05 | 2001-10-02 | Nippon Shokubai Co., Ltd. | Water-absorbing agent and production process therefor |
| US6657015B1 (en) | 1998-11-26 | 2003-12-02 | Basf Aktiengesellschaft | Method for the secondary cross-linking of hydrogels with 2-oxotetrahydro-1,3-oxazines |
| US6559239B1 (en) | 1998-11-26 | 2003-05-06 | Basf Aktiengesellschaft | Method for the secondary cross-linking of hydrogels with N-acyl-2-oxazolidinones |
| US6605673B1 (en) | 1999-03-05 | 2003-08-12 | Stockhausen Gmbh & Co., Kg | Powdery, cross-linked polymers which absorb aqueous liquids and blood, method for the production thereof and their use |
| US6620889B1 (en) | 1999-03-05 | 2003-09-16 | Stockhausen Gmbh & Co. Kg | Powdery, crosslinked absorbent polymers, method for the production thereof, and their use |
| US6514615B1 (en) | 1999-06-29 | 2003-02-04 | Stockhausen Gmbh & Co. Kg | Superabsorbent polymers having delayed water absorption characteristics |
| US6239230B1 (en) | 1999-09-07 | 2001-05-29 | Bask Aktiengesellschaft | Surface-treated superabsorbent polymer particles |
| US7157141B2 (en) | 2000-03-31 | 2007-01-02 | Stockhausen Gmbh | Pulverulent polymers crosslinked on the surface |
| US6906159B2 (en) | 2000-08-03 | 2005-06-14 | Nippon Shokubai Co., Ltd. | Water-absorbent resin, hydropolymer, process for producing them, and uses of them |
| US7091253B2 (en) | 2000-08-03 | 2006-08-15 | Nippon Shokubai Co., Ltd. | Water-absorbent resin, hydropolymer, process for producing them, and uses of them |
| US6720389B2 (en) | 2000-09-20 | 2004-04-13 | Nippon Shokubai Co., Ltd. | Water-absorbent resin and production process therefor |
| US7183456B2 (en) | 2000-09-20 | 2007-02-27 | Nippon Shokubai Co., Ltd. | Water-absorbent resin and production process therefor |
| US6809158B2 (en) | 2000-10-20 | 2004-10-26 | Nippon Shokubai Co., Ltd. | Water-absorbing agent and process for producing the same |
| US20080009842A1 (en) | 2000-12-28 | 2008-01-10 | The General Hospital Corporation | Method and apparatus for emr treatment |
| US7098284B2 (en) | 2001-01-26 | 2006-08-29 | Nippon Shokubal Co., Ltd | Water-absorbing agent and production process therefor, and water-absorbent structure |
| US7312278B2 (en) | 2001-06-08 | 2007-12-25 | Nippon Shokubai Co., Ltd. | Water-absorbing agent and production process therefor, and sanitary material |
| US6987151B2 (en) | 2001-09-12 | 2006-01-17 | Dow Global Technologies Inc. | Continuous polymerization process for the manufacture of superabsorbent polymers |
| US20060057389A1 (en) | 2002-10-25 | 2006-03-16 | Armin Reimann | Two-step mixing process for producing an absorbent polymer |
| JP2006503949A (ja) * | 2002-10-25 | 2006-02-02 | ストックハウゼン ゲーエムベーハー | 吸水性ポリマー及び吸収性ポリマーの製造方法、複合体及び複合体の製造方法、化学製品並びに吸水性ポリマー又は複合体の使用 |
| US20060111403A1 (en) | 2003-01-28 | 2006-05-25 | Hughes Kenneth A | Cyano anthranilamide insecticides |
| US20060073969A1 (en) | 2003-02-10 | 2006-04-06 | Kazushi Torii | Vater-absorbent resin composition and its production process |
| WO2004069915A2 (en) | 2003-02-10 | 2004-08-19 | Nippon Shokubai Co., Ltd. | Particulate water-absorbing agent |
| JP2004300425A (ja) * | 2003-03-14 | 2004-10-28 | Nippon Shokubai Co Ltd | 吸水性樹脂粉末の表面架橋処理方法 |
| US7378453B2 (en) | 2003-03-14 | 2008-05-27 | Nippon Shokubai Co., Ltd. | Surface crosslinking treatment method of water-absorbing resin powder |
| JP2006522181A (ja) | 2003-03-26 | 2006-09-28 | ビーエーエスエフ アクチェンゲゼルシャフト | 色安定性の高吸水性ポリマー組成物 |
| JP2004345804A (ja) * | 2003-05-22 | 2004-12-09 | Nippon Shokubai Co Ltd | 吸水性樹脂粉体の輸送方法 |
| JP2004352941A (ja) | 2003-05-30 | 2004-12-16 | Nippon Shokubai Co Ltd | 吸水性樹脂の製造法 |
| US20040240316A1 (en) | 2003-05-30 | 2004-12-02 | Kozo Nogi | Method for production of water-absorbent resin and plow-shaped mixing device |
| US20070106013A1 (en) | 2003-06-24 | 2007-05-10 | Yoshifumi Adachi | Water absorbent resin composition and production method thereof |
| WO2005016393A1 (en) | 2003-07-31 | 2005-02-24 | Kimberly-Clark Worldwide, Inc. | Absorbent materials and articles |
| US20050029352A1 (en) | 2003-08-08 | 2005-02-10 | Spears Kurt E. | System and method for automatic correction of illumination noise caused by ambient light |
| US20050048221A1 (en) | 2003-08-27 | 2005-03-03 | Yoshio Irie | Process for production of surface-treated particulate water-absorbent resin |
| US20050070671A1 (en) | 2003-09-19 | 2005-03-31 | Kazushi Torii | Water-absorbent resin having treated surface and process for producing the same |
| US20070161759A1 (en) | 2004-02-24 | 2007-07-12 | Basf Aktiengesellschaft | Postcrosslinking of water-absorbing polymers |
| US20050215734A1 (en) | 2004-03-24 | 2005-09-29 | Yorimichi Dairoku | Method for continuous production of water-absorbent resin |
| US20050288182A1 (en) | 2004-06-18 | 2005-12-29 | Kazushi Torii | Water absorbent resin composition and production method thereof |
| US20060082188A1 (en) | 2004-08-06 | 2006-04-20 | Mitchell Stephen A G | Electromechanical strut |
| US20060111402A1 (en) | 2004-09-30 | 2006-05-25 | Raymond Ng | Novel benzimidazole derivatives useful as selective androgen receptor modulators (SARMS) |
| US20060082197A1 (en) | 2004-10-15 | 2006-04-20 | Brian Luce | Lounge caddy |
| US20060082189A1 (en) | 2004-10-18 | 2006-04-20 | Faisal Sultan | Upper auxiliary seal with positive attachment configuration |
| US20060111404A1 (en) | 2004-11-22 | 2006-05-25 | Incyte Corporation | Salts of N-[2-({(3R)-1-[trans-4-hydroxy-4-(6-methoxypyridin-3-yl)-cyclohexyl]pyrrolidin-3-yl}amino)-2-oxoethyl]-3-(trifluoromethyl)benzamide |
| US20070293632A1 (en) | 2004-11-30 | 2007-12-20 | Basf Aktiengesellschaft, A German Corporation | Postcrosslinking of Water Absorbing Polymeric Particles |
| EP1824910A2 (en) | 2004-12-10 | 2007-08-29 | Nippon Shokubai Co.,Ltd. | Method for production of modified water absorbent resin |
| US20080227932A1 (en) | 2005-08-24 | 2008-09-18 | Basf Se | Method for Producing Water-Absorbing Polymer Particles |
| US20070078231A1 (en) | 2005-09-30 | 2007-04-05 | Nippon Shokubai Co., Ltd. | Method for manufacturing particulate water-absorbing agent and particulate water-absorbing agent |
| US20070121037A1 (en) | 2005-11-29 | 2007-05-31 | Casio Computer Co., Ltd. | Homeotropic alignment type semi-transmissive reflective liquid crystal display device |
| WO2007065840A1 (de) | 2005-12-07 | 2007-06-14 | Basf Se | Verfahren zum kontinuierlichen mischen von polymerpartikeln |
| JP2008038128A (ja) * | 2005-12-22 | 2008-02-21 | Nippon Shokubai Co Ltd | 吸水性樹脂の表面架橋方法および吸水性樹脂の製造方法 |
| US20070149760A1 (en) | 2005-12-22 | 2007-06-28 | Kenji Kadonaga | Method for surface crosslinking water-absorbing resin and method for manufacturing water-absorbing resin |
| US20080009843A1 (en) | 2006-06-14 | 2008-01-10 | De La Torre Ralph | Surgical ablation system with chest wall platform |
| WO2008108277A1 (ja) * | 2007-03-01 | 2008-09-12 | Nippon Shokubai Co., Ltd. | 吸水性樹脂を主成分とする粒子状吸水剤 |
| WO2009001954A1 (en) | 2007-06-27 | 2008-12-31 | Nippon Shokubai Co., Ltd. | Method of producing water-absorbent resin |
| WO2009028568A1 (ja) | 2007-08-28 | 2009-03-05 | Nippon Shokubai Co., Ltd. | 吸水性樹脂の製造方法 |
| WO2009113673A1 (ja) * | 2008-03-13 | 2009-09-17 | 株式会社日本触媒 | 吸水性樹脂を主成分とする粒子状吸水剤の製造方法 |
| WO2009113679A1 (ja) * | 2008-03-13 | 2009-09-17 | 株式会社日本触媒 | 吸水性樹脂を主成分とする粒子状吸水剤の製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2471843A4 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015046604A1 (ja) | 2013-09-30 | 2015-04-02 | 株式会社日本触媒 | 粒子状吸水剤の充填方法および粒子状吸水剤充填物のサンプリング方法 |
| EP4159307A1 (en) | 2013-09-30 | 2023-04-05 | Nippon Shokubai Co., Ltd. | Method for filling particulate water absorbing agent and method for sampling filled particulate water absorbing agent |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5619010B2 (ja) | ポリアクリル酸(塩)系吸水性樹脂およびその製造方法 | |
| JP5504334B2 (ja) | 吸水性樹脂の製造方法 | |
| JP5616347B2 (ja) | 吸水性樹脂の製造方法 | |
| WO2009119754A1 (ja) | 吸水性樹脂の製造方法 | |
| JP5977839B2 (ja) | ポリアクリル酸(塩)系吸水性樹脂およびその製造方法 | |
| JP5605855B2 (ja) | 吸水性樹脂粉末の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 10812020 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2011528882 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 13392256 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1201000824 Country of ref document: TH |
|
| REEP | Request for entry into the european phase |
Ref document number: 2010812020 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2010812020 Country of ref document: EP |